Druckqualität - große Teile top, kleine Teile furchtbar
geschrieben von Irgendwer_Aus_Irgendwo
|
Druckqualität - große Teile top, kleine Teile furchtbar 01. May 2013 16:43 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 38 |
Hi,
Mein Reprap Prusa druckt große, detailarme Teile wunderbar (0,15mm Layerhöhe) nur kleine Teile kann ich absolut nicht drucken - siehe Screenshots anbei.
Hab auch schon einen Lüfter montiert welcher auch wenn ich den auf 100% laufen lasse (und somit mein Druckbett keine 100 Grad mehr schafft..).
Sollte so aussehen: [www.thingiverse.com]
Die extrudierte Breite ist exakt 0,8mm und stimmt somit auf's hundertstel dem gewünschten Wert in Slic3r - trotzdem kann ich so ein detailreiches, kleines Teil nicht drucken!?
####
3mm ABS natur (weiß)
0,5mm Düse
240° erster Layer, 225 weitere Layer
100° Druckbett Glas mit Zuckerlayer zur Haftung
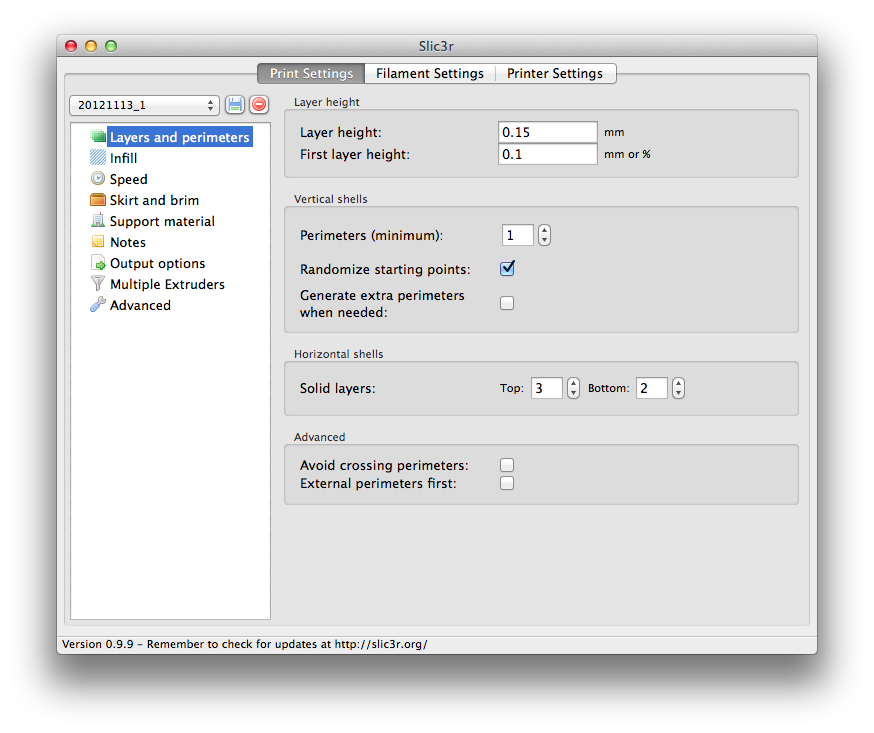
0,1mm erster Layer, 0,15 weitere Layer
2 Perimeters
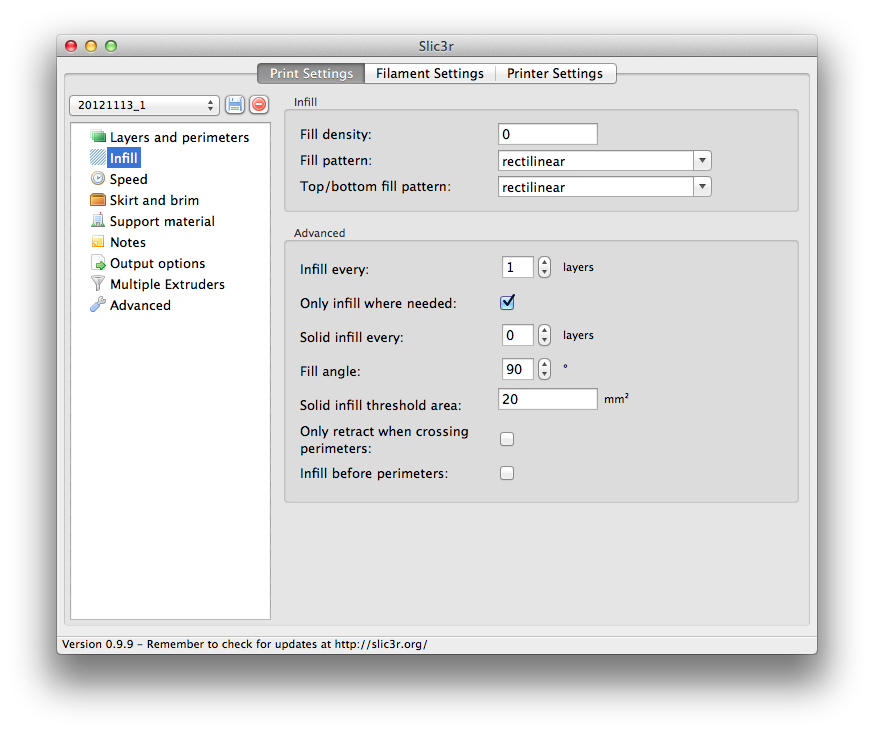
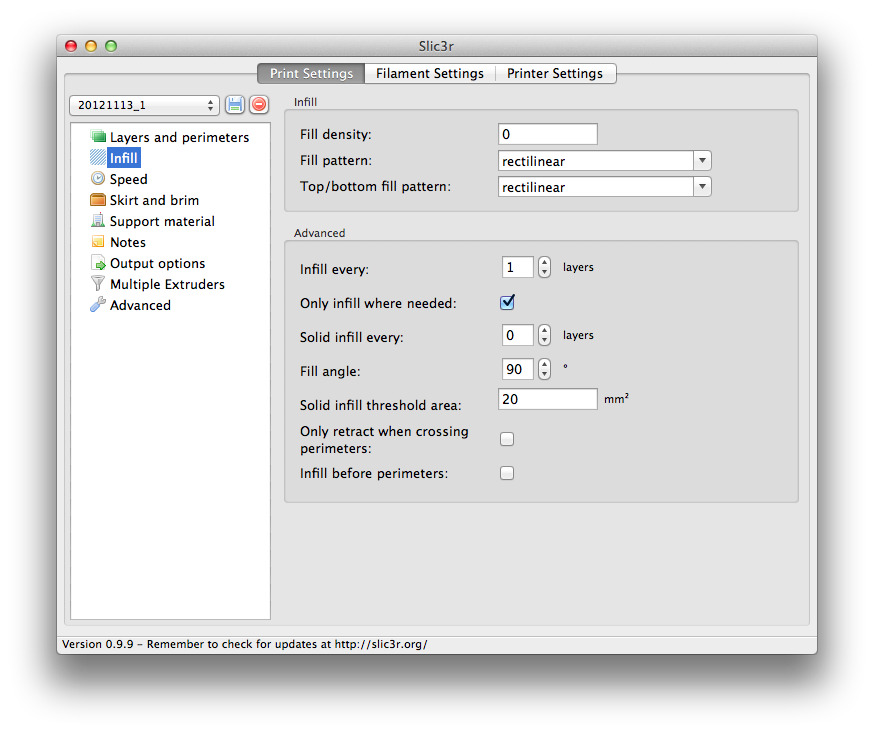
25 % infill
Slic3r 0.9.9
Repetier Host Mac
2-mal bearbeitet. Zuletzt am 02.05.13 12:17.
Mein Reprap Prusa druckt große, detailarme Teile wunderbar (0,15mm Layerhöhe) nur kleine Teile kann ich absolut nicht drucken - siehe Screenshots anbei.
Hab auch schon einen Lüfter montiert welcher auch wenn ich den auf 100% laufen lasse (und somit mein Druckbett keine 100 Grad mehr schafft..).
Sollte so aussehen: [www.thingiverse.com]
Die extrudierte Breite ist exakt 0,8mm und stimmt somit auf's hundertstel dem gewünschten Wert in Slic3r - trotzdem kann ich so ein detailreiches, kleines Teil nicht drucken!?
####
3mm ABS natur (weiß)
0,5mm Düse
240° erster Layer, 225 weitere Layer
100° Druckbett Glas mit Zuckerlayer zur Haftung
0,1mm erster Layer, 0,15 weitere Layer
2 Perimeters
25 % infill
Slic3r 0.9.9
Repetier Host Mac
2-mal bearbeitet. Zuletzt am 02.05.13 12:17.
{kind=link}
{kind=link}
|
Re: Druckqualität - große Teile top, kleine Teile furchtbar 01. May 2013 19:14 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 7.505 |
"Mein Reprap Prusa druckt große, detailarme Teile wunderbar"
Zeig mal ein Bild
Dein Retrakt ist "schlecht eingestellt" (sonst würde ich sagen u.a.S.)
Deine Flowrate lässt auch zu wünschen übrig.... (Wolltest du nen Kartoffelacker machen ?)
usw.
ABS verträgt normal keinen Ventilator...das sollte man lassen.
Das Problem bei so kleinen Teilen ist, das das Material nicht genug Zeit hat um ab zu kühlen.
Das wabbelt bei jeder neuen Schicht immer hin und her, (wie du das bestimmt auch schon beobachtet hast)
Ich mache so was immer, in dem ich gleich 3 Teile drucke...ob ich nun 3x versuche so was einzeln zu machen(=Müll)...oder ich mache 3 (=OK)
Dadurch haben die einzelnen Bereiche genug Zeit um zu kühlen. (in Skeinforge gibt es auch eine Kühlfunktion, aber die bringt neue Probleme mit sich)
Wenn jetzt der Rest stimmt...und die Düse nicht durch den "Matsch" (von schlechten Flow) sausen muss, dann wird das dann auch was.
Denn wenn die Düse nicht nur ablegt, sondern auch noch Baggern muss, kann die viel mehr Wärme in die Fläche übertragen.
Da ist noch viel Arbeit drin...
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
Zeig mal ein Bild
Dein Retrakt ist "schlecht eingestellt" (sonst würde ich sagen u.a.S.)
Deine Flowrate lässt auch zu wünschen übrig.... (Wolltest du nen Kartoffelacker machen ?)
usw.
ABS verträgt normal keinen Ventilator...das sollte man lassen.
Das Problem bei so kleinen Teilen ist, das das Material nicht genug Zeit hat um ab zu kühlen.
Das wabbelt bei jeder neuen Schicht immer hin und her, (wie du das bestimmt auch schon beobachtet hast)
Ich mache so was immer, in dem ich gleich 3 Teile drucke...ob ich nun 3x versuche so was einzeln zu machen(=Müll)...oder ich mache 3 (=OK)
Dadurch haben die einzelnen Bereiche genug Zeit um zu kühlen. (in Skeinforge gibt es auch eine Kühlfunktion, aber die bringt neue Probleme mit sich)
Wenn jetzt der Rest stimmt...und die Düse nicht durch den "Matsch" (von schlechten Flow) sausen muss, dann wird das dann auch was.
Denn wenn die Düse nicht nur ablegt, sondern auch noch Baggern muss, kann die viel mehr Wärme in die Fläche übertragen.
Da ist noch viel Arbeit drin...
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org |  |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Druckqualität - große Teile top, kleine Teile furchtbar 02. May 2013 03:35 |
Administrator Registrierungsdatum: 12 Jahre zuvor Beiträge: 819 |
Was ich nicht ganz verstehe:
Was heisst das? Die Düse hast du als 0,35 gekauft und sie dann "vermessen" (wie?) und sie hat tatsächlich 0,42?
Um die Flowrate mit dem Slic3r richtig hinzukriegen empfiehlt es sich alles erstmal wie gewünscht und richtig einzustellen. Dazu gehört vor allem das vermessen des Filaments. Dann slicen (z.B. das Kalibrierstück aus der Slic3r Doku [github.com]) und den in den kommentaren von slic3r automatisch ermittelten Wert für die Wandstärke beachten. Bei meiner 0,35 Düse stehen da z.B. 0,39mm. Dann drucken und die Wandstärke von möglichst nur einem Layer möglichst genau messen. Extrusion Multiplier in den Filamentsettings ggf. etwas nach oben oder unten anpassen und so lange wiederholen bis das mit dem von Slic3r ermittelten Wert übereinstimmt.
Alternativ kannst du natürlich auch mit den Advanced Settings die Extrusion Width anpassen etc. - aber das ist dann eben "advanced".
Deine restlichen Probleme hat Wolfgang ja schon beschrieben. Du brauchst:
- bei ABS keinen Lüfter
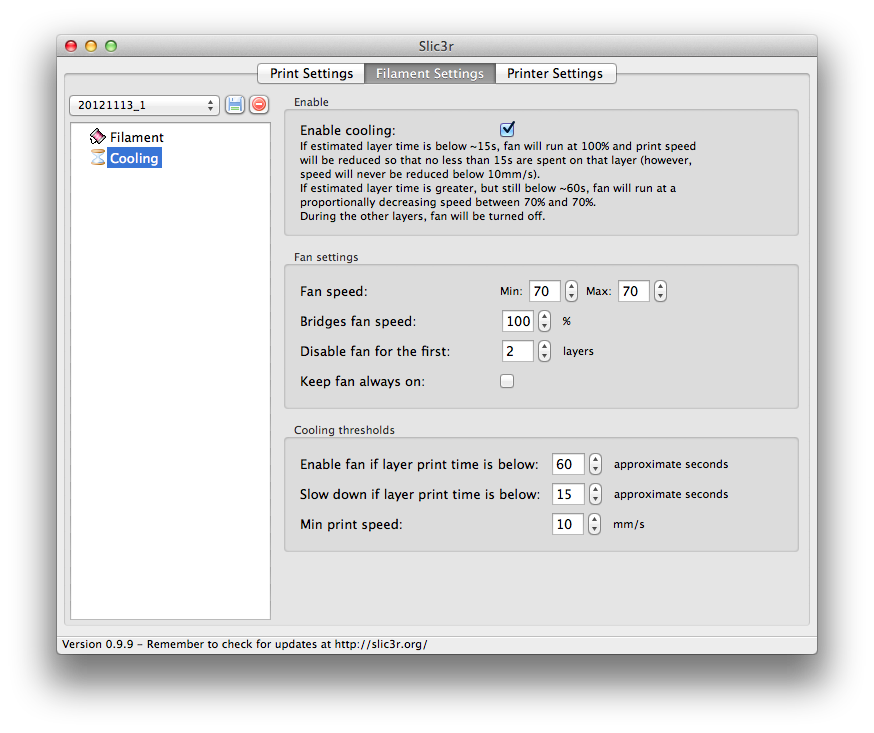
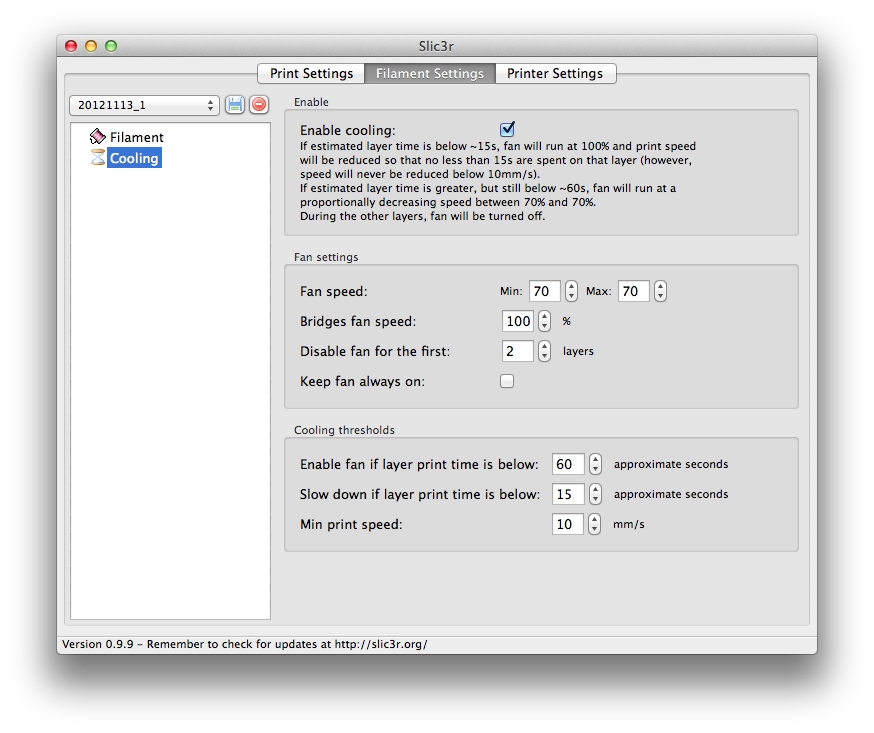
- zur Kühlung längere Layerlaufzeiten (bei Slic3r unter cooling zu finden)
- evtl. mehrere Teile gleichzeitig drucken um das Problem zu lösen.
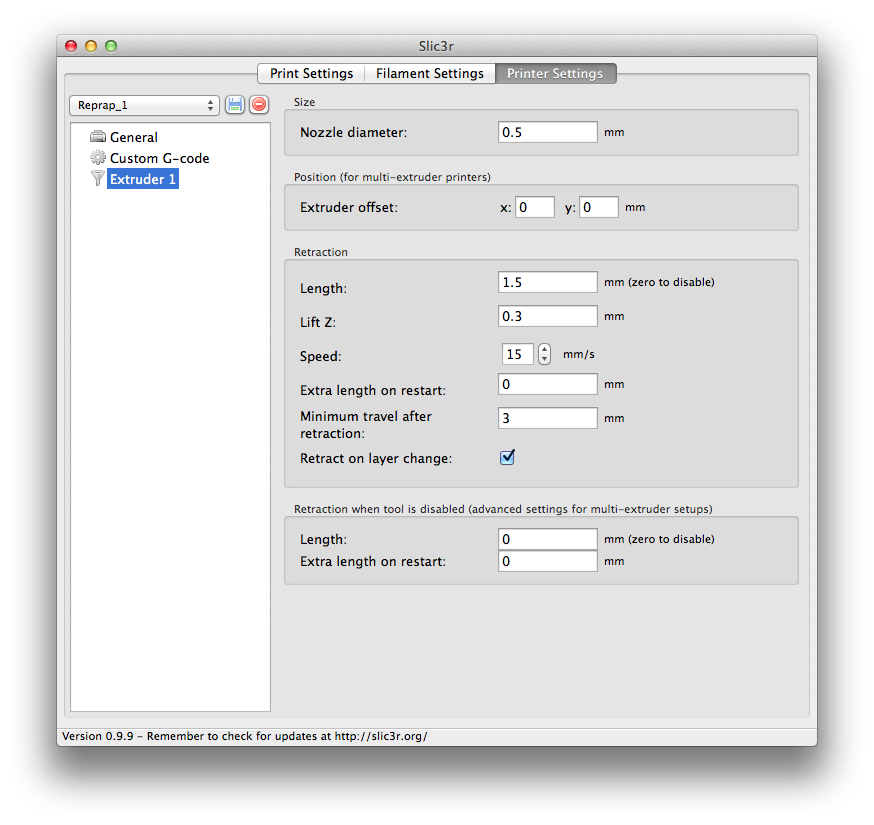
- einen sauber eingestellten retract (evtl. mit Z-Lift)
1-mal bearbeitet. Zuletzt am 02.05.13 03:35.
Frank
Quote
0,42mm Düse (real; lt. Angabe 0,35)
Was heisst das? Die Düse hast du als 0,35 gekauft und sie dann "vermessen" (wie?) und sie hat tatsächlich 0,42?
Um die Flowrate mit dem Slic3r richtig hinzukriegen empfiehlt es sich alles erstmal wie gewünscht und richtig einzustellen. Dazu gehört vor allem das vermessen des Filaments. Dann slicen (z.B. das Kalibrierstück aus der Slic3r Doku [github.com]) und den in den kommentaren von slic3r automatisch ermittelten Wert für die Wandstärke beachten. Bei meiner 0,35 Düse stehen da z.B. 0,39mm. Dann drucken und die Wandstärke von möglichst nur einem Layer möglichst genau messen. Extrusion Multiplier in den Filamentsettings ggf. etwas nach oben oder unten anpassen und so lange wiederholen bis das mit dem von Slic3r ermittelten Wert übereinstimmt.
Alternativ kannst du natürlich auch mit den Advanced Settings die Extrusion Width anpassen etc. - aber das ist dann eben "advanced".
Deine restlichen Probleme hat Wolfgang ja schon beschrieben. Du brauchst:
- bei ABS keinen Lüfter
- zur Kühlung längere Layerlaufzeiten (bei Slic3r unter cooling zu finden)
- evtl. mehrere Teile gleichzeitig drucken um das Problem zu lösen.
- einen sauber eingestellten retract (evtl. mit Z-Lift)
1-mal bearbeitet. Zuletzt am 02.05.13 03:35.
Frank
|
Re: Druckqualität - große Teile top, kleine Teile furchtbar 02. May 2013 11:33 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 38 |
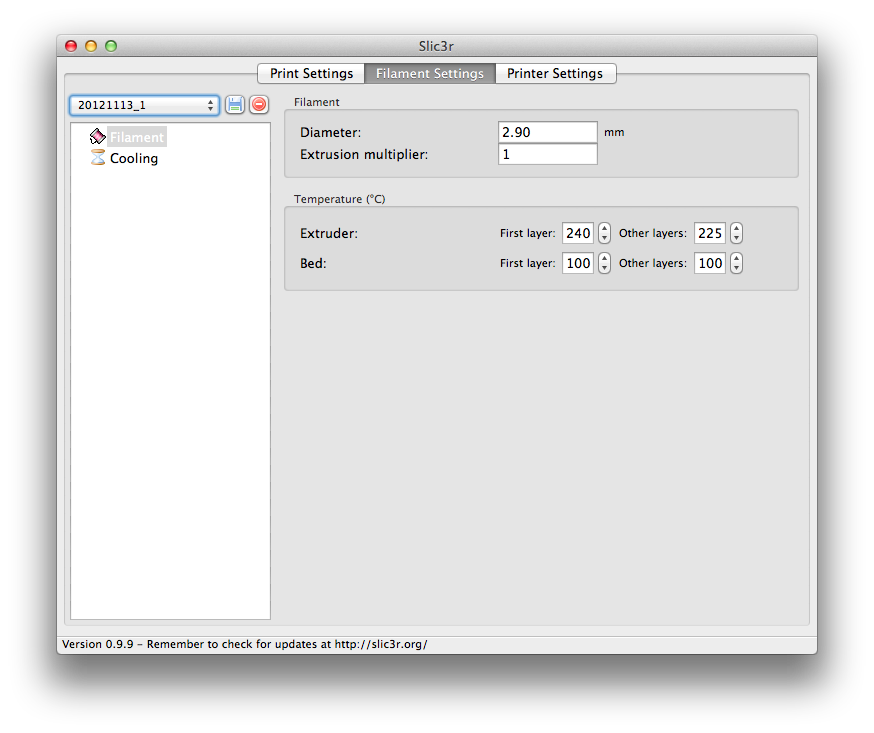
Die Düse hat einen Nenndurchmesser von 0,5mm, wenn ich aber einfach so mal Material extrudiere dann hat die "Wurst" exakt und reproduzierbar auch 0,50mm.
(hab vorher von 0,35mm und 0,42mm geschrieben - das ist aber der andere Extruder - sorry....)
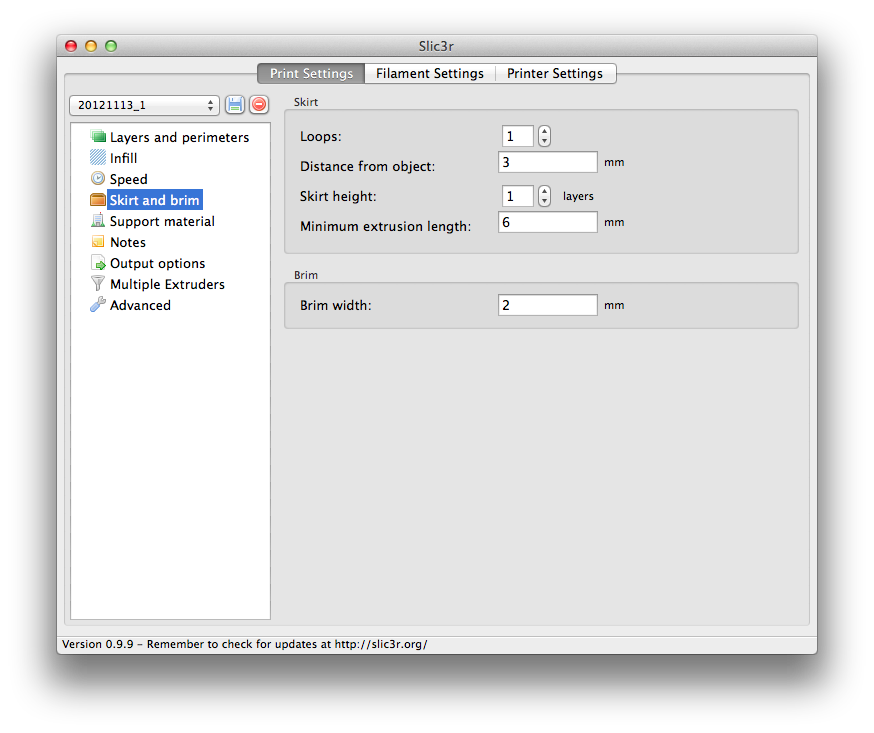
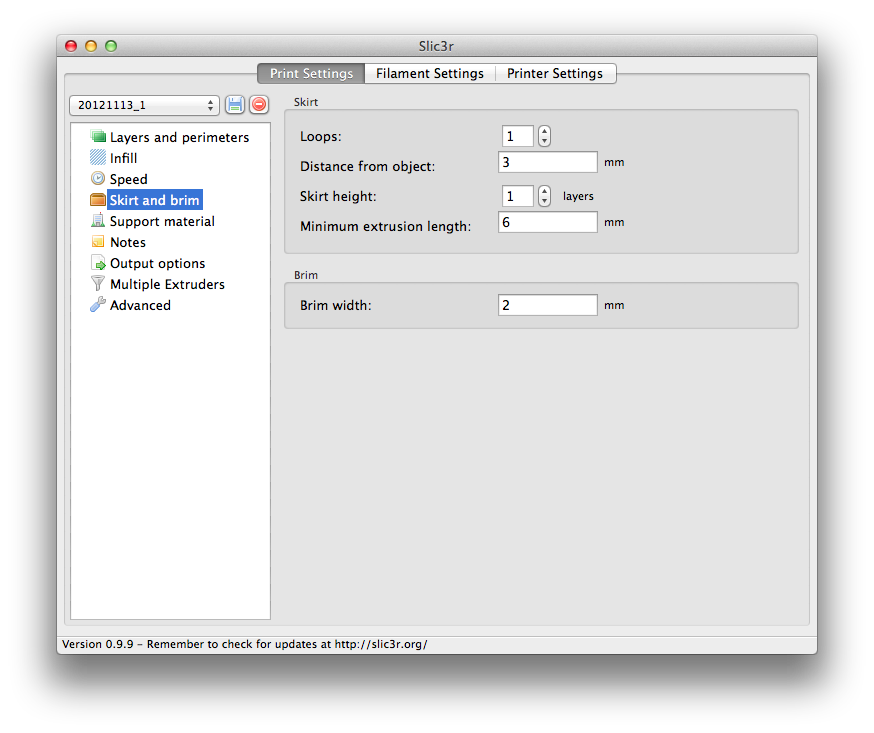
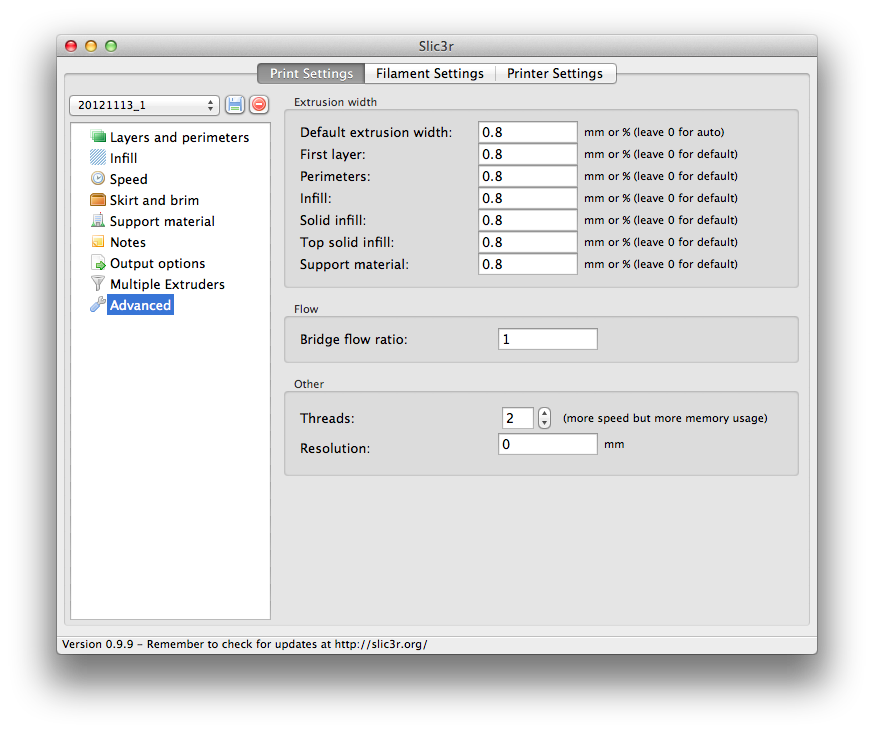
Bei einem Teil welchen ich mit nur einem Perimeter drucke habe ich in advanced 0,8mm eingestellt und auch die flow rate so angepasst (ist exakt 1.0) dass diese auch fast auf's Hundertstel so passt - ergo stimmt auch der Durchmesser des Filaments (2,90 exakt und rund).
Retract muss ich noch tunen, ist aber nur für die Fäden zwischen den Abschnitten verantwortlich also aktuell nicht sooo dringend.
Das mit der Kühlung - mehrere Teile auf einmal drucken - ist mir klar. Dachte aber ich bring' das mit einem Lüfter genauso hin...
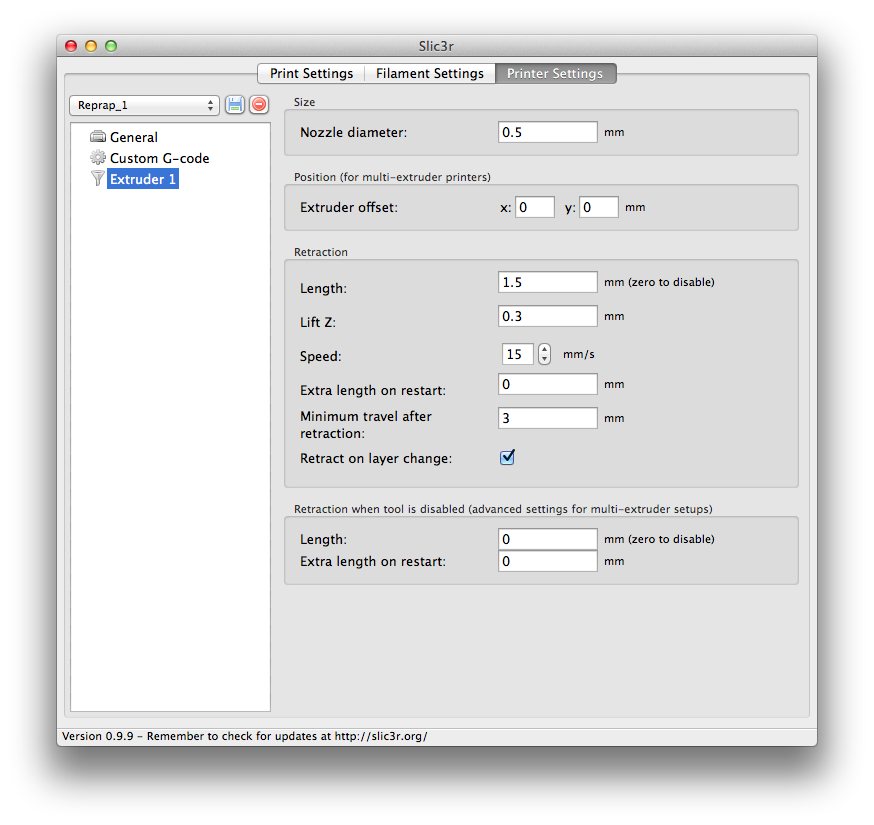
(retract aktuell:
1,5mm
0,3mm z lift
15mm/s
0 extra length on restart
3mm minimum travel
retract on layer change on)
Dateien anbei: Kalibrierungsteil mit nur einem perimeter und hohl!
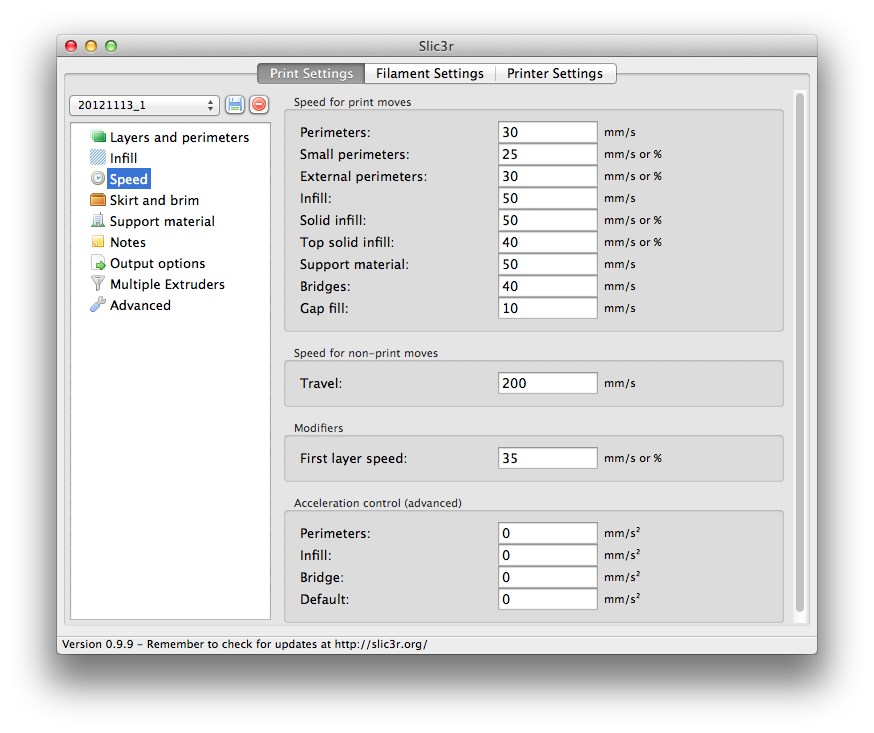
Geschwindigkeiten sind allerdings auf Stand eines normalen Drucks!
6-mal bearbeitet. Zuletzt am 02.05.13 12:19.
(hab vorher von 0,35mm und 0,42mm geschrieben - das ist aber der andere Extruder - sorry....)
Bei einem Teil welchen ich mit nur einem Perimeter drucke habe ich in advanced 0,8mm eingestellt und auch die flow rate so angepasst (ist exakt 1.0) dass diese auch fast auf's Hundertstel so passt - ergo stimmt auch der Durchmesser des Filaments (2,90 exakt und rund).
Retract muss ich noch tunen, ist aber nur für die Fäden zwischen den Abschnitten verantwortlich also aktuell nicht sooo dringend.
Das mit der Kühlung - mehrere Teile auf einmal drucken - ist mir klar. Dachte aber ich bring' das mit einem Lüfter genauso hin...
(retract aktuell:
1,5mm
0,3mm z lift
15mm/s
0 extra length on restart
3mm minimum travel
retract on layer change on)
Dateien anbei: Kalibrierungsteil mit nur einem perimeter und hohl!
Geschwindigkeiten sind allerdings auf Stand eines normalen Drucks!
6-mal bearbeitet. Zuletzt am 02.05.13 12:19.
Anhänge:
Öffnen | Download - Bildschirmfoto 2013-05-02 um 17.34.42.png (115.6 KB)
Öffnen | Download - Bildschirmfoto 2013-05-02 um 17.34.48.png (115.4 KB)
Öffnen | Download - Bildschirmfoto 2013-05-02 um 17.34.52.png (131 KB)
Öffnen | Download - Bildschirmfoto 2013-05-02 um 17.34.56.png (94.5 KB)
Öffnen | Download - Bildschirmfoto 2013-05-02 um 17.35.04.png (128 KB)
Öffnen | Download - Bildschirmfoto 2013-05-02 um 17.35.08.png (81.9 KB)
Öffnen | Download - Bildschirmfoto 2013-05-02 um 17.35.11.png (131.5 KB)
Öffnen | Download - Bildschirmfoto 2013-05-02 um 17.35.33.png (102.8 KB)
Öffnen | Download - Bildschirmfoto 2013-05-02 um 17.35.36.png (114.2 KB)
Öffnen | Download - Bildschirmfoto 2013-05-02 um 17.34.42.png (115.6 KB)
{kind=link}
{kind=link}
Öffnen | Download - Bildschirmfoto 2013-05-02 um 17.34.48.png (115.4 KB)
{kind=link}
{kind=link}
Öffnen | Download - Bildschirmfoto 2013-05-02 um 17.34.52.png (131 KB)
{kind=link}
{kind=link}
Öffnen | Download - Bildschirmfoto 2013-05-02 um 17.34.56.png (94.5 KB)
{kind=link}
{kind=link}
Öffnen | Download - Bildschirmfoto 2013-05-02 um 17.35.04.png (128 KB)
{kind=link}
{kind=link}
Öffnen | Download - Bildschirmfoto 2013-05-02 um 17.35.08.png (81.9 KB)
{kind=link}
{kind=link}
Öffnen | Download - Bildschirmfoto 2013-05-02 um 17.35.11.png (131.5 KB)
{kind=link}
{kind=link}
Öffnen | Download - Bildschirmfoto 2013-05-02 um 17.35.33.png (102.8 KB)
{kind=link}
{kind=link}
Öffnen | Download - Bildschirmfoto 2013-05-02 um 17.35.36.png (114.2 KB)
{kind=link}
{kind=link}
|
Re: Druckqualität - große Teile top, kleine Teile furchtbar 02. May 2013 11:43 |
Administrator Registrierungsdatum: 12 Jahre zuvor Beiträge: 819 |
Lüfter: bei PLA ja, bei ABS sehr schwierig, weil ABS einen recht kleinen/engen Temperaturbereich hat in dem es flüssig bis zähflüssig ist. Es wird darunter sehr schnell fest das dann zu schlecht aneinander haftenden Layern führt und u.a. auch zur Bildung solcher Fäden wie du sie hast.
Frank
Frank
|
Re: Druckqualität - große Teile top, kleine Teile furchtbar 02. May 2013 11:47 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 38 |
Helmi Wrote:
-------------------------------------------------------
... führt und
> u.a. auch zur Bildung solcher Fäden wie du sie
> hast.
Die Fäden stören mich im Moment gar nicht - mir gehts eher um die Qualität von Details also kleinen Bauteilen und Elementen - trotzdem danke! ;-)
-------------------------------------------------------
... führt und
> u.a. auch zur Bildung solcher Fäden wie du sie
> hast.
Die Fäden stören mich im Moment gar nicht - mir gehts eher um die Qualität von Details also kleinen Bauteilen und Elementen - trotzdem danke! ;-)
|
Re: Druckqualität - große Teile top, kleine Teile furchtbar 02. May 2013 11:58 |
Administrator Registrierungsdatum: 12 Jahre zuvor Beiträge: 819 |
klar, du sagtest das bereits mehrfach - der zusammenhang ist dennoch da.
Vielleicht kannst du auch mal ein Bild einstellen von einem Druckteil an dem sich die Detailprobleme etwas besser zeigen. Idealerweise auch ohne die Fäden die dich nicht stören, dann dann sieht man die Probleme ggf. besser
Frank
Vielleicht kannst du auch mal ein Bild einstellen von einem Druckteil an dem sich die Detailprobleme etwas besser zeigen. Idealerweise auch ohne die Fäden die dich nicht stören, dann dann sieht man die Probleme ggf. besser
Frank
|
Re: Druckqualität - große Teile top, kleine Teile furchtbar 02. May 2013 12:02 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 7.505 |
"Retract muss ich noch tunen, ist aber nur für die Fäden zwischen den Abschnitten verantwortlich also aktuell nicht sooo dringend."
Das ist ein Irrtum.
Durch dieses verlieren an Material, stimmt ja auch der Flow (die Materialmenge) nicht mehr. Grade bei so winzigen Teilen muss alles stimmen.
Das kann sonst nix geben...
Solange die Materialmenge nicht optimal ist, brauchst du so kleine Teile gar nicht erst zu versuchen.
Zumal da ja auch noch Überhänge drin sind, die das Ganze noch zusätzlich erschweren.
Mir scheint das sich bei deinem Retrakt sogar der Motor verläuft... denn bei dem was du da verlierst, müßte in den Flächen sogar zu wenig Material sein. Aber im Gegenteil, du hast immer noch zu viel.
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
Das ist ein Irrtum.
Durch dieses verlieren an Material, stimmt ja auch der Flow (die Materialmenge) nicht mehr. Grade bei so winzigen Teilen muss alles stimmen.
Das kann sonst nix geben...
Solange die Materialmenge nicht optimal ist, brauchst du so kleine Teile gar nicht erst zu versuchen.
Zumal da ja auch noch Überhänge drin sind, die das Ganze noch zusätzlich erschweren.
Mir scheint das sich bei deinem Retrakt sogar der Motor verläuft... denn bei dem was du da verlierst, müßte in den Flächen sogar zu wenig Material sein. Aber im Gegenteil, du hast immer noch zu viel.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Druckqualität - große Teile top, kleine Teile furchtbar 02. May 2013 12:24 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 38 |
|
Re: Druckqualität - große Teile top, kleine Teile furchtbar 02. May 2013 12:44 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 7.505 |
Wie kommst du bei einer 0,35mm Düse auf 0,8 ??? (auch wenn das Material etwas quillt wenn es aus der Düse kommt, stimmt doch da was nicht).
In einen 0,8mm Perimeter müsste der schon 2x fahren um den zu füllen.
Nimm ein Rähmchen (Anhang) mit 0,35 und druck das auf maximal 0,4
Ist doch unlogisch wie du schon über den Retrakt denkst... Einerseits misst du da auf Hundertstel, verschenkst aber so viel Material, das du damit schon fast eine der Flächen füllen könntest. Der Slicer weis ja gar nicht das er da das Material gar nicht zur Verfügung hat, was du unterwegs verlierst.
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
In einen 0,8mm Perimeter müsste der schon 2x fahren um den zu füllen.
Nimm ein Rähmchen (Anhang) mit 0,35 und druck das auf maximal 0,4
Ist doch unlogisch wie du schon über den Retrakt denkst... Einerseits misst du da auf Hundertstel, verschenkst aber so viel Material, das du damit schon fast eine der Flächen füllen könntest. Der Slicer weis ja gar nicht das er da das Material gar nicht zur Verfügung hat, was du unterwegs verlierst.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Druckqualität - große Teile top, kleine Teile furchtbar 02. May 2013 12:48 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 38 |
Stoffel15 Wrote:
-------------------------------------------------------
> Wie kommst du bei einer 0,35mm Düse auf 0,8 ???
> (auch wenn das Material etwas quillt wenn es aus
> der Düse kommt, stimmt doch da was nicht).
> In einen 0,8mm Perimeter müsste der schon 2x
> fahren um den zu füllen.
> Nimm ein Rähmchen (Anhang) mit 0,35 und druck das
> auf maximal 0,4
War auch mein Fehler: hab ja jetzt die 0,5er Düse verbaut welche auch (ohne Gegendruck wie zB auf der Platte oder anderen Layern) 0,5mm druckt - daher die 0,8mm
(auch bei meinen letzten Beiträgen hab ich den Wert korrigiert - mein Fehler... )
)
-------------------------------------------------------
> Wie kommst du bei einer 0,35mm Düse auf 0,8 ???
> (auch wenn das Material etwas quillt wenn es aus
> der Düse kommt, stimmt doch da was nicht).
> In einen 0,8mm Perimeter müsste der schon 2x
> fahren um den zu füllen.
> Nimm ein Rähmchen (Anhang) mit 0,35 und druck das
> auf maximal 0,4
War auch mein Fehler: hab ja jetzt die 0,5er Düse verbaut welche auch (ohne Gegendruck wie zB auf der Platte oder anderen Layern) 0,5mm druckt - daher die 0,8mm
(auch bei meinen letzten Beiträgen hab ich den Wert korrigiert - mein Fehler...
)
|
Re: Druckqualität - große Teile top, kleine Teile furchtbar 02. May 2013 12:51 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 7.505 |
dann nimm das was jetzt dran hängt und drucke das auf maximal 0,6mm
Dabei achte aber auf die Ansatzpunkte... wenn die unsauber werden, stimmt dein Retrakt nicht.
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
Dabei achte aber auf die Ansatzpunkte... wenn die unsauber werden, stimmt dein Retrakt nicht.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Druckqualität - große Teile top, kleine Teile furchtbar 02. May 2013 13:59 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 38 |
Stoffel15 Wrote:
-------------------------------------------------------
> dann nimm das was jetzt dran hängt und drucke das
> auf maximal 0,6mm
> Dabei achte aber auf die Ansatzpunkte... wenn die
> unsauber werden, stimmt dein Retrakt nicht.
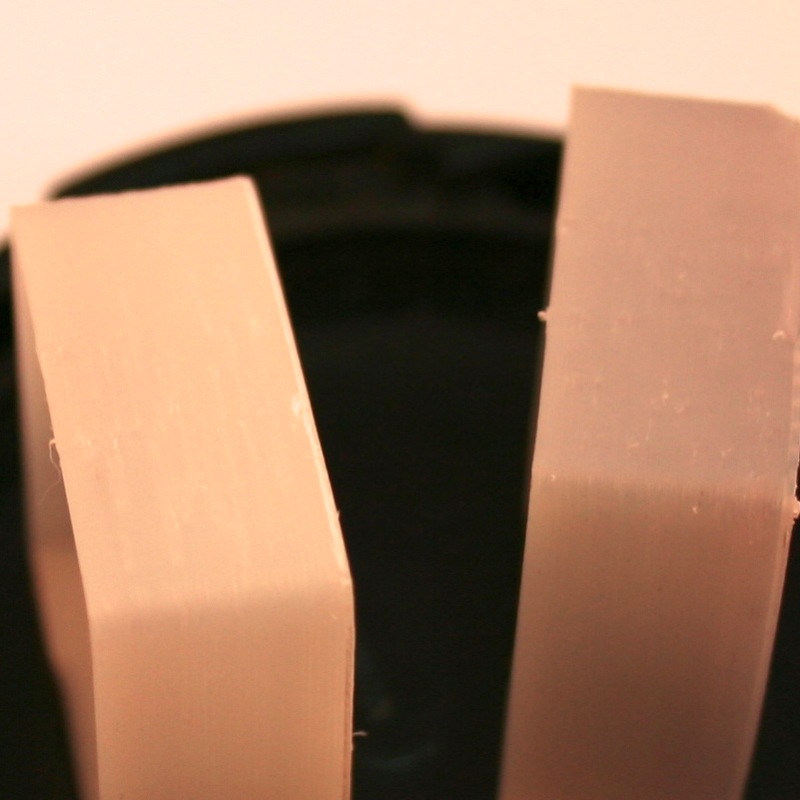
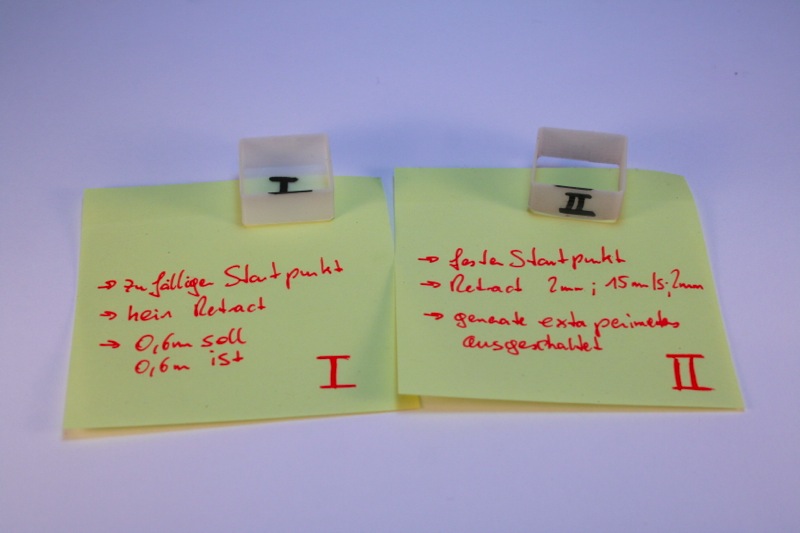
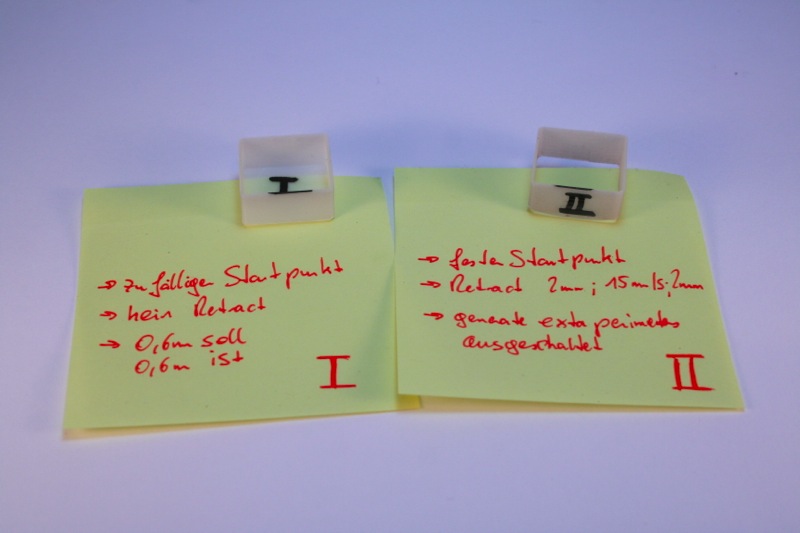
Hab ich soeben gemacht:
Version 1 ohne Retract: 0,60mm soll, 0,60mm ist
Version 1 mit Retract: 0,6mm soll, 0,6mm ist
Hab versucht jeweilige die Seite zu fotografieren welche am schlechtesten geworden ist: also die, auf welcher in Z verfahren wird bzw. ein Retract ausgelöst wird.
(Rückstände auf der Unterseite der Teile aufgrund einer 0,25mm hohen "Printhelper" Platte um die Haftung zu verbessern...)
...und da mans leider wieder mal schlecht sieht auf den Fotos: würde sagen perfekt!
2-mal bearbeitet. Zuletzt am 02.05.13 14:08.
-------------------------------------------------------
> dann nimm das was jetzt dran hängt und drucke das
> auf maximal 0,6mm
> Dabei achte aber auf die Ansatzpunkte... wenn die
> unsauber werden, stimmt dein Retrakt nicht.
Hab ich soeben gemacht:
Version 1 ohne Retract: 0,60mm soll, 0,60mm ist
Version 1 mit Retract: 0,6mm soll, 0,6mm ist
Hab versucht jeweilige die Seite zu fotografieren welche am schlechtesten geworden ist: also die, auf welcher in Z verfahren wird bzw. ein Retract ausgelöst wird.
(Rückstände auf der Unterseite der Teile aufgrund einer 0,25mm hohen "Printhelper" Platte um die Haftung zu verbessern...)
...und da mans leider wieder mal schlecht sieht auf den Fotos: würde sagen perfekt!
2-mal bearbeitet. Zuletzt am 02.05.13 14:08.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Druckqualität - große Teile top, kleine Teile furchtbar 02. May 2013 14:55 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 7.505 |
ok, jetzt machst du dir noch ein Klötzchen ...was weis ich 20x20x5 und kontrollierst ob die Füllflächen auch ok sind..
Dann kannst du ja nochmal versuchen 2 von den kleinen Teilen zu machen... ich hoffe mal das die dann besser werden.
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
Dann kannst du ja nochmal versuchen 2 von den kleinen Teilen zu machen... ich hoffe mal das die dann besser werden.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Druckqualität - große Teile top, kleine Teile furchtbar 04. May 2013 06:38 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 38 |
Stoffel15 Wrote:
-------------------------------------------------------
> ok, jetzt machst du dir noch ein Klötzchen ...was
> weis ich 20x20x5 und kontrollierst ob die
> Füllflächen auch ok sind..
Hab nunmal 2 Teile gedruckt:
Perimeters sehr gut
oberster Layer gut auch wenn ein klein wenig weniger Material auch gereicht hätte
Das ursprüngliche Teil -siehe ganz oben- kann ich aber nach wie vor nicht drucken - auch wenn ich 2 auf die Platte stelle...
-------------------------------------------------------
> ok, jetzt machst du dir noch ein Klötzchen ...was
> weis ich 20x20x5 und kontrollierst ob die
> Füllflächen auch ok sind..
Hab nunmal 2 Teile gedruckt:
Perimeters sehr gut
oberster Layer gut auch wenn ein klein wenig weniger Material auch gereicht hätte
Das ursprüngliche Teil -siehe ganz oben- kann ich aber nach wie vor nicht drucken - auch wenn ich 2 auf die Platte stelle...
|
Re: Druckqualität - große Teile top, kleine Teile furchtbar 04. May 2013 08:13 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 308 |
Ok ich sag es mal so, um die Teile von Dizingof zu drucken brauch man schon viel Erfahrung und einen sehr gut kalibrierten Drucker. Die Sachen sind wirklich nicht für Anfänger gemacht. Des weiteren ist das auch die halbe Größe und RichRap sagt ausdrücklich das es ein schwieriger Druck ist.
Ob das mit einer 0,5 Düse machbar ist sei mal dahingestellt. Normalerweise werden für so feine Sachen 0,35 Düsen verwendet und selbst damit ist es noch schwer.
Versuch erst einmal mit einfacheren Designs klar zu kommen und sammle mit diesen Erfahrung.
mfg
Ob das mit einer 0,5 Düse machbar ist sei mal dahingestellt. Normalerweise werden für so feine Sachen 0,35 Düsen verwendet und selbst damit ist es noch schwer.
Versuch erst einmal mit einfacheren Designs klar zu kommen und sammle mit diesen Erfahrung.
mfg
|
Re: Druckqualität - große Teile top, kleine Teile furchtbar 06. May 2013 04:55 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 7.505 |
"oberster Layer gut auch wenn ein klein wenig weniger Material auch gereicht hätte "
Dann bist du noch nicht genau genug ! Das muss 100% stimmen.
Da kann ich dem Planlos nur zustimmen...
es ist extrem schwer sowas zu drucken. Man braucht die nötige Erfahrung.
"Stimmt ungefähr" kann man da vergessen. Zumal so kleine Teile, bei den Einstellungen, schon mal abweichungen benötigen damit das klappt.
Wenn man dann nicht genau weis wo man drehen muss, ist das reine Glückspiel.
Du fährst als Fahranfänger ja auch nicht direkt ein Formel1 Rennen mit ??
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
Dann bist du noch nicht genau genug ! Das muss 100% stimmen.
Da kann ich dem Planlos nur zustimmen...
es ist extrem schwer sowas zu drucken. Man braucht die nötige Erfahrung.
"Stimmt ungefähr" kann man da vergessen. Zumal so kleine Teile, bei den Einstellungen, schon mal abweichungen benötigen damit das klappt.
Wenn man dann nicht genau weis wo man drehen muss, ist das reine Glückspiel.
Du fährst als Fahranfänger ja auch nicht direkt ein Formel1 Rennen mit ??
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.