Pulsen am Extrudat
geschrieben von Reparator
|
Pulsen am Extrudat 03. September 2014 19:08 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 62 |
Hallo zusammen,
nach mehreren Stunden vergeblichen Bemühens, wieder einen vernünftigen Druck hinzubekommen, möchte ich Euch um Hilfe und Kommentare bitten.
Zur Vorgeschichte:
Seit über einem Jahr funktioniert mein Ordbot Hadron mit QUBD DirectDrive Extruder problemlos. Ich drucke nur mit 1,75 mm PLA auf einen beheizten, mit Kapton-Tape beschichteten Spiegel. Extrudattemperatur lag immer zwischen 195 und 205 °C (eingestellt). Nach etwas längerem Stillstand habe ich letzte Woche ein neues Projekt begonnen und der Drucker hat die ersten 10 Teile (Größe ca. 100 x 100 x 10 mm^3) klaglos gedruckt.
Dann musste ich das Filament wechseln und bekomme seither kein vernünftiges Druckteil mehr hin. Liegt am Filament, sollte man meinen! Aber auch die anderen Farben an Filament, die bisher klaglos funktionierten, klappen nun auch nicht mehr. Ich bekomme kein vernünftiges Teil mehr raus :-(((.
Das Fehlerbild sieht so aus: Das Extrudat (nicht das Filament!) pulsiert ca. alle 50 - 80 cm für eine Strecke von ca. 10 cm. Dadurch entstehen natürlich Löcher und nicht geschlossene Kurven. Der Fehler korrelliert nicht mit dem Extruder-Zahnrad, wie man vermuten könnte, sondern eher mit dem Temperaturverlauf des Hotends. Es gibt keinen Filamentstau, der Einzug ist ok und ohne sichtbaren Abrieb und scheint zumindest optisch gleichmäßig zu sein. Die Temperatur des Hotends schwankt allerdings um ca. 20 °C. Ist das noch normal oder schon zuviel??
Ich habe daraufhin die Hotendtemperatur auf 225 °C angehoben, was zu einer Schwankung von 215 bis 235 °C geführt hat. Damit wurden die Drucke leicht besser, allerdings pulsiert die austretende Schmelze immer noch. Da die Viskosität des PLA natürlich mit zunehmender Temperatur sinkt, könnte das zum Pulsen führen.
Wie gesagt, es tritt mit allen meinen Filamenten auf, so daß ich diese erst mal ausgeschlossen habe. Auch die Dicke der Filemante habe ich nachgemessen. Diese schwankt nur um +/-0.01 mm.
Wenn es ein Temperaturproblem wäre, was ist die Ursache und wie kann man es eventuell eingrenzen bzw. beheben?
Ist das Problem bekannt?
Ich habe eine Test-stl gedruckt, an der man das Pulsieren sehr schön sehen kann. Ein entsprechendes Foto habe ich momentan noch nicht gemacht, wird aber nachgeliefert!
Da ich hier ziemlich ratlos bin, wäre ich Euch für hilfreiche Kommentare sehr dankbar!
Viele Grüße
Stefan
Mein System:
Ordbot Hadron Pro mit QUBD Direct Drive Extruder, Marlin Firmware
nach mehreren Stunden vergeblichen Bemühens, wieder einen vernünftigen Druck hinzubekommen, möchte ich Euch um Hilfe und Kommentare bitten.
Zur Vorgeschichte:
Seit über einem Jahr funktioniert mein Ordbot Hadron mit QUBD DirectDrive Extruder problemlos. Ich drucke nur mit 1,75 mm PLA auf einen beheizten, mit Kapton-Tape beschichteten Spiegel. Extrudattemperatur lag immer zwischen 195 und 205 °C (eingestellt). Nach etwas längerem Stillstand habe ich letzte Woche ein neues Projekt begonnen und der Drucker hat die ersten 10 Teile (Größe ca. 100 x 100 x 10 mm^3) klaglos gedruckt.
Dann musste ich das Filament wechseln und bekomme seither kein vernünftiges Druckteil mehr hin. Liegt am Filament, sollte man meinen! Aber auch die anderen Farben an Filament, die bisher klaglos funktionierten, klappen nun auch nicht mehr. Ich bekomme kein vernünftiges Teil mehr raus :-(((.
Das Fehlerbild sieht so aus: Das Extrudat (nicht das Filament!) pulsiert ca. alle 50 - 80 cm für eine Strecke von ca. 10 cm. Dadurch entstehen natürlich Löcher und nicht geschlossene Kurven. Der Fehler korrelliert nicht mit dem Extruder-Zahnrad, wie man vermuten könnte, sondern eher mit dem Temperaturverlauf des Hotends. Es gibt keinen Filamentstau, der Einzug ist ok und ohne sichtbaren Abrieb und scheint zumindest optisch gleichmäßig zu sein. Die Temperatur des Hotends schwankt allerdings um ca. 20 °C. Ist das noch normal oder schon zuviel??
Ich habe daraufhin die Hotendtemperatur auf 225 °C angehoben, was zu einer Schwankung von 215 bis 235 °C geführt hat. Damit wurden die Drucke leicht besser, allerdings pulsiert die austretende Schmelze immer noch. Da die Viskosität des PLA natürlich mit zunehmender Temperatur sinkt, könnte das zum Pulsen führen.
Wie gesagt, es tritt mit allen meinen Filamenten auf, so daß ich diese erst mal ausgeschlossen habe. Auch die Dicke der Filemante habe ich nachgemessen. Diese schwankt nur um +/-0.01 mm.
Wenn es ein Temperaturproblem wäre, was ist die Ursache und wie kann man es eventuell eingrenzen bzw. beheben?
Ist das Problem bekannt?
Ich habe eine Test-stl gedruckt, an der man das Pulsieren sehr schön sehen kann. Ein entsprechendes Foto habe ich momentan noch nicht gemacht, wird aber nachgeliefert!
Da ich hier ziemlich ratlos bin, wäre ich Euch für hilfreiche Kommentare sehr dankbar!
Viele Grüße
Stefan
Mein System:
Ordbot Hadron Pro mit QUBD Direct Drive Extruder, Marlin Firmware
|
Re: Pulsen am Extrudat 03. September 2014 23:39 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 254 |
Moin
Bei mir hatte das Filament über Wochen das Förderrad zugepappt. Kontrolliere das Förderrad rundherum ob kein Filamantabrieb in den Rillen des Rades klebt.
Das könnte das Pulsieren verursachen.
Gruss
Niggi
Früher waren es Modell-Helis aber bei meinen Flugkünsten waren die Ersatzteile zu teuer...
Vielleicht werden mit meinem Mendel90 Ersatzteile billiger und besser ;-)
Bei mir hatte das Filament über Wochen das Förderrad zugepappt. Kontrolliere das Förderrad rundherum ob kein Filamantabrieb in den Rillen des Rades klebt.
Das könnte das Pulsieren verursachen.
Gruss
Niggi
Früher waren es Modell-Helis aber bei meinen Flugkünsten waren die Ersatzteile zu teuer...
Vielleicht werden mit meinem Mendel90 Ersatzteile billiger und besser ;-)
|
Re: Pulsen am Extrudat 04. September 2014 03:39 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 215 |
Moin,
20 Grad Schwankung auf dem Hotend sind viel zu viel! Ich hab hier schon gelesen, dass ein bis zwei Grad Schwankung kleine Fehler im Objekt geben.
Stell mal deine PID richtig ein. Dafür machst du über Repetier ein Autotune, hier ein bisschen was zu lesen:
[forums.reprap.org]
Grüße
20 Grad Schwankung auf dem Hotend sind viel zu viel! Ich hab hier schon gelesen, dass ein bis zwei Grad Schwankung kleine Fehler im Objekt geben.
Stell mal deine PID richtig ein. Dafür machst du über Repetier ein Autotune, hier ein bisschen was zu lesen:
[forums.reprap.org]
Grüße
|
Re: Pulsen am Extrudat 04. September 2014 09:29 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 62 |
Hallo!
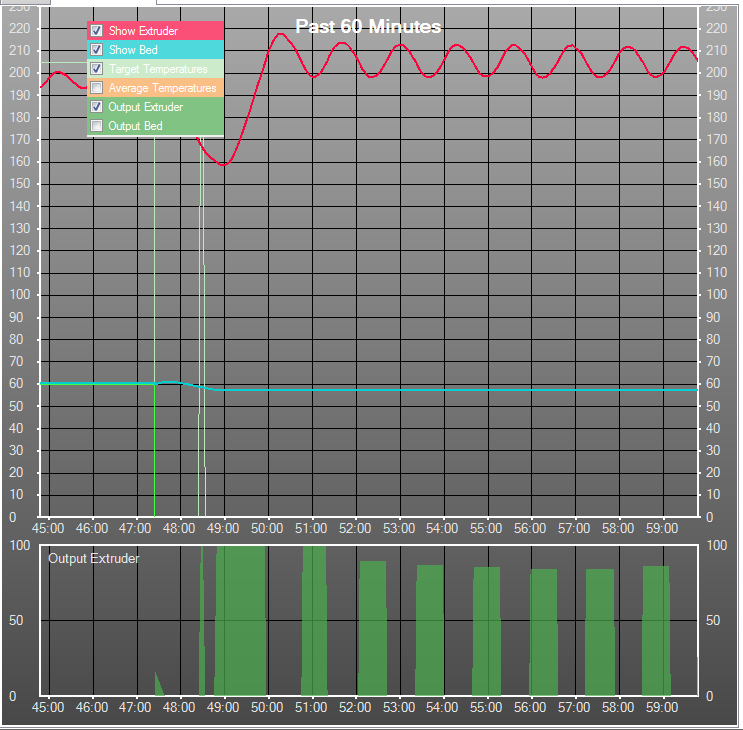
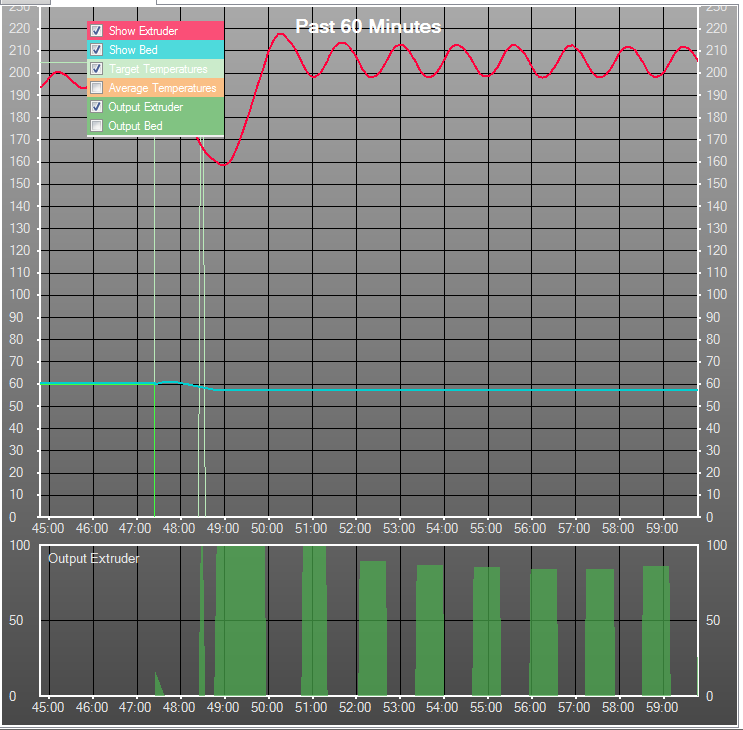
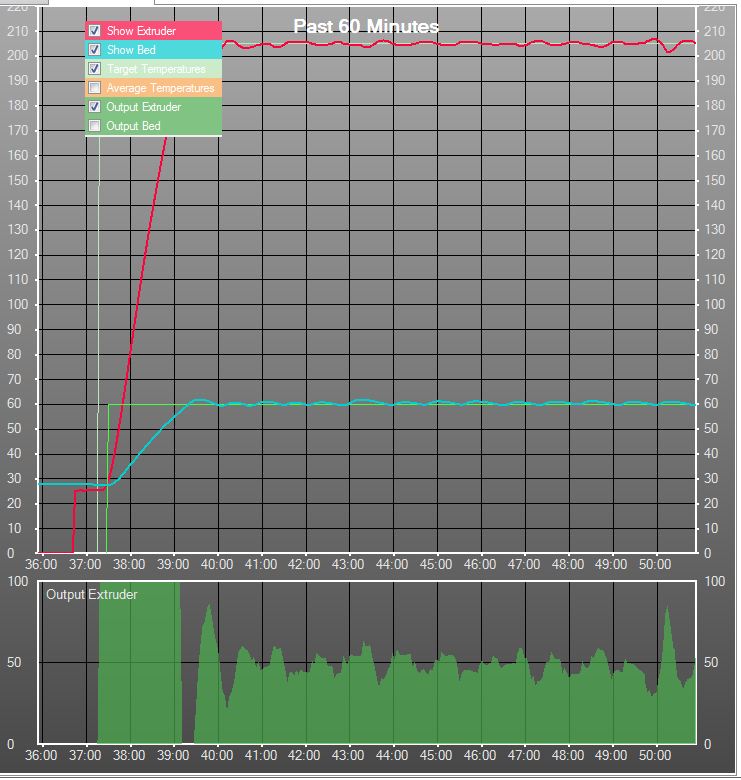
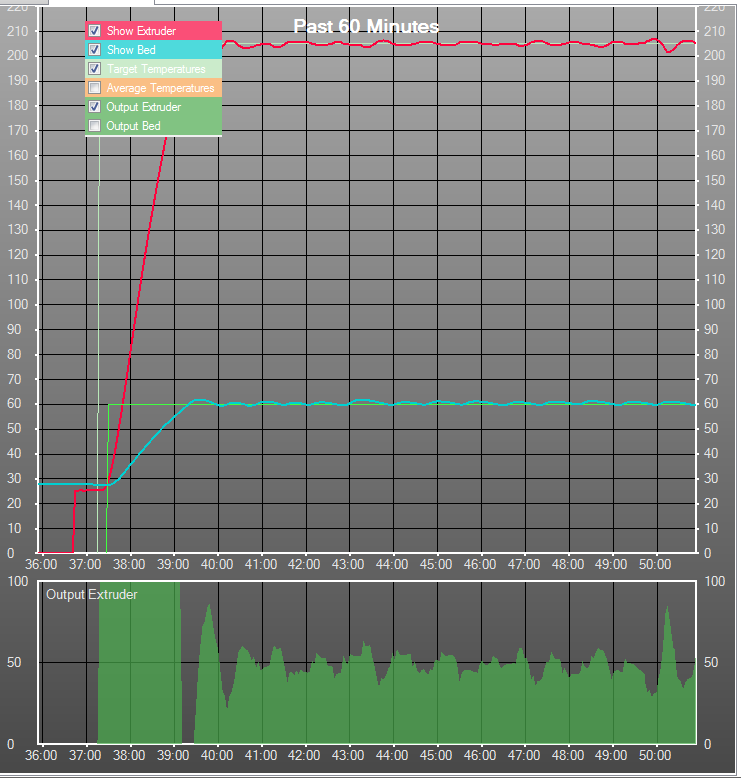
So, Autotune habe ich gemacht und in der Tat schwankt die Temperatur jetzt etwas weniger. Allerdings starten die Drucke jetzt nicht mehr, da die eingestellte Solltemperatur nicht mehr erreicht wird. Trifft übrigens auch zu, wenn ich nur den Extruder manuell heizen will. Siehe beiliegende Graphiken, insbesondere Manuelle Temperatureinstellung 205°C.png.
Was tun?
Autotune lief bei mir auch nicht bis zum Ende durch, d.h. "Autotune finished" kam nicht. Obwohl ich "C10" angegeben hatte, lief der Autotune-Prozeß über eine Stunde und die Werte schwankten hin und her. Man sah aber deutlich, dass das System sich auf eine konstante Maximalabweichung vom Sollwert eingependelt hat.
Kann es sein, dass meine Marlin Version V1 Autotune nicht richtig unterstützt?
Da ich ein fertig konfiguriertes Printrboard habe, habe ich die Firmware nicht selbst aufgespielt, müsste also bei einem Update alles from Scratch konfigurieren.
So, Autotune habe ich gemacht und in der Tat schwankt die Temperatur jetzt etwas weniger. Allerdings starten die Drucke jetzt nicht mehr, da die eingestellte Solltemperatur nicht mehr erreicht wird. Trifft übrigens auch zu, wenn ich nur den Extruder manuell heizen will. Siehe beiliegende Graphiken, insbesondere Manuelle Temperatureinstellung 205°C.png.
Was tun?
Autotune lief bei mir auch nicht bis zum Ende durch, d.h. "Autotune finished" kam nicht. Obwohl ich "C10" angegeben hatte, lief der Autotune-Prozeß über eine Stunde und die Werte schwankten hin und her. Man sah aber deutlich, dass das System sich auf eine konstante Maximalabweichung vom Sollwert eingependelt hat.
Kann es sein, dass meine Marlin Version V1 Autotune nicht richtig unterstützt?
Da ich ein fertig konfiguriertes Printrboard habe, habe ich die Firmware nicht selbst aufgespielt, müsste also bei einem Update alles from Scratch konfigurieren.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Pulsen am Extrudat 04. September 2014 09:30 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 62 |
|
Re: Pulsen am Extrudat 04. September 2014 10:34 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 215 |
Moin,
beim Autotune erreicht er aber deine gewünschte Solltemperatur von 205°C?
Heize ihn doch mal manuell hoch auf 205°C, das sollte er ja dann hinkriegen.
Zusätzlich möglich im G-Code ich glaube es ist irgendwas mit M109 S205 -> Wait for Extruder to reach temperature, das kann man ersetzen, wenn man vorher manuell geheizt hat (aber nur dann) auf (Vorsicht keine Gewähr) M190 S205 -> Set Extruder to temperature
Grüße
P.S. Mach mal eine Gegenprüfung, ob die Temperatur die angezeigt wird auch stimmt, dementsprechend, könnte vielleicht auch einfach nur der Thermistor falsch eingestellt sein.
beim Autotune erreicht er aber deine gewünschte Solltemperatur von 205°C?
Heize ihn doch mal manuell hoch auf 205°C, das sollte er ja dann hinkriegen.
Zusätzlich möglich im G-Code ich glaube es ist irgendwas mit M109 S205 -> Wait for Extruder to reach temperature, das kann man ersetzen, wenn man vorher manuell geheizt hat (aber nur dann) auf (Vorsicht keine Gewähr) M190 S205 -> Set Extruder to temperature
Grüße
P.S. Mach mal eine Gegenprüfung, ob die Temperatur die angezeigt wird auch stimmt, dementsprechend, könnte vielleicht auch einfach nur der Thermistor falsch eingestellt sein.
|
Re: Pulsen am Extrudat 04. September 2014 11:00 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 62 |
Hallo Madzeln,
danke für deine schnelle Antwort!
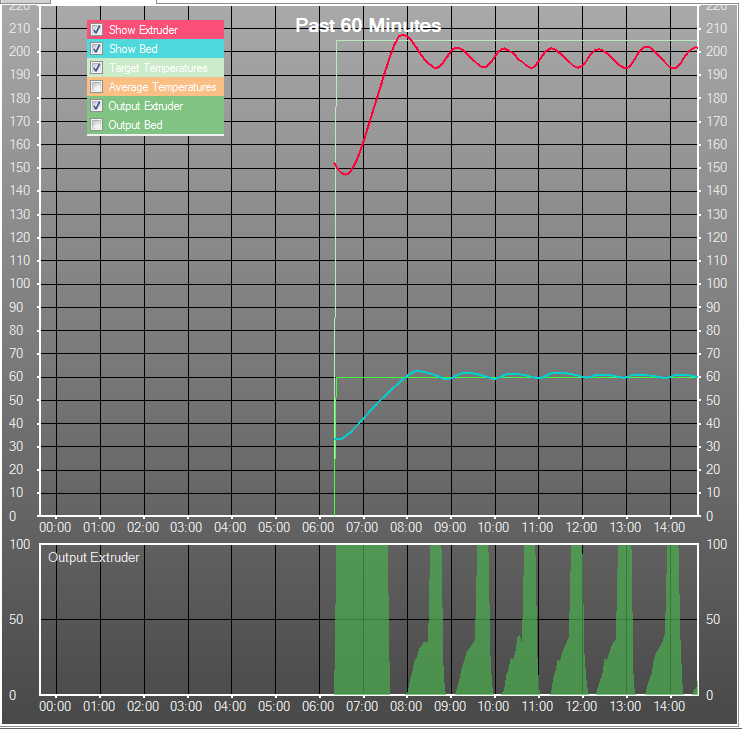
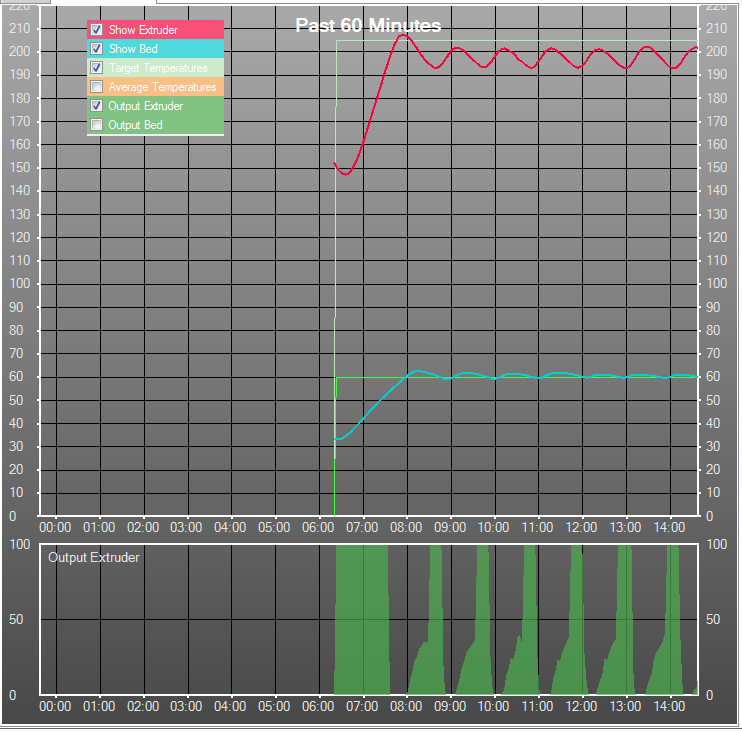
Ja, da schwankt er schön um die eingestelte Temperatur. Siehe Graphik oben "Autotune.png".
Siehe Grafik "Manuelle Temperatureinstellung 205°C.png".
Das war manuell auf 205°C eingestellt und die hat er nicht erreicht.
Den Schutzmechanismus bzgl. Extrudertemperatur ausser Kraft zu setzen, finde ich nicht so gut. Wenn ich 205 °C einstelle, dann soll er die auch erreichen.
Jetzt habe ich etwas mit den PID-Parametern rumgespielt (zugegebenermassen ohne mich richtig damit auszukennen) und nun regelt er in der Tat wieder um die Solltemperatur und zwar relativ gut.
Der Druck meines Testmusters zeigt allerdings nach wie vor noch Pulsation.
Deswegen tausche ich jetzt mal den Extruder und probier es nochmal mit geänderter Hardware. Mal sehen, ob es damit besser klappt! Ich melde mich dann nochmal.
Vielen Dank für Eure Hilfe und
viele Grüße
Stefan
danke für deine schnelle Antwort!
Quote
beim Autotune erreicht er aber deine gewünschte Solltemperatur von 205°C?
Ja, da schwankt er schön um die eingestelte Temperatur. Siehe Graphik oben "Autotune.png".
Quote
Heize ihn doch mal manuell hoch auf 205°C, das sollte er ja dann hinkriegen.
Siehe Grafik "Manuelle Temperatureinstellung 205°C.png".
Das war manuell auf 205°C eingestellt und die hat er nicht erreicht.
Den Schutzmechanismus bzgl. Extrudertemperatur ausser Kraft zu setzen, finde ich nicht so gut. Wenn ich 205 °C einstelle, dann soll er die auch erreichen.
Jetzt habe ich etwas mit den PID-Parametern rumgespielt (zugegebenermassen ohne mich richtig damit auszukennen) und nun regelt er in der Tat wieder um die Solltemperatur und zwar relativ gut.
Der Druck meines Testmusters zeigt allerdings nach wie vor noch Pulsation.
Deswegen tausche ich jetzt mal den Extruder und probier es nochmal mit geänderter Hardware. Mal sehen, ob es damit besser klappt! Ich melde mich dann nochmal.
Vielen Dank für Eure Hilfe und
viele Grüße
Stefan
{kind=link}
{kind=link}
|
Re: Pulsen am Extrudat (Problem gelöst!) 04. September 2014 15:15 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 62 |
Hallo zusammen,
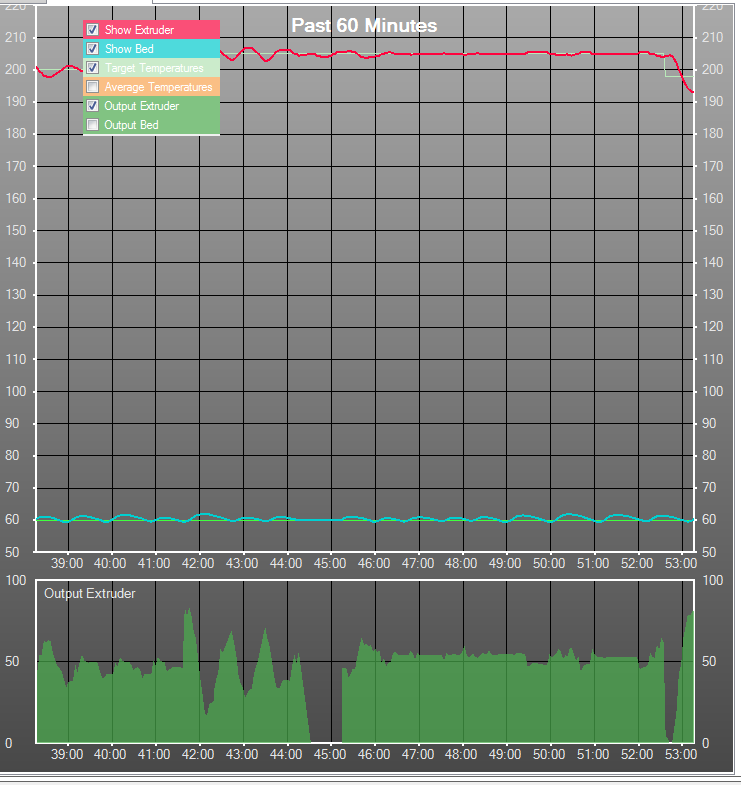
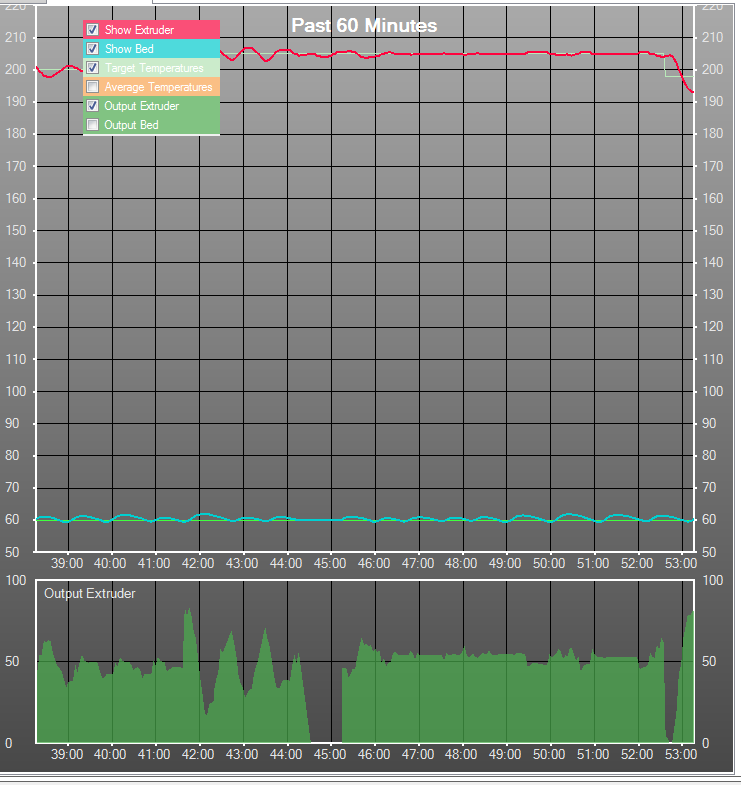
nach Optimierung der PID-Einstellungen und Austausch des Extruders funktioniert mein Drucker jetzt wieder wie gewohnt. Die Temperatur ist noch nicht optimal konstant aber schwankt jetzt nicht mehr um +/-10 °C sondern maximal um +/-2°C (siehe Anlage). Werde versuchen die Werte noch weiter zu optimeren, aber damit kann ich jetzt erst mal wieder drucken.
Wie so oft im Leben gab es noch einen zweiten Fehler: Die Andruckfeder des Idlers, der das Filament an das Extruderzahnrad drückt, ist offensichtlich etwas zu schwach. So rutschte das Filament offenbar durch, wenn das Hotend kälter war. Über kurz oder lang werde ich hier eine andere Lösung suchen.
Jetzt funktioniert der Drucker wieder!
Vielen Dank für Eure Hilfe und die Denkanstöße, die letztendlich zur Lösung geführt haben.
Viele Grüße
Stefan
nach Optimierung der PID-Einstellungen und Austausch des Extruders funktioniert mein Drucker jetzt wieder wie gewohnt. Die Temperatur ist noch nicht optimal konstant aber schwankt jetzt nicht mehr um +/-10 °C sondern maximal um +/-2°C (siehe Anlage). Werde versuchen die Werte noch weiter zu optimeren, aber damit kann ich jetzt erst mal wieder drucken.
Wie so oft im Leben gab es noch einen zweiten Fehler: Die Andruckfeder des Idlers, der das Filament an das Extruderzahnrad drückt, ist offensichtlich etwas zu schwach. So rutschte das Filament offenbar durch, wenn das Hotend kälter war. Über kurz oder lang werde ich hier eine andere Lösung suchen.
Jetzt funktioniert der Drucker wieder!
Vielen Dank für Eure Hilfe und die Denkanstöße, die letztendlich zur Lösung geführt haben.
Viele Grüße
Stefan
{kind=link}
{kind=link}
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.