Extruder 1.5 mm/s ein Problem?
geschrieben von pascal1
|
Extruder 1.5 mm/s ein Problem? 17. November 2016 15:26 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 50 |
Hallo, ich hab bei meinem prusa i2 bewusst auf den wadeextrudeln verzichtet und einen j-head clon im Einsatz. Davon erhoffte ich mir mehr Geschwindigkeit erreichen zu können da ja die Masse vom Motor nicht mitfährt .
Naja jetzt hab ich das problem, wenn ich schneller als 1.5mm/s extrudiere, das Zahnrad durchrutscht.
Wieviel spenden sollte ich mit einer 0.2er Düse erreichen können?
Ich hab schon vieles getestet ... u.a.
Teflonschlauchr in das hotend...
AnpressdrucK....
Verschiedene Düsen usw...
Danke
Mfg pascal
1-mal bearbeitet. Zuletzt am 17.11.16 15:27.
Naja jetzt hab ich das problem, wenn ich schneller als 1.5mm/s extrudiere, das Zahnrad durchrutscht.
Wieviel spenden sollte ich mit einer 0.2er Düse erreichen können?
Ich hab schon vieles getestet ... u.a.
Teflonschlauchr in das hotend...
AnpressdrucK....
Verschiedene Düsen usw...
Danke
Mfg pascal
1-mal bearbeitet. Zuletzt am 17.11.16 15:27.
|
Re: Extruder 1.5 mm/s ein Problem? 18. November 2016 03:42 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 841 |
also 3-5mm/s solltest du mindestens durchbekommen.
Sicher das dein extruder durchrutscht und nicht der Motor springt?
Wenn der Motor springt musst du den Strom auf dem Treiber aufdrehen.
Sonst ist der Fluss auch sehr von der temperatur abhängig.
Aber mit den wenigen infos die du uns gibst kann man dein Problem nicht wirklich eingrenzen.
Sicher das dein extruder durchrutscht und nicht der Motor springt?
Wenn der Motor springt musst du den Strom auf dem Treiber aufdrehen.
Sonst ist der Fluss auch sehr von der temperatur abhängig.
Aber mit den wenigen infos die du uns gibst kann man dein Problem nicht wirklich eingrenzen.
|
Re: Extruder 1.5 mm/s ein Problem? 18. November 2016 05:10 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.194 |
Quote
windiesel
....
Aber mit den wenigen infos die du uns gibst kann man dein Problem nicht wirklich eingrenzen.
... und dann kann's auch noch am Filament liegen. Habe die Tage ein ABS gedruckt, das wurde mit zunehmender Temperatur immer bröseliger statt geschmeidig. Und ein ASA, das sich mit rein gar nichts mit einer 0,25er Düse hat drucken lassen, 0,40 ging dann ohne Probleme. Verstehe wer will!
Ich empfehle dringend, das das Filament zunächst händisch durchgedrückt werden sollte, um einen optimalen Temperaturbereich rauszufinden. Der liegt als Richtwert an, wenn die Düse beim Nachlassen des Anpressdrucks so gerade minimal nachläuft. Was man zwischen Zeigefinger und Daumen nicht durchdrücken kann, macht auch im realen Druck Probleme.
H.
|
Re: Extruder 1.5 mm/s ein Problem? 18. November 2016 06:29 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 556 |
|
Re: Extruder 1.5 mm/s ein Problem? 18. November 2016 10:46 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 841 |
|
Re: Extruder 1.5 mm/s ein Problem? 18. November 2016 16:28 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 50 |
Huhu, ich hab den Motor auf 2 ampere eingestellt. Material pla bei den vorgegebenen 185krad in pronterface.mk8 Rad für das Filiament zu schieben. Wenn ich den Anpressdruck fest schraube hab ich statt durchdrehen halt Schritt Verluste.
Hab verschiedene Rollen Platz getestet , immer das selbe.
Mit der Hand schaff ich es auch nicht schneller durchzudrücken ...
Kommt mir fast so vor als ob es nicht schnell genug schmilzt...
Noch eine Idee?
Hab verschiedene Rollen Platz getestet , immer das selbe.
Mit der Hand schaff ich es auch nicht schneller durchzudrücken ...
Kommt mir fast so vor als ob es nicht schnell genug schmilzt...
Noch eine Idee?
|
Re: Extruder 1.5 mm/s ein Problem? 20. November 2016 06:17 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 481 |
Höhere Temperatur testen.
Die Angaben sind nicht immer verlässlich und deine Hotend Temperatur kann etwas abweichen von dem was der Temperatursensor misst.
MfG
Jonas
Sparkcube v1.1xl
Meine Thingiverse Dinge: [www.thingiverse.com]
Die Angaben sind nicht immer verlässlich und deine Hotend Temperatur kann etwas abweichen von dem was der Temperatursensor misst.
MfG
Jonas
Sparkcube v1.1xl
Meine Thingiverse Dinge: [www.thingiverse.com]
|
Re: Extruder 1.5 mm/s ein Problem? 20. November 2016 11:09 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 50 |
|
Re: Extruder 1.5 mm/s ein Problem? 20. November 2016 11:17 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 50 |
|
Re: Extruder 1.5 mm/s ein Problem? 20. November 2016 15:01 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 841 |
bei mir druckt sich PLA mit 200 bis 220 je nach sorte.
unter 200 ist nur recht langsames drucken möglich.
Ich kann bei PLA von dasfilament ungefähr mit 190 drucken aber drucke immer mit 212°C
[www.youtube.com]
unter 200 ist nur recht langsames drucken möglich.
Ich kann bei PLA von dasfilament ungefähr mit 190 drucken aber drucke immer mit 212°C
[www.youtube.com]
|
Re: Extruder 1.5 mm/s ein Problem? 20. November 2016 17:21 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 50 |
|
Re: Extruder 1.5 mm/s ein Problem? 21. November 2016 03:48 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 4.398 |
Du kommst bei 3mm/s am Extruder auf etwa 55mm/s Druckgeschwindigkeit, wenn ich das richtig überschlagen habe. Das ist nicht viel, da sollte noch mehr gehen.
[www.facebook.com]
Power is nothing.....without control!
[www.facebook.com]
Power is nothing.....without control!
|
Re: Extruder 1.5 mm/s ein Problem? 21. November 2016 15:48 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 50 |
|
Re: Extruder 1.5 mm/s ein Problem? 21. November 2016 15:52 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 632 |
|
Re: Extruder 1.5 mm/s ein Problem? 21. November 2016 16:37 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 50 |
|
Re: Extruder 1.5 mm/s ein Problem? 21. November 2016 17:00 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 632 |
Layerhaftung im inneren Ring ist zu gering. Dann zieht er den Faden weiter und er wird ein gerader Strich. Das ist meist mit Temperaturänderung zu lösen. Weniger Speed geht auch.
Extra length on restart ist bei den Slicern bei Retract-Einstellungen zu finden. Bei S3D heißt es Extra retract distance. Es gibt an, ob mehr oder weniger zurückgedrückt wird nach Retract.
Bsp.: Retract=1mm, Extra length on restart = -0.2, dann werden ein 1mm eingezogen und beim zurückdrücken 0.8mm.
Bei dir sieht es aber eher hier aus als ob er dort den Retract macht. Sieht dann wie ein kleiner Krater aus an dem die Düse eingezogen hat. Da würde ich ein Lift Z = 0.1-0.4 probieren. Dann liegt die Düse nicht direkt auf dem Layer beim Einziehen.
Ich würde dir aber empfehlen den Retract mal ordentlich einzustellen.
Piepiep (CoreXY) 290x300x205, ArduinoDUE, RADDS, TMC2100, Z-Riemenantrieb, Raspi3
Extra length on restart ist bei den Slicern bei Retract-Einstellungen zu finden. Bei S3D heißt es Extra retract distance. Es gibt an, ob mehr oder weniger zurückgedrückt wird nach Retract.
Bsp.: Retract=1mm, Extra length on restart = -0.2, dann werden ein 1mm eingezogen und beim zurückdrücken 0.8mm.
Bei dir sieht es aber eher hier aus als ob er dort den Retract macht. Sieht dann wie ein kleiner Krater aus an dem die Düse eingezogen hat. Da würde ich ein Lift Z = 0.1-0.4 probieren. Dann liegt die Düse nicht direkt auf dem Layer beim Einziehen.
Ich würde dir aber empfehlen den Retract mal ordentlich einzustellen.
Piepiep (CoreXY) 290x300x205, ArduinoDUE, RADDS, TMC2100, Z-Riemenantrieb, Raspi3
|
Re: Extruder 1.5 mm/s ein Problem? 21. November 2016 17:09 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 50 |
nun, das war der erste druck aus dem Drucker. Als erstes dachte ich er würde den Retract in die falsche Richtung machen :-D
Temperaturänderung nach oben oder unten?
Ich komm da durcheinander weil man in der firmware einstellen kann und im Slicer . wo stellt man nun z.b. den retract ein slicer oder doch besser firmware?
Temperaturänderung nach oben oder unten?
Ich komm da durcheinander weil man in der firmware einstellen kann und im Slicer . wo stellt man nun z.b. den retract ein slicer oder doch besser firmware?
|
Re: Extruder 1.5 mm/s ein Problem? 21. November 2016 18:10 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 922 |
Quote
pascal1
Temperaturänderung nach oben oder unten?
Naja, du willst etwas aufschmelzen. Wenn es nicht kleben bleibt (Stichwort Layerhaftung) musst du ggfs. noch ein wenig rauf.
Für den allerersten Druck ist das doch gar nicht übel. Klar, da geht noch was.
Quote
pascal1
Ich komm da durcheinander weil man in der firmware einstellen kann und im Slicer . wo stellt man nun z.b. den retract ein slicer oder doch besser firmware?
Da scheiden sich die Geister.
Mit Firmware-Retraction hast du theoretisch die Möglichkeit den Retract noch im Nachhinein zu verändern, unabhängig von dem G-Code welchen du bereits gesliced und auf der SD-Karte abgelegt hast.
Theoretisch sogar während des Druckens.
Oder auch einfach einmal in der Firmware einstellen und dann nie wieder drüber nachdenken.
Bis du dann für manche Drucke ein besonderes Material verwenden willst (z.B. flexibel oder spröde) und daher für manche Drucke andere Einstellungen verwenden willst.
Dann freust du dich, dass du es auch im Slicer einstellen und damit die Firmware Retraction auch überschreiben kannst.
Best regards / Viele Grüße
Till
|
Re: Extruder 1.5 mm/s ein Problem? 22. November 2016 03:49 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 50 |
|
Re: Extruder 1.5 mm/s ein Problem? 22. November 2016 04:25 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 922 |
Schau mal hier: 
[manual.slic3r.org]
[www.simplify3d.com]
[ultimaker.com]
Best regards / Viele Grüße
Till
[manual.slic3r.org]
[www.simplify3d.com]
[ultimaker.com]
Best regards / Viele Grüße
Till
|
Re: Extruder 1.5 mm/s ein Problem? 22. November 2016 05:03 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 50 |
|
Re: Extruder 1.5 mm/s ein Problem? 22. November 2016 13:20 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 50 |
So, soweit bin ich gekommen bis wieder mal das Hotend verstopft.
Ich habe keine Lust mehr...... Was kann ich tun?
Und auch bei 80 Grad löst sich das Werkstück an den Ecken von der Nagelneuen PEI Platte :-(
Ich habe keine Lust mehr...... Was kann ich tun?
Und auch bei 80 Grad löst sich das Werkstück an den Ecken von der Nagelneuen PEI Platte :-(
|
Re: Extruder 1.5 mm/s ein Problem? 22. November 2016 15:35 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 632 |
Sieht doch gut aus. Die Frage ist wo das Hotend verstopft. Das kann auch schlicht am Zusammenbau liegen.
PS: Sag mal was ist das für ein Filament? Sieht sehr nach einem mir bekanntem PETG aus, dass ich mit 90° Betttemperatur drucke.
1-mal bearbeitet. Zuletzt am 22.11.16 15:39.
Piepiep (CoreXY) 290x300x205, ArduinoDUE, RADDS, TMC2100, Z-Riemenantrieb, Raspi3
PS: Sag mal was ist das für ein Filament? Sieht sehr nach einem mir bekanntem PETG aus, dass ich mit 90° Betttemperatur drucke.
1-mal bearbeitet. Zuletzt am 22.11.16 15:39.
Piepiep (CoreXY) 290x300x205, ArduinoDUE, RADDS, TMC2100, Z-Riemenantrieb, Raspi3
|
Re: Extruder 1.5 mm/s ein Problem? 22. November 2016 16:59 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 50 |
da Filament ist nix besonderes. 3d-color von amazon für 20 euro 1 kg.
das Hotend ist ein 8 euro Teil von ebay und ist offensichtlich schrott. Ich habe das schon Tausend mal zerlegt und hatte immer wieder Verstopfungen o.ä.
Ich hatte es nämlich schon auf dem aalten Drucker.Ich will ja ein neues Kaufen aber finde bei Ebay nichts gescheites....
das Hotend ist ein 8 euro Teil von ebay und ist offensichtlich schrott. Ich habe das schon Tausend mal zerlegt und hatte immer wieder Verstopfungen o.ä.
Ich hatte es nämlich schon auf dem aalten Drucker.Ich will ja ein neues Kaufen aber finde bei Ebay nichts gescheites....
|
Re: Extruder 1.5 mm/s ein Problem? 22. November 2016 17:15 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 50 |
|
Re: Extruder 1.5 mm/s ein Problem? 22. November 2016 17:17 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 632 |
|
Re: Extruder 1.5 mm/s ein Problem? 22. November 2016 17:28 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 50 |
|
Re: Extruder 1.5 mm/s ein Problem? 22. November 2016 17:42 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 632 |
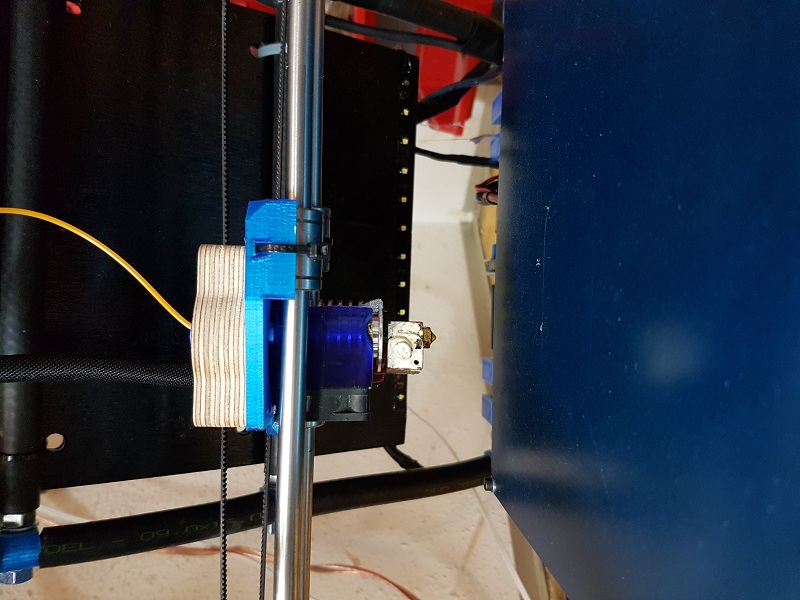
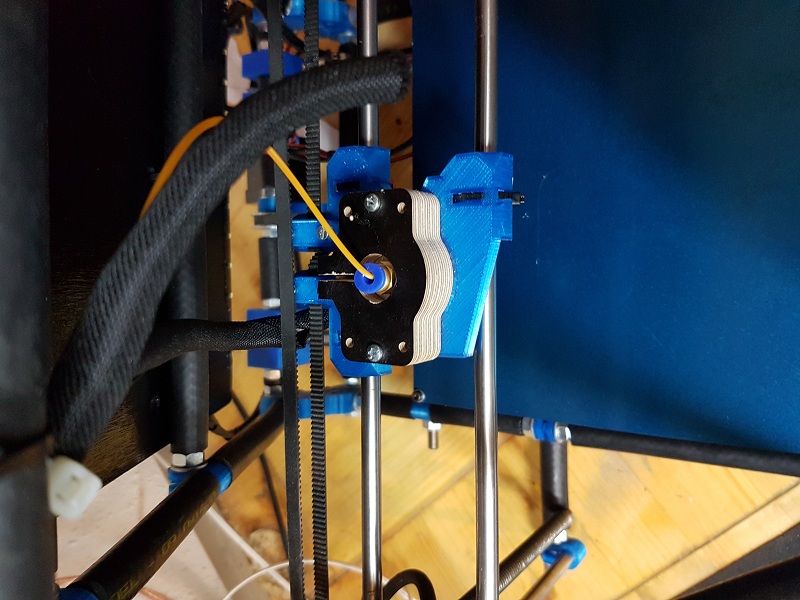
Ich bin erstaunt das du damit überhaupt so gute Ergebnisse erziehlst. Deinen Extruder habe ich glaube oben links entdeckt. Besorg dir mal PTFE Schlauch 4x2 und stecke den zwischen Extruder und Hotend. Dafür ist ja der Pushfit (blaue Kappe am Hotend) da. Dann kannst du viel mehr Druck erzeugen im Hotend. Am Fahrrad würdest du ja auch nicht bremsen ohne den Bowden. Da würde so viel Druck an der Bremse ankommen, wie du jetzt an der Düse hast.
Piepiep (CoreXY) 290x300x205, ArduinoDUE, RADDS, TMC2100, Z-Riemenantrieb, Raspi3
Piepiep (CoreXY) 290x300x205, ArduinoDUE, RADDS, TMC2100, Z-Riemenantrieb, Raspi3
|
Re: Extruder 1.5 mm/s ein Problem? 22. November 2016 18:28 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 50 |
|
Re: Extruder 1.5 mm/s ein Problem? 22. November 2016 19:24 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 841 |
auf dem einen bild will ich erkannt haben das die heatbreak recht kurz ist. Bei den richtigen china dingern ist die heatbreak meistens auch nicht runter gedreht.
Bei denen ist das problem das das filament hoch aufschmilzt und in ritzen kricht wo es sich verharkt
Fals du mit retract druckst mach mal weniger distance.
sonst könntest du versuchen schneller zu drucken oder kälter(was aber nicht so gut funktioniert).
Vieleicht den Kühlkörper nicht so weit rein drehen. Wenn du die möglichkeit hast solltest du den durchmesser von der heatbreak veringern auf einer Drehbank.
Bei denen ist das problem das das filament hoch aufschmilzt und in ritzen kricht wo es sich verharkt
Fals du mit retract druckst mach mal weniger distance.
sonst könntest du versuchen schneller zu drucken oder kälter(was aber nicht so gut funktioniert).
Vieleicht den Kühlkörper nicht so weit rein drehen. Wenn du die möglichkeit hast solltest du den durchmesser von der heatbreak veringern auf einer Drehbank.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.