Versatz beim Schließen von Bohrungen
geschrieben von saschaho
|
Versatz beim Schließen von Bohrungen 01. February 2015 12:32 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.012 |
Moin,
jetzt hat´s mich auch erwischt und ich drehe langsam ab.
Gestern hats mir einen 10 Stundendruck nach 7 Stunden verhauen.

Jetzt habe ich ein kleineres Objekt mit mehreren Bohrungen von 8mm Durchmesser.
Jedes mal beim Aufbringen der Deckschicht hauts mir einen meist diagonalen Versatz von ca. 1 Vollschritt rein. Man hört es sogar.
Logisch, das ABS wölbt sich leicht nach oben, jedoch selbst bei einem 2mm breitem Überhang passierts.
Das bremst doch kaum.
Die üblichen Tricks von Motorstrom bis Firmwaresettings (delays,etc) habe ich schon durch.
Habe eben ein 1,5 kg Gewicht "über die Tischkante" an den Schlitten gehängt und manuell verfahren. Kein Versatz.
Auch händisches Bremsen des Schlittens macht nichts.
Die Druckdatei ist auch ok.
Die Druckgeschwindigkeit ist 100mm/s bei 1/64Steps, accl. ist 1000.
Habe bereits mehrfach zu Testzwecken das Teil einzeln gedruckt, da ist das ABS noch weich, trotzdem Versatz.
Slicen mit anderem Slicer ohne Erfolg.
Ich dreh noch durch.
Sascha
3Tripple 290x300x280mm, Raspi3+DUE+RADDS mit TMC2100, micron3dp Doppelextruder, Big Booster, Filaprint, Z-Riemenantrieb
www.wattwetter.de
jetzt hat´s mich auch erwischt und ich drehe langsam ab.
Gestern hats mir einen 10 Stundendruck nach 7 Stunden verhauen.
Jetzt habe ich ein kleineres Objekt mit mehreren Bohrungen von 8mm Durchmesser.
Jedes mal beim Aufbringen der Deckschicht hauts mir einen meist diagonalen Versatz von ca. 1 Vollschritt rein. Man hört es sogar.
Logisch, das ABS wölbt sich leicht nach oben, jedoch selbst bei einem 2mm breitem Überhang passierts.
Das bremst doch kaum.
Die üblichen Tricks von Motorstrom bis Firmwaresettings (delays,etc) habe ich schon durch.
Habe eben ein 1,5 kg Gewicht "über die Tischkante" an den Schlitten gehängt und manuell verfahren. Kein Versatz.
Auch händisches Bremsen des Schlittens macht nichts.
Die Druckdatei ist auch ok.
Die Druckgeschwindigkeit ist 100mm/s bei 1/64Steps, accl. ist 1000.
Habe bereits mehrfach zu Testzwecken das Teil einzeln gedruckt, da ist das ABS noch weich, trotzdem Versatz.
Slicen mit anderem Slicer ohne Erfolg.

Ich dreh noch durch.
Sascha
3Tripple 290x300x280mm, Raspi3+DUE+RADDS mit TMC2100, micron3dp Doppelextruder, Big Booster, Filaprint, Z-Riemenantrieb
www.wattwetter.de
|
Re: Versatz beim Schließen von Bohrungen 01. February 2015 14:46 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 565 |
Häng mal den Gcode mit an und markier die Stelle irgendwie.
Hatte mal ähnliches Problem, bei mir war das aber bei kleinen Zigzag bewegungen auch mögliche Einstellung von den SmallPerimeters kontrollieren..
Im Slic3r wird so eine Deckschicht auch unter anderem als Bridge erkannt, eventuell da mal den Speed runterstellen.
Hilft alles nix, dann Jerk runter auf 10 und nochmal testen.
Ahja je mehr microSteps desto weniger kraft hat der Motor, könnte auch daran liegen. Die Auflösung bei 1/8 Steps sollte bei normalen GT2 mit 20 Zähne auch reichen.
2-mal bearbeitet. Zuletzt am 01.02.15 14:48.
Hatte mal ähnliches Problem, bei mir war das aber bei kleinen Zigzag bewegungen auch mögliche Einstellung von den SmallPerimeters kontrollieren..
Im Slic3r wird so eine Deckschicht auch unter anderem als Bridge erkannt, eventuell da mal den Speed runterstellen.
Hilft alles nix, dann Jerk runter auf 10 und nochmal testen.
Ahja je mehr microSteps desto weniger kraft hat der Motor, könnte auch daran liegen. Die Auflösung bei 1/8 Steps sollte bei normalen GT2 mit 20 Zähne auch reichen.
2-mal bearbeitet. Zuletzt am 01.02.15 14:48.
|
Re: Versatz beim Schließen von Bohrungen 02. February 2015 14:03 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.012 |
Moin,
klappt noch immer nicht.
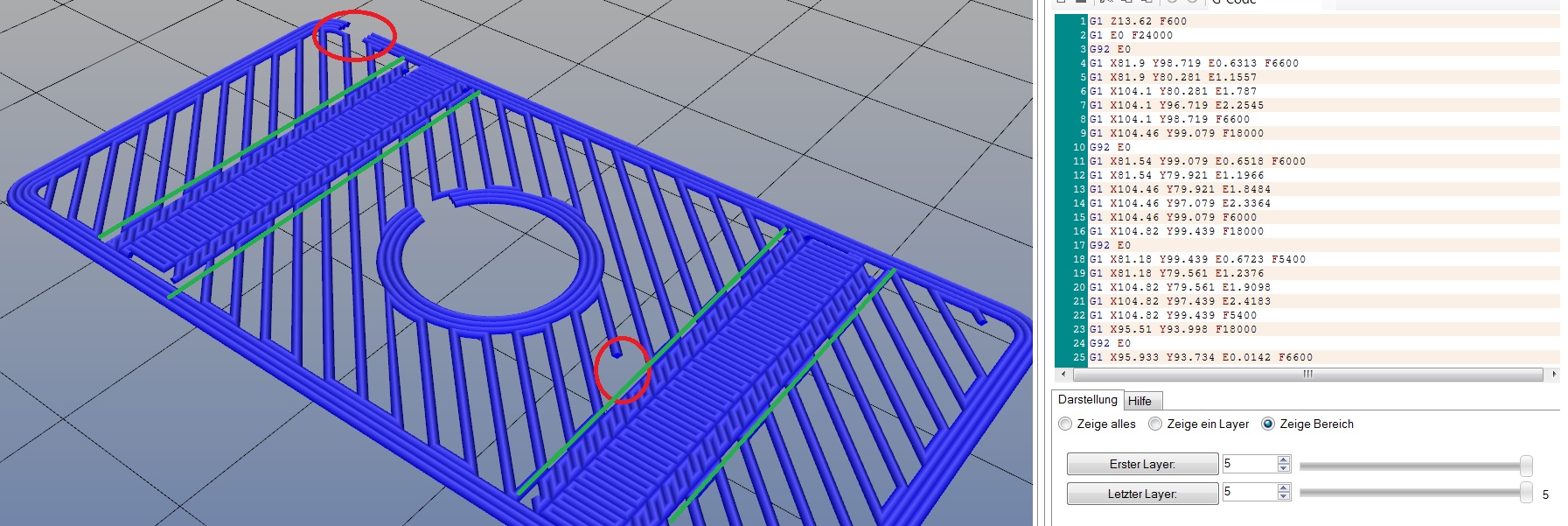
Den Druck auf dem Bild habe ich mit 100mm/s und einer Beschleunigung von 1000 begonnen, nach dem unteren Versatz bin ich auf 150% Speed und einer Beschleunigung von 3000 gegangen.
Oben dann der 2. Versatz. Mal von den Temperatureffekten abgesehen, kann es doch nicht sein, das er alles mit dem speed gut druckt und dann an der quasi gleichen Stelle einen Versatz reinhaut.
Habe das Objekt dann gedreht und liegend mit 120mm und 1500er Beschleunigung gedruckt, gibt den doppelten Versatz, da 2 Bohrungen??
Im Anhang mal der gcode der Stelle.
Das Objekt ist der Laserhalter des ciclop-Scanners. Hat den schon mal jemand gedruckt?
Grüße
Sascha
3Tripple 290x300x280mm, Raspi3+DUE+RADDS mit TMC2100, micron3dp Doppelextruder, Big Booster, Filaprint, Z-Riemenantrieb
www.wattwetter.de
klappt noch immer nicht.
Den Druck auf dem Bild habe ich mit 100mm/s und einer Beschleunigung von 1000 begonnen, nach dem unteren Versatz bin ich auf 150% Speed und einer Beschleunigung von 3000 gegangen.
Oben dann der 2. Versatz. Mal von den Temperatureffekten abgesehen, kann es doch nicht sein, das er alles mit dem speed gut druckt und dann an der quasi gleichen Stelle einen Versatz reinhaut.

Habe das Objekt dann gedreht und liegend mit 120mm und 1500er Beschleunigung gedruckt, gibt den doppelten Versatz, da 2 Bohrungen??
Im Anhang mal der gcode der Stelle.
Das Objekt ist der Laserhalter des ciclop-Scanners. Hat den schon mal jemand gedruckt?
Grüße
Sascha
3Tripple 290x300x280mm, Raspi3+DUE+RADDS mit TMC2100, micron3dp Doppelextruder, Big Booster, Filaprint, Z-Riemenantrieb
www.wattwetter.de
|
Re: Versatz beim Schließen von Bohrungen 02. February 2015 15:27 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 3.742 |

Es sieht aus wie ein slicer problem.
Ich hab Skeinforge.50 benutzt, 32 mm/s
Bob Morrison
Wörth am Rhein, Germany
"Luke, use the source!"
BLOG - PHOTOS - Thingiverse
|
Re: Versatz beim Schließen von Bohrungen 02. February 2015 17:32 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 565 |
Hi,
was sind das für Stellen die ich rot markiert habe? Clip?
Die Grünen Streifen bzw zigzag bewegugen werden mit 90mm/s gedruckt, mach da mal den Speed runter, generell sau schnelle Druck Einstellungen (Infill 120mms). Eventuell mal mit 50% Speed drucken, vielleicht kommt deine Steuerung nicht nach oder die Treiber schaffen es einfach nicht so schnell so kurze Bewegungen zu machen o.ä.
Welcher Slicer?
Jerk auf 10 auch getestet?
was sind das für Stellen die ich rot markiert habe? Clip?
Die Grünen Streifen bzw zigzag bewegugen werden mit 90mm/s gedruckt, mach da mal den Speed runter, generell sau schnelle Druck Einstellungen (Infill 120mms). Eventuell mal mit 50% Speed drucken, vielleicht kommt deine Steuerung nicht nach oder die Treiber schaffen es einfach nicht so schnell so kurze Bewegungen zu machen o.ä.
Welcher Slicer?
Jerk auf 10 auch getestet?
|
Re: Versatz beim Schließen von Bohrungen 03. February 2015 03:06 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.012 |
Moin,
ich habe sli3r und simplify getestet, kein Unterschied.
Die markierten Stellen sind die 2mm cruising (heisst das glaube ich, kann gerade nicht nachgucken) um den Druck aus dem Bowden zu kriegen.
Ich vermute mittlerweile auch das es an den ZickZacks liegt. Aber bei schmalen Aussenwänden macht er das doch auch ohne Probleme, rappelt manchmal viel mehr.
Ich werde heute Abend nochmal mit dem Jerk spielen.
Danke schonmal für die Hilfe
Sascha
3Tripple 290x300x280mm, Raspi3+DUE+RADDS mit TMC2100, micron3dp Doppelextruder, Big Booster, Filaprint, Z-Riemenantrieb
www.wattwetter.de
ich habe sli3r und simplify getestet, kein Unterschied.
Die markierten Stellen sind die 2mm cruising (heisst das glaube ich, kann gerade nicht nachgucken) um den Druck aus dem Bowden zu kriegen.
Ich vermute mittlerweile auch das es an den ZickZacks liegt. Aber bei schmalen Aussenwänden macht er das doch auch ohne Probleme, rappelt manchmal viel mehr.
Ich werde heute Abend nochmal mit dem Jerk spielen.
Danke schonmal für die Hilfe
Sascha
3Tripple 290x300x280mm, Raspi3+DUE+RADDS mit TMC2100, micron3dp Doppelextruder, Big Booster, Filaprint, Z-Riemenantrieb
www.wattwetter.de
|
Re: Versatz beim Schließen von Bohrungen 03. February 2015 06:10 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.025 |
|
Re: Versatz beim Schließen von Bohrungen 05. February 2015 05:34 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.012 |
Moin,
ich bekomme es nicht hin.
Jetzt habe ich mal mit 35mm/s gedruckt und er haut mir da noch immer einen minimalen Versatz rein.
Bis zu diesen Layern hatte ich mit 300% gedruckt, einwandfrei. Dann 5 Layer mit 35 und dann wieder auf 300%.
Der Druck ist bis auf diese Stelle einwandfrei.
Mag denn repetier irgendwelche Zahlenkombinationen nicht?
Blicke nicht mehr durch.
Grüße
Sascha
3Tripple 290x300x280mm, Raspi3+DUE+RADDS mit TMC2100, micron3dp Doppelextruder, Big Booster, Filaprint, Z-Riemenantrieb
www.wattwetter.de
ich bekomme es nicht hin.
Jetzt habe ich mal mit 35mm/s gedruckt und er haut mir da noch immer einen minimalen Versatz rein.
Bis zu diesen Layern hatte ich mit 300% gedruckt, einwandfrei. Dann 5 Layer mit 35 und dann wieder auf 300%.
Der Druck ist bis auf diese Stelle einwandfrei.
Mag denn repetier irgendwelche Zahlenkombinationen nicht?
Blicke nicht mehr durch.
Grüße
Sascha
3Tripple 290x300x280mm, Raspi3+DUE+RADDS mit TMC2100, micron3dp Doppelextruder, Big Booster, Filaprint, Z-Riemenantrieb
www.wattwetter.de
|
Re: Versatz beim Schließen von Bohrungen 05. February 2015 05:45 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 4.977 |
Druckst du das Ding mit 300mm/s? Vielleicht ist dein 'Problem' ja nicht der Layer der Versetzt aussieht, sondern die davor, die zu kurz gedruckt werden?!?
| Triffid Hunter's Calibration Guide | --> X <-- Drill for new Monitor | Most important Gcode. |
|
Re: Versatz beim Schließen von Bohrungen 05. February 2015 10:13 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.025 |
|
Re: Versatz beim Schließen von Bohrungen 05. February 2015 12:05 |
Registrierungsdatum: 13 Jahre zuvor Beiträge: 339 |
|
Re: Versatz beim Schließen von Bohrungen 05. February 2015 12:21 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.012 |
Wer sagt denn was von 300mm/sek drucken???
Aber ich werde die F18000 für´s Fahren mal reduzieren, eventl. hakt´s da an der Umschaltung auf double-steps.
Grüße
Sascha
3Tripple 290x300x280mm, Raspi3+DUE+RADDS mit TMC2100, micron3dp Doppelextruder, Big Booster, Filaprint, Z-Riemenantrieb
www.wattwetter.de
Aber ich werde die F18000 für´s Fahren mal reduzieren, eventl. hakt´s da an der Umschaltung auf double-steps.
Grüße
Sascha
3Tripple 290x300x280mm, Raspi3+DUE+RADDS mit TMC2100, micron3dp Doppelextruder, Big Booster, Filaprint, Z-Riemenantrieb
www.wattwetter.de
|
Re: Versatz beim Schließen von Bohrungen 05. February 2015 12:56 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 4.977 |
Naja, du sagst du druckst mit 100mm/s und dann auf 300%.
| Triffid Hunter's Calibration Guide | --> X <-- Drill for new Monitor | Most important Gcode. |
|
Re: Versatz beim Schließen von Bohrungen 07. February 2015 08:48 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 480 |
Das Problem ist nicht ungewöhnlich, das Material wölbt sich an der Kante der Bohrung schnell hoch (steiler Überhang) und dann fährt die Düse dagegen. Dass der Motor da Schritte verliert, ist erst mal nicht verwunderlich.
Ich bin mir sicher, dass das Problem weder am G-Code, noch an der Elektronik oder am Slicer liegt.
Wichtig für mich wäre erst mal, welches Hotend, bzw. welche Düse du verwendest. Mit einer Merlin-Düse, die überhaupt nicht bügelt, wird die kleinste Kante zum unüberwindbaren Hinderniss.
Je flacher die Düse ist, desto besser kommt man über diese Kanten.
Am besten wäre es aber, diese Kanten an der Bohrung garnicht erst entstehen zu lassen. Hast du einen Lüfter am Hotend, der das Druckteil kühlt? Wenn ja, EINSCHALTEN!!! Auch wenn es ABS ist, bei kleinen Teilen kann man ruhig etwas kühlen, dann wird sich an der Bohrung die Kante weniger bis garnicht mehr hochziehen. Bei PLA erst recht kühlen.
An sonsten würde Support-Material in der Bohrung vieleicht helfen. Es ist vielleicht nicht so einfach, das Zeug wieder aus der Bohrung heraus zu bekommen, aber besser als nichts ist es allemal.
Ich bin mir sicher, dass das Problem weder am G-Code, noch an der Elektronik oder am Slicer liegt.
Wichtig für mich wäre erst mal, welches Hotend, bzw. welche Düse du verwendest. Mit einer Merlin-Düse, die überhaupt nicht bügelt, wird die kleinste Kante zum unüberwindbaren Hinderniss.
Je flacher die Düse ist, desto besser kommt man über diese Kanten.
Am besten wäre es aber, diese Kanten an der Bohrung garnicht erst entstehen zu lassen. Hast du einen Lüfter am Hotend, der das Druckteil kühlt? Wenn ja, EINSCHALTEN!!! Auch wenn es ABS ist, bei kleinen Teilen kann man ruhig etwas kühlen, dann wird sich an der Bohrung die Kante weniger bis garnicht mehr hochziehen. Bei PLA erst recht kühlen.
An sonsten würde Support-Material in der Bohrung vieleicht helfen. Es ist vielleicht nicht so einfach, das Zeug wieder aus der Bohrung heraus zu bekommen, aber besser als nichts ist es allemal.
|
Re: Versatz beim Schließen von Bohrungen 07. February 2015 09:23 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.012 |
Moin,
ja, sehe ich mittlerweile nach einigen Drucken genauso.
Habe dieses Teil jetzt mal aus Biofila gedruckt und es hat geklappt. Das Zeugs verformt sich beim Abkühlen kaum.
Ich habe ein E3DV6, die Düse ist eher so ein Mittelding zwischen Merlin und J-Head.
Mich wundert nur, das so ein kleiner Widerstand so eine Wirkung hat.
Meine Motoren haben angeblich ein Haltemoment von 48Ncm, bin jetzt sogar auf 1/32 Steps runtergegangen und habe den Strom hochgedreht.
Vielleicht baue ich da mal ein größeres Kaliber ein.
Grüße
Sascha
2-mal bearbeitet. Zuletzt am 09.02.15 08:37.
3Tripple 290x300x280mm, Raspi3+DUE+RADDS mit TMC2100, micron3dp Doppelextruder, Big Booster, Filaprint, Z-Riemenantrieb
www.wattwetter.de
ja, sehe ich mittlerweile nach einigen Drucken genauso.
Habe dieses Teil jetzt mal aus Biofila gedruckt und es hat geklappt. Das Zeugs verformt sich beim Abkühlen kaum.
Ich habe ein E3DV6, die Düse ist eher so ein Mittelding zwischen Merlin und J-Head.
Mich wundert nur, das so ein kleiner Widerstand so eine Wirkung hat.
Meine Motoren haben angeblich ein Haltemoment von 48Ncm, bin jetzt sogar auf 1/32 Steps runtergegangen und habe den Strom hochgedreht.
Vielleicht baue ich da mal ein größeres Kaliber ein.
Grüße
Sascha
2-mal bearbeitet. Zuletzt am 09.02.15 08:37.
3Tripple 290x300x280mm, Raspi3+DUE+RADDS mit TMC2100, micron3dp Doppelextruder, Big Booster, Filaprint, Z-Riemenantrieb
www.wattwetter.de
|
Re: Versatz beim Schließen von Bohrungen 08. February 2015 15:25 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 480 |
Das E3d-Hotend habe ich auch, aber bisher noch keine solchen Probleme damit gehabt, zumindest nicht bei kleinen Löchern.
Hast du einen Lüfter am Hotend? Der macht wirklich viel aus, besonders bei PLA.
Im Übrigen verringert das Microstepping NICHT das Drehmoment. Früher hatte ich das auch gedacht, hatte irgendwo mal einen Artikel darüber gelesen.
Tatsächlich macht es aber überhaupt keinen Sinn, dass Microstepping das Drehmoment verringert, eher im Gegenteil: Durch kleinere Steps wird die Motorstrom Sinus-ähnlicher, durch die kleineren Sprünge zwischen den Positionen muss der Motor theoretisch zwischen den Steps also sogar weniger Kraft für die Bewegung (Massenträgheit) aufwenden, gibt also mehr Moment an der Welle ab. Professionelle Treiber gehen manchmal hoch bis zu 1/256-Stepping und die Motoren laufen trotzdem!
Den Strom drehe ich bei mir immer so hoch, dass die Motoren nach einigen Stunden schön Handwarm werden. Bei den RRD-Silenciosos brauche ich mir wegen des Stroms keine Gedanken machen, die schaffen wesentlich mehr aus die 1,7 A, die der Motor braucht, außerdem werden die bei mir aktiv gekühlt.
Besonders beim E3d würde ich aber nicht noch größere Motoren einbauen (z.B Nema 23), wenn nicht unbedingt notwendig. Dieses Hotend hat als Thermalbarriere ein relativ Dünnwandiges Edelstahlrohr. Wenn man damit mit zu viel Kraft gegen ein Hindernis donnert, kann es sich auch mal verbiegen oder im schlimmsten Fall brechen. In dieser Hinsicht bilden die "schwachen" Nema17er quasi einen Überlastschutz, der das Hotend gegen mechanischen Schaden schützt.
2-mal bearbeitet. Zuletzt am 08.02.15 15:31.
Hast du einen Lüfter am Hotend? Der macht wirklich viel aus, besonders bei PLA.
Im Übrigen verringert das Microstepping NICHT das Drehmoment. Früher hatte ich das auch gedacht, hatte irgendwo mal einen Artikel darüber gelesen.
Tatsächlich macht es aber überhaupt keinen Sinn, dass Microstepping das Drehmoment verringert, eher im Gegenteil: Durch kleinere Steps wird die Motorstrom Sinus-ähnlicher, durch die kleineren Sprünge zwischen den Positionen muss der Motor theoretisch zwischen den Steps also sogar weniger Kraft für die Bewegung (Massenträgheit) aufwenden, gibt also mehr Moment an der Welle ab. Professionelle Treiber gehen manchmal hoch bis zu 1/256-Stepping und die Motoren laufen trotzdem!
Den Strom drehe ich bei mir immer so hoch, dass die Motoren nach einigen Stunden schön Handwarm werden. Bei den RRD-Silenciosos brauche ich mir wegen des Stroms keine Gedanken machen, die schaffen wesentlich mehr aus die 1,7 A, die der Motor braucht, außerdem werden die bei mir aktiv gekühlt.
Besonders beim E3d würde ich aber nicht noch größere Motoren einbauen (z.B Nema 23), wenn nicht unbedingt notwendig. Dieses Hotend hat als Thermalbarriere ein relativ Dünnwandiges Edelstahlrohr. Wenn man damit mit zu viel Kraft gegen ein Hindernis donnert, kann es sich auch mal verbiegen oder im schlimmsten Fall brechen. In dieser Hinsicht bilden die "schwachen" Nema17er quasi einen Überlastschutz, der das Hotend gegen mechanischen Schaden schützt.
2-mal bearbeitet. Zuletzt am 08.02.15 15:31.
|
Re: Versatz beim Schließen von Bohrungen 09. February 2015 02:44 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 145 |
Quote
Legion 2.3
In dieser Hinsicht bilden die "schwachen" Nema17er quasi einen Überlastschutz, der das Hotend gegen mechanischen Schaden schützt.
Das habe ich mich sowieso gefragt: gibt es eine Elektronik, welche eine Strommessung der Motoren durchführt, um genau so etwas zu erkennen? (Überlasterkennung) Kann ja auch mal bei den Endstopps passieren, dass der Drucker einfach irgendwo gegen donnert, es aber nicht erkennt. Ich weiß nicht ob die Schrittmotoren genau wie normale einen starken Anstieg der Leistung haben, wenn Sie gebremst werden.
Wäre ja was für RAMPS 1.5, neben zusätzlichen Motortreiberplätzen ;>
|
Re: Versatz beim Schließen von Bohrungen 09. February 2015 05:31 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 480 |
Schrittmotoren sind erst mal nicht mit konventionellen Motoren, also z.B. Drehstromasynchronmaschinen zu vergleichen.
Die Schrittmotoren werden immer (zumindest soweit ich weiß) über einen Treiber mit einem konstanten, einstellbarem Strom betrieben, so ist es auch beim RAMPS. Egal, wie schnell der Motor läuft, der Strom bleibt (bis bei hohen Geschwindigkeiten durch Gegeninduktion der Strom nicht mehr fließen kann) immer gleich. Lediglich die Motorspannung und damit die Leistung steigt mit höherer Drehzahl.
Da das Drehmoment, also die Kraft quasi proportional zum Motorstrom steigt, der ja konstant ist, kann der Motor auch bei einem Crash das eingestellte Haltemoment nicht überschreiten. Sobald das Halte - bzw. Drehmoment nicht mehr reicht, um die Motorwelle weiter zu drehen, z.B bei einem Hinderniss, überholt das Statordrehfeld den Rotor und dieser springt um einen Schritt zurück, der Motor verliert Schritte. So sind Schrittmotoren immer absolut überlastsicher.
Die Schrittmotoren werden immer (zumindest soweit ich weiß) über einen Treiber mit einem konstanten, einstellbarem Strom betrieben, so ist es auch beim RAMPS. Egal, wie schnell der Motor läuft, der Strom bleibt (bis bei hohen Geschwindigkeiten durch Gegeninduktion der Strom nicht mehr fließen kann) immer gleich. Lediglich die Motorspannung und damit die Leistung steigt mit höherer Drehzahl.
Da das Drehmoment, also die Kraft quasi proportional zum Motorstrom steigt, der ja konstant ist, kann der Motor auch bei einem Crash das eingestellte Haltemoment nicht überschreiten. Sobald das Halte - bzw. Drehmoment nicht mehr reicht, um die Motorwelle weiter zu drehen, z.B bei einem Hinderniss, überholt das Statordrehfeld den Rotor und dieser springt um einen Schritt zurück, der Motor verliert Schritte. So sind Schrittmotoren immer absolut überlastsicher.
|
Re: Versatz beim Schließen von Bohrungen 09. February 2015 08:41 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.012 |
Moin,
ich habe mir noch eine Lösungsmöglichkeit überlegt.
Beim Drüberrumpeln über die hochgewölbten Stücke, drückt es sogar das Druckbett nach unten. Da ich meins hart gelagert habe, ist da natürlich ein erheblicher Widerstand.
Ich will jetzt das Bett mal auf Federn lagern. Der erste Versuch war allerdings erfolglos, da die Federn noch zu hart sind.
Als zweites werde ich NEMA 17 mit 80Ncm einbauen. Kann ja nicht sein, daß nach Stunden so ein Druck wegen 0,irgendwas Millimetern abbricht.
Grüße
Sascha
1-mal bearbeitet. Zuletzt am 09.02.15 08:42.
3Tripple 290x300x280mm, Raspi3+DUE+RADDS mit TMC2100, micron3dp Doppelextruder, Big Booster, Filaprint, Z-Riemenantrieb
www.wattwetter.de
ich habe mir noch eine Lösungsmöglichkeit überlegt.
Beim Drüberrumpeln über die hochgewölbten Stücke, drückt es sogar das Druckbett nach unten. Da ich meins hart gelagert habe, ist da natürlich ein erheblicher Widerstand.
Ich will jetzt das Bett mal auf Federn lagern. Der erste Versuch war allerdings erfolglos, da die Federn noch zu hart sind.
Als zweites werde ich NEMA 17 mit 80Ncm einbauen. Kann ja nicht sein, daß nach Stunden so ein Druck wegen 0,irgendwas Millimetern abbricht.
Grüße
Sascha
1-mal bearbeitet. Zuletzt am 09.02.15 08:42.
3Tripple 290x300x280mm, Raspi3+DUE+RADDS mit TMC2100, micron3dp Doppelextruder, Big Booster, Filaprint, Z-Riemenantrieb
www.wattwetter.de
|
Re: Versatz beim Schließen von Bohrungen 09. February 2015 09:18 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 480 |
Ein stärkerer Motor oder eine weichere Druckbettaufhängung dürften eigentlich nicht notwendig sein, da besonders letzteres bei größeren Drucken problematisch werden könnte.
Was ich schon ein paar mal gefragt habe: Hast du einen Lüfter am Hotend, wenn ja, welchen (am besten mit Bild)??
Was ich schon ein paar mal gefragt habe: Hast du einen Lüfter am Hotend, wenn ja, welchen (am besten mit Bild)??
|
Re: Versatz beim Schließen von Bohrungen 09. February 2015 09:33 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.516 |
Die frage ist auch ob es wirklich schrittverluste sind oder ob es tatsächlich mechanisch etwas verschiebt.
Ein kollege hatte auch ein ähnliches problem, seine Hotend halterung war nicht "hart" genug, das hotend konnte bei leichter belastung leicht um fast 1mm verrutschen, da reicht dann schon ein wirklich kleines hochwölben von ABS bei einem überhang und der Druck schaut so aus.
Ein kollege hatte auch ein ähnliches problem, seine Hotend halterung war nicht "hart" genug, das hotend konnte bei leichter belastung leicht um fast 1mm verrutschen, da reicht dann schon ein wirklich kleines hochwölben von ABS bei einem überhang und der Druck schaut so aus.
|
Re: Versatz beim Schließen von Bohrungen 09. February 2015 09:51 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.012 |
Moin,
Ja ich habe einen Lüfter (Original), der bläst aber nur auf die Kühlrippen vom Hotend.
Und ja, es sind wirklich Schrittverluste, sogar bei beiden Motoren.
Ich hatte meinen 10 Stundendruck nochmal mit Biofila was sich kaum wölbt, versucht, da hat er dann an einer 2mm durchmessenden Supportstütze gekleckert und an diesem Knübbelchen ist die Düse dann hängengeblieben und den Druck um 1mm in Y versetzt.
Sascha
2-mal bearbeitet. Zuletzt am 09.02.15 09:58.
3Tripple 290x300x280mm, Raspi3+DUE+RADDS mit TMC2100, micron3dp Doppelextruder, Big Booster, Filaprint, Z-Riemenantrieb
www.wattwetter.de
Ja ich habe einen Lüfter (Original), der bläst aber nur auf die Kühlrippen vom Hotend.
Und ja, es sind wirklich Schrittverluste, sogar bei beiden Motoren.
Ich hatte meinen 10 Stundendruck nochmal mit Biofila was sich kaum wölbt, versucht, da hat er dann an einer 2mm durchmessenden Supportstütze gekleckert und an diesem Knübbelchen ist die Düse dann hängengeblieben und den Druck um 1mm in Y versetzt.
Sascha
2-mal bearbeitet. Zuletzt am 09.02.15 09:58.
3Tripple 290x300x280mm, Raspi3+DUE+RADDS mit TMC2100, micron3dp Doppelextruder, Big Booster, Filaprint, Z-Riemenantrieb
www.wattwetter.de
|
Re: Versatz beim Schließen von Bohrungen 09. February 2015 10:06 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 4.977 |
Bei PLA solltest du deinen Druck selbst auch kühlen. Nicht nur dein Hotend. Und wenn du Schrittverluste hast mit nem Sparkcube solltest ggf. mal den Strom für deine Motoren erhöhen. Bevor mein Drucker Schritte verliert zerreist es eher fast den Riemen bei mir.
| Triffid Hunter's Calibration Guide | --> X <-- Drill for new Monitor | Most important Gcode. |
|
Re: Versatz beim Schließen von Bohrungen 09. February 2015 11:58 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.012 |
Was habe ich denn oben geschrieben..
3Tripple 290x300x280mm, Raspi3+DUE+RADDS mit TMC2100, micron3dp Doppelextruder, Big Booster, Filaprint, Z-Riemenantrieb
www.wattwetter.de
Quote
Wurstnase
Bei PLA solltest du deinen Druck selbst auch kühlen. Nicht nur dein Hotend. Und wenn du Schrittverluste hast mit nem Sparkcube solltest ggf. mal den Strom für deine Motoren erhöhen. Bevor mein Drucker Schritte verliert zerreist es eher fast den Riemen bei mir.
3Tripple 290x300x280mm, Raspi3+DUE+RADDS mit TMC2100, micron3dp Doppelextruder, Big Booster, Filaprint, Z-Riemenantrieb
www.wattwetter.de
|
Re: Versatz beim Schließen von Bohrungen 09. February 2015 13:05 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.025 |
|
Re: Versatz beim Schließen von Bohrungen 10. February 2015 09:58 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.012 |
Moin,
jetzt hat´s ohne Versatz geklappt.
Ich hatte noch einen Lüfter mit einem Luftkanal von meinem Bulldog übrig. Den habe ich jetzt provisorisch an den Schlitten vom Hotend geschraubt und er bläst neben die Düse aufs Druckobjekt.
Mit 50% Drehzahl kühlt er bereits so gut, daß sich auch bei 100mm/s das ABS bei dem Teil aus meinem 1. Post nicht mehr hochwölbt.
War jetzt also der Extremtest für meinen 10 Stunden Gehäuse-Druck. Das will ich nun wirklich nicht langsamer drucken.
Grüße
Sascha
3Tripple 290x300x280mm, Raspi3+DUE+RADDS mit TMC2100, micron3dp Doppelextruder, Big Booster, Filaprint, Z-Riemenantrieb
www.wattwetter.de
jetzt hat´s ohne Versatz geklappt.
Ich hatte noch einen Lüfter mit einem Luftkanal von meinem Bulldog übrig. Den habe ich jetzt provisorisch an den Schlitten vom Hotend geschraubt und er bläst neben die Düse aufs Druckobjekt.
Mit 50% Drehzahl kühlt er bereits so gut, daß sich auch bei 100mm/s das ABS bei dem Teil aus meinem 1. Post nicht mehr hochwölbt.
War jetzt also der Extremtest für meinen 10 Stunden Gehäuse-Druck. Das will ich nun wirklich nicht langsamer drucken.
Grüße
Sascha
3Tripple 290x300x280mm, Raspi3+DUE+RADDS mit TMC2100, micron3dp Doppelextruder, Big Booster, Filaprint, Z-Riemenantrieb
www.wattwetter.de
|
Re: Versatz beim Schließen von Bohrungen 21. February 2015 07:04 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.012 |
Moin,
nachdem ich durch die Kühlung jetzt Probleme mit der Haftung der Layer untereinander hatte, habe ich mich nochmal mit dem Problem beschäftigt.
Ich habe jetzt die Riemenspannung verringert und siehe da, mein Testwürfel mit Löchern wurde einwandfrei gedruckt.
Kleine Ursache, große Wirkung.
Grüße
Sascha
3Tripple 290x300x280mm, Raspi3+DUE+RADDS mit TMC2100, micron3dp Doppelextruder, Big Booster, Filaprint, Z-Riemenantrieb
www.wattwetter.de
nachdem ich durch die Kühlung jetzt Probleme mit der Haftung der Layer untereinander hatte, habe ich mich nochmal mit dem Problem beschäftigt.
Ich habe jetzt die Riemenspannung verringert und siehe da, mein Testwürfel mit Löchern wurde einwandfrei gedruckt.
Kleine Ursache, große Wirkung.
Grüße
Sascha
3Tripple 290x300x280mm, Raspi3+DUE+RADDS mit TMC2100, micron3dp Doppelextruder, Big Booster, Filaprint, Z-Riemenantrieb
www.wattwetter.de
|
Re: Versatz beim Schließen von Bohrungen 21. February 2015 16:07 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 3.385 |

 Hmm...
Hmm...|
Re: Versatz beim Schließen von Bohrungen 22. February 2015 06:11 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 480 |
Eine höhere Riemenspannung führt zu mehr mechanischem Widerstand, deswegen macht es schon Sinn, dass das Problem dadurch reduziert werden kann. Allerdings hat man mit lockeren Riemen wieder andere Probleme (Nachschwingen, Unkehrspiel).
10 Stunden ist für einen Druck nicht sonderlich lang, ich habe gerade einen~ 100 Stunden-Druck am laufen
10 Stunden ist für einen Druck nicht sonderlich lang, ich habe gerade einen~ 100 Stunden-Druck am laufen
|
Re: Versatz beim Schließen von Bohrungen 22. February 2015 08:08 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.012 |
Moin,
ob das die Ursache war, kann ich auch nicht 100%ig sagen, jedenfalls war der Testwürfel mit 2 Bohrungen vorher versetzt und anschl. ok.
Viel Glück bei dem Druck
Grüße
Sascha
3Tripple 290x300x280mm, Raspi3+DUE+RADDS mit TMC2100, micron3dp Doppelextruder, Big Booster, Filaprint, Z-Riemenantrieb
www.wattwetter.de
ob das die Ursache war, kann ich auch nicht 100%ig sagen, jedenfalls war der Testwürfel mit 2 Bohrungen vorher versetzt und anschl. ok.
Viel Glück bei dem Druck
Grüße
Sascha
3Tripple 290x300x280mm, Raspi3+DUE+RADDS mit TMC2100, micron3dp Doppelextruder, Big Booster, Filaprint, Z-Riemenantrieb
www.wattwetter.de

{kind=link}
{kind=link}
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.