Ausgefranste Ränder
geschrieben von Kucky
|
Ausgefranste Ränder 11. December 2017 14:44 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 13 |
Hallo Leute,
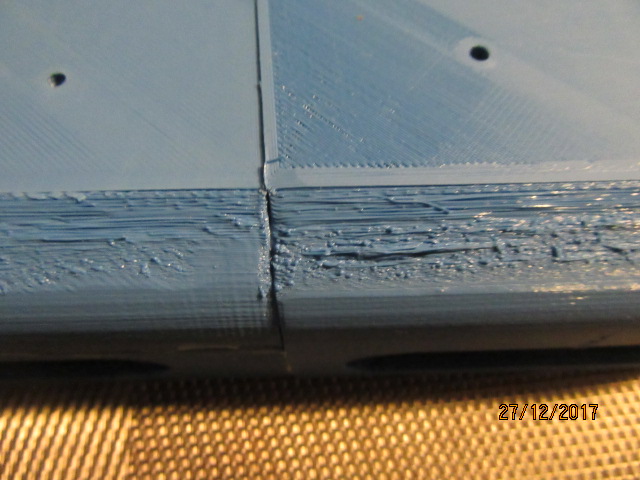
ich habe vor einer Woche meinen PrusaI3 wieder angeworfen. Wie ihr im Bild sehen könnt, sind die Ränder sehr ausgefranst. Der Druckkopf bleibt hier auch schon mal hängen.
Material PLA
Heizbett, Pertinax beschichtet 65°C
Nozzel 200°C
Stützstruktur an.
Filamentkühlung an
Hat jemand einen Rat? Bin für alles dankbar.
LG Willi
ich habe vor einer Woche meinen PrusaI3 wieder angeworfen. Wie ihr im Bild sehen könnt, sind die Ränder sehr ausgefranst. Der Druckkopf bleibt hier auch schon mal hängen.
Material PLA
Heizbett, Pertinax beschichtet 65°C
Nozzel 200°C
Stützstruktur an.
Filamentkühlung an
Hat jemand einen Rat? Bin für alles dankbar.
LG Willi
|
Re: Ausgefranste Ränder 11. December 2017 16:23 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 192 |
|
Re: Ausgefranste Ränder 11. December 2017 16:52 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 13 |

 . Jetzt wo du es sagst, ist das die wahrscheinlichste Ursache, denke ich.Was kann ich tun?
. Jetzt wo du es sagst, ist das die wahrscheinlichste Ursache, denke ich.Was kann ich tun?|
Re: Ausgefranste Ränder 11. December 2017 17:05 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 192 |
Bei der langen Zeit können sich echt Probleme zeigen. Ich habe die Rollen dann bei ca 40 bis 50 grad für 2Stunden in den Backofen gepackt aber zum messen entweder Backofen mit temperaturanzeige oder zB Funk grill Thermometer. Die einstellskala am normalen Backofen ist sehr ungenau. Wird es zu warm verformt sich die Rolle.
Hinweis: Für die gesundheitsfanatiker, Kunststoff kann Schadstoffe aussondern. Meckern ja meist nur die mit offenem Druck Raum. Aber es ist halt ein Backofen.
Und umluft sowie backpapier darunter.
Die äußerste Lage ist meist am schlimmsten. Aber wenn das Wasser drin ist führt es zum auskühlen des Materials und verkocht in der Düse und zerreißt es beim Verlassen diese, da der Druck sich schlagartig abbaut.
Nervenschonender ist aber neues Material. Deshalb immer Luftdicht und Lichtgeschützt lagern.
Bei ABS ist das Problem nicht mal ansatzweise so groß.
Hinweis: Für die gesundheitsfanatiker, Kunststoff kann Schadstoffe aussondern. Meckern ja meist nur die mit offenem Druck Raum. Aber es ist halt ein Backofen.
Und umluft sowie backpapier darunter.
Die äußerste Lage ist meist am schlimmsten. Aber wenn das Wasser drin ist führt es zum auskühlen des Materials und verkocht in der Düse und zerreißt es beim Verlassen diese, da der Druck sich schlagartig abbaut.
Nervenschonender ist aber neues Material. Deshalb immer Luftdicht und Lichtgeschützt lagern.
Bei ABS ist das Problem nicht mal ansatzweise so groß.
|
Re: Ausgefranste Ränder 11. December 2017 17:11 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 13 |
|
Re: Ausgefranste Ränder 11. December 2017 17:16 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 192 |
 gute Wahl, so mache ich das auch meistens. Außer es geht nichts mehr dann ab in die Tonne damit. Die Zeit kostet einen mehr als das Material wert ist.
gute Wahl, so mache ich das auch meistens. Außer es geht nichts mehr dann ab in die Tonne damit. Die Zeit kostet einen mehr als das Material wert ist.|
Re: Ausgefranste Ränder 27. December 2017 09:01 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 13 |
Ich haben doch noch eine Frage. Wie gesagt,ich habe eine neue Rolle genommen. Leider sind die Ergebnisse an runden Kanten nicht zufrieden stellend. Ich vermute es liegt an der Support-Einstellung. Ich bin kein 3D-Drucker Experte, und benötige den Drucker für meine Quadrocopter-Projekt. Ich habe die Bilder mal angehängt und und die Slicerdateiec ( Filament, print, printer). Der Slicer ist Slic3r.
Gruß Willi
Kommt gut ins neue Jahr
Gruß Willi
Kommt gut ins neue Jahr
|
Re: Ausgefranste Ränder 27. December 2017 12:03 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 1.112 |
Hallo Willi,
Welche Druckbreite, Layerhöhe und wieviel Perimeter hast du eingestellt?
Konstruktionen: [www.thingiverse.com]
Videos: [www.youtube.com]
Mein Club: [hackerspace-ffm.de]
Drucker:
Wersybot - seit 2012
JGAurora A5
CR10-V2
Welche Druckbreite, Layerhöhe und wieviel Perimeter hast du eingestellt?
Konstruktionen: [www.thingiverse.com]
Videos: [www.youtube.com]
Mein Club: [hackerspace-ffm.de]
Drucker:
Wersybot - seit 2012
JGAurora A5
CR10-V2
|
Re: Ausgefranste Ränder 27. December 2017 20:01 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 13 |
Hallo Wersy,
Layerhöhe 0,15
external_perimeter_extrusion_width = 0
external_perimeter_speed = 70%
external_perimeters_first = 0
extra_perimeters = 1
perimeter_acceleration = 0
perimeter_extruder = 1
perimeter_extrusion_width = 0
perimeter_speed = 50
perimeters = 4
Druckbreite 110mm
Bogen 18mm Durchmesser
Meintest Du diese Werte;
Gruß Willi
Layerhöhe 0,15
external_perimeter_extrusion_width = 0
external_perimeter_speed = 70%
external_perimeters_first = 0
extra_perimeters = 1
perimeter_acceleration = 0
perimeter_extruder = 1
perimeter_extrusion_width = 0
perimeter_speed = 50
perimeters = 4
Druckbreite 110mm
Bogen 18mm Durchmesser
Meintest Du diese Werte;
Gruß Willi
|
Re: Ausgefranste Ränder 28. December 2017 03:48 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 1.112 |
Das Einzige, was ich erkennen kann, ist die Layerhöhe 0,15
Was steht bei Perimeters (minimum) ?
Was steht bei Advanced - Exrusion width?
Gruß Michael
Konstruktionen: [www.thingiverse.com]
Videos: [www.youtube.com]
Mein Club: [hackerspace-ffm.de]
Drucker:
Wersybot - seit 2012
JGAurora A5
CR10-V2
Was steht bei Perimeters (minimum) ?

Was steht bei Advanced - Exrusion width?

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Gruß Michael
Konstruktionen: [www.thingiverse.com]
Videos: [www.youtube.com]
Mein Club: [hackerspace-ffm.de]
Drucker:
Wersybot - seit 2012
JGAurora A5
CR10-V2
|
Re: Ausgefranste Ränder 28. December 2017 08:18 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 13 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Ausgefranste Ränder 28. December 2017 11:28 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 1.112 |
Quote
Kucky
Ich traue mich es kaum zu sagen. Bei mir ist bei Advanced nichts eingestellt. Soll ich mal Deine Werte übernehmen?
LG Willi
Es ist sicherer wenn in Advanced Werte stehen, dann weißt du auch genau, was der Slicer macht.
Sofern du noch keine genaue Vorstellung hast, welche Breiten du jeweils nehmen willst, schreibe einfach überall gleiche Werte rein.
200% für den ersten Layer ist auch missverständlich. Es suggeriert, dass doppelt so viel extrudiert wird.
In Wirklichkeit wird nur die Druckbreite vergrößert, es entsteht keine Überextrusion.
In der letzten ini steht nozzle diameter 0,3 mm.
Benutzt du für solch große Teile eine 0,3 mm Düse? Da würde ich wenigstens 0,4 mm Druckbreite einstellen.
Ich drucke alles mit 0,5 mm Düse, obwohl ich auch 0,25 und 0,35 rumliegen habe.
Beim Quadrocopter sieht es so aus, als ob nur die Überhänge durchhängen, während der Rest aber gut ist.
Bei 45° Schrägen muss das auch ohne Support gehen.
Mit Druckbreite 0,3 und Layerhöhe 0,15 = Verhältnis 2:1 - kein Problem.
4 Perimeter sind auch ausreichend. Wenn die Überhänge kritischer sind kann man auch „Infill before perimeters“ aktivieren.
Gruß Michael
Konstruktionen: [www.thingiverse.com]
Videos: [www.youtube.com]
Mein Club: [hackerspace-ffm.de]
Drucker:
Wersybot - seit 2012
JGAurora A5
CR10-V2
|
Re: Ausgefranste Ränder 28. December 2017 13:04 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 13 |
|
Re: Ausgefranste Ränder 30. December 2017 06:00 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 13 |
Moin moin,
Ergebnis um viel viel besser. Die äußere Oberfläche reicht mir derzeit voll und ganz. Ich habe von mir aus folgende Einstellungen vorgenommen:
Heizbett konstant 65°
Filament von DASFILAMENT.de Himmelblau
Layer 1 75% Speed ohne Filamentkühlung. Nozzel 220°
Ab Layer 2 mit Kühlung, aber Dauerkühlung. Nozzel 215°. Ich verwende noch einen sehr billigen Kühler, der auf die aktive Kühlung nicht so reagiert wie er sollte. Ist aber nur eine Annahme.
Ab Layer 5 Speed auf 100% erhöht.
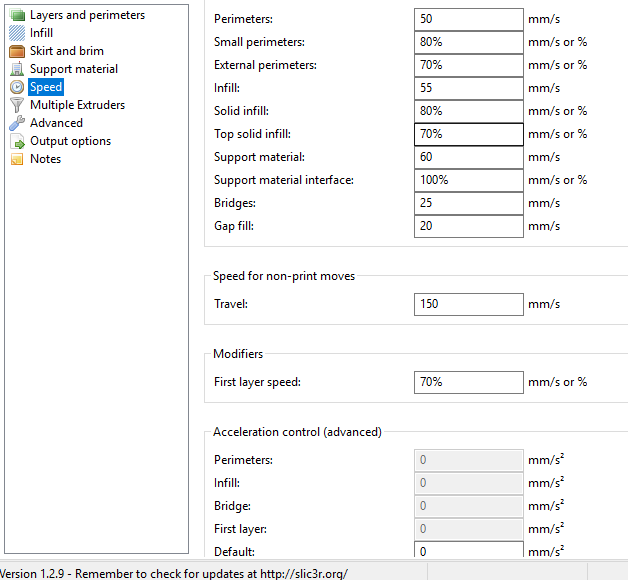
Die Innenflächen könnten verbessert werden. Ich habe die Speed Parameter mal angehangen.
Vielen Dank für die Hilfe!!!!!
Gruß Willi
Ergebnis um viel viel besser. Die äußere Oberfläche reicht mir derzeit voll und ganz. Ich habe von mir aus folgende Einstellungen vorgenommen:
Heizbett konstant 65°
Filament von DASFILAMENT.de Himmelblau
Layer 1 75% Speed ohne Filamentkühlung. Nozzel 220°
Ab Layer 2 mit Kühlung, aber Dauerkühlung. Nozzel 215°. Ich verwende noch einen sehr billigen Kühler, der auf die aktive Kühlung nicht so reagiert wie er sollte. Ist aber nur eine Annahme.
Ab Layer 5 Speed auf 100% erhöht.
Die Innenflächen könnten verbessert werden. Ich habe die Speed Parameter mal angehangen.
Vielen Dank für die Hilfe!!!!!
Gruß Willi
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Ausgefranste Ränder 03. January 2018 09:47 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 1.112 |
Quote
Kucky
Die Innenflächen könnten verbessert werden. Ich habe die Speed Parameter mal angehangen.
Die Außenflächen (3. Bild IMG_1581.JPG ) sehen aber noch nicht so gut aus.
Füge Bilder bitte künftig über "Datei anhängen..." ein, dann sind sie stets zu sehen, und man muss nicht immer erst die Dateien öffnen.
Gruß Michael
Konstruktionen: [www.thingiverse.com]
Videos: [www.youtube.com]
Mein Club: [hackerspace-ffm.de]
Drucker:
Wersybot - seit 2012
JGAurora A5
CR10-V2
|
Re: Ausgefranste Ränder 04. January 2018 12:41 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 13 |
Ja stimmt, richtig zufrieden bin ich nicht. Das mit den Bildern werde ich berücksichtigen. Danke für den Tipp.
Ich habe mich mal mit der Filamentkühlung beschäftigt. Die scheint nicht optimal. Drucke mir jetzt mal einen geeigneten Cooler. Kleine Teile sind wohl kein Problem, hoffe ich. Muss nur noch einen Lüfter bestellen.
Melde mich wieder.
LG Willi
Ich habe mich mal mit der Filamentkühlung beschäftigt. Die scheint nicht optimal. Drucke mir jetzt mal einen geeigneten Cooler. Kleine Teile sind wohl kein Problem, hoffe ich. Muss nur noch einen Lüfter bestellen.
Melde mich wieder.
LG Willi
|
Re: Ausgefranste Ränder 11. February 2018 12:25 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 13 |
Da bin ich wieder.
Ich habe viele Dinge ausprobiert und für mich auch teilweise erfolgreich. Woran ich aber immer scheitere ist bei untenliegenden Rundungen. Ich bin auch wieder auf die 0.3er Düse zurückgekommen. Das PLA-Filament ist frisch, ein Filamentkühler ist installiert und aktiviert. Die Strategie des Kühlers ist mir aber ein Rätsel. Drucker ist ein Prusa I3 mit Repetiersoftware und aktuellem Slic3r.
Die untere Rundung ist immer sehr unschön egal welcher Radius. Das blaue Teil habe ich „auf den Kopf gestellt“ und die Rundung ist OK. Leider ist das Teil innen sehr fasrig. Die bekomme ich aber mit einem Lösemittel sehr glatt,
Das schwarze Teil hat aber oben und unten eine Rundung mit einem Radius von 7mm. Da ist das Ergebnis auch schlecht und nicht zu korrigieren.
Ich hätte gedacht, dass mehr Stützstruktur bereitgestellt wird. Im Hohlkörper ist genug Support, an den Rundungen nichts.
Ich hoffe mir kann jemand helfen.
Vielen Dank im Voraus, Willi
P.S. Ich hoffe ich das mit den Bildern diesmal richtig gemacht.
Ich habe viele Dinge ausprobiert und für mich auch teilweise erfolgreich. Woran ich aber immer scheitere ist bei untenliegenden Rundungen. Ich bin auch wieder auf die 0.3er Düse zurückgekommen. Das PLA-Filament ist frisch, ein Filamentkühler ist installiert und aktiviert. Die Strategie des Kühlers ist mir aber ein Rätsel. Drucker ist ein Prusa I3 mit Repetiersoftware und aktuellem Slic3r.
Die untere Rundung ist immer sehr unschön egal welcher Radius. Das blaue Teil habe ich „auf den Kopf gestellt“ und die Rundung ist OK. Leider ist das Teil innen sehr fasrig. Die bekomme ich aber mit einem Lösemittel sehr glatt,
Das schwarze Teil hat aber oben und unten eine Rundung mit einem Radius von 7mm. Da ist das Ergebnis auch schlecht und nicht zu korrigieren.
Ich hätte gedacht, dass mehr Stützstruktur bereitgestellt wird. Im Hohlkörper ist genug Support, an den Rundungen nichts.
Ich hoffe mir kann jemand helfen.
Vielen Dank im Voraus, Willi
P.S. Ich hoffe ich das mit den Bildern diesmal richtig gemacht.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.