Schlechte Oberfläche bei mehreren Außenbahnen
geschrieben von Leon
|
Schlechte Oberfläche bei mehreren Außenbahnen 23. June 2021 03:20 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 67 |
Hallo zusammen,
Ich hab hier ein Phänomen das ist nicht erklären kann.
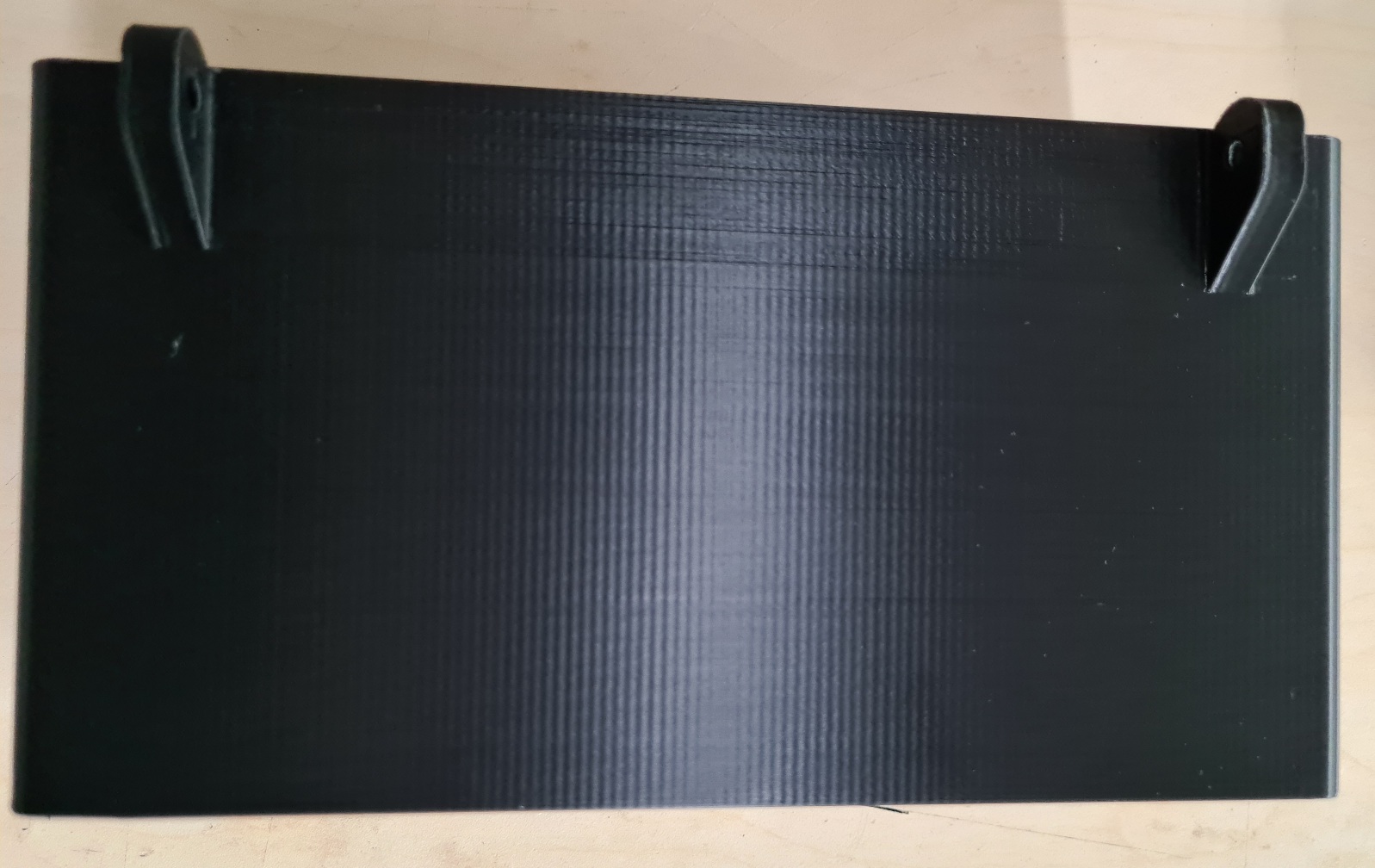
Ich hab eine Box konstruiert mit 2mm Wandstärke und hab die gedruckt. Diese hat oben 2 Laschen für den Deckel.
Gedruckt mit einer 0,4mm Nozzle, die Extrusionsbreite 0,4. Slicer Simplify 3d.
Um das alles was schneller drucken zu können hab ich die Kontur-Umfangshüllen auf 4 gestellt und einzeln extrudierte Wände erlauben aktiviert. Somit werden die 2mm Wandstärke mit 5 gleichen Bahnen gedruckt laut Vorschau.
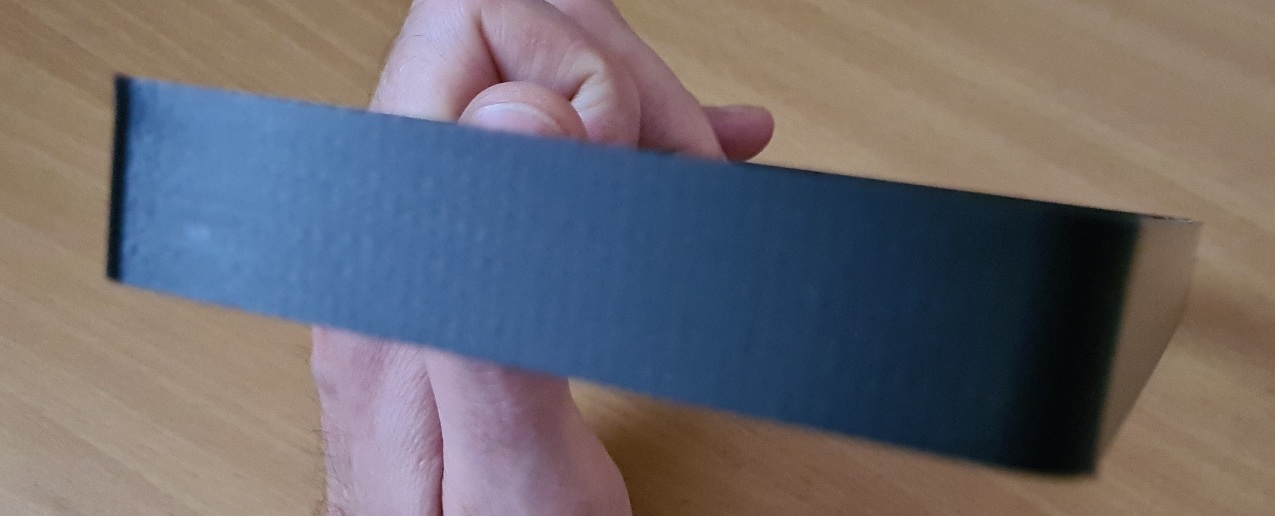
Soweit so gut. Das funktioniert auch bis zu der Höhe wo die Laschen kommen und Simplify 3d dann Infill druckt. Da ist der Bereich zwischen den Laschen auf einmal sehr schlecht ,sehr rauh.
Ändere ich allerdings die Kontur-Umfangshüllen auf 2 so druckt er die 2mm natürlich mit dem Infill. Da macht er ganz viele kleine Schritte was viel länger dauert und wahrscheinlich auch nicht so gut für den Drucker ist.
Ich habe vorher Probedrucke gemacht um zu sehen ob es auch so funktioniert da ich schon mal Probleme damit hatte.
Hab es erstmal so gelöst das ich bis zu der Höhe mit 4 Bahnen drucke und dann auf 2 ändere.
Vielleicht hat jemand von euch da ein Erklärung für oder einen Tipp wie es vielleicht doch mit den 4 Bahnen funktionieren kann.
Ich hab hier ein Phänomen das ist nicht erklären kann.
Ich hab eine Box konstruiert mit 2mm Wandstärke und hab die gedruckt. Diese hat oben 2 Laschen für den Deckel.
Gedruckt mit einer 0,4mm Nozzle, die Extrusionsbreite 0,4. Slicer Simplify 3d.
Um das alles was schneller drucken zu können hab ich die Kontur-Umfangshüllen auf 4 gestellt und einzeln extrudierte Wände erlauben aktiviert. Somit werden die 2mm Wandstärke mit 5 gleichen Bahnen gedruckt laut Vorschau.
Soweit so gut. Das funktioniert auch bis zu der Höhe wo die Laschen kommen und Simplify 3d dann Infill druckt. Da ist der Bereich zwischen den Laschen auf einmal sehr schlecht ,sehr rauh.
Ändere ich allerdings die Kontur-Umfangshüllen auf 2 so druckt er die 2mm natürlich mit dem Infill. Da macht er ganz viele kleine Schritte was viel länger dauert und wahrscheinlich auch nicht so gut für den Drucker ist.
Ich habe vorher Probedrucke gemacht um zu sehen ob es auch so funktioniert da ich schon mal Probleme damit hatte.
Hab es erstmal so gelöst das ich bis zu der Höhe mit 4 Bahnen drucke und dann auf 2 ändere.
Vielleicht hat jemand von euch da ein Erklärung für oder einen Tipp wie es vielleicht doch mit den 4 Bahnen funktionieren kann.
Anhänge:
Öffnen | Download - 20210623_081844.jpg (210 KB)
Öffnen | Download - 20210623_081837.jpg (273.6 KB)
Öffnen | Download - 20210623_082814.jpg (152.4 KB)
Öffnen | Download - 20210623_082830.jpg (113.6 KB)
Öffnen | Download - 20210623_082841_001.jpg (140 KB)
Öffnen | Download - 20210623_083021.jpg (98.4 KB)
Öffnen | Download - 20210623_083031.jpg (69.8 KB)
Öffnen | Download - 20210623_081844.jpg (210 KB)
{kind=link}
{kind=link}
Öffnen | Download - 20210623_081837.jpg (273.6 KB)
{kind=link}
{kind=link}
Öffnen | Download - 20210623_082814.jpg (152.4 KB)
{kind=link}
{kind=link}
Öffnen | Download - 20210623_082830.jpg (113.6 KB)
{kind=link}
{kind=link}
Öffnen | Download - 20210623_082841_001.jpg (140 KB)
{kind=link}
{kind=link}
Öffnen | Download - 20210623_083021.jpg (98.4 KB)
{kind=link}
{kind=link}
Öffnen | Download - 20210623_083031.jpg (69.8 KB)
{kind=link}
{kind=link}
|
Re: Schlechte Oberfläche bei mehreren Außenbahnen 23. June 2021 05:08 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 448 |
Schau mal in S3D in der Vorschau nach und aktiviere die Travel-Bewegungen. Fährt er zufällig in dem Bereich mit dem Travel auf dem äußeren Perimeter entlang? Das ist mir schon öfters bei genau dem Manöver untergekommen. Der Travel zerreißt dann das Perimeter oder schuppt es unschön auf. Sobald der Travel nicht mehr dort entlang läuft endet der Effekt so schlagartig wie er begonnen hat.
Wenn es das ist, dann deaktiviere die Travel-Bewegung-Optimierung, so dass er das Bauteil verlassen darf oder nimm den Faktor herunter wie oft er umlenken darf.
P3Steel Toolson MK2 / TMC2209 + TMC2100 / Marlin 1.1.8 / Ramps 1.4 / 24V / S3D
Wenn es das ist, dann deaktiviere die Travel-Bewegung-Optimierung, so dass er das Bauteil verlassen darf oder nimm den Faktor herunter wie oft er umlenken darf.
P3Steel Toolson MK2 / TMC2209 + TMC2100 / Marlin 1.1.8 / Ramps 1.4 / 24V / S3D
|
Re: Schlechte Oberfläche bei mehreren Außenbahnen 23. June 2021 08:39 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 67 |
Hey Meister,
dein Nickname passt. Hast recht er fährt in der Vorschau genau auf dem äußeren Perimeter. Hab natürlich das Umfahren an gehabt um Fäden zu vermeiden. Wenn ich es ausschalte dann fährt der Kopf direkt zur anderen Lasche. Hier gibt's dann natürlich bei der weiten Distanz Nasen auf der Oberfläche und Fäden. Das könnte ich vielleicht mit dem Tropfschutz eliminieren.
Der Drucker ist momentan noch beschäftigt, werde es später mal ausprobieren, denke das wird die Ursache gewesen sein.
Vielen Dank dafür.
Am besten wäre es natürlich wenn Simplify 3d nicht auf dem äußeren sondern auf dem inneren Perimeter fahren würde, aber das kann man nicht einstellen, oder doch?
dein Nickname passt. Hast recht er fährt in der Vorschau genau auf dem äußeren Perimeter. Hab natürlich das Umfahren an gehabt um Fäden zu vermeiden. Wenn ich es ausschalte dann fährt der Kopf direkt zur anderen Lasche. Hier gibt's dann natürlich bei der weiten Distanz Nasen auf der Oberfläche und Fäden. Das könnte ich vielleicht mit dem Tropfschutz eliminieren.
Der Drucker ist momentan noch beschäftigt, werde es später mal ausprobieren, denke das wird die Ursache gewesen sein.
Vielen Dank dafür.
Am besten wäre es natürlich wenn Simplify 3d nicht auf dem äußeren sondern auf dem inneren Perimeter fahren würde, aber das kann man nicht einstellen, oder doch?
|
Re: Schlechte Oberfläche bei mehreren Außenbahnen 23. June 2021 10:59 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 448 |

Das ist gut wenn es das ist und doof zu gleich, das Thema hat mich schon einige graue Haare beschert.
Ich vermute das kommt daher, dass er den Travel in einer gewissen Distanz zum Perimeter fährt und zwar zu der auf der anderen Seite. Der Effekt tritt nämlich nur bei dünnen Wänden auf.
Du musst das Feature nicht deaktivieren, setze den Wert der Umlenkung auf 1 oder 2.
Bevor du mit anderen Features versuchst das Tropfen der Nase aufzufangen, seh zu, dass du das beseitig bekommst und zwar an der Wurzel. (Temperatur, FD, EW, EM, Retract,…)
|
Re: Schlechte Oberfläche bei mehreren Außenbahnen 25. June 2021 15:42 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 67 |
Also ich hab einen Testdruck nochmal gemacht und bin erstmal enttäuscht von dem Ergebnis, da auch da die Oberfläche noch recht unschön ist. Das ist aber das gleiche Problem wie ich dann in der Vorschau gesehen habe. Da fährt dann der Druckkopf sehr dich an der Außenbahn vorbei, wahrscheinlich sogar mit einem kleinen Teil der Nozzle noch drüber. Ich habe es nicht geschafft mit verändern der Fahrbedingungen dies abzustellen. Ich denke da hat Simplify 3D seine Schwächen mit dünnwandigen Teilen und wäre verbesserungsfähig.
Hab mal die Kiste angehängt, falls es jemand ausprobieren möchte und es schafft dies besser hinzubekommen, dann kann er das gerne hier posten.
Hab mal die Kiste angehängt, falls es jemand ausprobieren möchte und es schafft dies besser hinzubekommen, dann kann er das gerne hier posten.
{kind=link}
{kind=link}
|
Re: Schlechte Oberfläche bei mehreren Außenbahnen 26. June 2021 08:29 |
Moderator Registrierungsdatum: 6 Jahre zuvor Beiträge: 820 |
Stell doch mal DEINEN gCode hier rein, der die Ergebnisse auf dem Bild erzeugt hat.
Vielleich ist im Slicer ja was faules zu erkennen.
/Julien
Wer rasiert mit mir KingKong? Der wichtigste Guide - Triffid Hunter's Calibration Guide
Drucker:
CoreXY in 2502x300 - geschlossen & beheizt für ABS - Duet2WiFi - Eigenbau Wasserkühlung
Eigenbau I3 - V6-Clon- Profilrahmen - Ramps 1.4 24V - TMC2208 - Simplify3D - Octoprint - Marlin 1.1.8
Vielleich ist im Slicer ja was faules zu erkennen.
/Julien
Wer rasiert mit mir KingKong? Der wichtigste Guide - Triffid Hunter's Calibration Guide
Drucker:
CoreXY in 2502x300 - geschlossen & beheizt für ABS - Duet2WiFi - Eigenbau Wasserkühlung
Eigenbau I3 - V6-Clon- Profilrahmen - Ramps 1.4 24V - TMC2208 - Simplify3D - Octoprint - Marlin 1.1.8
|
Re: Schlechte Oberfläche bei mehreren Außenbahnen 27. June 2021 05:19 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 67 |
|
Re: Schlechte Oberfläche bei mehreren Außenbahnen 27. June 2021 13:42 |
Moderator Registrierungsdatum: 6 Jahre zuvor Beiträge: 820 |
Das ist richtig, ich möche aber sehen, was DEINE installation mit DEINEM Profil von S3D macht.
Natürlich macht das Sinn.
1-mal bearbeitet. Zuletzt am 27.06.21 13:43.
Wer rasiert mit mir KingKong? Der wichtigste Guide - Triffid Hunter's Calibration Guide
Drucker:
CoreXY in 2502x300 - geschlossen & beheizt für ABS - Duet2WiFi - Eigenbau Wasserkühlung
Eigenbau I3 - V6-Clon- Profilrahmen - Ramps 1.4 24V - TMC2208 - Simplify3D - Octoprint - Marlin 1.1.8
Natürlich macht das Sinn.
1-mal bearbeitet. Zuletzt am 27.06.21 13:43.
Wer rasiert mit mir KingKong? Der wichtigste Guide - Triffid Hunter's Calibration Guide
Drucker:
CoreXY in 2502x300 - geschlossen & beheizt für ABS - Duet2WiFi - Eigenbau Wasserkühlung
Eigenbau I3 - V6-Clon- Profilrahmen - Ramps 1.4 24V - TMC2208 - Simplify3D - Octoprint - Marlin 1.1.8
|
Re: Schlechte Oberfläche bei mehreren Außenbahnen 27. June 2021 23:52 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.292 |
Moin, grüßt Euch.
Hast du mal versucht, wie das Ergebnis aussieht, wenn das Bauteil auf dem Druckbett gedreht positioniert gedruckt würde?
Ich gehe stark davon aus, das dann die Bewegung/ der Weg anders erfolgt. Das wäre nicht das erste Mal das dies etwas verändert.
LG Didi
Aktuell:
Selfmade-Drucker mit Wasserkühlung u. Carbon-Wechselplatte,
Selfmade-Drucker ( Nr. 7 in Arbeit . . . ), CAD Creo 3.0/4.0 , Mac, Cura, Prusa Slicer . . .
Hast du mal versucht, wie das Ergebnis aussieht, wenn das Bauteil auf dem Druckbett gedreht positioniert gedruckt würde?
Ich gehe stark davon aus, das dann die Bewegung/ der Weg anders erfolgt. Das wäre nicht das erste Mal das dies etwas verändert.
LG Didi
Aktuell:
Selfmade-Drucker mit Wasserkühlung u. Carbon-Wechselplatte,
Selfmade-Drucker ( Nr. 7 in Arbeit . . . ), CAD Creo 3.0/4.0 , Mac, Cura, Prusa Slicer . . .
|
Re: Schlechte Oberfläche bei mehreren Außenbahnen 28. June 2021 07:27 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 67 |
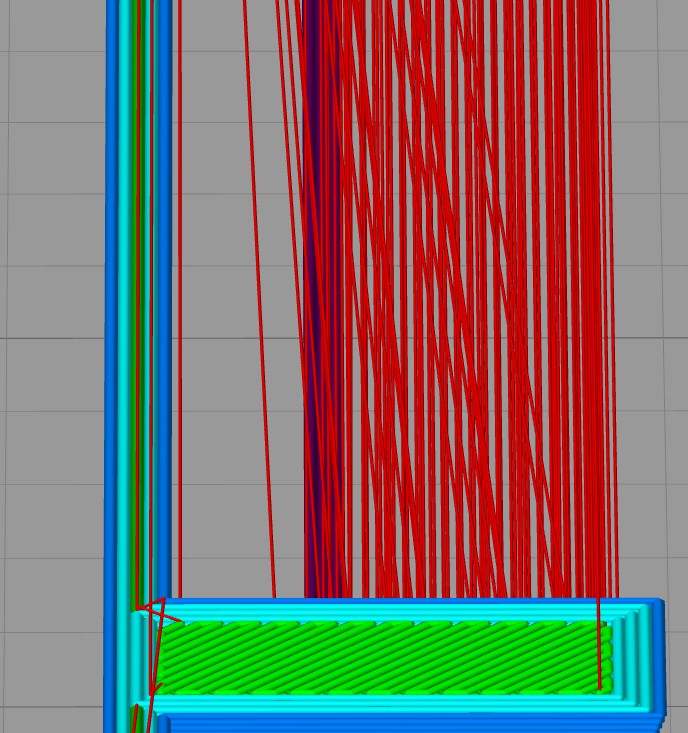
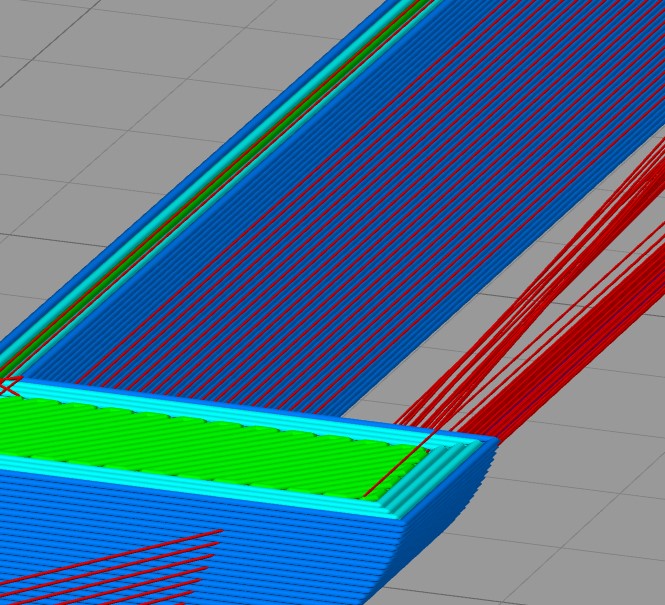
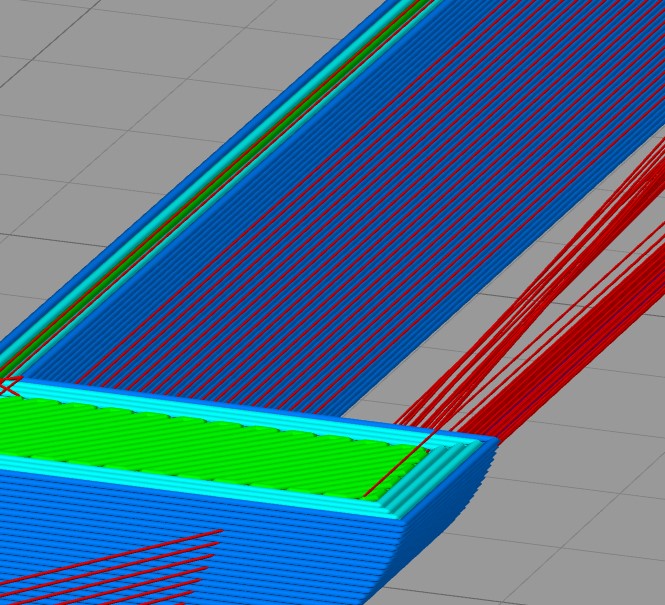
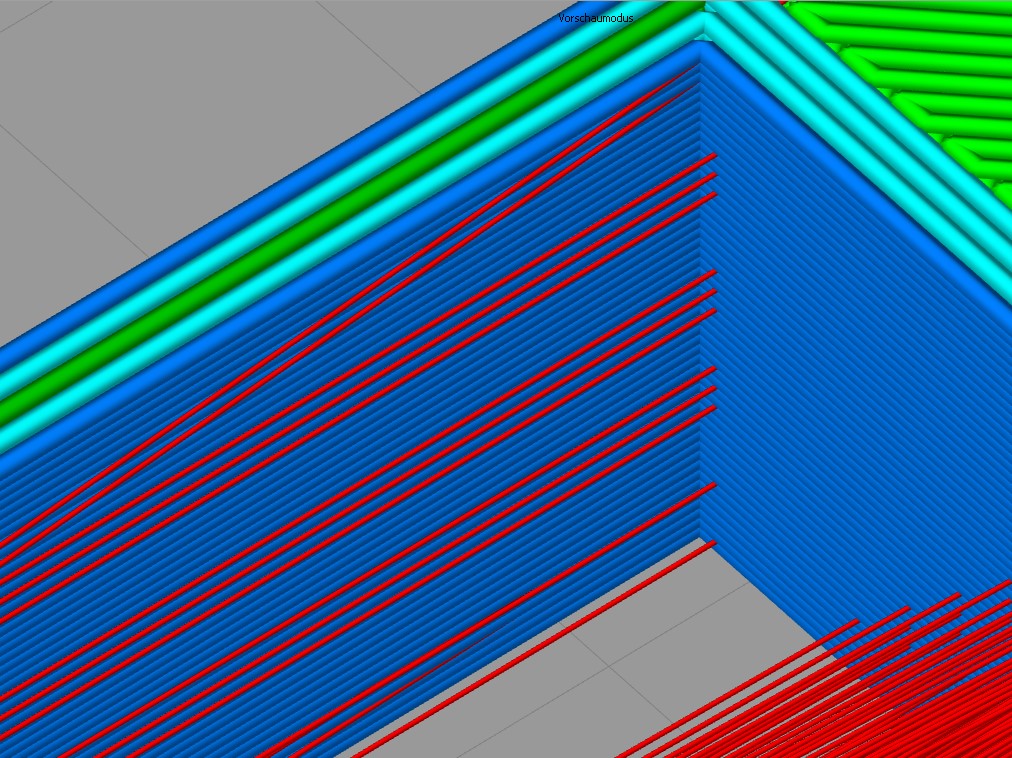
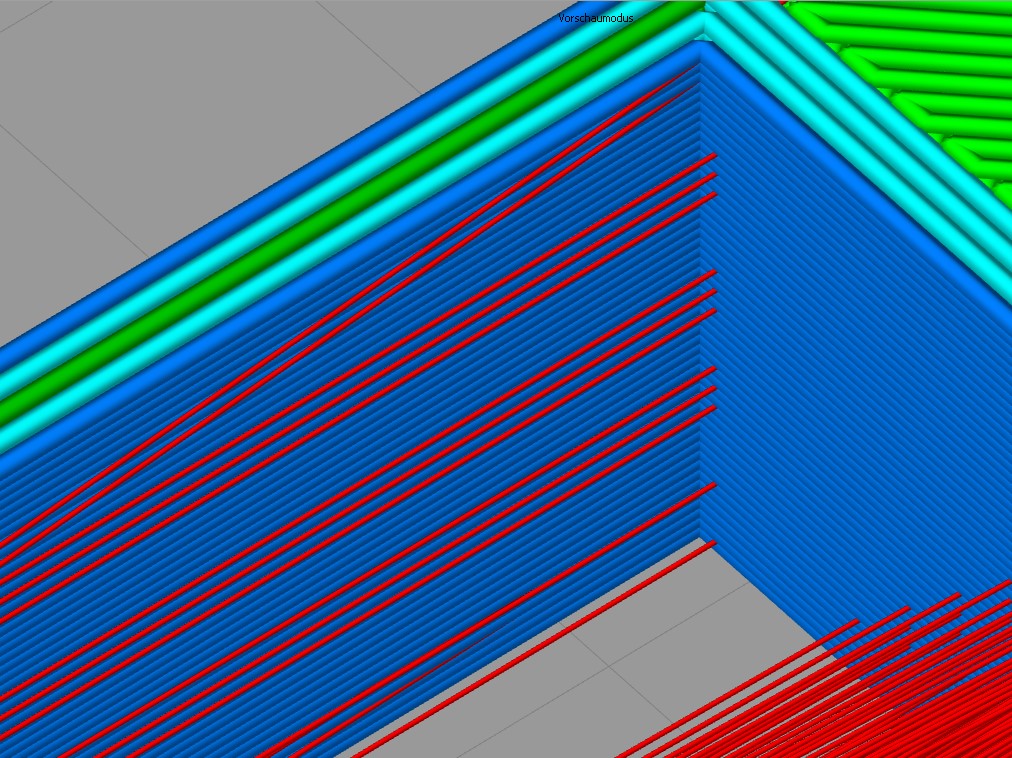
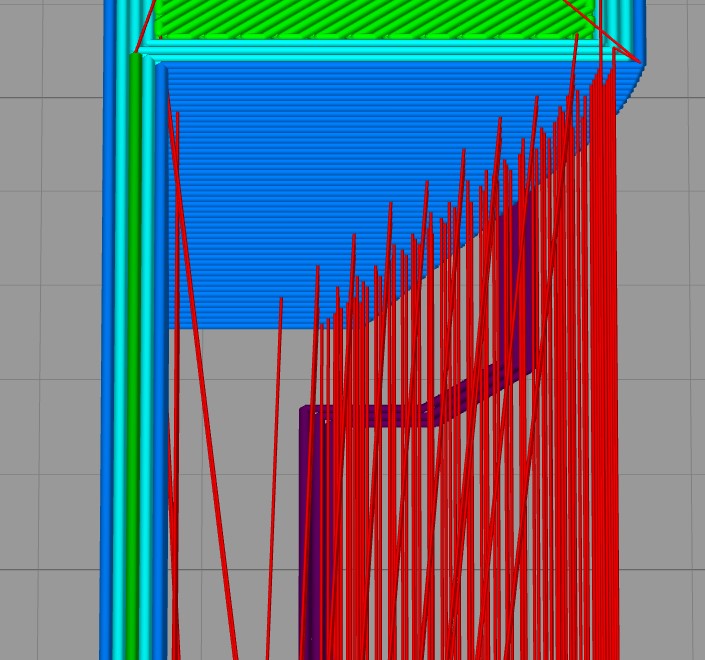
Ich habe es mal mit verdrehen des Teils auf dem Druckbett versucht.
Es wird etwas besser, aber es ist nicht ganz weg. Etwas besser heißt es sind weniger Bahnen in der Höhe die dicht an der Äußeren Bahn kratzen. Bilder 3-4.
Bild 1-2 ist so wie ich es erst hatte.
Die roten Linien sind die Bewegungen des Druckkopfes bei Leerfahrten.
Ich hätte den G-Code mit angehängt, aber es kommt die Fehlermeldung das die trotz 1,25MB zu groß wäre.
Es wird etwas besser, aber es ist nicht ganz weg. Etwas besser heißt es sind weniger Bahnen in der Höhe die dicht an der Äußeren Bahn kratzen. Bilder 3-4.
Bild 1-2 ist so wie ich es erst hatte.
Die roten Linien sind die Bewegungen des Druckkopfes bei Leerfahrten.
Ich hätte den G-Code mit angehängt, aber es kommt die Fehlermeldung das die trotz 1,25MB zu groß wäre.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Schlechte Oberfläche bei mehreren Außenbahnen 04. July 2021 13:56 |
Moderator Registrierungsdatum: 6 Jahre zuvor Beiträge: 820 |
Dann stell den Code über einen externen Hoster hier rein, am besten gleich das Druckprofil aus S3D dazupacken.
Stell mal bei einem testdruck mit neuem Profil unter dem Reiter "Layer" den Startpunkt auf "nächstbesten" um, dann sieht der Saum zwar erstmal nicht so gut aus, reduziert aber die Travelmoves dramatisch.
/Julien
Wer rasiert mit mir KingKong? Der wichtigste Guide - Triffid Hunter's Calibration Guide
Drucker:
CoreXY in 2502x300 - geschlossen & beheizt für ABS - Duet2WiFi - Eigenbau Wasserkühlung
Eigenbau I3 - V6-Clon- Profilrahmen - Ramps 1.4 24V - TMC2208 - Simplify3D - Octoprint - Marlin 1.1.8
Stell mal bei einem testdruck mit neuem Profil unter dem Reiter "Layer" den Startpunkt auf "nächstbesten" um, dann sieht der Saum zwar erstmal nicht so gut aus, reduziert aber die Travelmoves dramatisch.
/Julien
Wer rasiert mit mir KingKong? Der wichtigste Guide - Triffid Hunter's Calibration Guide
Drucker:
CoreXY in 2502x300 - geschlossen & beheizt für ABS - Duet2WiFi - Eigenbau Wasserkühlung
Eigenbau I3 - V6-Clon- Profilrahmen - Ramps 1.4 24V - TMC2208 - Simplify3D - Octoprint - Marlin 1.1.8
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.