Oberflächenverbesserung der Druckobjekt-Seitenwände
geschrieben von Alexander_Prusai3
|
Oberflächenverbesserung der Druckobjekt-Seitenwände 11. June 2014 15:46 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 23 |
Liebe Reprap-Gemeinde,
als 3D-Druck-Neuling, der sich im April und Mai einen Prusa i3 gebaut hat, bin ich nun an einen Punkt angelangt, an dem ich dringend auf Eure Hilfe angewiesen bin.
Worum geht es?
Ich habe das Gefühl, dass meine Ausdrucke an allen Objekt-Seitenwänden, trotz geringer Layerhöhe, immer riffelig sind. Ob die Layerhöhe 0,1mm oder 0,05mm beträgt, ich kann keine Verbesserung, d.h. glattere Oberfläche der Seitenwände feststellen.
Hier mal ein Bild der Seitenflächen der Ausdrucke mit 0,1mm Layerhöhe:
Wie sieht mein Setup aus?
Drucker: Prusa i3
Hotend: J-Head MKIV, 1,75mm, 0,3mm
FW: Marlin
Slicer: Cura 14.03
Druckersteuerung: Ramp Control via SD-Karte
Material: 1.75mm PLA 4043D von Reprapsource.com
Testdruck-Objekt: 20mmbox (Link)
Meine Einstellungen in Cura:
Vorarbeiten:
Zunächst habe ich das Druckbett (beheizt, Glasplatte, mit Haarspray beschichtet) nivelliert. Der Abstand zwischen Hotend-Nozzle und Glasplatte beträgt an allen vier Ecken 0,12mm (Blatt Papier) bei Z=0.
E-Steps der Achsen sind mittels mehrmaliger manueller Vermessung und Berechnung in Marlin konfiguriert.
Was habe ich bisher gemacht, um die Wandungsoberflächen zu verbessern?
Ich habe zunächst den tatsächlichen Durchmesser des Filaments ermittelt. Dieser variierte bei ca. 10 Messungen zwischen 1,74 bis 1,82mm. Ich stellte dann in Cura auf 1.80mm.
Im weiteren Verlauf meiner Probedrucke nahm ich mir die Flowrate vor. Diese verringerte ich von 100% auf 95%, ohne Verbesserung der Wandungsoberfläche. Dann habe ich mit der Hotend-Temperatur experimentiert. So machte ich einen Druck mit 200°C, auch dies zeigte keinen Unterschied, die Wandung zeigt nach wie vor eine riffelige Oberfläche – egal ob 0,1mm oder 0,05mm.
Was kann ich machen? Mache ich Denkfehler in den Settings? Wie kann ich das Problem eingrenzen?
Ich freue mich über jeden Hilfreichen Hinweis, Tipp und Hilfestellung.
Vielen Dank
Alexander
als 3D-Druck-Neuling, der sich im April und Mai einen Prusa i3 gebaut hat, bin ich nun an einen Punkt angelangt, an dem ich dringend auf Eure Hilfe angewiesen bin.
Worum geht es?
Ich habe das Gefühl, dass meine Ausdrucke an allen Objekt-Seitenwänden, trotz geringer Layerhöhe, immer riffelig sind. Ob die Layerhöhe 0,1mm oder 0,05mm beträgt, ich kann keine Verbesserung, d.h. glattere Oberfläche der Seitenwände feststellen.
Hier mal ein Bild der Seitenflächen der Ausdrucke mit 0,1mm Layerhöhe:

Wie sieht mein Setup aus?
Drucker: Prusa i3
Hotend: J-Head MKIV, 1,75mm, 0,3mm
FW: Marlin
Slicer: Cura 14.03
Druckersteuerung: Ramp Control via SD-Karte
Material: 1.75mm PLA 4043D von Reprapsource.com
Testdruck-Objekt: 20mmbox (Link)
Meine Einstellungen in Cura:



Vorarbeiten:
Zunächst habe ich das Druckbett (beheizt, Glasplatte, mit Haarspray beschichtet) nivelliert. Der Abstand zwischen Hotend-Nozzle und Glasplatte beträgt an allen vier Ecken 0,12mm (Blatt Papier) bei Z=0.
E-Steps der Achsen sind mittels mehrmaliger manueller Vermessung und Berechnung in Marlin konfiguriert.
Was habe ich bisher gemacht, um die Wandungsoberflächen zu verbessern?
Ich habe zunächst den tatsächlichen Durchmesser des Filaments ermittelt. Dieser variierte bei ca. 10 Messungen zwischen 1,74 bis 1,82mm. Ich stellte dann in Cura auf 1.80mm.
Im weiteren Verlauf meiner Probedrucke nahm ich mir die Flowrate vor. Diese verringerte ich von 100% auf 95%, ohne Verbesserung der Wandungsoberfläche. Dann habe ich mit der Hotend-Temperatur experimentiert. So machte ich einen Druck mit 200°C, auch dies zeigte keinen Unterschied, die Wandung zeigt nach wie vor eine riffelige Oberfläche – egal ob 0,1mm oder 0,05mm.
Was kann ich machen? Mache ich Denkfehler in den Settings? Wie kann ich das Problem eingrenzen?
Ich freue mich über jeden Hilfreichen Hinweis, Tipp und Hilfestellung.
Vielen Dank
Alexander
|
Re: Oberflächenverbesserung der Druckobjekt-Seitenwände 12. June 2014 03:46 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 331 |
Ich hab mal ne Vermutung, weiß aber nicht ob es auch wirklich daran liegen könnte:
Hast du die Riemen gespannt?
Ich könnte mir nämlich vorstellen, dass der Motor immer ein Stückchen Leer läuft und dann erst das Bett/den Extruder mitzieht.
Dadurch dann diese gleichmäßige, geriffelte Oberfläche.
Wenn das der Grund sein sollte kann ich dir diesen Riemenspanner nur wärmstens empfehlen... die gibts aber wie Sand am Meer
Oder Vielleicht haben die Motoren auch Schrittverluste... aber die dann echt regelmäßig
Ich hoffe ich konnte ein wenig helfen
Wulle
Hast du die Riemen gespannt?
Ich könnte mir nämlich vorstellen, dass der Motor immer ein Stückchen Leer läuft und dann erst das Bett/den Extruder mitzieht.
Dadurch dann diese gleichmäßige, geriffelte Oberfläche.
Wenn das der Grund sein sollte kann ich dir diesen Riemenspanner nur wärmstens empfehlen... die gibts aber wie Sand am Meer
Oder Vielleicht haben die Motoren auch Schrittverluste... aber die dann echt regelmäßig
Ich hoffe ich konnte ein wenig helfen
Wulle
|
Re: Oberflächenverbesserung der Druckobjekt-Seitenwände 12. June 2014 03:59 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 841 |
Hallo Alexander,
also erstmal hast du ein retract Problem sonst hättest du da keinen spalt. Bei mir steht die retraction auf 80mm/s weis aber nicht ob das da wirklich eine Verbesserung bringt. Wenn du kein Bowdensetup hast dann kannst du auch mit weniger retract arbeiten.
Ich geh außerdem davon aus das du mit der flowrate einen zu geringen Durchfluss hast. Du hast beide Faktoren in Richtung weniger Fluss verändert.
Ich würde dort alles bei normal lassen bis du den kalibrirungsdruck für die wallthickness gemacht hast.
0.05 ist schon sehr dünn, 2/3 von Nozzeldurchmesser ist normalerweise ein guter Startwert, wenn das gut klappt kann man sich runterarbeiten.
Meine Vermutung liegt eher auf der mechanischen Seite, überprüfe mal ob alle pullys fest auf den Achsen sitzen und alles was dazu führen könnte das die Achsen leicht durchrutschen.
Dazu könntest du einen Punkt anfahren dann ein bisschen hin und her und dann diesen punkt wieder anfahren, der Punkt muss reproduzierbar sein, sonst stimmt was mit der Mechanik nicht.
Gruß Kevin
Ps einen Punkt kannst du im host mit G1 Z? X? Y? F???? ; Die Feedrate F kannst du auch weglassen (Geschwindigkeit)
also erstmal hast du ein retract Problem sonst hättest du da keinen spalt. Bei mir steht die retraction auf 80mm/s weis aber nicht ob das da wirklich eine Verbesserung bringt. Wenn du kein Bowdensetup hast dann kannst du auch mit weniger retract arbeiten.
Ich geh außerdem davon aus das du mit der flowrate einen zu geringen Durchfluss hast. Du hast beide Faktoren in Richtung weniger Fluss verändert.
Ich würde dort alles bei normal lassen bis du den kalibrirungsdruck für die wallthickness gemacht hast.
0.05 ist schon sehr dünn, 2/3 von Nozzeldurchmesser ist normalerweise ein guter Startwert, wenn das gut klappt kann man sich runterarbeiten.
Meine Vermutung liegt eher auf der mechanischen Seite, überprüfe mal ob alle pullys fest auf den Achsen sitzen und alles was dazu führen könnte das die Achsen leicht durchrutschen.
Dazu könntest du einen Punkt anfahren dann ein bisschen hin und her und dann diesen punkt wieder anfahren, der Punkt muss reproduzierbar sein, sonst stimmt was mit der Mechanik nicht.
Gruß Kevin
Ps einen Punkt kannst du im host mit G1 Z? X? Y? F???? ; Die Feedrate F kannst du auch weglassen (Geschwindigkeit)
|
Re: Oberflächenverbesserung der Druckobjekt-Seitenwände 12. June 2014 04:08 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 575 |
|
Re: Oberflächenverbesserung der Druckobjekt-Seitenwände 12. June 2014 04:36 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 3.969 |
oin moin aus HU.
Diese Wellen sind sehr regelmässig.Kann es sein, das der Z-Pulley eiert, also nicht mittig befestigt ist. Das kann passieren, wenn die Bohrung größer ist als die Gewindestange. Dann sind die Höhenschritte auch unterschiedlich. Je kleiner die Layerhöhe, um so größer der Effekt.
Gruß
Frithjof
Liebe Grüße aus Kaltenkirchen.
Frithjof
Meine Seite
[www.facebook.com]
Diese Wellen sind sehr regelmässig.Kann es sein, das der Z-Pulley eiert, also nicht mittig befestigt ist. Das kann passieren, wenn die Bohrung größer ist als die Gewindestange. Dann sind die Höhenschritte auch unterschiedlich. Je kleiner die Layerhöhe, um so größer der Effekt.
Gruß
Frithjof
Liebe Grüße aus Kaltenkirchen.
Frithjof
Meine Seite
[www.facebook.com]
|
Re: Oberflächenverbesserung der Druckobjekt-Seitenwände 12. June 2014 04:49 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 23 |
Hallo in die Runde!
Zunächst einmal herzlichen Dank für Eure Anregungen und Tipps.
Einige Dinge kann ich schon einmal beantworten:
Der Antriebsriemen der Y-Achse ist mit einem Riemenspanner gespannt. Der Riemen der X-Achse jedoch nicht. Dazu wollte ich ein Riemenspanner nachträglich einbauen.
Gibt es ein Referenzmaß, wie stark die Riemens zu spannen sind?
Die Z-Achse habe ich mir näher angesehen. Auf den ersten Blick kann ich nicht wirklich erkennen, ob die Gewindestangen unrund angetrieben werden, bzw. ob die Metallkuppler einen schlechten Rundlauf haben - optisch kann ich da nix feststellen. Werde das aber mit einer Messuhr heute mal prüfen.
Im ersten Posting hatte ich vergessen zu erwähnen, dass die Rillen an allen Seitenwänden mehr oder weniger gleichmäßig auftreten - das würde ja dafür sprechen, dass es tatsächlich etwas mit der Z-Achse zu tun hat- sofern die auftretenden Rillen nicht ihre Ursache in einer völlig falschen Slicer-Konfiguration haben.
Interesant ist für mich, dass ich einen einzigen Druck hatte, bei dem die Seitenwände nahezu glatt waren, sich jedoch an den oberen Ecken starke Verformungen zeigten.
Diese glatten Seitenoberflächen konnte ich aber bisher nicht wieder reproduzieren. Ich versuche mal ein Foto vom Druckobjekt zu finden und werde es dann hier nochmal posten.
Soweit zunächst von mir.
Alexander
Zunächst einmal herzlichen Dank für Eure Anregungen und Tipps.
Einige Dinge kann ich schon einmal beantworten:
Der Antriebsriemen der Y-Achse ist mit einem Riemenspanner gespannt. Der Riemen der X-Achse jedoch nicht. Dazu wollte ich ein Riemenspanner nachträglich einbauen.
Gibt es ein Referenzmaß, wie stark die Riemens zu spannen sind?
Die Z-Achse habe ich mir näher angesehen. Auf den ersten Blick kann ich nicht wirklich erkennen, ob die Gewindestangen unrund angetrieben werden, bzw. ob die Metallkuppler einen schlechten Rundlauf haben - optisch kann ich da nix feststellen. Werde das aber mit einer Messuhr heute mal prüfen.
Im ersten Posting hatte ich vergessen zu erwähnen, dass die Rillen an allen Seitenwänden mehr oder weniger gleichmäßig auftreten - das würde ja dafür sprechen, dass es tatsächlich etwas mit der Z-Achse zu tun hat- sofern die auftretenden Rillen nicht ihre Ursache in einer völlig falschen Slicer-Konfiguration haben.
Interesant ist für mich, dass ich einen einzigen Druck hatte, bei dem die Seitenwände nahezu glatt waren, sich jedoch an den oberen Ecken starke Verformungen zeigten.
Diese glatten Seitenoberflächen konnte ich aber bisher nicht wieder reproduzieren. Ich versuche mal ein Foto vom Druckobjekt zu finden und werde es dann hier nochmal posten.
Soweit zunächst von mir.
Alexander
|
Re: Oberflächenverbesserung der Druckobjekt-Seitenwände 12. June 2014 05:04 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 31 |
|
Re: Oberflächenverbesserung der Druckobjekt-Seitenwände 12. June 2014 07:01 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 3.969 |
Moin moin aus HU.
Du hast eine Layerhöhe von 0,1mm eingestellt. Versuche es doch einmal mit 0,5mm. Wenn Du 6mm Gewindestangen hast, hbent die eine Steigung von 1mm und der Fehler sollte bei einem Unrundlaufen dann jedes 2. Mal auftreten. Was Du da ausdruckst, ist das ein Testobjekt mit 0,5mm Wandstärke?
Gruß
Fritghjof
Liebe Grüße aus Kaltenkirchen.
Frithjof
Meine Seite
[www.facebook.com]
Du hast eine Layerhöhe von 0,1mm eingestellt. Versuche es doch einmal mit 0,5mm. Wenn Du 6mm Gewindestangen hast, hbent die eine Steigung von 1mm und der Fehler sollte bei einem Unrundlaufen dann jedes 2. Mal auftreten. Was Du da ausdruckst, ist das ein Testobjekt mit 0,5mm Wandstärke?
Gruß
Fritghjof
Liebe Grüße aus Kaltenkirchen.
Frithjof
Meine Seite
[www.facebook.com]
|
Re: Oberflächenverbesserung der Druckobjekt-Seitenwände 12. June 2014 08:30 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 43 |
Auch ich hatte bei meinem Prusa I3 das identische Problem (Z-Axis Wobbling). Eytec hat es ja schon geschrieben: Das Muster hat den gleichen Abstand wie die Gewindesteigung der Z-Achsen. Beim original I3 ist das M5, also 0,8mm. Halte mal Deinen Ausdruck neben die Gewindestange, dann siehst Du es am schnellsten. Eigentlich sollte der Z-Schlitten durch die Führungsstangen geführt werden und durch die Gewindestangen nur angehoben werden. Das funktioniert nicht mehr, wenn die Gewindestangen krumm sind oder die Verbindung zwischen Z-Achse und Motor nicht gerade ist. Dann drückt die Gewindestange den Schlitten nicht nur nach oben, sondern auch leicht seitlich. Ich habe bei mir folgende Änderungen eingebaut, die das Problem nun gelöst haben:
- Z-Achse von M5 auf M8 geändert. Alleine durch diese Änderung kann es jedoch sogar noch schlimmer werden, da diese Gewindestangen weniger nachgeben.
- Flexible Z-Kupplungen eingebaut zwischen Motor und Gewindestange. Bei meinen gedruckten Couplern eierte die Gewindestange immer ein wenig. Ich habe meine für 1,40€ in China bestellt.
- Die Muttern, die die Z-Achse nach oben drücken habe ich so montiert, dass sie sich seitlich unter dem Kunststoffteil hin und her bewegen können, ohne die Bewegung in X- und Y-Richtung zu übertragen. Das war die grösste Verbesserung.
- Zusätzlich habe ich die Gewindestangen an der Oberseite durch Kugellager geführt (nicht so entscheidend).
- Bei meinem I3 waren die Halter der Z-Motoren nicht exakt rechtwinklig. Diese habe ich durch verstärkte Halter (Thingiverse) ersetzt.
Gruss
Thomas
- Z-Achse von M5 auf M8 geändert. Alleine durch diese Änderung kann es jedoch sogar noch schlimmer werden, da diese Gewindestangen weniger nachgeben.
- Flexible Z-Kupplungen eingebaut zwischen Motor und Gewindestange. Bei meinen gedruckten Couplern eierte die Gewindestange immer ein wenig. Ich habe meine für 1,40€ in China bestellt.
- Die Muttern, die die Z-Achse nach oben drücken habe ich so montiert, dass sie sich seitlich unter dem Kunststoffteil hin und her bewegen können, ohne die Bewegung in X- und Y-Richtung zu übertragen. Das war die grösste Verbesserung.
- Zusätzlich habe ich die Gewindestangen an der Oberseite durch Kugellager geführt (nicht so entscheidend).
- Bei meinem I3 waren die Halter der Z-Motoren nicht exakt rechtwinklig. Diese habe ich durch verstärkte Halter (Thingiverse) ersetzt.
Gruss
Thomas
|
Re: Oberflächenverbesserung der Druckobjekt-Seitenwände 12. June 2014 10:02 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 23 |
Hallo zusammen,
vielen Dank für Eure weiteren Hinweise. Das mit den Gewindestangen schaue ich mir heute auf jeden Fall an. Als Kuppler verwende ich keine gedruckten Modelle oder Schläuche, die mit Kabelbinder befestigt sind, sondern flexilbe aus Metall.
Die Gewindestangen sind M5, die in entsprechenden Muttern den X-Schlitten montiert sind.
@Fridi: Wandstärke ist 0,9mm, nicht 0,5mm
Danke und VG
Alexander
vielen Dank für Eure weiteren Hinweise. Das mit den Gewindestangen schaue ich mir heute auf jeden Fall an. Als Kuppler verwende ich keine gedruckten Modelle oder Schläuche, die mit Kabelbinder befestigt sind, sondern flexilbe aus Metall.
Die Gewindestangen sind M5, die in entsprechenden Muttern den X-Schlitten montiert sind.
@Fridi: Wandstärke ist 0,9mm, nicht 0,5mm
Danke und VG
Alexander
|
Re: Oberflächenverbesserung der Druckobjekt-Seitenwände 12. June 2014 10:13 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 23 |
Ich habe gerade diese LösungFührung für Muttern der Gewindestangenfür die Gewindestangen gefunden, hat das hier schon jemand im Einsatz und kann etwas dazu sagen?
Sieht auf den ersten Blick vernünftig aus...
Alexander
Sieht auf den ersten Blick vernünftig aus...
Alexander
|
Re: Oberflächenverbesserung der Druckobjekt-Seitenwände 12. June 2014 10:51 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 43 |
Das wollte ich mir zunächst auch einbauen. Da mein Z-Endschalter an der Führung befestigt ist, hatte ich dafür jedoch keinen Platz mehr. Ausserdem hatte ich bereits auf M8 umgerüstet. Bei mir sitzt die Mutter, die sonst in dem Kunststoffteil sitzt nun drunter. Das Loch durch das Kunststoffteil ist ca. 2mm grösser als die Gewindestange. Wenn die Gewindestange nun um 1mm eiert, überträgt sich dies nicht auf die X/Y Richtung, sondern die Mutter rutscht unter dem Kunststoff hin und her. Ich vermute, dass ist genau dass, was auch das Thingiverse-Teil macht.
|
Re: Oberflächenverbesserung der Druckobjekt-Seitenwände 12. June 2014 11:28 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 23 |
|
Re: Oberflächenverbesserung der Druckobjekt-Seitenwände 12. June 2014 11:46 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 360 |
Hallo,
also bei den beiden Prusa i3 die ich hier gerade für Kunden aufbaue ist seitlich jeweils eine 8mm Achse zu Führung. Da kann die Gewindestange beim besten willen keine Seitliche bewegung verursachen.
Ich vermute eher das der Riemen der Y oder Y Achse nicht gepannt ist oder etwas anderes die Wiederhohlgenauigkeit beeinflußt.
Ich würde mal eine Singlewall drucken und schauen was dabei raus kommt.
mfg,
Rickenharp
also bei den beiden Prusa i3 die ich hier gerade für Kunden aufbaue ist seitlich jeweils eine 8mm Achse zu Führung. Da kann die Gewindestange beim besten willen keine Seitliche bewegung verursachen.
Ich vermute eher das der Riemen der Y oder Y Achse nicht gepannt ist oder etwas anderes die Wiederhohlgenauigkeit beeinflußt.
Ich würde mal eine Singlewall drucken und schauen was dabei raus kommt.
mfg,
Rickenharp
|
Re: Oberflächenverbesserung der Druckobjekt-Seitenwände 12. June 2014 12:41 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 43 |
Ja, die Mutter würde sich mitdrehen. Allerdings stösst sie nach wenigen Grad gegen den Kunststoff des X-Achsen-Halters. Solange sich die Z-Achse immer nach oben dreht ist dies kein Problem. Erst wenn der Retract so engestellt ist, dass dabei auch die Z-Achse kurz angehoben wird, ergibt sich ein kleiner Fehler. Wenn die Z-Achse nach unten bewegt wird, stosst nämlich die andere Kante der Mutter an den X-Achsen-Halter. Der Höhenfehler beträgt bei einem Winkelfehler von 2°: 1mm*2°/360°=5um. Die fallen jedoch nicht auf. Ich möchte Dich aber nicht von meiner Konstruktion überzeugen. Im Gegenteil, ich vermute, dass das Thingiverse-Teil für Dich die bessere Lösung ist.
@Rickenharp:
Doch dass kann sie. Beim schnellen verfahren der Z-Achse konnte ich dies mit bloßem Auge beobachten. Wir reden hier ja nicht über einige mm, sondern über 100...200um. So steif ist die Führung nicht, dass sie gar nicht nachgibt. Besonders wenn der Motor etwas schief sitzt. Da treten schon gewisse Querkräfte auf.
Gegen die Riemen spricht, dass das Problem (bei mir) in alle Richtungen gleich stark auftrat. Das konnte ich mir nur dadurch erklären, dass die Z-Achse eine ungewollte Kreisbewegung macht. Auch dass die Höhe der Rauhigkeit genau der Gewindesteigung entsprach war für mich ein Hinweis. Aber ich stimme Dir zu, dass auch die Riemenspannung überprüft werden sollte.
@Rickenharp:
Doch dass kann sie. Beim schnellen verfahren der Z-Achse konnte ich dies mit bloßem Auge beobachten. Wir reden hier ja nicht über einige mm, sondern über 100...200um. So steif ist die Führung nicht, dass sie gar nicht nachgibt. Besonders wenn der Motor etwas schief sitzt. Da treten schon gewisse Querkräfte auf.
Gegen die Riemen spricht, dass das Problem (bei mir) in alle Richtungen gleich stark auftrat. Das konnte ich mir nur dadurch erklären, dass die Z-Achse eine ungewollte Kreisbewegung macht. Auch dass die Höhe der Rauhigkeit genau der Gewindesteigung entsprach war für mich ein Hinweis. Aber ich stimme Dir zu, dass auch die Riemenspannung überprüft werden sollte.
|
Re: Oberflächenverbesserung der Druckobjekt-Seitenwände 12. June 2014 15:54 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 23 |
Guten Abend!
Wie erwähnt, hier mal das Foto des Probedrucks, bei dem die Seitenwände von der Oberfläche her wesentlich besser aussahen, aber ich vermutlich Probleme mit der Kühlung habe.
Was ich noch vergessen hatte zu erwähnen: Ich kühle den PLA-Druck nicht, der Lüfter kühlt lediglich das Hotend.
Hier mal zwei Bilder der Zahnriemen. Wie geschrieben, Y-Achse ist gespannt, X-Achse nicht...
Ist der Riemen der X-Achse zu locker?
VG
Alexander
Wie erwähnt, hier mal das Foto des Probedrucks, bei dem die Seitenwände von der Oberfläche her wesentlich besser aussahen, aber ich vermutlich Probleme mit der Kühlung habe.

Was ich noch vergessen hatte zu erwähnen: Ich kühle den PLA-Druck nicht, der Lüfter kühlt lediglich das Hotend.
Hier mal zwei Bilder der Zahnriemen. Wie geschrieben, Y-Achse ist gespannt, X-Achse nicht...


Ist der Riemen der X-Achse zu locker?
VG
Alexander
|
Re: Oberflächenverbesserung der Druckobjekt-Seitenwände 12. June 2014 16:03 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 23 |
Und weiter geht es, bevor die WM startet...
Ich habe mal den Rundlauf der linken Gewindestange gemessen - sowohl an der Kupplung wie auch an der Gewindestange selbst.
An der Kupplung habe ich folgende Werte gemessen:
Z1= +0,03mm
Z2=+0,03mm
Z3=0,00mm
Z4=0,00mm
Z5=0,03mm
An der linken Gewindestange ist der Rundlauf dramatisch abweichend:
Z0= -0,13mm
Z1= 0,00mm
Z2=-0,10mm
Z3=-0,15mm
Z4=-0,10mm
Z5=0,00mm
Z6=-0,10mm
Nach dem ich nun schon am messen war habe ich mich auch dafür interessiert, ob es an der Führung radiale Verschiebungen in der X-Achse gibt. Dazu habe ich die rechte Führung vermessen, hier die Ergebnisse:
Z0= 0,00mm
Z10=-0,02mm
Z20=0,00mm
Z30=+0,02mm
Z40=+0,04mm
Diese Verschiebung in der X-Achse würden zumindest einen kleinen Beitrag zu den Riffelungen beitragen, oder?
Hier mal einige Bilder des Messaufbaus...
Ich habe mal den Rundlauf der linken Gewindestange gemessen - sowohl an der Kupplung wie auch an der Gewindestange selbst.
An der Kupplung habe ich folgende Werte gemessen:
Z1= +0,03mm
Z2=+0,03mm
Z3=0,00mm
Z4=0,00mm
Z5=0,03mm
An der linken Gewindestange ist der Rundlauf dramatisch abweichend:
Z0= -0,13mm
Z1= 0,00mm
Z2=-0,10mm
Z3=-0,15mm
Z4=-0,10mm
Z5=0,00mm
Z6=-0,10mm
Nach dem ich nun schon am messen war habe ich mich auch dafür interessiert, ob es an der Führung radiale Verschiebungen in der X-Achse gibt. Dazu habe ich die rechte Führung vermessen, hier die Ergebnisse:
Z0= 0,00mm
Z10=-0,02mm
Z20=0,00mm
Z30=+0,02mm
Z40=+0,04mm
Diese Verschiebung in der X-Achse würden zumindest einen kleinen Beitrag zu den Riffelungen beitragen, oder?
Hier mal einige Bilder des Messaufbaus...



|
Re: Oberflächenverbesserung der Druckobjekt-Seitenwände 12. June 2014 17:52 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 23 |
|
Re: Oberflächenverbesserung der Druckobjekt-Seitenwände 12. June 2014 20:01 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 390 |
|
Re: Oberflächenverbesserung der Druckobjekt-Seitenwände 13. June 2014 03:57 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 501 |
Rundlaufmessungen werden Dich nicht viel weiter bringen..
Als erstes empfehle ich ein wenig Lektüre:
- Anleitungen und Hilfetexte zu Slic3R
- Reprap Magazine Issue 1
- im Mechanik Bereich den Wurm zur Z-Trapezgewindespindel
Du beginnst mit Layerhöhe 0,1 und 0,05 mm, die sollte man dann angehen, wenn 0,2 mm perfekt sitzt.
Dein Problem aus dem 1.Post nennt sich z-Ripple, es kann mit Deinen Gewindestangen zusammenhängen, der Quali ist recht bescheiden.
Oder auf Hochdeutsch: beschissen!
Die solltest Du in jedem Falle wechseln.
Mögliche Erklärung, nicht lineare Steigung, eher sinusförmung aufgrund von Fertigungsmängeln.
Der Slicer weiß davon nix und presst auf jede Bahn dieselbe Menge, bei periodisch differierenden Höhen werden die einzelnen Lagen dann periodisch unterschiedlich breit.
Auch wenn Du nicht so richtig magst empfehle ich Dir eine Neuanfertigung des rechten X-Trägers, es gibt da schöne stls mit Spannvorrichtung.
PLA sollte gekühlt werden, beim i3 rework (Magma metal) ist der Lüfter schwenkbar vorgesehen, Extrud bei PLA, Hotend bei ABS.
Nachtrag:
Slic3R Kalibrierung
How low can you go - 50 micron
1-mal bearbeitet. Zuletzt am 13.06.14 04:19.
Als erstes empfehle ich ein wenig Lektüre:
- Anleitungen und Hilfetexte zu Slic3R
- Reprap Magazine Issue 1
- im Mechanik Bereich den Wurm zur Z-Trapezgewindespindel
Du beginnst mit Layerhöhe 0,1 und 0,05 mm, die sollte man dann angehen, wenn 0,2 mm perfekt sitzt.
Dein Problem aus dem 1.Post nennt sich z-Ripple, es kann mit Deinen Gewindestangen zusammenhängen, der Quali ist recht bescheiden.
Oder auf Hochdeutsch: beschissen!
Die solltest Du in jedem Falle wechseln.
Mögliche Erklärung, nicht lineare Steigung, eher sinusförmung aufgrund von Fertigungsmängeln.
Der Slicer weiß davon nix und presst auf jede Bahn dieselbe Menge, bei periodisch differierenden Höhen werden die einzelnen Lagen dann periodisch unterschiedlich breit.
Auch wenn Du nicht so richtig magst empfehle ich Dir eine Neuanfertigung des rechten X-Trägers, es gibt da schöne stls mit Spannvorrichtung.
PLA sollte gekühlt werden, beim i3 rework (Magma metal) ist der Lüfter schwenkbar vorgesehen, Extrud bei PLA, Hotend bei ABS.
Nachtrag:
Slic3R Kalibrierung
How low can you go - 50 micron
1-mal bearbeitet. Zuletzt am 13.06.14 04:19.
|
Re: Oberflächenverbesserung der Druckobjekt-Seitenwände 13. June 2014 08:54 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 23 |
@Bianchifan:
Vielen Dank für Deine Erläuterungen.
Wenn ich dich jetzt richtig verstehe,habe ich eher ein z ribbing als ein z-wobble Problem oder beides?
Warum schlägst Du die Slicr-Doku vor? Ich nutze Cura...
Mit Blick auf den erwähnten Artikel im Reprap-Magazin, Seite 30/31 kann es aber auch an der falschen Layereinstellung im Slicer liegen, oder meintest Du etwas anderes?
Dem Artikel nach müsste ich für eine M5-Gewindestange bei Verwendung eines Steppers mit 200 Schritten eine Layerhöhe einstellen, die mit 4 dividierbar ist. D.h. Bei mir wäre also eine Layerhöhe von 0,128mm oder 0,064mm korrekt!?
Bzgl. der Gewindestangen: Schlägst Du den Wechsel M5 gegen M5 vor oder M5 gegen Trapez-Gewindespindeln? Ich frage, weil Du den Link zur Diskussion über Spindeln in die Diskussion gebracht hast.
Warum schlägst Du zusätzlich noch eine neue X-Träger vor? Ist die Spannung des Zahnriemens der X-Achse auch ein Problem?
Freue mich auf Dein Feedback.
VG
Alexander
3-mal bearbeitet. Zuletzt am 13.06.14 09:57.
Vielen Dank für Deine Erläuterungen.
Wenn ich dich jetzt richtig verstehe,habe ich eher ein z ribbing als ein z-wobble Problem oder beides?
Warum schlägst Du die Slicr-Doku vor? Ich nutze Cura...
Mit Blick auf den erwähnten Artikel im Reprap-Magazin, Seite 30/31 kann es aber auch an der falschen Layereinstellung im Slicer liegen, oder meintest Du etwas anderes?
Dem Artikel nach müsste ich für eine M5-Gewindestange bei Verwendung eines Steppers mit 200 Schritten eine Layerhöhe einstellen, die mit 4 dividierbar ist. D.h. Bei mir wäre also eine Layerhöhe von 0,128mm oder 0,064mm korrekt!?
Bzgl. der Gewindestangen: Schlägst Du den Wechsel M5 gegen M5 vor oder M5 gegen Trapez-Gewindespindeln? Ich frage, weil Du den Link zur Diskussion über Spindeln in die Diskussion gebracht hast.
Warum schlägst Du zusätzlich noch eine neue X-Träger vor? Ist die Spannung des Zahnriemens der X-Achse auch ein Problem?
Freue mich auf Dein Feedback.
VG
Alexander
3-mal bearbeitet. Zuletzt am 13.06.14 09:57.
|
Re: Oberflächenverbesserung der Druckobjekt-Seitenwände 13. June 2014 16:07 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 501 |
Warum schlägst Du die Slicr-Doku vor? Ich nutze Cura...
Weil die erweiterte Duko von hoher Qualität ist, auch die wiki und auch Links zu weiteren privaten Dokuseiten beinhaltet.
Diese Dokus stammen aus der Anfangszeit des Slicers und beschäftigen sich recht vielschichtig mit allgemeinen Slicer Problemstellungen.
Eine Lektüre kann in keinem Fall schaden, und wenn's nur zur persönlichen Reflektion dient.
Die Cura-Doku ist dagegen sehr dürftig, Cura will Denkarbeit abnehmen, engagierte Selbstbauer sind nicht die primäre Zielgruppe.
Dem Artikel nach müsste ich für eine M5-Gewindestange bei Verwendung eines Steppers mit 200 Schritten eine Layerhöhe einstellen, die mit 4 dividierbar ist. D.h. Bei mir wäre also eine Layerhöhe von 0,128mm oder 0,064mm korrekt!?
Das sollte stimmen..
Bzgl. der Gewindestangen: Schlägst Du den Wechsel M5 gegen M5 vor oder M5 gegen Trapez-Gewindespindeln? Ich frage, weil Du den Link zur Diskussion über Spindeln in die Diskussion gebracht hast.
Das musst Du schon selbst entscheiden, auf jeden Fall welche mit gescheitem Geinde
Wenn bei mir alles perfekt läuft, werde ich auf M6 umsatteln.
Warum schlägst Du zusätzlich noch eine neue X-Träger vor? Ist die Spannung des Zahnriemens der X-Achse auch ein Problem?
Über kurz oder lang wirst Du mit so einem Schlabberriemen Probleme bekommen, in die linke Seite gehört genau so eine Spannvorichtung wie aud der Y-Achse vorhanden.
Ohne stramme Riemen wird das nix.
I3/x-Tension(er) bei Thingidingsda fördert haufenweise Links zu Tage.
Weil die erweiterte Duko von hoher Qualität ist, auch die wiki und auch Links zu weiteren privaten Dokuseiten beinhaltet.
Diese Dokus stammen aus der Anfangszeit des Slicers und beschäftigen sich recht vielschichtig mit allgemeinen Slicer Problemstellungen.
Eine Lektüre kann in keinem Fall schaden, und wenn's nur zur persönlichen Reflektion dient.
Die Cura-Doku ist dagegen sehr dürftig, Cura will Denkarbeit abnehmen, engagierte Selbstbauer sind nicht die primäre Zielgruppe.
Dem Artikel nach müsste ich für eine M5-Gewindestange bei Verwendung eines Steppers mit 200 Schritten eine Layerhöhe einstellen, die mit 4 dividierbar ist. D.h. Bei mir wäre also eine Layerhöhe von 0,128mm oder 0,064mm korrekt!?
Das sollte stimmen..
Bzgl. der Gewindestangen: Schlägst Du den Wechsel M5 gegen M5 vor oder M5 gegen Trapez-Gewindespindeln? Ich frage, weil Du den Link zur Diskussion über Spindeln in die Diskussion gebracht hast.
Das musst Du schon selbst entscheiden, auf jeden Fall welche mit gescheitem Geinde
Wenn bei mir alles perfekt läuft, werde ich auf M6 umsatteln.
Warum schlägst Du zusätzlich noch eine neue X-Träger vor? Ist die Spannung des Zahnriemens der X-Achse auch ein Problem?
Über kurz oder lang wirst Du mit so einem Schlabberriemen Probleme bekommen, in die linke Seite gehört genau so eine Spannvorichtung wie aud der Y-Achse vorhanden.
Ohne stramme Riemen wird das nix.
I3/x-Tension(er) bei Thingidingsda fördert haufenweise Links zu Tage.
|
Re: Oberflächenverbesserung der Druckobjekt-Seitenwände 13. June 2014 17:33 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 23 |
Hallo bianchifan,
ok, verstanden.
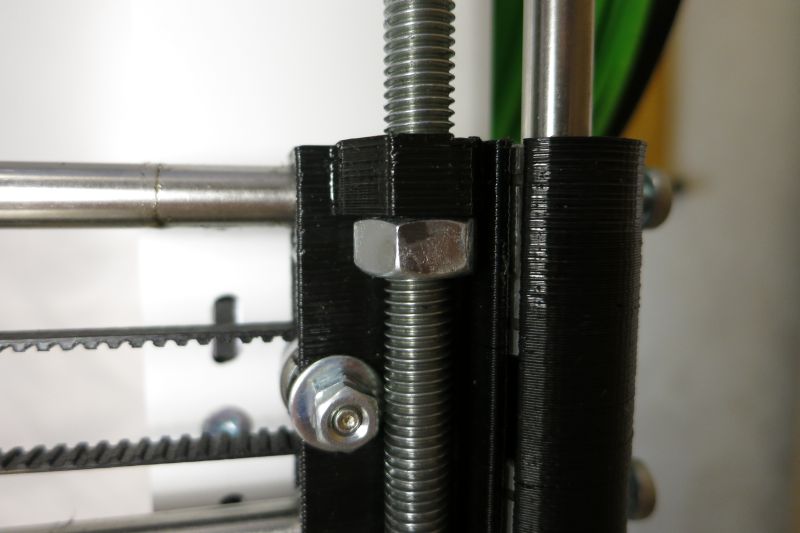
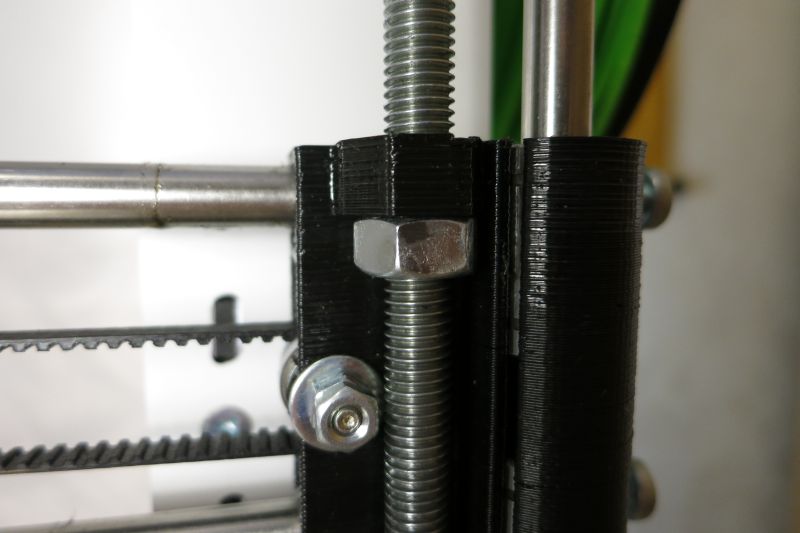
Ich habe jetzt mal einen Riemenspanner montiert und einen erneuten Testdruck, zunächst mit Layerhöhe 0,1mm gemacht. Der Ergebnis ist aber ernüchternd: Keine sichtbare Verbesserung - das ribbing ist unverändert an allen Seitenflächen vorhanden.
Nun werde ich mal mit Layerhöhe 0,128mm drucken. Ich bin gespannt!
Hier mal ein Bild des verwendeten Spanners:
ok, verstanden.
Ich habe jetzt mal einen Riemenspanner montiert und einen erneuten Testdruck, zunächst mit Layerhöhe 0,1mm gemacht. Der Ergebnis ist aber ernüchternd: Keine sichtbare Verbesserung - das ribbing ist unverändert an allen Seitenflächen vorhanden.
Nun werde ich mal mit Layerhöhe 0,128mm drucken. Ich bin gespannt!
Hier mal ein Bild des verwendeten Spanners:

|
Re: Oberflächenverbesserung der Druckobjekt-Seitenwände 13. June 2014 17:45 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.103 |
Das bringt überhaupt nichts. So ziehst du einfach nur die Z-Stangen immer weiter zusammen.
Du musst dir sowas einbauen: [www.thingiverse.com]
Damit wird die Spannkraft auf die X-Stangen gebracht, dann kann man den Riemen ordentlich spannen.
1-mal bearbeitet. Zuletzt am 13.06.14 17:46.
Grüße
Marco
Thingiverse
Du musst dir sowas einbauen: [www.thingiverse.com]
Damit wird die Spannkraft auf die X-Stangen gebracht, dann kann man den Riemen ordentlich spannen.
1-mal bearbeitet. Zuletzt am 13.06.14 17:46.
Grüße
Marco
Thingiverse
|
Re: Oberflächenverbesserung der Druckobjekt-Seitenwände 14. June 2014 04:22 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 2.469 |
reduziere mal die extruderschritte falls es hier nicht schon stand 
folgendes passiert.
Flexible wellenkupplung drückt sich zusammen, dicke schicht, nun entlastung der wellenkupplung.
nächste schicht wieder okay bis es sich wieder anstaut, dann wieder dicke schicht.
wenn es z-achsenprobleme wären dann würde die dicke schicht auf der einen seite eine beule haben und auf der anderen seite reingedrückt sein.
also stimmen entweder deine schritte für z nicht, du stauchst alles oder du drückst zu viel.
ich vermute du drückst zu viel.
oben drauf die schichten als letztes werden wahrscheinlich auch nicht schön glatt sein oder?
Commercium ----> Ramps, RADDS, e3d-Hotends und Filament kauft man hier.. und neu auch Schrauben,Muttern und Unterlegscheiben
Probleme mit dem e3d und bei mir gekauft? Schickt es ein, ich teste es für euch ob es wirklich defekt ist
Print Quality Troubleshooting Guide hier lang..
folgendes passiert.
Flexible wellenkupplung drückt sich zusammen, dicke schicht, nun entlastung der wellenkupplung.
nächste schicht wieder okay bis es sich wieder anstaut, dann wieder dicke schicht.
wenn es z-achsenprobleme wären dann würde die dicke schicht auf der einen seite eine beule haben und auf der anderen seite reingedrückt sein.
also stimmen entweder deine schritte für z nicht, du stauchst alles oder du drückst zu viel.
ich vermute du drückst zu viel.
oben drauf die schichten als letztes werden wahrscheinlich auch nicht schön glatt sein oder?
Commercium ----> Ramps, RADDS, e3d-Hotends und Filament kauft man hier.. und neu auch Schrauben,Muttern und Unterlegscheiben
Probleme mit dem e3d und bei mir gekauft? Schickt es ein, ich teste es für euch ob es wirklich defekt ist
Print Quality Troubleshooting Guide hier lang..
|
Re: Oberflächenverbesserung der Druckobjekt-Seitenwände 14. June 2014 05:21 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 23 |
@loco: Deine Anmerkung verstehe ich nicht: Mit dem Spanner ziehe ich doch keine Führungsstangen zusammen, sondern verändere doch nur die Wegstrecke des oben verlaufenden Teils des Zahnriemens durch das angeklemmte Radiallager...
Der vorgestellte Spanner ist für zöllige Gewindestangen....
1-mal bearbeitet. Zuletzt am 14.06.14 05:22.
Der vorgestellte Spanner ist für zöllige Gewindestangen....
1-mal bearbeitet. Zuletzt am 14.06.14 05:22.
|
Re: Oberflächenverbesserung der Druckobjekt-Seitenwände 14. June 2014 05:27 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 23 |
@Le-Seaw: Interessante Info - die gab es hier noch nicht.
Das erwähnte Drücken und Ziehen an der Wellenkupplung (Du meinst die der beiden Z-Achsen, oder?) leuchtet mir noch nicht ganz ein.
Wenn ich Deine Ausführung richtig interpretiere, liegt es an zuviel extrudiertem Material. Ich hatte daher schon die Flowrate um 5% reduziert, aber auch keinen Unterschied feststellen können.
Wenn ich Deine Erläuterung richtig verstehe, würde doch eine Reduzierung der Extrudersteps das Problem lediglich um ein gewissen Grad im Verhältnis verändern, jedoch nicht zu einer völligen Korrektur führen, oder stehe ich da jetzt auf dem Schlauch?
Anbei mal ein Foto von zwei Probedrucken, um den finalen Layer zu zeigen - der ist aus meiner Sicht glatt und lückenlos, oder?
1-mal bearbeitet. Zuletzt am 14.06.14 05:28.
Das erwähnte Drücken und Ziehen an der Wellenkupplung (Du meinst die der beiden Z-Achsen, oder?) leuchtet mir noch nicht ganz ein.
Wenn ich Deine Ausführung richtig interpretiere, liegt es an zuviel extrudiertem Material. Ich hatte daher schon die Flowrate um 5% reduziert, aber auch keinen Unterschied feststellen können.
Wenn ich Deine Erläuterung richtig verstehe, würde doch eine Reduzierung der Extrudersteps das Problem lediglich um ein gewissen Grad im Verhältnis verändern, jedoch nicht zu einer völligen Korrektur führen, oder stehe ich da jetzt auf dem Schlauch?
Anbei mal ein Foto von zwei Probedrucken, um den finalen Layer zu zeigen - der ist aus meiner Sicht glatt und lückenlos, oder?

1-mal bearbeitet. Zuletzt am 14.06.14 05:28.
|
Re: Oberflächenverbesserung der Druckobjekt-Seitenwände 14. June 2014 05:41 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 360 |
Hallo,
Doch, leider, weil die X Achsen nicht fest in dem Halter der Z Achse sind. Jeden falls bei dem Prusa i3 den ich hier gerade für einen Kunden aufbau kann ich die beiden Z Achsen durch zusammendrücken der beiden Führungshalter verbiegen. Die X Achsen halten dies nicht auf weil die zu lose im Kunststoff drinnen stecken. Ich mache mir schon sorgen wegen des Spannens der Riemen. Die sind aber noch nicht da, habe die ja erst vor 2 Wochen bestellt in China. Dauert wohl noch 2 Wochen bis ich alles zusammen habe um mal einen Prusa i3 zu testen zu können. Vielleicht habe ich aber auch als Metaller zu hohe erwartungen an die Mechanik...
Aber ich hatte ja schon zerbrochene Kunststoffteile bei der anlieferung gehabt. 30% Infill ist absoluter mist...
mfg,
Rickenharp
Quote
Alexander_Prusai3
@loco: Deine Anmerkung verstehe ich nicht: Mit dem Spanner ziehe ich doch keine Führungsstangen zusammen, sondern verändere doch nur die Wegstrecke des oben verlaufenden Teils des Zahnriemens durch das angeklemmte Radiallager...
Doch, leider, weil die X Achsen nicht fest in dem Halter der Z Achse sind. Jeden falls bei dem Prusa i3 den ich hier gerade für einen Kunden aufbau kann ich die beiden Z Achsen durch zusammendrücken der beiden Führungshalter verbiegen. Die X Achsen halten dies nicht auf weil die zu lose im Kunststoff drinnen stecken. Ich mache mir schon sorgen wegen des Spannens der Riemen. Die sind aber noch nicht da, habe die ja erst vor 2 Wochen bestellt in China. Dauert wohl noch 2 Wochen bis ich alles zusammen habe um mal einen Prusa i3 zu testen zu können. Vielleicht habe ich aber auch als Metaller zu hohe erwartungen an die Mechanik...
Aber ich hatte ja schon zerbrochene Kunststoffteile bei der anlieferung gehabt. 30% Infill ist absoluter mist...
mfg,
Rickenharp
|
Re: Oberflächenverbesserung der Druckobjekt-Seitenwände 14. June 2014 05:42 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 2.469 |
doch es löst das komplett
du musst dir vorstellen du drückst zu viel, dann liegt irgendwann die spitze auf dem material und drückt was geht an der seite raus.
dadurch entlastet sich das wieder für die nächsten lagen bis dann wieder der kritische punkt erreicht ist das es wieder zu viel drückt.
wenn du jetzt z.b,filamentdurchmesser 3 mm eingestellt hast dann setze den mal auf 2.9 und vergleiche die teile.
und drucke mal einen singlewallmit dem durchmesser deiner düse
bei 0.35 muss er 0.35 sein z.b.
Commercium ----> Ramps, RADDS, e3d-Hotends und Filament kauft man hier.. und neu auch Schrauben,Muttern und Unterlegscheiben
Probleme mit dem e3d und bei mir gekauft? Schickt es ein, ich teste es für euch ob es wirklich defekt ist
Print Quality Troubleshooting Guide hier lang..
du musst dir vorstellen du drückst zu viel, dann liegt irgendwann die spitze auf dem material und drückt was geht an der seite raus.
dadurch entlastet sich das wieder für die nächsten lagen bis dann wieder der kritische punkt erreicht ist das es wieder zu viel drückt.
wenn du jetzt z.b,filamentdurchmesser 3 mm eingestellt hast dann setze den mal auf 2.9 und vergleiche die teile.
und drucke mal einen singlewallmit dem durchmesser deiner düse
bei 0.35 muss er 0.35 sein z.b.
Commercium ----> Ramps, RADDS, e3d-Hotends und Filament kauft man hier.. und neu auch Schrauben,Muttern und Unterlegscheiben
Probleme mit dem e3d und bei mir gekauft? Schickt es ein, ich teste es für euch ob es wirklich defekt ist
Print Quality Troubleshooting Guide hier lang..
|
Re: Oberflächenverbesserung der Druckobjekt-Seitenwände 14. June 2014 05:59 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 23 |
@Le-Seaw: Ok, dann werde ich mal den Durchmesser des Filaments in Cura reduzieren. ich verwende 1,75mm PLA, hatte aber an unterschiedlichen Stellen gemssen und dabei eine Spanne von 1,74-1,82mm gemessen - nun ist 1,8mm (vorher waren es 1,75mm) eingestellt. Ich dachte, ich können so diese Riffel vermeiden, da meine Annahme war, dass ich zuwenig Material hätte.
Auf was würdest Du für einen Wert gehen?
Wie ist das mit Kühlung des PLA-Druckteils, mein Verständnis ist eigentlich, dass eine Kühlung nicht zwingend nötig ist, oder?
@Rickenharp: Nunja, bei mir haben die beiden X-Führungsstangen in den Aufnahmen kein Spiel - Presspassungen. Daher kann ich beim besten Willen keine Lageveränderung durch den Spanner feststellen - zudem ist das ja auch nur eine verhältismäßig moderate Spannung.
1-mal bearbeitet. Zuletzt am 14.06.14 06:00.
Auf was würdest Du für einen Wert gehen?
Wie ist das mit Kühlung des PLA-Druckteils, mein Verständnis ist eigentlich, dass eine Kühlung nicht zwingend nötig ist, oder?
@Rickenharp: Nunja, bei mir haben die beiden X-Führungsstangen in den Aufnahmen kein Spiel - Presspassungen. Daher kann ich beim besten Willen keine Lageveränderung durch den Spanner feststellen - zudem ist das ja auch nur eine verhältismäßig moderate Spannung.
1-mal bearbeitet. Zuletzt am 14.06.14 06:00.

{kind=link}
{kind=link}
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.