kalibrierung
geschrieben von neptunier
|
kalibrierung 08. July 2013 08:39 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 125 |
hallo an alle,
bin dabei meinen mendelmax mit kisslicer zu kalbirieren. bedlevel.stl und cube 20mm gingen gut, nachdem ich die flowrate auf 85% gestellt habe.
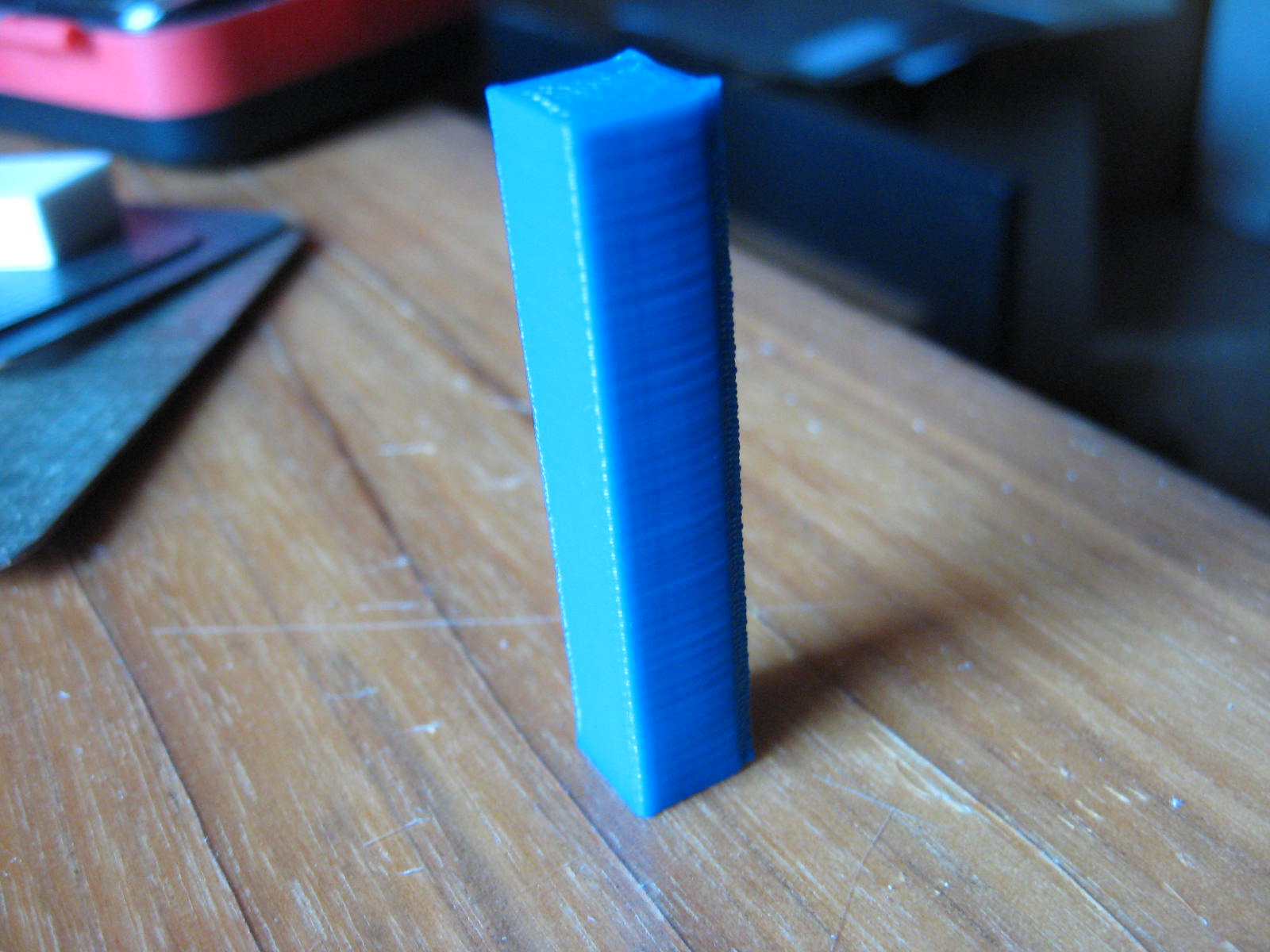
babe jetzt den tower 50mm ausgedruckt, und der hat ein bisschen problem mit den ecken. eine ist ganz sauber, der rest na ja... anbei bilder.
hatte geschaut ob es eine einstellung " minimum extruding time" gibt für kurze stücke, habe aber nichts gefunden in kisslicer.
hat jemand eine idee was ich verstellen muss um die ecken sauber zu bekommen?
danke,
michael
bin dabei meinen mendelmax mit kisslicer zu kalbirieren. bedlevel.stl und cube 20mm gingen gut, nachdem ich die flowrate auf 85% gestellt habe.
babe jetzt den tower 50mm ausgedruckt, und der hat ein bisschen problem mit den ecken. eine ist ganz sauber, der rest na ja... anbei bilder.
hatte geschaut ob es eine einstellung " minimum extruding time" gibt für kurze stücke, habe aber nichts gefunden in kisslicer.
hat jemand eine idee was ich verstellen muss um die ecken sauber zu bekommen?
danke,
michael
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: kalibrierung 08. July 2013 08:47 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 88 |
|
Re: kalibrierung 08. July 2013 09:01 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 125 |
|
Re: kalibrierung 08. July 2013 09:36 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 57 |
|
Re: kalibrierung 08. July 2013 11:40 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 565 |
|
Re: kalibrierung 08. July 2013 12:30 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 91 |
|
Re: kalibrierung 17. July 2013 08:51 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 7.505 |
"e steps hatte ich eigentlich schon kalibriert."
Warum sieht man dann so deutlich das du zu viel Material hast.
Der Retrakt stimmt auch nicht, an einer Ecke wo er anhebt sieht man das. Die kommt auch deutlich höher wie die anderen.
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
Warum sieht man dann so deutlich das du zu viel Material hast.
Der Retrakt stimmt auch nicht, an einer Ecke wo er anhebt sieht man das. Die kommt auch deutlich höher wie die anderen.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org |  |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: kalibrierung 18. July 2013 07:36 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 125 |
hallo wolfgang,
vielen dank für die tipps. ich mache geraden den 11. ausdruck eines kalibierungs modells, habe die e steps um 5% gesenkt, obwohl sie fast genau gestimmt haben, ein kleines bisschen zu niedrig waren. jetzt druckt er aber besser, aber immer noch nicht so gut wie ich es gerne hätte.
du hast was von retract erzählt, hängt der zusammen mit den etwas abgerundeten kanten?
habe bei kisslicer nur prime und suck einstellungen gesehen. sind das die an den ich drehen sollte?
anbei fotos vom modell und der kisslicer screenshot.
bin für jeden tip dankbar,
michael
vielen dank für die tipps. ich mache geraden den 11. ausdruck eines kalibierungs modells, habe die e steps um 5% gesenkt, obwohl sie fast genau gestimmt haben, ein kleines bisschen zu niedrig waren. jetzt druckt er aber besser, aber immer noch nicht so gut wie ich es gerne hätte.
du hast was von retract erzählt, hängt der zusammen mit den etwas abgerundeten kanten?
habe bei kisslicer nur prime und suck einstellungen gesehen. sind das die an den ich drehen sollte?
anbei fotos vom modell und der kisslicer screenshot.
bin für jeden tip dankbar,
michael
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: kalibrierung 18. July 2013 08:35 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 495 |
|
Re: kalibrierung 18. July 2013 23:01 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 7.505 |
Hast du eigentlich mal Versucht das Singleline-Rämchen zu drucken ?
Das gibt es in 0,5 und in 0,35. Und dann die Wandstärke gemessen.
Die sind hier schon etliche male gepostet worden.
Das ist eins in 0,5:
[www.thingiverse.com]
Das braucht nicht so lange (und weniger Material), und du kannst gezielt am Materialvorschub arbeiten.
Wenn du dir von deinem Testteil die Flächen ansiehst, ist das immer noch ein "Kartoffelacker" . Da kommt immer noch zu viel Material.
Außerdem scheint mir in der Mechanik was nicht zu stimmen, der macht die Ecken so komisch. (werden Kreise rund ?)
Das der oberste Würfel verunglückt ist fast normal, der wird zu warm... das kannst du später versuchen in den Griff zu bekommen, wenn der Rest stimmt. Erst mal sollte die Flowrate (Materialmenge) stimmen.
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
Das gibt es in 0,5 und in 0,35. Und dann die Wandstärke gemessen.
Die sind hier schon etliche male gepostet worden.
Das ist eins in 0,5:
[www.thingiverse.com]
Das braucht nicht so lange (und weniger Material), und du kannst gezielt am Materialvorschub arbeiten.
Wenn du dir von deinem Testteil die Flächen ansiehst, ist das immer noch ein "Kartoffelacker" . Da kommt immer noch zu viel Material.
Außerdem scheint mir in der Mechanik was nicht zu stimmen, der macht die Ecken so komisch. (werden Kreise rund ?)
Das der oberste Würfel verunglückt ist fast normal, der wird zu warm... das kannst du später versuchen in den Griff zu bekommen, wenn der Rest stimmt. Erst mal sollte die Flowrate (Materialmenge) stimmen.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: kalibrierung 19. July 2013 10:53 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 125 |
hallo,
habe jetzt nach vielem hin und her den 0,5mm cube ausgedruckt. aus irgendeinem grund stand da g92 e833 an anfang des gcodes. war aber nicht bei mir im slicer eingestellt.da kann ich natürlich lange in der firmware rummachen....
so habe den cube jetzt ausgedruckt, genau 0,5mm wandstärke, 10mm höhe, bei den seiten differenzen zwischen 22 und 21 mm.
habe den flow auf 0.9 gestellt und esteps 628 in der firmware.
wen ich jetzt filament extrudiere zum test, drückt er nur 28mm anstatt 50mm durch!
irgendetwas liegt doch da ziemlich im argen???
mit den selben einstellungen den treppenkubus gedruckt, absolute katastrophe.
ach ja drucke auf mendelmax und lcd smart controller, marlin firmware, eeprom enabled, abs 240°
irgendwer oder was versucht mich zu ärgern oder mir was beizubringen!?
danke für eure hilfe,
michael
habe jetzt nach vielem hin und her den 0,5mm cube ausgedruckt. aus irgendeinem grund stand da g92 e833 an anfang des gcodes. war aber nicht bei mir im slicer eingestellt.da kann ich natürlich lange in der firmware rummachen....
so habe den cube jetzt ausgedruckt, genau 0,5mm wandstärke, 10mm höhe, bei den seiten differenzen zwischen 22 und 21 mm.
habe den flow auf 0.9 gestellt und esteps 628 in der firmware.
wen ich jetzt filament extrudiere zum test, drückt er nur 28mm anstatt 50mm durch!
irgendetwas liegt doch da ziemlich im argen???
mit den selben einstellungen den treppenkubus gedruckt, absolute katastrophe.
ach ja drucke auf mendelmax und lcd smart controller, marlin firmware, eeprom enabled, abs 240°
irgendwer oder was versucht mich zu ärgern oder mir was beizubringen!?
danke für eure hilfe,
michael
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: kalibrierung 19. July 2013 15:13 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 7.505 |
"drückt er nur 28mm anstatt 50mm durch!"
das die Extruderkalibrierug jetzt so daneben hängt kann nicht stimmen... da ist etwas anderes oberfaul.
Das was der extruder einzieht sollte schon in etwa stimmen, Wenn du 50mm angibst sollte er die auch "einziehen", und nicht nur 1/3.
Der Filamentdurchmesser muss genau angegeben werden, und nicht einfach "ich hab 3mm Filament gekauft, stell ich mal 3mm ein" sondern der gemessene Wert.
Und am Flow und an den Esteps gleichzeitig verstellen sollte man auch nicht. Beim Kisslicer solltest du den Flow erst mal auf 1 stehen lassen, und erst mal den Extruder einstellen, das er auch zieht was er soll. Der Kisslicer ist eigentlich recht gutmütig. So viel kann man da ja garnicht einstellen.
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
das die Extruderkalibrierug jetzt so daneben hängt kann nicht stimmen... da ist etwas anderes oberfaul.
Das was der extruder einzieht sollte schon in etwa stimmen, Wenn du 50mm angibst sollte er die auch "einziehen", und nicht nur 1/3.
Der Filamentdurchmesser muss genau angegeben werden, und nicht einfach "ich hab 3mm Filament gekauft, stell ich mal 3mm ein" sondern der gemessene Wert.
Und am Flow und an den Esteps gleichzeitig verstellen sollte man auch nicht. Beim Kisslicer solltest du den Flow erst mal auf 1 stehen lassen, und erst mal den Extruder einstellen, das er auch zieht was er soll. Der Kisslicer ist eigentlich recht gutmütig. So viel kann man da ja garnicht einstellen.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: kalibrierung 20. July 2013 09:52 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 125 |
wolfgang,
habe noch ein paar hundert ;-) ausdrucke gemacht, esteps nochmal neu kalibriert, riemenspannung, etc und habe mittlerweile bessere ergebnisse.
wenn ich sehr langsam drucke, so 20-30, 260° temp und flowrate in cura 0,73, sieht das so aus wie auf den bildern.
sind noch ein paar sachen, vielleicht hast du ja noch eine idee wo ich noch dran schrauben könnte...
ich habe den drucker gebraucht gekauft und er ist zusammengenudelt. ohne 2k kleber würde der auseinanderfallen....
weiss halt nicht wie genau ich den überhaupt kriege.
habe noch einen mendel90 zusammengebaut. seit gestern, nachdem ich die original belts gewechselt habe, läuft der super. mit dem hab ich das treppenteil in weissem abs ausgedruckt, irgendwie andere liga....
michael
habe noch ein paar hundert ;-) ausdrucke gemacht, esteps nochmal neu kalibriert, riemenspannung, etc und habe mittlerweile bessere ergebnisse.
wenn ich sehr langsam drucke, so 20-30, 260° temp und flowrate in cura 0,73, sieht das so aus wie auf den bildern.
sind noch ein paar sachen, vielleicht hast du ja noch eine idee wo ich noch dran schrauben könnte...
ich habe den drucker gebraucht gekauft und er ist zusammengenudelt. ohne 2k kleber würde der auseinanderfallen....
weiss halt nicht wie genau ich den überhaupt kriege.
habe noch einen mendel90 zusammengebaut. seit gestern, nachdem ich die original belts gewechselt habe, läuft der super. mit dem hab ich das treppenteil in weissem abs ausgedruckt, irgendwie andere liga....
michael
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: kalibrierung 22. July 2013 05:37 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 7.505 |
Vielleicht taugt das schwarze Filament ja auch nix... wenn das zu sehr Quillt oder dazu noch extrem schrumpft, wird es schwierig.
Jedenfalls siehts wirklich schon besser aus.
Bei dem weißen kannst du ja kaum meckern
Wenn ich bei dem Schwarzen die Rückseite sehe, wo die Perimeter anschließen... diese Naht... sieht das schwer danach aus, als wenn da mechanisch der Wurm drin wäre. Der trifft den Ansatzpunkt ja gar nicht.
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
Jedenfalls siehts wirklich schon besser aus.
Bei dem weißen kannst du ja kaum meckern
Wenn ich bei dem Schwarzen die Rückseite sehe, wo die Perimeter anschließen... diese Naht... sieht das schwer danach aus, als wenn da mechanisch der Wurm drin wäre. Der trifft den Ansatzpunkt ja gar nicht.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: kalibrierung 22. July 2013 15:30 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 125 |
habe einmal schwarzes abs von multec und von grrf. das von multec ist ziemlich weich, das von grrf etwas härter. ich weiss nicht ob es daran liegt, zuwenig erfahrung.
habe mechanisch nochmal alles nachgeschaut, mir ist jetzt nichts offensichtliches aufgefallen. drucke jetzt mal andere sachen, vielleicht ist es dann weg ;-)
auf dem mendel90 hab ich nicht wie ich irrtümlich geschrieben habe abs sondern pla gedruckt. ist von grrf und gefällt mir sehr gut. der mendel90 ist heute den ganzen tag von allein gelaufen, mit der neuen dauerdruckplatte, summt er ohne problem vor sich hin. da macht 3d drucken spass...
michael
habe mechanisch nochmal alles nachgeschaut, mir ist jetzt nichts offensichtliches aufgefallen. drucke jetzt mal andere sachen, vielleicht ist es dann weg ;-)
auf dem mendel90 hab ich nicht wie ich irrtümlich geschrieben habe abs sondern pla gedruckt. ist von grrf und gefällt mir sehr gut. der mendel90 ist heute den ganzen tag von allein gelaufen, mit der neuen dauerdruckplatte, summt er ohne problem vor sich hin. da macht 3d drucken spass...
michael
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.