Fragen zu Kalibrierteil 0,5mm Wall
geschrieben von herkra
|
Re: Fragen zu Kalibrierteil 0,5mm Wall 25. January 2014 10:31 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 47 |
Servus Zusammen.
Da meine Drucke immer noch nicht so ganz passen. Hab ich auch mal diese ganzen Kalibrieranleitungen durchgearbeitet.
Steps passen.
Hab mir auch ein 0,35mm Thin-Wall Objekt gebastelt und mit Slic3r den GCode erstellt. Gedruckt mit V3-Hotend von Wolfgang mit 0,35mm Düse.
Extrution Multiplier angepasst auf 0,875.
Bei diesem Objekt passen die Maße perfekt. Nur die Ecken hebt es mir vom Bett (115C) ab.
So weit so gut.
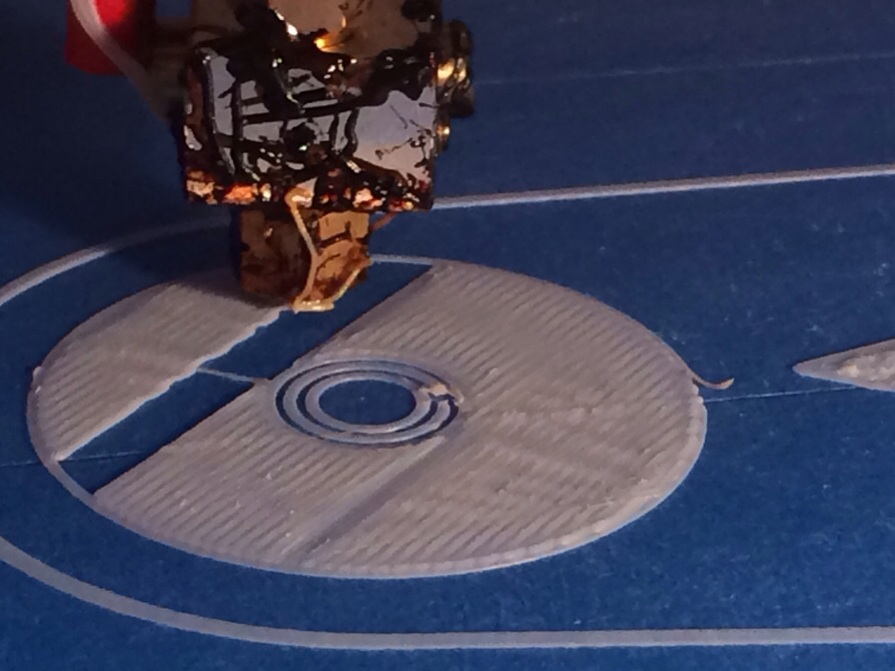
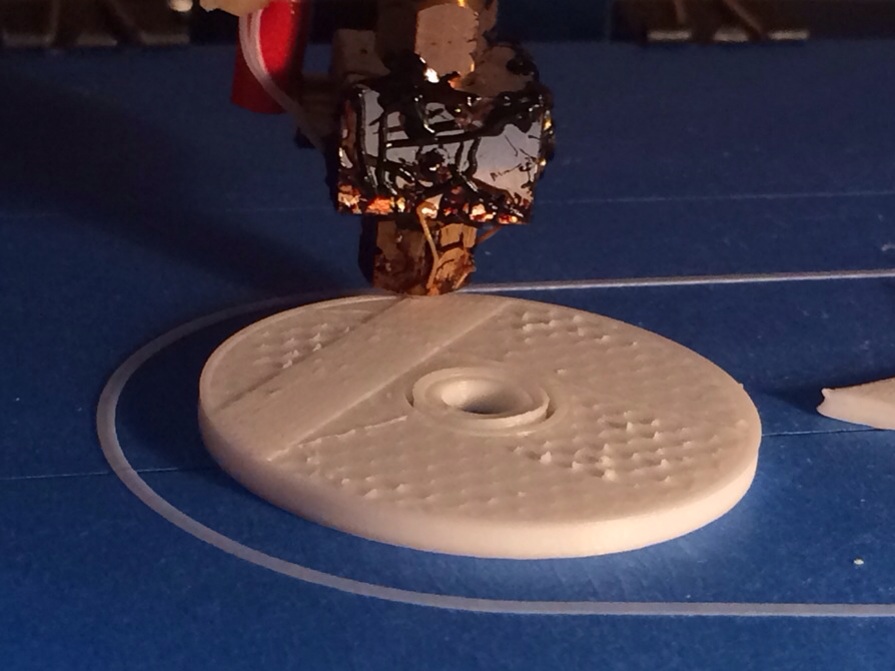
Jetzt wollte ich mal ein Objekt mit Infill drucken. Dabei kam dann das raus. (Siehe Bilder)
Das ist doch viel zu viel Material oder !?
Wo stell ich das denn ein ohne meine Perimeter zu verändern?
Auch die Maße passen dann nicht mehr richtig. Vorallem Löscher sind zu klein.
Wird wohl alles damit zusammen hängen!?
Gruß
Micha
Da meine Drucke immer noch nicht so ganz passen. Hab ich auch mal diese ganzen Kalibrieranleitungen durchgearbeitet.
Steps passen.
Hab mir auch ein 0,35mm Thin-Wall Objekt gebastelt und mit Slic3r den GCode erstellt. Gedruckt mit V3-Hotend von Wolfgang mit 0,35mm Düse.
Extrution Multiplier angepasst auf 0,875.
Bei diesem Objekt passen die Maße perfekt. Nur die Ecken hebt es mir vom Bett (115C) ab.
So weit so gut.
Jetzt wollte ich mal ein Objekt mit Infill drucken. Dabei kam dann das raus. (Siehe Bilder)
Das ist doch viel zu viel Material oder !?
Wo stell ich das denn ein ohne meine Perimeter zu verändern?
Auch die Maße passen dann nicht mehr richtig. Vorallem Löscher sind zu klein.
Wird wohl alles damit zusammen hängen!?
Gruß
Micha
|
Re: Fragen zu Kalibrierteil 0,5mm Wall 26. January 2014 23:26 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 47 |
|
Re: Fragen zu Kalibrierteil 0,5mm Wall 27. January 2014 02:29 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 531 |
Moin Micha!
Hast du denn auch den Filamentdurchmesser korrekt gemessen und die den Extruder kalibriert (E-Steps angepasst)?
1-mal bearbeitet. Zuletzt am 27.01.14 02:30.
Gruß
Boris
--
DIY Mendel90
Gen7 1.4.1 mit Repetier Firmware 0.91 + Repetier Host
Gen7 Extension Board mit LCD, SD-Card, Bluetooth und FAN-Control
Hast du denn auch den Filamentdurchmesser korrekt gemessen und die den Extruder kalibriert (E-Steps angepasst)?
1-mal bearbeitet. Zuletzt am 27.01.14 02:30.
Gruß
Boris
--
DIY Mendel90
Gen7 1.4.1 mit Repetier Firmware 0.91 + Repetier Host
Gen7 Extension Board mit LCD, SD-Card, Bluetooth und FAN-Control
|
Re: Fragen zu Kalibrierteil 0,5mm Wall 27. January 2014 12:00 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 47 |
|
Re: Fragen zu Kalibrierteil 0,5mm Wall 27. January 2014 12:14 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 531 |
Da liegt zumindest schon der erste Fehler!
Bei den esteps darf kein Rest sein. Die ESteps regeln den Einzug und die müssen stimmen!
Der Extrusion Multiplier ist nur die Feinabstimmung für den "Output".
Also erst die esteps genau einstellen und dann den multiplier nochmal korrigieren.
Gruß
Boris
--
DIY Mendel90
Gen7 1.4.1 mit Repetier Firmware 0.91 + Repetier Host
Gen7 Extension Board mit LCD, SD-Card, Bluetooth und FAN-Control
Bei den esteps darf kein Rest sein. Die ESteps regeln den Einzug und die müssen stimmen!
Der Extrusion Multiplier ist nur die Feinabstimmung für den "Output".
Also erst die esteps genau einstellen und dann den multiplier nochmal korrigieren.
Gruß
Boris
--
DIY Mendel90
Gen7 1.4.1 mit Repetier Firmware 0.91 + Repetier Host
Gen7 Extension Board mit LCD, SD-Card, Bluetooth und FAN-Control
|
Re: Fragen zu Kalibrierteil 0,5mm Wall 27. January 2014 15:15 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 47 |
|
Re: Fragen zu Kalibrierteil 0,5mm Wall 27. January 2014 15:54 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 531 |
Sorry, ich hatte wohl meine Brille nicht richtig auf.
Ich hatte 25mm Rest gelesen.
Das Filament hast du an verschiedenen Stelllen aus unterschiedlichen Winkeln gemessen?
Gruß
Boris
--
DIY Mendel90
Gen7 1.4.1 mit Repetier Firmware 0.91 + Repetier Host
Gen7 Extension Board mit LCD, SD-Card, Bluetooth und FAN-Control
Ich hatte 25mm Rest gelesen.
Das Filament hast du an verschiedenen Stelllen aus unterschiedlichen Winkeln gemessen?
Gruß
Boris
--
DIY Mendel90
Gen7 1.4.1 mit Repetier Firmware 0.91 + Repetier Host
Gen7 Extension Board mit LCD, SD-Card, Bluetooth und FAN-Control
|
Re: Fragen zu Kalibrierteil 0,5mm Wall 27. January 2014 16:54 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 47 |
|
Re: Fragen zu Kalibrierteil 0,5mm Wall 28. January 2014 03:29 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 145 |
Kontrollier am besten mal wie viel rest bei einer größeren länge filament übrig bleibt.
30mm sind schon recht wenig.
Ich hab mit 150mm kontrolliert ob es passt was ich da eingestellt habe. Da fallen abweichungen besser auf und Messungenauigkeiten haben weniger Einfluss.
Bei 150mm würden sich die 0,5mm/30mm schon auf 2,5mm addieren.
30mm sind schon recht wenig.
Ich hab mit 150mm kontrolliert ob es passt was ich da eingestellt habe. Da fallen abweichungen besser auf und Messungenauigkeiten haben weniger Einfluss.
Bei 150mm würden sich die 0,5mm/30mm schon auf 2,5mm addieren.
|
Re: Fragen zu Kalibrierteil 0,5mm Wall 28. January 2014 09:45 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 47 |

|
Re: Fragen zu Kalibrierteil 0,5mm Wall 28. January 2014 09:55 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 101 |
Und für mich sieht es beim ersten Layer so aus als ob der Abstand von der Düse zum Druckbett zu gering ist. Bei mir war das so, wenn ich zu nah dran war, dann hat das Material sich gegenseitig hochgedrückt, sah genauso aus wie bei dir. Aber ob man das nicht vielleicht auch Software technisch einstellen kann....keine Ahnung.
---------------------
Liebe Grüße
Kevin
Prusa i2
V3 Extruder von Stoffel
PEI Alu Druckbett von Willy
MK2B Dual Heizbett
[www.ofsalty.jimdo.com]
---------------------
Liebe Grüße
Kevin
Prusa i2
V3 Extruder von Stoffel
PEI Alu Druckbett von Willy
MK2B Dual Heizbett
[www.ofsalty.jimdo.com]
|
Re: Fragen zu Kalibrierteil 0,5mm Wall 05. June 2014 17:30 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 102 |
Müscha?
was geht?
Kommst du klar?
Lass mich hier nicht alleine.... Ich geh mal davon aus du Druckst nun exact wie wild rum
Gruß
Markus
Eigenbau Drucker | Ramps 1.4 | Mk2a Heizbett@30V~SSR-BangBang | Spiegel + Kapton Tape + Uhu Stift Kleber | China Extruder 0,3er | 1,75mm Fillament
was geht?
Kommst du klar?
Lass mich hier nicht alleine.... Ich geh mal davon aus du Druckst nun exact wie wild rum
Gruß
Markus
Eigenbau Drucker | Ramps 1.4 | Mk2a Heizbett@30V~SSR-BangBang | Spiegel + Kapton Tape + Uhu Stift Kleber | China Extruder 0,3er | 1,75mm Fillament
|
Re: Fragen zu Kalibrierteil 0,5mm Wall 23. June 2014 00:52 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 675 |
|
Re: Fragen zu Kalibrierteil 0,5mm Wall 02. July 2017 05:13 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 28 |
Hallo ich eröffne das Thema hier noch mal.
Ich haben einen TEVO Tarantula, und verwende den Slic3r v1.2.9, mein Problem ist das die Innenbohrungen und co viel zu klein sind.
So ganaannzzz habe ich diese Kalibrierungsmethode noch nicht verstanden, bzw weiss nicht ob ich nun ein spezielles Modell benötige für meine Düse (0.4mm) oder ob das egal ist welche Düse man verwendet?
Auch ist das Thema schon etwas älter, .... hat sich in der zwischenzeit schon was neueres ergeben (Aber ist so das beste Thema was ich für mein Problem nun gefunden habe ...)
Danke für Infos für einen 3D Druck Frischling
Ich haben einen TEVO Tarantula, und verwende den Slic3r v1.2.9, mein Problem ist das die Innenbohrungen und co viel zu klein sind.
So ganaannzzz habe ich diese Kalibrierungsmethode noch nicht verstanden, bzw weiss nicht ob ich nun ein spezielles Modell benötige für meine Düse (0.4mm) oder ob das egal ist welche Düse man verwendet?
Auch ist das Thema schon etwas älter, .... hat sich in der zwischenzeit schon was neueres ergeben (Aber ist so das beste Thema was ich für mein Problem nun gefunden habe ...)
Danke für Infos für einen 3D Druck Frischling
|
Re: Fragen zu Kalibrierteil 0,5mm Wall 02. July 2017 08:58 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 28 |
Also ich habe mal das test Teil ausgedruckt das hier im Anhang dabei war mit 22,5 * 22,5 * 10 und 0.5mm Wandstärke
Die Wandstärke passt bei mir bei den oberen 50% Layer ziemlich genau 0.48 bis 0.51 um unteren Bereich ist es teilweise bis zu 0.6 ... man sieht da auch das da ein paar Layer dabei sind die etwas dicker sind als der Rest.
Was kann ich da noch machen das er mir die Innenlöcher (auch Innensechskant) besser und genauer ausdruckt?
Die Wandstärke passt bei mir bei den oberen 50% Layer ziemlich genau 0.48 bis 0.51 um unteren Bereich ist es teilweise bis zu 0.6 ... man sieht da auch das da ein paar Layer dabei sind die etwas dicker sind als der Rest.
Was kann ich da noch machen das er mir die Innenlöcher (auch Innensechskant) besser und genauer ausdruckt?
|
Re: Fragen zu Kalibrierteil 0,5mm Wall 02. July 2017 12:47 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 28 |
|
Re: Fragen zu Kalibrierteil 0,5mm Wall 03. July 2017 03:09 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 28 |
naja zu früh gefreut ... hab gestern dieses teil gedruckt [www.thingiverse.com]
und da sind die Löcher teilweise total zu Also bei den zwei Löchern oben sieht man gerade mal das es ein Loch sein soll mehr auch nicht
Was kann ich hier noch versuchen
Wenn ich selber was Designe dann kann ich ja die Löcher größer machen kein problem ... (wobei naja) aber bei fertigen Objekte ist es halt dann blöd jedesmal aufbohren zu müssen usw...

und da sind die Löcher teilweise total zu Also bei den zwei Löchern oben sieht man gerade mal das es ein Loch sein soll mehr auch nicht
Was kann ich hier noch versuchen
Wenn ich selber was Designe dann kann ich ja die Löcher größer machen kein problem ... (wobei naja) aber bei fertigen Objekte ist es halt dann blöd jedesmal aufbohren zu müssen usw...
|
Re: Fragen zu Kalibrierteil 0,5mm Wall 03. July 2017 05:39 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 922 |
Hallo sn00py,
das Thema der zu klein geratenen Löcher wurde hier schon ab und zu besprochen, z.B. in diesen Threads:
[forums.reprap.org]
[forums.reprap.org]
Vielleicht hilft es dir weiter, da findest du die Ursache, einen möglichen Workaround hast du ja schon selbst entdeckt.
Best regards / Viele Grüße
Till
das Thema der zu klein geratenen Löcher wurde hier schon ab und zu besprochen, z.B. in diesen Threads:
[forums.reprap.org]
[forums.reprap.org]
Vielleicht hilft es dir weiter, da findest du die Ursache, einen möglichen Workaround hast du ja schon selbst entdeckt.
Best regards / Viele Grüße
Till
|
Re: Fragen zu Kalibrierteil 0,5mm Wall 03. July 2017 07:06 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 28 |
|
Re: Fragen zu Kalibrierteil 0,5mm Wall 04. July 2017 03:54 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 1.112 |
Auch die "ProfiDrucker" sind da nicht besser als unsere kleinen Würstchenpressen. Wenn Deine Löcher KOMPLETT verschwinden stimmt mechanisch oder kalibriertechnisch was nicht. Ich selber habe mit meinem Drucker (Geeetech Pro X) schon mehrfach erfolgreich Löcher bis runter auf M3 sauber und maßhaltig gedruckt, wobei ein Nachbohren eigentlich gang und gebe ist.
Wer freundlich zu mir ist zu dem bin auch ich freundlich. Wer Schreibfehler findet darf sie gerne behalten / Geeetech Prusa I3 ProX extended / Repetierhost / Mattercontroll / Slic3r
/ Geeetech Prusa I3 ProX extended / Repetierhost / Mattercontroll / Slic3r
Wer freundlich zu mir ist zu dem bin auch ich freundlich. Wer Schreibfehler findet darf sie gerne behalten
/ Geeetech Prusa I3 ProX extended / Repetierhost / Mattercontroll / Slic3r
|
Re: Fragen zu Kalibrierteil 0,5mm Wall 06. September 2017 08:03 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 28 |
So muss leider nun noch mal Fragen :
Habe eine 0.4mm Düse (E-Steps und co sind alle richtig eingestellt)
Welche Parameter und wie soll ich nun korrigieren damit meine Löcher so gut wie bei euch gedruckt werden (habe die Löcher eh schon mit +0.1/+0.2mm im Radius vergrößert) aber gerade bei kleinen Löcher (2mm) verschwinden zum Teil fast vollständig
Der restliche Druck ist optisch eigentlich in Ordnung.
Default Layer Height ist 0.2 und first Layer ist 0.3
-----------------------------------------------------------------
Frage1: Muss ich nun nur den Extruder Multipliere einstellen oder auch alle Extrusion width?
Frage2: Wenn ich nun einen Würfel ohne Infill drucke, welche Wandstärke müsste der dann haben? (Düsendurchmesser oder etwas anderes)
Frage3: Wenn ich dann einen Würfel mit Wandstärke zeichne und drucke, muss ich den dann mit dem Düsendurchmesser machen, oder spielt das keine Rolle - oder muss das einer der Extrusion Width Parameter sein (die sind im Moment alle auf 0 bis der für den First Layer der steht auf 200%)
So danke noch mal für die Hilfe
Habe eine 0.4mm Düse (E-Steps und co sind alle richtig eingestellt)
Welche Parameter und wie soll ich nun korrigieren damit meine Löcher so gut wie bei euch gedruckt werden (habe die Löcher eh schon mit +0.1/+0.2mm im Radius vergrößert) aber gerade bei kleinen Löcher (2mm) verschwinden zum Teil fast vollständig
Der restliche Druck ist optisch eigentlich in Ordnung.
Default Layer Height ist 0.2 und first Layer ist 0.3
-----------------------------------------------------------------
Frage1: Muss ich nun nur den Extruder Multipliere einstellen oder auch alle Extrusion width?
Frage2: Wenn ich nun einen Würfel ohne Infill drucke, welche Wandstärke müsste der dann haben? (Düsendurchmesser oder etwas anderes)
Frage3: Wenn ich dann einen Würfel mit Wandstärke zeichne und drucke, muss ich den dann mit dem Düsendurchmesser machen, oder spielt das keine Rolle - oder muss das einer der Extrusion Width Parameter sein (die sind im Moment alle auf 0 bis der für den First Layer der steht auf 200%)
So danke noch mal für die Hilfe
|
Re: Fragen zu Kalibrierteil 0,5mm Wall 07. September 2017 01:15 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 28 |
So ich hab mal folgendes gemacht
Immer mit Layer Height: 0.2, First Layer Height: 0.3, Nozzle : 0.4
1.) einen soliden Würfel mit 20*20*20 gezeichnet und dann mit folgenden Einstellunen geslicet
Perimeter:1
Top & Bottom: 0 Layer
Infill: 0
Das Resultat ist eine eigentlich schöne Hülle
Wenn ich oben messe dann sind die Wände: 0,42 0,40 0,40 0,41
von unten gemessen sind die Wände: 0,62 0,60 0,71 0,71
und der Würfel ist 19,72 20,08 20,12
2.) Dann habe ich eine Hülle gezeichnet Aussenmasse 20*20*20 mit einer Wandstärke von 0.4mm (= Nozzle)
Perimeter:3
Top & Bottom: 3 Layer
Infill: 100%
Das Resultat ist wieder eine eigentlich schöne Hülle (Gedruckt hat er hier die Wände auch in einem Durchgang pro Layer)
Wenn ich oben messe dann sind die Wände: 0,68 0,60 0,65 0,72
von unten gemessen sind die Wände: 0,70 0,63 0,66 0,71
und der Würfel ist 20,13 20,22 20,17
Kann mir wer nun einen Tipp geben was zu tun ist, und was diese Werte nun genau bedeuten?
Immer mit Layer Height: 0.2, First Layer Height: 0.3, Nozzle : 0.4
1.) einen soliden Würfel mit 20*20*20 gezeichnet und dann mit folgenden Einstellunen geslicet
Perimeter:1
Top & Bottom: 0 Layer
Infill: 0
Das Resultat ist eine eigentlich schöne Hülle
Wenn ich oben messe dann sind die Wände: 0,42 0,40 0,40 0,41
von unten gemessen sind die Wände: 0,62 0,60 0,71 0,71
und der Würfel ist 19,72 20,08 20,12
2.) Dann habe ich eine Hülle gezeichnet Aussenmasse 20*20*20 mit einer Wandstärke von 0.4mm (= Nozzle)
Perimeter:3
Top & Bottom: 3 Layer
Infill: 100%
Das Resultat ist wieder eine eigentlich schöne Hülle (Gedruckt hat er hier die Wände auch in einem Durchgang pro Layer)
Wenn ich oben messe dann sind die Wände: 0,68 0,60 0,65 0,72
von unten gemessen sind die Wände: 0,70 0,63 0,66 0,71
und der Würfel ist 20,13 20,22 20,17
Kann mir wer nun einen Tipp geben was zu tun ist, und was diese Werte nun genau bedeuten?
|
Re: Fragen zu Kalibrierteil 0,5mm Wall 07. September 2017 02:15 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 28 |
hier noch der gCode
vom vollen Würfel mit Infill 0%
und hier vom Würfel mit einer Wandstärke von 0.4
Slicer ist übrigens Slic3r v1.2.9
vom vollen Würfel mit Infill 0%
; external perimeters extrusion width = 0.40mm ; perimeters extrusion width = 0.67mm ; infill extrusion width = 0.67mm ; solid infill extrusion width = 0.67mm ; top infill extrusion width = 0.67mm
und hier vom Würfel mit einer Wandstärke von 0.4
; external perimeters extrusion width = 0.40mm ; perimeters extrusion width = 0.67mm ; infill extrusion width = 0.67mm ; solid infill extrusion width = 0.67mm ; top infill extrusion width = 0.67mm
Slicer ist übrigens Slic3r v1.2.9
|
Re: Fragen zu Kalibrierteil 0,5mm Wall 08. September 2017 01:55 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 28 |
|
Re: Fragen zu Kalibrierteil 0,5mm Wall 08. September 2017 05:19 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 1.112 |
Schau dir mal die Extrusion width in Advanced an.
Default Extrusion width:
Wenn in allen anderen Feldern „0“ steht wird alles mit derselben Extrusionsbreite gedruckt.
First Layer:
Die Breite, mit der nur die erste Schicht gedruckt wird.
Perimeters:
Breite der Bahnen, die innen und außen gedruckt werden, also die Hüllen – Nicht das Infill.
Infill:
Druckbreite, mit der nur die Innenstruktur gedruckt wird.
Solid infill:
Druckbreite, mit der massiv gedruckte Schichten gedruckt werden
Top solid infill:
Druckbreite, mit der nur die massiven Deckenschichten gedruckt werden
Support material:
Druckbreite für Stützmaterial
Verzichte auf die voreingestellten 0-Werte und trage zunächst für alle Werte 0.4 (Punkt beachten)
Null-Werte führt bei einigen Sachen zu Fehlern.
Zum Ermitteln der Dünnwand eignet sich am besten ein Volumenkörper, der hohl im Spiralvasen Modus geslict wird. Spiralvase deswegen, weil dadurch der Fluss am gleichmäßigsten (ohne retract (Rückzug) abläuft.
Gruß Michael
Konstruktionen: [www.thingiverse.com]
Videos: [www.youtube.com]
Mein Club: [hackerspace-ffm.de]
Drucker:
Wersybot - seit 2012
JGAurora A5
CR10-V2
Default Extrusion width:
Wenn in allen anderen Feldern „0“ steht wird alles mit derselben Extrusionsbreite gedruckt.
First Layer:
Die Breite, mit der nur die erste Schicht gedruckt wird.
Perimeters:
Breite der Bahnen, die innen und außen gedruckt werden, also die Hüllen – Nicht das Infill.
Infill:
Druckbreite, mit der nur die Innenstruktur gedruckt wird.
Solid infill:
Druckbreite, mit der massiv gedruckte Schichten gedruckt werden
Top solid infill:
Druckbreite, mit der nur die massiven Deckenschichten gedruckt werden
Support material:
Druckbreite für Stützmaterial
Verzichte auf die voreingestellten 0-Werte und trage zunächst für alle Werte 0.4 (Punkt beachten)
Null-Werte führt bei einigen Sachen zu Fehlern.
Zum Ermitteln der Dünnwand eignet sich am besten ein Volumenkörper, der hohl im Spiralvasen Modus geslict wird. Spiralvase deswegen, weil dadurch der Fluss am gleichmäßigsten (ohne retract (Rückzug) abläuft.
Gruß Michael
Konstruktionen: [www.thingiverse.com]
Videos: [www.youtube.com]
Mein Club: [hackerspace-ffm.de]
Drucker:
Wersybot - seit 2012
JGAurora A5
CR10-V2
|
Re: Fragen zu Kalibrierteil 0,5mm Wall 08. September 2017 05:47 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 28 |
Also bei mir waren überall die Standardwerte eingestellt.
Habe ich folgendes nun richtig verstanden:
- Da external perimeters extrusion width auf 0.4 stand, hat er mir den Vollwürfel (als Vase) richtig gedruckt?
- Bei dem Model wo ich selber eine Wandstärke von 0.4 gezeichnet habe, hat der slicer nun nicht einen external perimeter gedruckt sondern eine richtige Wand, und die ging mit den Einstellungen nicht mit 0.4 sondern eben perimeters extrusion width = 0.67mm
- Da er mir beim Vollwürfel und der einstellung external perimeters extrusion width auf 0.4 eine Wand von 0.4mm gedruckt hat, dann sollte der Extruder stimmen?
Frage: Ist das dann auch normale in diesem Fall das der Würfel mit gezeichneter Wand von 0.4 (die aber 0,67 gedruckt wurde) dadurch im druck größer wird.
Frage: Was kann dann noch der Fehler sein das mit teilweise 2mm Löcher fast zukleben?
Habe ich folgendes nun richtig verstanden:
- Da external perimeters extrusion width auf 0.4 stand, hat er mir den Vollwürfel (als Vase) richtig gedruckt?
- Bei dem Model wo ich selber eine Wandstärke von 0.4 gezeichnet habe, hat der slicer nun nicht einen external perimeter gedruckt sondern eine richtige Wand, und die ging mit den Einstellungen nicht mit 0.4 sondern eben perimeters extrusion width = 0.67mm
- Da er mir beim Vollwürfel und der einstellung external perimeters extrusion width auf 0.4 eine Wand von 0.4mm gedruckt hat, dann sollte der Extruder stimmen?
Frage: Ist das dann auch normale in diesem Fall das der Würfel mit gezeichneter Wand von 0.4 (die aber 0,67 gedruckt wurde) dadurch im druck größer wird.
Frage: Was kann dann noch der Fehler sein das mit teilweise 2mm Löcher fast zukleben?
|
Re: Fragen zu Kalibrierteil 0,5mm Wall 08. September 2017 08:03 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 1.112 |
Dein Spiralvasendruck hat gezeigt, dass der Extruder richtig eingestellt ist.
Wenn 0,4 mm Wandstärke gezeichnet ist, streikt Slic3r in der Regel, wenn Perimeter dicker eingestellt sind. Das hängt wohl von der Version ab.
Cura ist in dieser Beziehung außerordentlich "großzügig". Der bringt Bahnen noch durch Engstellen, für die der Platz viel zu klein ist.
Löcher fallen bei mir meist 0,3 mm enger aus als gezeichnet.
Im Spiralvase Druck, und ohne Kühlung, schrumpfen meine Löcher sogar 0,4 mm.
Im Bodenlayer werden die Löcher noch enger, weil sie dort zusätzlich zugeschmiert werden.
Rechnerisch ist es für Löcher und Außenabmessungen egal, welche Perimeterbreite eingestellt ist, weil der Slicer das berücksichtigt.
In der Praxis könnte es sein, dass dickere Perimeter andere Ergebnisse liefern. Ich kann dazu aber nichts sagen, da ich hauptsächlich nur bis 0,5 mm Breite drucke.
Um sich im Klaren zu sein, wie sich wo unterschiedliche Extrusionsbreiten auswirken, empfiehlt es sich einen Volumenquader zu slicen.
Wenn man extrem unterschiedliche Breiten einstellt, kann man das in der Druckvorschau (Layer für Layer) gut erkennen.
Konstruktionen: [www.thingiverse.com]
Videos: [www.youtube.com]
Mein Club: [hackerspace-ffm.de]
Drucker:
Wersybot - seit 2012
JGAurora A5
CR10-V2
Wenn 0,4 mm Wandstärke gezeichnet ist, streikt Slic3r in der Regel, wenn Perimeter dicker eingestellt sind. Das hängt wohl von der Version ab.
Cura ist in dieser Beziehung außerordentlich "großzügig". Der bringt Bahnen noch durch Engstellen, für die der Platz viel zu klein ist.
Löcher fallen bei mir meist 0,3 mm enger aus als gezeichnet.
Im Spiralvase Druck, und ohne Kühlung, schrumpfen meine Löcher sogar 0,4 mm.
Im Bodenlayer werden die Löcher noch enger, weil sie dort zusätzlich zugeschmiert werden.
Rechnerisch ist es für Löcher und Außenabmessungen egal, welche Perimeterbreite eingestellt ist, weil der Slicer das berücksichtigt.
In der Praxis könnte es sein, dass dickere Perimeter andere Ergebnisse liefern. Ich kann dazu aber nichts sagen, da ich hauptsächlich nur bis 0,5 mm Breite drucke.
Um sich im Klaren zu sein, wie sich wo unterschiedliche Extrusionsbreiten auswirken, empfiehlt es sich einen Volumenquader zu slicen.
Wenn man extrem unterschiedliche Breiten einstellt, kann man das in der Druckvorschau (Layer für Layer) gut erkennen.
Konstruktionen: [www.thingiverse.com]
Videos: [www.youtube.com]
Mein Club: [hackerspace-ffm.de]
Drucker:
Wersybot - seit 2012
JGAurora A5
CR10-V2
|
Re: Fragen zu Kalibrierteil 0,5mm Wall 08. September 2017 09:48 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 648 |
Hi,
wersy hat das schon gut erkärt, habe das Teil mal so probeweise ausgedruckt, meine Löcher in diesem Teil sind 1,8mm die sind aber nur mit 20mm/s gedruckt.
Vielleich mal im Slicer unter Speed (Smal Perimeter) den Speed auf 15mm/s setzen, das hat bei mir richtig was gebracht.
Wie wersy schon scheibt, 0,3-0,4mm kleiner ist normal, wenn ich Modelle drucke, probiere ich die Löcher nachzuzeichnen +0,3mm.
Es ist schon manchmal blöd wenn man ein Bausatz nachdruckt und die Bohrungen sind alle zu klein, und PETG nachbohren ist auch nicht so toll,
PLA ging ja noch, und ABS habe ich noch nicht gedruckt.
Gruß,
Michael
Acrylic I3 / Arduino Mega 2560 R3 / RAMPS 1.4 / 12864 LCD mit Wlan-SD Karte / TMC2100 / MK8 m. Bowden / 5mm DDP (PEI) / Tr8x4 / Mosfet 30A / Marlin-1.1.8 / Repetier-Host. / PrusaSlicer-2.3.0
In Planung, Ultimaker-Kinematic mit Kugellagern und 30X30 Profilen
LCD mit Wlan-SD Karte -- Mein I3 u. leise Y-Achse mit Mittelmotor
wersy hat das schon gut erkärt, habe das Teil mal so probeweise ausgedruckt, meine Löcher in diesem Teil sind 1,8mm die sind aber nur mit 20mm/s gedruckt.
Vielleich mal im Slicer unter Speed (Smal Perimeter) den Speed auf 15mm/s setzen, das hat bei mir richtig was gebracht.
Wie wersy schon scheibt, 0,3-0,4mm kleiner ist normal, wenn ich Modelle drucke, probiere ich die Löcher nachzuzeichnen +0,3mm.
Es ist schon manchmal blöd wenn man ein Bausatz nachdruckt und die Bohrungen sind alle zu klein, und PETG nachbohren ist auch nicht so toll,
PLA ging ja noch, und ABS habe ich noch nicht gedruckt.
Gruß,
Michael
Acrylic I3 / Arduino Mega 2560 R3 / RAMPS 1.4 / 12864 LCD mit Wlan-SD Karte / TMC2100 / MK8 m. Bowden / 5mm DDP (PEI) / Tr8x4 / Mosfet 30A / Marlin-1.1.8 / Repetier-Host. / PrusaSlicer-2.3.0
In Planung, Ultimaker-Kinematic mit Kugellagern und 30X30 Profilen
LCD mit Wlan-SD Karte -- Mein I3 u. leise Y-Achse mit Mittelmotor
|
Re: Fragen zu Kalibrierteil 0,5mm Wall 10. September 2017 07:47 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 28 |
Ok, danke auf jeden mal viel gelernt
Ich plane meine Löcher jetzt einfach mal 0.5mm im Durchmesser größer, dann passts so halbwegs, wobei so ganz verstehe ich es immer noch nicht den gesamten Zusammenhang
Gestern zb habe ich eben einen Testteil gedruckt, mit einer 0.7mm dicken Wand (also gezeichnet 0.7mm)
alles gleich gelassen, wenn ich eine Default Layer height mit 0.2: dann ist die Wandstärker 0.85 bis 0.95
dann LAyer Height auf 0.1 (wobei muss sagen den ersten Layer musste ich trotzdem auf 0.25 stellen damits bei mir hielt - aber sollte ja dann egal sein, wenn ich nur oben messe) da bekam ich dann Wandstärken von 0.51 bis 0.61
Ich plane meine Löcher jetzt einfach mal 0.5mm im Durchmesser größer, dann passts so halbwegs, wobei so ganz verstehe ich es immer noch nicht den gesamten Zusammenhang
Gestern zb habe ich eben einen Testteil gedruckt, mit einer 0.7mm dicken Wand (also gezeichnet 0.7mm)
alles gleich gelassen, wenn ich eine Default Layer height mit 0.2: dann ist die Wandstärker 0.85 bis 0.95
dann LAyer Height auf 0.1 (wobei muss sagen den ersten Layer musste ich trotzdem auf 0.25 stellen damits bei mir hielt - aber sollte ja dann egal sein, wenn ich nur oben messe) da bekam ich dann Wandstärken von 0.51 bis 0.61
|
Re: Fragen zu Kalibrierteil 0,5mm Wall 12. September 2017 03:29 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 1.112 |
Gezeichnete Wandstärken müssen immer mindestens die eingestellte oder die doppelte Extrusionsbreite haben.
Bei dir also 0,4 oder 0,8.
Liegt sie dazwischen, berechnet der Slicer unkalkulierbare Ergebnisse.
Deswegen zeichne ich Wände nur dann, wenn es nicht anders geht.
Bei Volumenkörper gibt es mit keinem Slicer Probleme.
Zu den Löchern
Der Zusammenhang sollte langsam klar sein. Ich habe doch Schrumpfen erwähnt.
1-mal bearbeitet. Zuletzt am 12.09.17 03:33.
Konstruktionen: [www.thingiverse.com]
Videos: [www.youtube.com]
Mein Club: [hackerspace-ffm.de]
Drucker:
Wersybot - seit 2012
JGAurora A5
CR10-V2
Bei dir also 0,4 oder 0,8.
Liegt sie dazwischen, berechnet der Slicer unkalkulierbare Ergebnisse.
Deswegen zeichne ich Wände nur dann, wenn es nicht anders geht.
Bei Volumenkörper gibt es mit keinem Slicer Probleme.
Zu den Löchern
Der Zusammenhang sollte langsam klar sein. Ich habe doch Schrumpfen erwähnt.
1-mal bearbeitet. Zuletzt am 12.09.17 03:33.
Konstruktionen: [www.thingiverse.com]
Videos: [www.youtube.com]
Mein Club: [hackerspace-ffm.de]
Drucker:
Wersybot - seit 2012
JGAurora A5
CR10-V2


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.