Protos V2
geschrieben von Hermelinn
|
Re: Protos V2 22. August 2014 13:52 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.025 |
Hi Jörg,
hier die ersten Mentelteile aus Dibbond 6mm.
Motorhalter und Wellenlager oben.
Nochmals vielen Dank für Deine Unterstützung. Es hat mir echt viel gebracht.
Ich habe mir beim freundlichen Chineesen HK eine MK2B Heizmatte bestellt.
Da werden dann auch ein paar Fragen offen sein.
Die stelle ich dann am besten in der Rubrik Druck- und Heizbetten.
Liebe Grüße Helmut
hier die ersten Mentelteile aus Dibbond 6mm.


Motorhalter und Wellenlager oben.
Nochmals vielen Dank für Deine Unterstützung. Es hat mir echt viel gebracht.
Ich habe mir beim freundlichen Chineesen HK eine MK2B Heizmatte bestellt.
Da werden dann auch ein paar Fragen offen sein.
Die stelle ich dann am besten in der Rubrik Druck- und Heizbetten.
Liebe Grüße Helmut
|
Re: Protos V2 22. August 2014 14:47 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 857 |
|
Re: Protos V2 22. August 2014 16:54 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.025 |
Hallo Jörg,
Die Kiste soll höchst Verwindungsstabil werden.
Dibbond ist ja fast Kunsstoff.
Schau wie ich spanne.
Keine Opferplatte sondern Opferleisten. Mit den Leisten ist man sehr flexibel.
Verstaut werden die Leisten in einem Köcher, wie die Pfeile bei den Indianers.
Gespannt wird mit 2 U-Profilen. Im Abstand von 2 Nuten gebohrt.
Da geht fast Alles zu Spannen.
Beinahe vergessen. Gefräst wird mit einem 2mm Spiralfräser, Schwalbenschwanz von Sorotec. Einschneider habe ich probiert, geht nicht. Untere Aluschicht wird dann nicht sauber gefräst.
Liebe Grüße
Helmut
2-mal bearbeitet. Zuletzt am 22.08.14 16:59.
Die Kiste soll höchst Verwindungsstabil werden.
Dibbond ist ja fast Kunsstoff.
Schau wie ich spanne.

Keine Opferplatte sondern Opferleisten. Mit den Leisten ist man sehr flexibel.
Verstaut werden die Leisten in einem Köcher, wie die Pfeile bei den Indianers.
Gespannt wird mit 2 U-Profilen. Im Abstand von 2 Nuten gebohrt.
Da geht fast Alles zu Spannen.
Beinahe vergessen. Gefräst wird mit einem 2mm Spiralfräser, Schwalbenschwanz von Sorotec. Einschneider habe ich probiert, geht nicht. Untere Aluschicht wird dann nicht sauber gefräst.
Liebe Grüße
Helmut
2-mal bearbeitet. Zuletzt am 22.08.14 16:59.
|
Re: Protos V2 25. August 2014 05:28 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 857 |
|
Re: Protos V2 29. August 2014 08:43 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 531 |
Hallo zusammen,
ist hier wirklich ein sehr interessantes Thema!
Habe mit Schülern einen PRotos aufgebaut der nach 3 Tagen Bauzeit auch ein erstes Teil (Mutter M10) druckte, was wir eigentlich sehr überrascht hat.
Nun experimentiere ich auch damit herum um die Qualität zu verbessern und ich stelle auch fest, dass es echt sehr interessant ist dem Drucker bei seiner Arbeit zuzusehen. Wenn dann ein Teil fertig ist wird es begutachtet, ein Parameter geändert und dann wieder gedruckt und so weiter.
Dabei vergeht die Zeit wie im Flug!
Inzwischen drucke ich am liebsten Mutter M10
Die sind schnell fertig und durch das Gewinde kann man sehr schön sehen wie scharf die Kanten eigentlich sein müssten und dann nicht sind
Habe mir jetzt mal zwei kleine Lüfterchen an den Extruder angebaut und überlege nun wie der über das CNC-Prog. angesteuert werden kann.
LG
Wolfgang
ist hier wirklich ein sehr interessantes Thema!
Habe mit Schülern einen PRotos aufgebaut der nach 3 Tagen Bauzeit auch ein erstes Teil (Mutter M10) druckte, was wir eigentlich sehr überrascht hat.
Nun experimentiere ich auch damit herum um die Qualität zu verbessern und ich stelle auch fest, dass es echt sehr interessant ist dem Drucker bei seiner Arbeit zuzusehen. Wenn dann ein Teil fertig ist wird es begutachtet, ein Parameter geändert und dann wieder gedruckt und so weiter.
Dabei vergeht die Zeit wie im Flug!
Inzwischen drucke ich am liebsten Mutter M10
Die sind schnell fertig und durch das Gewinde kann man sehr schön sehen wie scharf die Kanten eigentlich sein müssten und dann nicht sind
Habe mir jetzt mal zwei kleine Lüfterchen an den Extruder angebaut und überlege nun wie der über das CNC-Prog. angesteuert werden kann.
LG
Wolfgang
|
Re: Protos V2 29. August 2014 10:09 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 857 |
Ohh noch ein süchtiger, Wolfgang herzlich Willkommen hier!
Der/die Lüfter werden über die Klemmen am Ausgang D9 am Ramps gesteuert, die Parameter dafür im Slicer(Cura, Pronterface, Repetier Host mit Slic3r usw.) eingestellt.
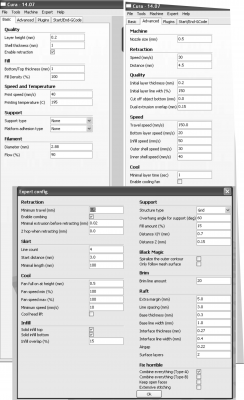
hier mal das Beispiel von Helmut, du findest die Settings unter Expert - Expert Settings. Mit dem Tap Plugin (Experten Ansicht), kann man dann noch mit Tweak Z für entsprechende Layer/Höhen, einen anderen Wert einstellen. Auch sollte Advanced Tab Cool Fan ein Haken drin sein.
Grüße Jörg
3-mal bearbeitet. Zuletzt am 29.08.14 10:19.
Der/die Lüfter werden über die Klemmen am Ausgang D9 am Ramps gesteuert, die Parameter dafür im Slicer(Cura, Pronterface, Repetier Host mit Slic3r usw.) eingestellt.
hier mal das Beispiel von Helmut, du findest die Settings unter Expert - Expert Settings. Mit dem Tap Plugin (Experten Ansicht), kann man dann noch mit Tweak Z für entsprechende Layer/Höhen, einen anderen Wert einstellen. Auch sollte Advanced Tab Cool Fan ein Haken drin sein.
Grüße Jörg
3-mal bearbeitet. Zuletzt am 29.08.14 10:19.
|
Re: Protos V2 29. August 2014 10:59 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 531 |
Ok, das sind dann die Befehle M106 und M107 die ich auch im CNC-Prog. finde.
Da ich Cura aus Repetier heraus starte sieht es so aus als ob da die Experteneinstellungen fehlen.
Ich klemme das Lüfterchen gleich mal an und drucke mir noch eine Mutter.
Habe da noch eine andere Frage an die Profis.
Wie kann ich eine Datei aus Repetier auf die SD-Karte hochladen???
Gebe ich beim Namen keine Endung an dann wird die Datei auf die Karte geladen, wird dann jedoch nicht gefunden.
Gebe ich die Endung *.gcode beim Namen mit an dann wird nichts hochgeladen.
Gebe ich die Endung *.GCODE an dann startet der Drucker ohne hochzuladen mit einem Druck.
Es kann doch nicht so ein Problem sein eine Datei auf eine SD-Karte zu bekommen.
LG
Wolfgang
Da ich Cura aus Repetier heraus starte sieht es so aus als ob da die Experteneinstellungen fehlen.
Ich klemme das Lüfterchen gleich mal an und drucke mir noch eine Mutter.
Habe da noch eine andere Frage an die Profis.
Wie kann ich eine Datei aus Repetier auf die SD-Karte hochladen???
Gebe ich beim Namen keine Endung an dann wird die Datei auf die Karte geladen, wird dann jedoch nicht gefunden.
Gebe ich die Endung *.gcode beim Namen mit an dann wird nichts hochgeladen.
Gebe ich die Endung *.GCODE an dann startet der Drucker ohne hochzuladen mit einem Druck.
Es kann doch nicht so ein Problem sein eine Datei auf eine SD-Karte zu bekommen.
LG
Wolfgang
|
Re: Protos V2 29. August 2014 11:23 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 857 |
Ah Ok, also Repetier Host.
Da wird dann in der Tat nur mit der Cura Engine gearbeitet und mit der, der GCode generiert.
Arbeitest du also mit Linux, da war jetzt vor kurzen eine Version mit CuraEngine drin.
Du kannst aber auch Cura installieren und den GCode Exportieren und über RepetierHost hochladen, klar ist nicht in einem Stück.
Andernfalls in der Cura Gui alle Parameter einstellen und dann die config.ini exportieren und sie in dem Pfad der CuraEngine abspeichern.
Zum RepetierHost Dateiproblem kann ich nichts sagen, nutze ich nicht.
Grüße Jörg
Da wird dann in der Tat nur mit der Cura Engine gearbeitet und mit der, der GCode generiert.
Arbeitest du also mit Linux, da war jetzt vor kurzen eine Version mit CuraEngine drin.
Du kannst aber auch Cura installieren und den GCode Exportieren und über RepetierHost hochladen, klar ist nicht in einem Stück.
Andernfalls in der Cura Gui alle Parameter einstellen und dann die config.ini exportieren und sie in dem Pfad der CuraEngine abspeichern.
Zum RepetierHost Dateiproblem kann ich nichts sagen, nutze ich nicht.
Grüße Jörg
|
Re: Protos V2 29. August 2014 13:39 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 531 |
Hallo Jörg,
verwende die Windowsversion von Repetier-Host.
Lüfter sind angebaut und lassen sich wie geplant schalten.
Komisch, dass ich diese Information nicht auch von German RepRap bekommen konnte.
Habe da extra angefragt wie ein Lüfter angesteuert werden kann und bekam dann die Auskunft, dass es in der nächsten Firmware enthalten sein soll???!!!
Komisch, komisch...
Habe jetzt mal eine Schraube M10 gedruckt.
Rotes PLA, Düse 0,5mm, Layerhöhe 0,2mm, 210Grad und 60Grad Bett und mit Kühlung.
Der Schraubenkopf ist eigentlich sehr schön aber die Gewindegänge sind halt abgerundet.
Die Frage ist eigentlich jetzt ob man eine funktionierende Schraube M10 überhaupt mit so einem Billigdrucker herstellen kann?
LG
Wolfgang
verwende die Windowsversion von Repetier-Host.
Lüfter sind angebaut und lassen sich wie geplant schalten.
Komisch, dass ich diese Information nicht auch von German RepRap bekommen konnte.
Habe da extra angefragt wie ein Lüfter angesteuert werden kann und bekam dann die Auskunft, dass es in der nächsten Firmware enthalten sein soll???!!!
Komisch, komisch...
Habe jetzt mal eine Schraube M10 gedruckt.
Rotes PLA, Düse 0,5mm, Layerhöhe 0,2mm, 210Grad und 60Grad Bett und mit Kühlung.
Der Schraubenkopf ist eigentlich sehr schön aber die Gewindegänge sind halt abgerundet.
Die Frage ist eigentlich jetzt ob man eine funktionierende Schraube M10 überhaupt mit so einem Billigdrucker herstellen kann?
LG
Wolfgang
|
Re: Protos V2 29. August 2014 13:52 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.025 |
Hallo Freunde der Kunsstoffschmelze,
@ Jörg
Ich bin schwer am Mendeteile herstellen. Was hältst Du von Kunsstoffgleitlager (IGUS)?
@ Wolfgang
Ich nutze Repetier Host, habe aber kein LCD.
Oben in der Befehlszeile gibt doch die Möglichkeit igendwas mit der SD-Karte anzustellen.
Ich nutze teilweise auch Cura. Ich speicher den G-Code ab und lade Ihn dann in Repetier Host.
Bringt zwar keine Vorteile, aber ich mag die Oberfläche von Repetier Host.
Liebe Grüße Helmut
@ Jörg
Ich bin schwer am Mendeteile herstellen. Was hältst Du von Kunsstoffgleitlager (IGUS)?
@ Wolfgang
Ich nutze Repetier Host, habe aber kein LCD.
Oben in der Befehlszeile gibt doch die Möglichkeit igendwas mit der SD-Karte anzustellen.
Ich nutze teilweise auch Cura. Ich speicher den G-Code ab und lade Ihn dann in Repetier Host.
Bringt zwar keine Vorteile, aber ich mag die Oberfläche von Repetier Host.
Liebe Grüße Helmut
|
Re: Protos V2 29. August 2014 14:02 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.025 |
|
Re: Protos V2 29. August 2014 14:03 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 531 |
Hallöchen,
@Helmut
Die Kunststofflager von IGUS sind aus meiner Sicht nicht geeignet da sie immer etwas Spiel haben.
Werden sie so eingestellt, dass sie kein Spiel haben, hat man mehr Reibung.
Sind zwar sehr billig aber ich würde an der Stelle lieber ein paar Euro mehr ausgeben!
Vielleicht sollte ich mir auch noch einen Mendel aufbauen. Einen Extruder habe ich noch und dann fehlt ja nur etwas Elektronik und die Mechanik.
LG
Wolfgang
@Helmut
Die Kunststofflager von IGUS sind aus meiner Sicht nicht geeignet da sie immer etwas Spiel haben.
Werden sie so eingestellt, dass sie kein Spiel haben, hat man mehr Reibung.
Sind zwar sehr billig aber ich würde an der Stelle lieber ein paar Euro mehr ausgeben!
Vielleicht sollte ich mir auch noch einen Mendel aufbauen. Einen Extruder habe ich noch und dann fehlt ja nur etwas Elektronik und die Mechanik.
LG
Wolfgang
|
Re: Protos V2 29. August 2014 14:07 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 857 |
Hallo Helmut,
ohh schön zu hören!
Igus Gleitlager, da kann ich nichts zu sagen, gibt pro/kontra, was ich so gelesen habe. Teilweise wohl auch schlabrig auf der Welle. Also wenn Linearlager, dann nimm die von GRRF, die sitzen schön stramm, da hab ich auch schon Lehrgeld bezahlt, weil billig und zu schlabrig.
Grüße Jörg
ohh schön zu hören!
Igus Gleitlager, da kann ich nichts zu sagen, gibt pro/kontra, was ich so gelesen habe. Teilweise wohl auch schlabrig auf der Welle. Also wenn Linearlager, dann nimm die von GRRF, die sitzen schön stramm, da hab ich auch schon Lehrgeld bezahlt, weil billig und zu schlabrig.
Grüße Jörg
|
Re: Protos V2 29. August 2014 14:18 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 531 |
Habe mein Filament vor 2 Jahren bei www.2printbeta.de.
Manchmal sehe ich auch beim Drucken, dass das Filament nicht konstant nachfließt. Besonders bei hoher Geschwindigkeit.
Das wird dann vermutlich am Filament liegen?
Beim schwarzen Material kommt es regelmäßig von, dass der Draht zwischen Rolle und Extruder abbricht wenn der Drucker abkühlt und ein paar Stunden steht.
Davon ist zum Glück nicht mehr viel da.
Habe heute auch mal auf rot umgestellt.
Bei welchem Material ABS oder PLA sind eigentlich bessere Ergebnisse bei feinen Drucken zu erwarten oder ist das egal?
LG
Wolfgang
Manchmal sehe ich auch beim Drucken, dass das Filament nicht konstant nachfließt. Besonders bei hoher Geschwindigkeit.
Das wird dann vermutlich am Filament liegen?
Beim schwarzen Material kommt es regelmäßig von, dass der Draht zwischen Rolle und Extruder abbricht wenn der Drucker abkühlt und ein paar Stunden steht.
Davon ist zum Glück nicht mehr viel da.
Habe heute auch mal auf rot umgestellt.
Bei welchem Material ABS oder PLA sind eigentlich bessere Ergebnisse bei feinen Drucken zu erwarten oder ist das egal?
LG
Wolfgang
|
Re: Protos V2 29. August 2014 14:20 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.025 |
Hi,
bei den Wellen habe ich schon mal nicht gespart. Da wird präz. geschliffenes Material verwendet.
Lager mache ich jetzt Metall rein. Ihr habt mich überredet.
Ich habe mal ein paar aus PLA ausgedruckt. Nach dem anpassen auf der Welle machen die gar keinen
so schlechten Eindruck.
Jetzt wird der Drucker aber erst mal Standard aufgebaut. Später kann man immer noch Verschlimmbessern.
@ Wolfgang
Drucke das PLA nicht zu heiß. Glaub mir, 210° und dann 195° ist optimal.
Kauf dir eine Buildtak(googlen) Folie direkt vom Hersteller.
Die von GRRF ist zu teuer.
Kann ich uneingeschränkt empfehlen.
Dann brauchst Du bei PLA überhaupt kein Heizbett. Und bei ABS, behaupten böse Zungen, soll es schon ab ca. 60° funktionieren.
So jetzt muss ich wenig Schwachsinn im TV gucken.
Liebe Grüße Helmut
Schau Dir doch mal meine Ergebnisse weiter oben mal an.
bei den Wellen habe ich schon mal nicht gespart. Da wird präz. geschliffenes Material verwendet.
Lager mache ich jetzt Metall rein. Ihr habt mich überredet.
Ich habe mal ein paar aus PLA ausgedruckt. Nach dem anpassen auf der Welle machen die gar keinen
so schlechten Eindruck.
Jetzt wird der Drucker aber erst mal Standard aufgebaut. Später kann man immer noch Verschlimmbessern.
@ Wolfgang
Drucke das PLA nicht zu heiß. Glaub mir, 210° und dann 195° ist optimal.
Kauf dir eine Buildtak(googlen) Folie direkt vom Hersteller.
Die von GRRF ist zu teuer.
Kann ich uneingeschränkt empfehlen.
Dann brauchst Du bei PLA überhaupt kein Heizbett. Und bei ABS, behaupten böse Zungen, soll es schon ab ca. 60° funktionieren.
So jetzt muss ich wenig Schwachsinn im TV gucken.
Liebe Grüße Helmut
Schau Dir doch mal meine Ergebnisse weiter oben mal an.
|
Re: Protos V2 29. August 2014 14:50 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 531 |
Deine Drucke sehen schon richtig gut aus!
Da kann man nicht meckern und die hast du mit einem PRotos V2 gemacht?
Habe auf meiner Heizplatte noch eine Druckplatte Carbon 0,8mm.
Durch eine Folie auf der Druckplatte ändert sich doch nichts an dem Problem, dass bei hoher Geschwindigkeit manchmal kein Filament aus der Düse kommt!
LG
Wolfgang
Da kann man nicht meckern und die hast du mit einem PRotos V2 gemacht?
Habe auf meiner Heizplatte noch eine Druckplatte Carbon 0,8mm.
Durch eine Folie auf der Druckplatte ändert sich doch nichts an dem Problem, dass bei hoher Geschwindigkeit manchmal kein Filament aus der Düse kommt!
LG
Wolfgang
|
Re: Protos V2 29. August 2014 16:50 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.025 |
Hi Wofgang,
ja mit einem Protos V2 . Gekauft vor ca. 1,5 Monaten. Ich wusste es nicht besser, es gibt Besseres.
Ich habe aber den Protos nach eigenem Ermessen an der Y,Z und XAchse steifer gemacht.
Das Ding wackelt serienmässig wie ein Entenarsch. Haste schon mal eine CNC Fräse gesehen, wo die Achsen wackeln? Ich nicht.
Genauso sollte es bem 3D Drucker sein. Die Druckqualität wird natürlich nicht schlechter.
0,5er Nozzle, 0,2 Layerhöhe
Anständig kalibriert mit Hilfe von Berichten des "Hardwarekiller" und Jörg.
Das mit dem Buldtak war nur eine Empfehlung.
Ich bezeichne mich mal als fortgeschrittener Anfänger.
Da ich nicht auf der Flucht bin, drucke ich durchweg noch mit ca. 40mm/s. Und zwar solange bis ich alle Einstellung im Schlaf kann.
Dann gehts erst an die Geschwindigkeit und höhere Themperaturen.
Es macht kein Sinn, als Anfänger mit den Geschwindigkeiten und den dazugehörigen Themperaturen rumzuspielen.
Man verpeilt sich dabei mit den dazugehörigen anderen Einstellung komplett.
Dünnwände drucken, vermessen und kalibrieren bis es weh tut, sollte erstmal angesagt sein. Natürlich darfs auch mal was Sinnvolleres sein, um zu sehen obs was gebracht hat.
So habe ich das mit Erfolg gemacht, und mache es immer noch so.
Die 0,5er Düse wird solange gequält bis die Grenzen erreicht sind. Das wird aber noch dauern, da geht noch was.
Ich empfehle meine Einstellungen mit Cura, siehe weiter oben, Filementdruchmesser ermitteln, evt. Flow anpassen, Temp. dem Filament anpassen. Drucken, drucken und nochmal drucken.
Solange man das PLA-drucken noch nicht komplett beherrscht, machts keinen Sinn mit ABS zu experimentieren.
Aber jeder wie er will, das soll nur eine kleine Empfehlung von einem Anfänger mit Erfolg sein.
Liebe Grüße und gute Nacht
Helmut
PS
Die M10er Mutter ist nun mal ein nicht sehr grosses Objet. Solltest mal ein Foto einstellen.
Da würde ich sowieso die Geschwindigkeit schon reduzieren, damit die bewegte Masse nicht übersteuert, und der Druck ungenau wird.
Oder fährts mit dem Auto auch mit 160 um die Ecke?? z.B.
1-mal bearbeitet. Zuletzt am 29.08.14 16:53.
ja mit einem Protos V2 . Gekauft vor ca. 1,5 Monaten. Ich wusste es nicht besser, es gibt Besseres.
Ich habe aber den Protos nach eigenem Ermessen an der Y,Z und XAchse steifer gemacht.
Das Ding wackelt serienmässig wie ein Entenarsch. Haste schon mal eine CNC Fräse gesehen, wo die Achsen wackeln? Ich nicht.
Genauso sollte es bem 3D Drucker sein. Die Druckqualität wird natürlich nicht schlechter.
0,5er Nozzle, 0,2 Layerhöhe
Anständig kalibriert mit Hilfe von Berichten des "Hardwarekiller" und Jörg.
Das mit dem Buldtak war nur eine Empfehlung.
Ich bezeichne mich mal als fortgeschrittener Anfänger.
Da ich nicht auf der Flucht bin, drucke ich durchweg noch mit ca. 40mm/s. Und zwar solange bis ich alle Einstellung im Schlaf kann.
Dann gehts erst an die Geschwindigkeit und höhere Themperaturen.
Es macht kein Sinn, als Anfänger mit den Geschwindigkeiten und den dazugehörigen Themperaturen rumzuspielen.
Man verpeilt sich dabei mit den dazugehörigen anderen Einstellung komplett.
Dünnwände drucken, vermessen und kalibrieren bis es weh tut, sollte erstmal angesagt sein. Natürlich darfs auch mal was Sinnvolleres sein, um zu sehen obs was gebracht hat.
So habe ich das mit Erfolg gemacht, und mache es immer noch so.
Die 0,5er Düse wird solange gequält bis die Grenzen erreicht sind. Das wird aber noch dauern, da geht noch was.
Ich empfehle meine Einstellungen mit Cura, siehe weiter oben, Filementdruchmesser ermitteln, evt. Flow anpassen, Temp. dem Filament anpassen. Drucken, drucken und nochmal drucken.
Solange man das PLA-drucken noch nicht komplett beherrscht, machts keinen Sinn mit ABS zu experimentieren.
Aber jeder wie er will, das soll nur eine kleine Empfehlung von einem Anfänger mit Erfolg sein.
Liebe Grüße und gute Nacht
Helmut
PS
Die M10er Mutter ist nun mal ein nicht sehr grosses Objet. Solltest mal ein Foto einstellen.
Da würde ich sowieso die Geschwindigkeit schon reduzieren, damit die bewegte Masse nicht übersteuert, und der Druck ungenau wird.
Oder fährts mit dem Auto auch mit 160 um die Ecke?? z.B.
1-mal bearbeitet. Zuletzt am 29.08.14 16:53.
|
Re: Protos V2 29. August 2014 17:03 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.025 |
Quote
derschutzhund
Hallöchen,
@Helmut
Die Kunststofflager von IGUS sind aus meiner Sicht nicht geeignet da sie immer etwas Spiel haben.
Werden sie so eingestellt, dass sie kein Spiel haben, hat man mehr Reibung.
Sind zwar sehr billig aber ich würde an der Stelle lieber ein paar Euro mehr ausgeben.
Haste die Lager schon mal verbaut? Was haste Du für eine Sorte genommen? Auf welchen Wellen?
Wäre interessant zu wissen.
Metall Linearlager sind billiger zu bekommen.
Gruss Helmut
|
Re: Protos V2 29. August 2014 17:35 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 531 |
@Helmut
Habe vor vielen Jahren mal mit einer Schülergruppe eine absolute BilligCNC-Fräse gebaut. Hatte 300 Euro von der Schulleitung.
Die Lager von Igus haben wir geschenkt bekommen. Kann nicht mehr sagen welche das waren.
Wir haben damit Hartschaum gefräst und auch mal in Plexiglas und Holz.
Schönes Projekt, nicht sehr stabil und nicht auf 0,01mm genau aber für Schule hat es gereicht und die Schüler haben die CNC-Programmierung lernen können.
LG
Wolfgang
Habe vor vielen Jahren mal mit einer Schülergruppe eine absolute BilligCNC-Fräse gebaut. Hatte 300 Euro von der Schulleitung.
Die Lager von Igus haben wir geschenkt bekommen. Kann nicht mehr sagen welche das waren.
Wir haben damit Hartschaum gefräst und auch mal in Plexiglas und Holz.
Schönes Projekt, nicht sehr stabil und nicht auf 0,01mm genau aber für Schule hat es gereicht und die Schüler haben die CNC-Programmierung lernen können.
LG
Wolfgang
|
Re: Protos V2 29. August 2014 18:18 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.025 |
Hi,
IGUS verkauft eigentlich gute Qualität wie man hört.
Vieleicht ist noch einer anwesend, der mehr über die IGUS Gleitlager sagen kann.
Ich werde aber dann doch erstmal Metalllager nehmen, und später, wenn der Kasten läuft, mit meinen
selbstgedrucken experimentieren.
Danke und Gutes Nächtle
Helmut
IGUS verkauft eigentlich gute Qualität wie man hört.
Vieleicht ist noch einer anwesend, der mehr über die IGUS Gleitlager sagen kann.
Ich werde aber dann doch erstmal Metalllager nehmen, und später, wenn der Kasten läuft, mit meinen
selbstgedrucken experimentieren.
Danke und Gutes Nächtle
Helmut
|
Re: Protos V2 30. August 2014 04:42 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 531 |
@Helmut
Sie sind unempfindlich gegen Feuchtigkeit, Säuren und Laugen. Damit gibt es keine Korrosion wie bei Metallen üblich. Sie sind leicht und sehr billig.
Es kommt halt darauf an was man haben will!
Werde gleich mal deine Parameter für Cura austesten und berichte dann wieder.
LG
Wolfgang
Natürlich sind die Lager von IGUS nicht schlecht sonst würden sie nicht in der Industrie eingesetzt aber die Kunststofflager haben andere Vorzüge als Spielfreiheit und Spielfreiheit!Quote
IGUS verkauft eigentlich gute Qualität wie man hört.
Sie sind unempfindlich gegen Feuchtigkeit, Säuren und Laugen. Damit gibt es keine Korrosion wie bei Metallen üblich. Sie sind leicht und sehr billig.
Es kommt halt darauf an was man haben will!
Werde gleich mal deine Parameter für Cura austesten und berichte dann wieder.
LG
Wolfgang
|
Re: Protos V2 30. August 2014 07:47 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 531 |
Erster Testbericht mit den Parametern für Cura von Helmut.
Vorab erst mal die erste Schraube die ich vor ca. 2 Wochen mit dem Drucker gemacht habe
Man kann doch irgendwie erkennen, dass es eigentlich eine Schraube sein soll oder???
Inzwischen waren meine Ergebnisse natürlich auch schon viel besser.
Mit den neuen Parametern habe ich das beste Ergebnis bis jetzt bekommen.
Der Schraubenkopf ist nun schon ganz gut.
Beim Gewinde geht es vielleicht noch besser und ich habe bei dieser zweiten Schraube, die ich mit Helmuts Einstellungen gemacht habe,
beim Gewinde die Geschwindigkeit von Hand auf 50% vermindert wodurch es besser wurde als bei der ersten.
Weiterhin habe ich die Kühlung eingeschaltet.
Die Frage ist, jetzt wie kann man die Qualität beim Gewinde erhöhen?
- Mehr Kühlung geht nicht
-
Hier auch noch mal eine Mutter M10 aus der aktuellen "Produktion"
Vielleicht könnt ihr auch mal eine Schraube M10 drucken und dann das Foto hochladen?
Ich glaube, dass die Schraube ein ideales Testobjekt ist!
Ach so, was mir wieder aufgefallen ist, der Druckstart ist irgendwie komisch.
Bei manchen Bewegungen vor dem eigentlichen Drucken kommt es mir so vor als ob die Geschwindigkeiten zu hoch wären da die Achsen blockieren.
Setze ich sie von Hand ins cnc-Prog. ein dann geht es.
Wie habt ihr das mit der Referenzfahrt der Z-Achse gelöst?
Vielleicht kann ja mal jemand den GCode angeben der als Start in Cura definiert ist?
Habe meinen Referenzschalter zur Sicherheit so eingestellt, dass die Z-Achse danach ungefähr 1,6mm über der Platte steht.
Um das dann beim Drucken auszugleichen setze ich nach der Referenzfahrt mit "G92 Z1.6" die richtige Z-Höhe.
LG
Wolfgang
Vorab erst mal die erste Schraube die ich vor ca. 2 Wochen mit dem Drucker gemacht habe

Man kann doch irgendwie erkennen, dass es eigentlich eine Schraube sein soll oder???
Inzwischen waren meine Ergebnisse natürlich auch schon viel besser.
Mit den neuen Parametern habe ich das beste Ergebnis bis jetzt bekommen.

Der Schraubenkopf ist nun schon ganz gut.
Beim Gewinde geht es vielleicht noch besser und ich habe bei dieser zweiten Schraube, die ich mit Helmuts Einstellungen gemacht habe,
beim Gewinde die Geschwindigkeit von Hand auf 50% vermindert wodurch es besser wurde als bei der ersten.
Weiterhin habe ich die Kühlung eingeschaltet.
Die Frage ist, jetzt wie kann man die Qualität beim Gewinde erhöhen?
- Mehr Kühlung geht nicht
-
Hier auch noch mal eine Mutter M10 aus der aktuellen "Produktion"

Vielleicht könnt ihr auch mal eine Schraube M10 drucken und dann das Foto hochladen?
Ich glaube, dass die Schraube ein ideales Testobjekt ist!
Ach so, was mir wieder aufgefallen ist, der Druckstart ist irgendwie komisch.
Bei manchen Bewegungen vor dem eigentlichen Drucken kommt es mir so vor als ob die Geschwindigkeiten zu hoch wären da die Achsen blockieren.
Setze ich sie von Hand ins cnc-Prog. ein dann geht es.
Wie habt ihr das mit der Referenzfahrt der Z-Achse gelöst?
Vielleicht kann ja mal jemand den GCode angeben der als Start in Cura definiert ist?
Habe meinen Referenzschalter zur Sicherheit so eingestellt, dass die Z-Achse danach ungefähr 1,6mm über der Platte steht.
Um das dann beim Drucken auszugleichen setze ich nach der Referenzfahrt mit "G92 Z1.6" die richtige Z-Höhe.
LG
Wolfgang
|
Re: Protos V2 30. August 2014 12:02 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 857 |
Hallo Wolfgang,
wenn deine Z-Achse Blockiert, ist die Beschleunigung zu hoch eingestell. Stell doch mal deine configuration.h hier als Download ein, dann mehr zum optimieren.
Es gibt für Cura auch eine Start- und End-GCode Seite. Diese Konfiguration exportieren und in deine RepetierHost CuraEngin Pfad ablegen, dann sollte Cura auch so wie die Eigenständige Version slicen.
Ups ich wiederhole mich...
Hier mal ein Bild, links mit Cura im Schnellwaschgang und rechts mit Pronterface/Slic3r in Schönschrift gedruckt. Nicht das ihr meint ich könnte nur mit Cura Drucken
Zum Punkt Cura, man kann in Cura auch eine PronterfaceGUI auswählen, diese ist dann beim Abschicken des Druckjobs zum Drucker aktiv. Ich hör immer wieder, das eine Steueroberfäche bei Cura fehlt.
Nee, man kann diese sogar mit eigenen Optionen erweitern, muß nur ein wenig GCode und Grafik einbinden. Mehr im Cura Forum von Ultimaker.
So hier aber nun das Bild, möge das PLA mit Euch sein (0,12mm Layer/o.4er Düse):
Zu der Igus Geschichte, wenn man sich die Spezifikationen anschaut, gibt es eine gewisse Laufdistanz, wo die angegebenen Spezifikationen eingehalten werden. Diese ist gerade beim 3D Drucker doch schnell erreicht, da sind die LM8UU doch langlebiger. Dann hab ich hier mal eine komplette Probe-Achse DryLin® SLW - Spindel-Lineartisch von IGUS hier, zwar cool umgesetzt, allein Loslager/Festlager einstell Funktion. Aber eins muß ich sagen, sie hat etwas Spiel, und wie oben schon angesprochen, wird bei Vorspannen der Lager, leider alles schwergängig. Ich würde sie maximal für eine Z-Achse wo einTisch verfahren wird ala Sparkcube usw. benutzen. Ich hatte auch überlegt, mir die Lager auf die X/Y-Achse zu setzen, aber diese Gründe haben mich dann doch zu den Standard LM8UU greifen lassen.
Loco hier aus dem Forum benutzt selbsgedruckte Lager aus dem IGUS Filament, der kann da mehr zu sagen.
Nylon Filament soll auch sehr gut gehen, das ist aber alles hörensagen.
IGLIDUR Lebensdauer Calculator, da war mit einer Bewegungs-Frequenz von 1800/min und Distanz von 200mm, unter Lebensdauer, keine als geeignet ausgewiesen. Das ist jetzt alles recht theoretisch, IGLIDUR betreibt selber mit seinen Führungen einen 3D-Drucker. Kann jeder mal für sich durchrechnen lassen.
Grüße Jörg
6-mal bearbeitet. Zuletzt am 30.08.14 12:52.
wenn deine Z-Achse Blockiert, ist die Beschleunigung zu hoch eingestell. Stell doch mal deine configuration.h hier als Download ein, dann mehr zum optimieren.
Es gibt für Cura auch eine Start- und End-GCode Seite. Diese Konfiguration exportieren und in deine RepetierHost CuraEngin Pfad ablegen, dann sollte Cura auch so wie die Eigenständige Version slicen.
Ups ich wiederhole mich...
Hier mal ein Bild, links mit Cura im Schnellwaschgang und rechts mit Pronterface/Slic3r in Schönschrift gedruckt. Nicht das ihr meint ich könnte nur mit Cura Drucken
Zum Punkt Cura, man kann in Cura auch eine PronterfaceGUI auswählen, diese ist dann beim Abschicken des Druckjobs zum Drucker aktiv. Ich hör immer wieder, das eine Steueroberfäche bei Cura fehlt.
Nee, man kann diese sogar mit eigenen Optionen erweitern, muß nur ein wenig GCode und Grafik einbinden. Mehr im Cura Forum von Ultimaker.
So hier aber nun das Bild, möge das PLA mit Euch sein (0,12mm Layer/o.4er Düse):

Zu der Igus Geschichte, wenn man sich die Spezifikationen anschaut, gibt es eine gewisse Laufdistanz, wo die angegebenen Spezifikationen eingehalten werden. Diese ist gerade beim 3D Drucker doch schnell erreicht, da sind die LM8UU doch langlebiger. Dann hab ich hier mal eine komplette Probe-Achse DryLin® SLW - Spindel-Lineartisch von IGUS hier, zwar cool umgesetzt, allein Loslager/Festlager einstell Funktion. Aber eins muß ich sagen, sie hat etwas Spiel, und wie oben schon angesprochen, wird bei Vorspannen der Lager, leider alles schwergängig. Ich würde sie maximal für eine Z-Achse wo einTisch verfahren wird ala Sparkcube usw. benutzen. Ich hatte auch überlegt, mir die Lager auf die X/Y-Achse zu setzen, aber diese Gründe haben mich dann doch zu den Standard LM8UU greifen lassen.
Loco hier aus dem Forum benutzt selbsgedruckte Lager aus dem IGUS Filament, der kann da mehr zu sagen.
Nylon Filament soll auch sehr gut gehen, das ist aber alles hörensagen.
IGLIDUR Lebensdauer Calculator, da war mit einer Bewegungs-Frequenz von 1800/min und Distanz von 200mm, unter Lebensdauer, keine als geeignet ausgewiesen. Das ist jetzt alles recht theoretisch, IGLIDUR betreibt selber mit seinen Führungen einen 3D-Drucker. Kann jeder mal für sich durchrechnen lassen.
Grüße Jörg
6-mal bearbeitet. Zuletzt am 30.08.14 12:52.
|
Re: Protos V2 30. August 2014 12:34 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 1.133 |
Quote
derschutzhund
Vielleicht könnt ihr auch mal eine Schraube M10 drucken und dann das Foto hochladen?
Welche STL bzw. SCAD Datei verwendest Du? Auch davon dürfte die Qualität abhängen.
LG, Willy
3D gedruckter Messerschärfer +++ RADDS für den Arduino-Due +++ Meine Drucker
|
Re: Protos V2 30. August 2014 13:12 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 531 |
@Jörg
configuration.h habe ich mal angehängt obwohl ich nicht glaube, dass es damit zusammen hängt.
Es ist die originale Datei ohne Veränderungen und innerhalb des Druckprogramms läuft es auch mit z.B. F9000!
Die Druckqualität auf den Bildern ist ja wirklich absolut genial. Du druckst auch wirklich mit einer Düse 0,5mm?
Das die Ergebnisse mit einer kleineren Düse besser werden dürfte klar sein.
Natürlich weiß ich, dass in Cura / slicr3 die Start und Enddefinitionen für die CNC-Datei eingegeben werden können die dann in das normale
Druckprogramm integriert werden. Damit arbeite ich schon und ohne Änderungen an den Standarteinstellungen könnte ich überhaupt nicht drucken.
Im Augenblick experimentiere ich mit dem externen cura um alle Einstellungen testen zu können.
Die Übertragung der Konfigurationen in Repetier-Host würde ich erst vornehmen wenn die Qualität optimal ist!
Vielleicht kannst du ja auch mal Fotos von deinen Einstellungen von Cura posten?
@willi
Habe dir meine stl mal angehängt. Habe ich von thingiverse, kann die aber nicht wieder finden.
Wäre schön wenn es daran liegen würde, glaube ich aber eigentlich nicht.
LG
Wolfgang
configuration.h habe ich mal angehängt obwohl ich nicht glaube, dass es damit zusammen hängt.
Es ist die originale Datei ohne Veränderungen und innerhalb des Druckprogramms läuft es auch mit z.B. F9000!
Die Druckqualität auf den Bildern ist ja wirklich absolut genial. Du druckst auch wirklich mit einer Düse 0,5mm?
Das die Ergebnisse mit einer kleineren Düse besser werden dürfte klar sein.
Natürlich weiß ich, dass in Cura / slicr3 die Start und Enddefinitionen für die CNC-Datei eingegeben werden können die dann in das normale
Druckprogramm integriert werden. Damit arbeite ich schon und ohne Änderungen an den Standarteinstellungen könnte ich überhaupt nicht drucken.
Im Augenblick experimentiere ich mit dem externen cura um alle Einstellungen testen zu können.
Die Übertragung der Konfigurationen in Repetier-Host würde ich erst vornehmen wenn die Qualität optimal ist!
Vielleicht kannst du ja auch mal Fotos von deinen Einstellungen von Cura posten?
@willi
Habe dir meine stl mal angehängt. Habe ich von thingiverse, kann die aber nicht wieder finden.
Wäre schön wenn es daran liegen würde, glaube ich aber eigentlich nicht.
LG
Wolfgang
|
Re: Protos V2 30. August 2014 15:16 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.025 |
Hi,
mit der Startgeschichte komme ich jetzt nicht mit.
Ich habe Cura 14.07 auf dem Rechner.
Mit dieser Version fährt der Druckkopft sobald er seine Temp. erreicht hat seidenweich auf Position.
Auch wenn ich den G-Code mit Repetier Host starte.
Ich würde versuchen, die Software neu zu installiern, dann müsste die Start und Endprozedur wieder passen.
Du hast doch einen Protos V2, oder?
Ich würde da nicht dauernd rumschustern, sondern von GRRF die alktuelle FW draufnudeln, die Steps kontrolieren und ab geht die Luzi.
Bei meiner Kiste hat das auf Anhieb funktioniert.
Vorrangig ist doch das Druckergebnis, dazu brauchs keine spezielen Spezialeinstellungen.
Alles Standard, Filamentdurchmesser, Masse mit Dünnwänden überprüfen (100 x 20mm) und Multibler einstellen. Fäddisch!
Nicht so schnell und nicht so heiß drucken. Dann klappts auch mitm Nachbarn, ähh Drucker.
Warum tun sich eigentlich soviele weh, mal Alles auf Null zuzückzufahren, neu zu beginnen und das bis jetzt Erlernte einfliessen zu lassen.
Ich für meinen Teil popele nicht lange rum, da ist mir meine, und die Zeit meiner Mitmenschen zu schade. Da wirds neu gemacht. Punkt
Morgen werden lockere Schrauben gedruckt. Und die werden solange gedruckt bis die nicht mehr locker sind. Prost
Gruss
Helmut
PS.
Schullehrer, hier noch ein Tip vom Werbeonkel.
Druck Dir doch mal eine neue FW von GRRF und Deine FW aus.
Vergeiche beide, vieleicht fällt dann bei manchen Dingen der Groschen.
Ich habe das schon so gemacht.
mit der Startgeschichte komme ich jetzt nicht mit.
Ich habe Cura 14.07 auf dem Rechner.
Mit dieser Version fährt der Druckkopft sobald er seine Temp. erreicht hat seidenweich auf Position.
Auch wenn ich den G-Code mit Repetier Host starte.
Ich würde versuchen, die Software neu zu installiern, dann müsste die Start und Endprozedur wieder passen.
Du hast doch einen Protos V2, oder?
Ich würde da nicht dauernd rumschustern, sondern von GRRF die alktuelle FW draufnudeln, die Steps kontrolieren und ab geht die Luzi.
Bei meiner Kiste hat das auf Anhieb funktioniert.
Vorrangig ist doch das Druckergebnis, dazu brauchs keine spezielen Spezialeinstellungen.
Alles Standard, Filamentdurchmesser, Masse mit Dünnwänden überprüfen (100 x 20mm) und Multibler einstellen. Fäddisch!
Nicht so schnell und nicht so heiß drucken. Dann klappts auch mitm Nachbarn, ähh Drucker.
Warum tun sich eigentlich soviele weh, mal Alles auf Null zuzückzufahren, neu zu beginnen und das bis jetzt Erlernte einfliessen zu lassen.
Ich für meinen Teil popele nicht lange rum, da ist mir meine, und die Zeit meiner Mitmenschen zu schade. Da wirds neu gemacht. Punkt
Morgen werden lockere Schrauben gedruckt. Und die werden solange gedruckt bis die nicht mehr locker sind. Prost
Gruss
Helmut
PS.
Schullehrer, hier noch ein Tip vom Werbeonkel.
Druck Dir doch mal eine neue FW von GRRF und Deine FW aus.
Vergeiche beide, vieleicht fällt dann bei manchen Dingen der Groschen.
Ich habe das schon so gemacht.
|
Re: Protos V2 30. August 2014 15:25 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.025 |
Hi Jörg,
danke für die Info bezüglich der Lager.
Ich werde wie schon geschrieben welche aus Metall einbauen. Und es wird erst mal alles auf Standart gelassen.
Experimente erst wenns läuft.
Es bringt nichts wenn schon vorher am Aufbau oder in den Einstellungen rumgepopelt und verschlimmbessert wird.
Stabil und verwindungssteif wird die Kiste. 2 x 3mm Dibond, mit Langzeitepoxi verleimt. Da wackelt nix mehr.
Ich muss mal ein paar Bilder von den Brocken machen.
Wünsche ein schönes Wochenende
Helmut
danke für die Info bezüglich der Lager.
Ich werde wie schon geschrieben welche aus Metall einbauen. Und es wird erst mal alles auf Standart gelassen.
Experimente erst wenns läuft.
Es bringt nichts wenn schon vorher am Aufbau oder in den Einstellungen rumgepopelt und verschlimmbessert wird.
Stabil und verwindungssteif wird die Kiste. 2 x 3mm Dibond, mit Langzeitepoxi verleimt. Da wackelt nix mehr.
Ich muss mal ein paar Bilder von den Brocken machen.
Wünsche ein schönes Wochenende
Helmut
|
Re: Protos V2 30. August 2014 15:27 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 857 |
Hallo Wolfgang,
nee, mit 0.4er und auch 0,12 Layer (1,75mm), also schon mehr in Richtung Fein.
Genau die selben Dateien hab ich auch von Thingiverse.
Wenn du wissen willst wie ich Drucke, lad dir in der Standalone Version die Config, hab sie mal so eingestellt das eine 0,5er Düse drin ist.
Was für Filament hast du denn, ist auf 1,75 er eingestellt, mußt du evtl. noch auf 3er anpassen?!
Rest ist eingestellt wie ich Drucke, um maßhaltige Stücke zu bekommen, schneller geht immer, aber nicht immer Sinnvoll. Ist alles ziemlich default, nur bei diesem Filament (Kiboplast-Silber) muß ich etwas mit der Temp hoch, es neigt doch bei retract zu verstopfen. Bei den anderen Kiboplast Farben Anfangs 220° dann 205°.
Ach ja, die Düsenspitze ist auch ein sehr wichtiger Faktor, sollte nicht zu breit für feine Drucke sein, sind bei mir 1,6 mm, vorher hatte ich 2,5mm das bügelt gut, weicht aber auch mehr bei feinen Drucken die drunter liegenden Layer auf.
Grüße Jörg
1-mal bearbeitet. Zuletzt am 30.08.14 15:45.
nee, mit 0.4er und auch 0,12 Layer (1,75mm), also schon mehr in Richtung Fein.
Genau die selben Dateien hab ich auch von Thingiverse.
Wenn du wissen willst wie ich Drucke, lad dir in der Standalone Version die Config, hab sie mal so eingestellt das eine 0,5er Düse drin ist.
Was für Filament hast du denn, ist auf 1,75 er eingestellt, mußt du evtl. noch auf 3er anpassen?!
Rest ist eingestellt wie ich Drucke, um maßhaltige Stücke zu bekommen, schneller geht immer, aber nicht immer Sinnvoll. Ist alles ziemlich default, nur bei diesem Filament (Kiboplast-Silber) muß ich etwas mit der Temp hoch, es neigt doch bei retract zu verstopfen. Bei den anderen Kiboplast Farben Anfangs 220° dann 205°.
Ach ja, die Düsenspitze ist auch ein sehr wichtiger Faktor, sollte nicht zu breit für feine Drucke sein, sind bei mir 1,6 mm, vorher hatte ich 2,5mm das bügelt gut, weicht aber auch mehr bei feinen Drucken die drunter liegenden Layer auf.
Grüße Jörg
1-mal bearbeitet. Zuletzt am 30.08.14 15:45.
|
Re: Protos V2 30. August 2014 15:44 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 857 |
Quote
Hermelinn
....
Ich würde versuchen, die Software neu zu installiern, dann müsste die Start und Endprozedur wieder passen.
Du hast doch einen Protos V2, oder?
Ich würde da nicht dauernd rumschustern, sondern von GRRF die alktuelle FW draufnudeln, die Steps kontrolieren und ab geht die Luzi.
Bei meiner Kiste hat das auf Anhieb funktioniert.
Vorrangig ist doch das Druckergebnis, dazu brauchs keine spezielen Spezialeinstellungen.
Alles Standard, Filamentdurchmesser, Masse mit Dünnwänden überprüfen (100 x 20mm) und Multibler einstellen. Fäddisch!
Nicht so schnell und nicht so heiß drucken. Dann klappts auch mitm Nachbarn, ähh Drucker.
Warum tun sich eigentlich soviele weh, mal Alles auf Null zuzückzufahren, neu zu beginnen und das bis jetzt Erlernte einfliessen zu lassen.
Ich für meinen Teil popele nicht lange rum, da ist mir meine, und die Zeit meiner Mitmenschen zu schade. Da wirds neu gemacht. Punkt
Morgen werden lockere Schrauben gedruckt. Und die werden solange gedruckt bis die nicht mehr locker sind. Prost
Gruss
Helmut
PS.
Schullehrer, hier noch ein Tip vom Werbeonkel.
Druck Dir doch mal eine neue FW von GRRF und Deine FW aus.
Vergeiche beide, vieleicht fällt dann bei manchen Dingen der Groschen.
Ich habe das schon so gemacht.
Helmut, bin ganz deiner Meinung, genau so kommt man vorwärts!
Frei nach dem Motto " Druckst du schon oder Fräst du noch"

Halt mich/uns mal auf dem Laufenden mit deinem Mendel90, freu mich schon auf Bilder.
Grüße Jörg
|
Re: Protos V2 30. August 2014 15:44 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.025 |
Hi Wolfgang,
ich habe mir mal deine Mutter näher angeschaut.
näher angeschaut.
Du druckst immer noch zu heiss, das ist alles ein Matsch und keine sauberen Layer.
Z Stop habe ich auf ca. 0,2mm (2x80g Papier) und fäddisch. Nix mit Offset und so. Vor was haste Angst?
Ich wiederhole mich bis zum Erbrechen.
Langsam drucken 40mm/s, Outlineperimeter ca . 30mm/s, Boden und Deckel nicht schneller als 40mm/s, und nicht so heiß. PLA 1.Layer 210° damits pappt, und dann 195° in Worten Einhundertfünfundneunzig Grad.
Strafarbeit:
bis Morgen werden 3 astreine Muttern und Schrauben gedruckt sonst ist hier zappe.
So jetzt isses genug.
Gute Nacht
Helmut
ich habe mir mal deine Mutter
näher angeschaut.Du druckst immer noch zu heiss, das ist alles ein Matsch und keine sauberen Layer.
Z Stop habe ich auf ca. 0,2mm (2x80g Papier) und fäddisch. Nix mit Offset und so. Vor was haste Angst?
Ich wiederhole mich bis zum Erbrechen.
Langsam drucken 40mm/s, Outlineperimeter ca . 30mm/s, Boden und Deckel nicht schneller als 40mm/s, und nicht so heiß. PLA 1.Layer 210° damits pappt, und dann 195° in Worten Einhundertfünfundneunzig Grad.
Strafarbeit:
bis Morgen werden 3 astreine Muttern und Schrauben gedruckt sonst ist hier zappe.
So jetzt isses genug.
Gute Nacht
Helmut


In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.