Schrittverluste durch "unsaubere" Layer und "hochgezogene Wände"
geschrieben von MarkusWolf
|
Schrittverluste durch "unsaubere" Layer und "hochgezogene Wände" 12. May 2015 15:22 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 15 |
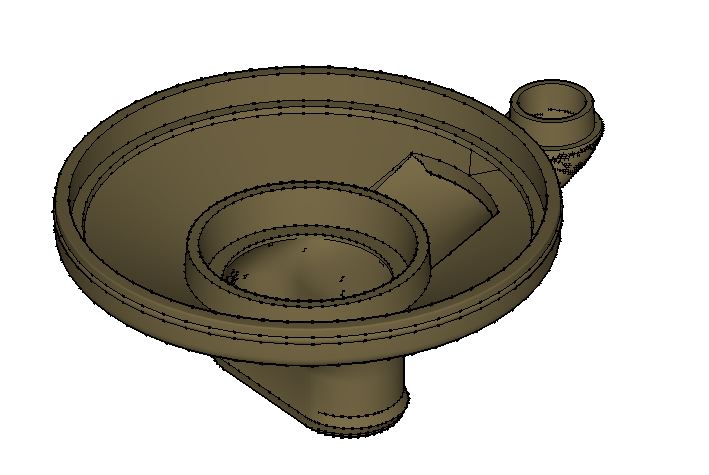
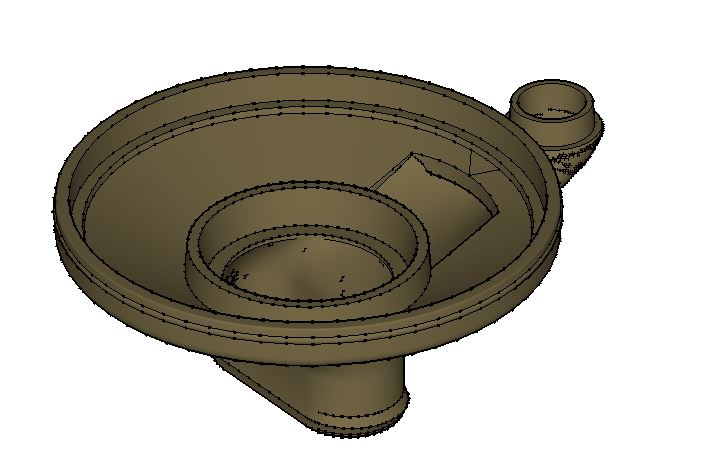
Ich verzweifle am Druck des angehängten Modells auf Ormerod1, nachdem ich zahlreiche hardwaretechnische Veränderungen (Ventilator ausgetauscht, x- und y-belt-tensioner eingebaut, Thermistor erneuert, Netzteil ausgewechselt, etc. ) vorgenommen hatte und auch auf die letzte Firmware v.1.04 (2015.02.02) und slic3r 1.2.6 umgestellt habe.
Wenn ich das Modell nun in der abgebildeten, auf dem ovalen Rohrstutzen stehenden Orientierung drucke, treten folgende vier Effekte auf:
1. Es werden ungefähr auf halber Höhe bei den steilen Überhängen die Außenwände hochgezogen, so dass diese wellige Konturen annehmen und die Düse irgendwann mit diesen „hochgezogenen Wellen“ kollidieren, sodass es zu Schrittverlusten/Versetzen des Druckes kommt.
2. Außerdem sind seither sehr hohe Werte für die „Extrusion width“ des „Support Materials“ in Höhe von ca. 200% erforderlich, damit ich diese noch gedruckt werden (bei geringeren Werten hört der Extruder irgendwann auf das Material noch durch die Druckdüse zu pressen). Derartig solides Supportmaterial lässt sich danach natürlich kaum noch vom Modell lösen.
3. Bereits vor meinen Umbaumaßnahmen konnte ich mit meinem Ormerod höchstens 45 Grad Überhänge drucken, während andere Drucker scheinbar deutlich stärkere Überhänge hinbekommen. Jetzt schaffe ich nicht einmal die. Ist das normal, oder ein Hinweis auf mangelhaften Zusammenbau des Druckers?
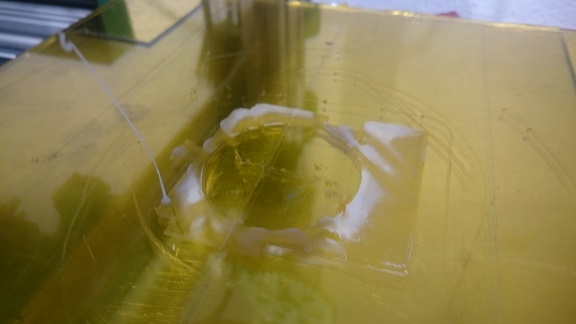
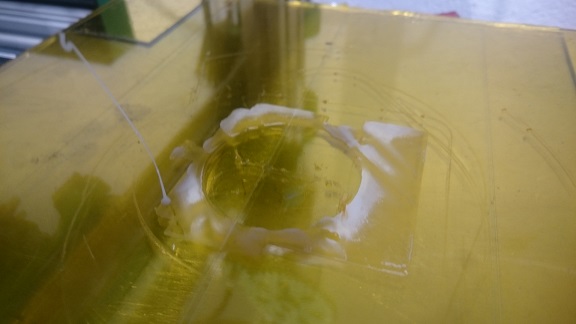
4. Bereits der erste Layer zeigt Stellen mit deutlich dickeren Filamentaufträgen wie ihr an dem Bild DSC_0137b deutlich sehen könnt.
In einem Forum-Beitrag zu SturmGhost („Drucker versetzt ab bestimmten Punkt die Layer“) wurde die Kühlung als eines der Hauptgründe für den ersten der oben aufgezählten Effekte ausgemacht. In der Tat hat das Erhöhen des minimalen Fan_Speeds von 30% auf 50% in Slic3r bei mir deutliche Verbesserungen hinsichtlich Effekt #2 gebracht. Das Teil lässt sich aber leider auch danach nicht drucken. Ich plane jetzt das „One-Piece-Hotend-Airduct“ aus Thingiverse zu drucken und verwenden, da ich damit möglicher Weise etwas bessere Kühlwerte erzielen kann. Möglicher Weise verringert auch die Gebläserichtung die Kühlung: Der Ventilator saugt die Luft in den „Air_Duct“ – leider weiß ich aber nicht mehr, ob er das vor meinem Umbau auch tat . Am Air_Duct und der Ventilatorrichtung kann es doch aber kaum liegen, oder? Beide Maßnahmen sind m. E. allenfalls ein „Herumdoktern an den Symptomen“ .. .
Ich verwende die angehängten Slic3r-Einstellungen (Settings A-E). Fällt Euch da etwas grob fehlerhaftes auf? Was verursacht die o.g. vier Effekte?
Markus
Wenn ich das Modell nun in der abgebildeten, auf dem ovalen Rohrstutzen stehenden Orientierung drucke, treten folgende vier Effekte auf:
1. Es werden ungefähr auf halber Höhe bei den steilen Überhängen die Außenwände hochgezogen, so dass diese wellige Konturen annehmen und die Düse irgendwann mit diesen „hochgezogenen Wellen“ kollidieren, sodass es zu Schrittverlusten/Versetzen des Druckes kommt.
2. Außerdem sind seither sehr hohe Werte für die „Extrusion width“ des „Support Materials“ in Höhe von ca. 200% erforderlich, damit ich diese noch gedruckt werden (bei geringeren Werten hört der Extruder irgendwann auf das Material noch durch die Druckdüse zu pressen). Derartig solides Supportmaterial lässt sich danach natürlich kaum noch vom Modell lösen.
3. Bereits vor meinen Umbaumaßnahmen konnte ich mit meinem Ormerod höchstens 45 Grad Überhänge drucken, während andere Drucker scheinbar deutlich stärkere Überhänge hinbekommen. Jetzt schaffe ich nicht einmal die. Ist das normal, oder ein Hinweis auf mangelhaften Zusammenbau des Druckers?
4. Bereits der erste Layer zeigt Stellen mit deutlich dickeren Filamentaufträgen wie ihr an dem Bild DSC_0137b deutlich sehen könnt.
In einem Forum-Beitrag zu SturmGhost („Drucker versetzt ab bestimmten Punkt die Layer“) wurde die Kühlung als eines der Hauptgründe für den ersten der oben aufgezählten Effekte ausgemacht. In der Tat hat das Erhöhen des minimalen Fan_Speeds von 30% auf 50% in Slic3r bei mir deutliche Verbesserungen hinsichtlich Effekt #2 gebracht. Das Teil lässt sich aber leider auch danach nicht drucken. Ich plane jetzt das „One-Piece-Hotend-Airduct“ aus Thingiverse zu drucken und verwenden, da ich damit möglicher Weise etwas bessere Kühlwerte erzielen kann. Möglicher Weise verringert auch die Gebläserichtung die Kühlung: Der Ventilator saugt die Luft in den „Air_Duct“ – leider weiß ich aber nicht mehr, ob er das vor meinem Umbau auch tat . Am Air_Duct und der Ventilatorrichtung kann es doch aber kaum liegen, oder? Beide Maßnahmen sind m. E. allenfalls ein „Herumdoktern an den Symptomen“ .. .
Ich verwende die angehängten Slic3r-Einstellungen (Settings A-E). Fällt Euch da etwas grob fehlerhaftes auf? Was verursacht die o.g. vier Effekte?
Markus
Anhänge:
Öffnen | Download - Boden2.JPG (44.2 KB)
Öffnen | Download - DSC_0137b.jpg (50.2 KB)
Öffnen | Download - SettingsA1.docx (46.9 KB)
Öffnen | Download - SettingsA2.docx (44.9 KB)
Öffnen | Download - SettingsB.docx (50.3 KB)
Öffnen | Download - SettingsC.docx (63.1 KB)
Öffnen | Download - SettingsD.docx (46.9 KB)
Öffnen | Download - SettingsE.docx (43.9 KB)
Öffnen | Download - Boden2.JPG (44.2 KB)
Öffnen | Download - DSC_0137b.jpg (50.2 KB)
Öffnen | Download - SettingsA1.docx (46.9 KB)
Öffnen | Download - SettingsA2.docx (44.9 KB)
Öffnen | Download - SettingsB.docx (50.3 KB)
Öffnen | Download - SettingsC.docx (63.1 KB)
Öffnen | Download - SettingsD.docx (46.9 KB)
Öffnen | Download - SettingsE.docx (43.9 KB)
|
Re: Schrittverluste durch "unsaubere" Layer und "hochgezogene Wände" 12. May 2015 16:36 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 1.807 |
Fehlerhaftes .stl file Schlüsse ich mal aus, oder?
Könnte an falschem Z Null liegen. Hast du eine Messuhr?
Habe kein Omerod, sodass ich nur spekulieren kann.
Bitte nicht als fundiertes Wissen deuten.
Das andere ist vermutlich oder koennte mit hoher Ahrscheinlichkeit die Firmware sein.
Frage mal ganz hoeflich einer der Duett Entwickler (glaub DC42 oder so...der ist sehr nett und meist sehr hilfsbereit).
Drueke dir die Daumen.
Gruss
Angelo
Mein Club: [hackerspace-ffm.de]
RADDS-Shield -> Commercial [max3dshop.org]
Könnte an falschem Z Null liegen. Hast du eine Messuhr?
Habe kein Omerod, sodass ich nur spekulieren kann.
Bitte nicht als fundiertes Wissen deuten.
Das andere ist vermutlich oder koennte mit hoher Ahrscheinlichkeit die Firmware sein.
Frage mal ganz hoeflich einer der Duett Entwickler (glaub DC42 oder so...der ist sehr nett und meist sehr hilfsbereit).
Drueke dir die Daumen.
Gruss
Angelo
Mein Club: [hackerspace-ffm.de]
RADDS-Shield -> Commercial [max3dshop.org]
|
Re: Schrittverluste durch "unsaubere" Layer und "hochgezogene Wände" 13. May 2015 10:18 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 15 |
|
Re: Schrittverluste durch "unsaubere" Layer und "hochgezogene Wände" 13. May 2015 10:20 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 15 |
|
Re: Schrittverluste durch "unsaubere" Layer und "hochgezogene Wände" 13. May 2015 10:37 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 15 |
Da ich technische Ursachen für die Fehldrucke nahezu mit Sicherheit ausschalten kann, Hier nochmals die ersten Zeilen des G-Code. Vielleicht fällt ja jemandem etwas auf??
; generated by Slic3r 1.2.6 on 2015-05-12 at 18:49:23
; Keine Interface layers.
; Direkter Kontakt Support mit Objekt
; Support 85% der Objektstärke
; external perimeters extrusion width = 0.50mm
; perimeters extrusion width = 0.85mm
; infill extrusion width = 1.19mm
; solid infill extrusion width = 0.85mm
; top infill extrusion width = 0.85mm
; support material extrusion width = 0.25mm
M107
M190 S65 ; set bed temperature
M104 S185 ; set temperature
G1 Z5 F5000 ; lift nozzle
T1;
M109 S185 ; wait for temperature to be reached
G21 ; set units to millimeters
G90 ; use absolute coordinates
M82 ; use absolute distances for extrusion
G92 E0
G1 E-4.00000 F2400.00000
G92 E0
G1 Z0.170 F7800.000
G1 X62.679 Y67.713 F7800.000
G1 E4.00000 F2400.00000
G1 X63.034 Y67.384 E4.00457 F1800.000
G1 X64.012 Y66.553 E4.01668
G1 X66.498 Y64.548 E4.04682
G1 X66.990 Y64.192 E4.05255
G1 X69.890 Y62.308 E4.08518
G1 X70.825 Y61.753 E4.09545
; generated by Slic3r 1.2.6 on 2015-05-12 at 18:49:23
; Keine Interface layers.
; Direkter Kontakt Support mit Objekt
; Support 85% der Objektstärke
; external perimeters extrusion width = 0.50mm
; perimeters extrusion width = 0.85mm
; infill extrusion width = 1.19mm
; solid infill extrusion width = 0.85mm
; top infill extrusion width = 0.85mm
; support material extrusion width = 0.25mm
M107
M190 S65 ; set bed temperature
M104 S185 ; set temperature
G1 Z5 F5000 ; lift nozzle
T1;
M109 S185 ; wait for temperature to be reached
G21 ; set units to millimeters
G90 ; use absolute coordinates
M82 ; use absolute distances for extrusion
G92 E0
G1 E-4.00000 F2400.00000
G92 E0
G1 Z0.170 F7800.000
G1 X62.679 Y67.713 F7800.000
G1 E4.00000 F2400.00000
G1 X63.034 Y67.384 E4.00457 F1800.000
G1 X64.012 Y66.553 E4.01668
G1 X66.498 Y64.548 E4.04682
G1 X66.990 Y64.192 E4.05255
G1 X69.890 Y62.308 E4.08518
G1 X70.825 Y61.753 E4.09545
|
Re: Schrittverluste durch "unsaubere" Layer und "hochgezogene Wände" 14. May 2015 07:46 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 189 |
Ja, mir fällt da direkt etwas auf!
external perimeter extrusion width sollte m.E. deutlich höher angesetzt sein!
Hilfreich wäre noch zu wissen -> vermutlich druckst du PLA?
welche Temperatur?
Ich habe bei meinem i3 das Problem, dass die Spitze der Düse meines E3D V6 Hotends Hitze in die gerae gelegten Layer bringt und sich diese daraufhin wochwölben.
Das "Edge-Curling" Problem bei Überhängen ist im wesneltichen auf 2 bzw. 3 faktoren zurückzuführen.
In Bezug auf die Extrusionsbreite im Verhältnis zum Düsendurchmesse rund zur Layer-height ist ein ungünstiges Verhältnis gewählt.
1. gehe hier mindestens auf 0.6mm Extrusion width für externe Perimeter - die extrusion width für "normale" Perimeter kannst du ggf, wie die fürs INfill ruhig moderat reduzieren, aber lieber nicht zuviel auf einmal verändern.
2. Ist deiner Heater-Block thermisch abgeschirmt?
Ich habe meinen kompletten heaterblock mit bis 300° stabilem Hochtemperatursilikon eingekleistert, so dass zum EInen die Hitzeabstrahlung ins gedruckte Objekt deutlich verringert wird, zum Anderen aber - das finde ich beinahe genauso wichtig, die Temperatur des Heaterblocks deutlich konstanter bleibt, auch bei exzessiver Kühlung mit 2 40mm Lüftern die links und rechts kräftig in Richtung Düse pusten!
3. Kühlung Kühlung und nochmals Kühlung! Und zwar so direkt und dicht wie es irgendwie geht dort, wo der Kunstoff aus dem Nozzle austritt
Das in Kombination mit einer deutlichen Erhöhung der "external extrusion width" - welche bei mir vorher auf 0.4 war und nun häufig auf 0.6 oder gar 0.65 steht, hat dazu geführt, dass ich nun super Überhänge drucken kann.
Die "hollow-pyramid" ist das testobjekt der Wahl!
Wenn du die "perfekt" drucken kannst, weisst du, dass der Drucker gut eingestellt ist ;-)
BIs dahin, muss eben an gewissen - o.g Parametern geschraubt werden.
Da ich das bislang mit der exzessiven Kühlung auch nicht wahrhaben wollte habe ich mal eine hollowpyramid gedruckt, bei der ich nen 120mm Gehäuselüfter immer recht nah an die Düse gehalten habe - die wurde nahezu perfekt trotz anderer nicht idealer Paramter - aber seien wir ehrlich - nen 120mm Lüfter mitzuverfahren macht nicht so viel Sinn.
2-mal bearbeitet. Zuletzt am 14.05.15 07:47.
external perimeter extrusion width sollte m.E. deutlich höher angesetzt sein!
Hilfreich wäre noch zu wissen -> vermutlich druckst du PLA?
welche Temperatur?
Ich habe bei meinem i3 das Problem, dass die Spitze der Düse meines E3D V6 Hotends Hitze in die gerae gelegten Layer bringt und sich diese daraufhin wochwölben.
Das "Edge-Curling" Problem bei Überhängen ist im wesneltichen auf 2 bzw. 3 faktoren zurückzuführen.
In Bezug auf die Extrusionsbreite im Verhältnis zum Düsendurchmesse rund zur Layer-height ist ein ungünstiges Verhältnis gewählt.
1. gehe hier mindestens auf 0.6mm Extrusion width für externe Perimeter - die extrusion width für "normale" Perimeter kannst du ggf, wie die fürs INfill ruhig moderat reduzieren, aber lieber nicht zuviel auf einmal verändern.
2. Ist deiner Heater-Block thermisch abgeschirmt?
Ich habe meinen kompletten heaterblock mit bis 300° stabilem Hochtemperatursilikon eingekleistert, so dass zum EInen die Hitzeabstrahlung ins gedruckte Objekt deutlich verringert wird, zum Anderen aber - das finde ich beinahe genauso wichtig, die Temperatur des Heaterblocks deutlich konstanter bleibt, auch bei exzessiver Kühlung mit 2 40mm Lüftern die links und rechts kräftig in Richtung Düse pusten!
3. Kühlung Kühlung und nochmals Kühlung! Und zwar so direkt und dicht wie es irgendwie geht dort, wo der Kunstoff aus dem Nozzle austritt
Das in Kombination mit einer deutlichen Erhöhung der "external extrusion width" - welche bei mir vorher auf 0.4 war und nun häufig auf 0.6 oder gar 0.65 steht, hat dazu geführt, dass ich nun super Überhänge drucken kann.
Die "hollow-pyramid" ist das testobjekt der Wahl!
Wenn du die "perfekt" drucken kannst, weisst du, dass der Drucker gut eingestellt ist ;-)
BIs dahin, muss eben an gewissen - o.g Parametern geschraubt werden.
Da ich das bislang mit der exzessiven Kühlung auch nicht wahrhaben wollte habe ich mal eine hollowpyramid gedruckt, bei der ich nen 120mm Gehäuselüfter immer recht nah an die Düse gehalten habe - die wurde nahezu perfekt trotz anderer nicht idealer Paramter - aber seien wir ehrlich - nen 120mm Lüfter mitzuverfahren macht nicht so viel Sinn.
2-mal bearbeitet. Zuletzt am 14.05.15 07:47.
|
Re: Schrittverluste durch "unsaubere" Layer und "hochgezogene Wände" 15. May 2015 07:33 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 15 |
Hallo Alexander,
vielen Dank für Deine Hinweise.
Ich probiere es jetzt mal mit 0.6mm Extrusion width für externe Perimeter und je 0.5mm für "normale Perimeter" bzw. Infill. Ja ich drucke PLA und die Temperatur ist 185 Grad (siehe GCode)
Auch bei mir drückt die Spitze der Düse des Hotends Hitze in die gerade gelegten Layer und in der Tat: mein Heater-Block ist nicht thermisch abgeschirmt und darüber hinaus hängen sogar noch ca. 2mm der Heizspitze am Rand heraus ... . Mal sehen ob Hochtemperatur-Silikon und veränderte Kühlung etwas bringt ... . Ich gebe dann Feedback, wenn ich Resultate habe... .
. Mal sehen ob Hochtemperatur-Silikon und veränderte Kühlung etwas bringt ... . Ich gebe dann Feedback, wenn ich Resultate habe... .
Markus
vielen Dank für Deine Hinweise.
Ich probiere es jetzt mal mit 0.6mm Extrusion width für externe Perimeter und je 0.5mm für "normale Perimeter" bzw. Infill. Ja ich drucke PLA und die Temperatur ist 185 Grad (siehe GCode)
Auch bei mir drückt die Spitze der Düse des Hotends Hitze in die gerade gelegten Layer und in der Tat: mein Heater-Block ist nicht thermisch abgeschirmt und darüber hinaus hängen sogar noch ca. 2mm der Heizspitze am Rand heraus ...
. Mal sehen ob Hochtemperatur-Silikon und veränderte Kühlung etwas bringt ... . Ich gebe dann Feedback, wenn ich Resultate habe... .Markus
|
Re: Schrittverluste durch "unsaubere" Layer und "hochgezogene Wände" 15. May 2015 07:35 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 15 |
|
Re: Schrittverluste durch "unsaubere" Layer und "hochgezogene Wände" 17. May 2015 02:42 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 4.977 |
Unter advanced den default nicht auf 0 stellen. Ansonsten kommt genau so was bei rum.
| Triffid Hunter's Calibration Guide | --> X <-- Drill for new Monitor | Most important Gcode. |
|
Re: Schrittverluste durch "unsaubere" Layer und "hochgezogene Wände" 17. May 2015 18:20 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 15 |
Nach "nur" fast einer Wocher täglich stundenlanger Arbeit habe ich das Problem endlich lösen können. Leider habe ich zum Ende hin gleich zwei Änderungen vorgenommen, und deshalb zwei mögliche Erklärungsmodelle... :
(1) Entweder es war die letzte Änderung der Slic3r Settings (m.E. eher unwahrscheinlich, da ich ja vorher bereits vielfach die Settings verändert habe) oder
(2) ein Wackelkontakt im blauen "Masse-Kabel" des Proximity-Sensors (die Litze im blauen Kabel war offensichtlich im elektrischen Kabel in Nähe des Steckerkopfes gerissen, so dass es bei bestimmten Kabelpositionen zu Kontaktunterbrechungen kam). Nachdem ich diesen Wackelkontakt bemerkt und behoben/gelötet habe, werden die Layer absolut einwandfrei gedruckt und auch die Überhänge werden wieder wie in der Vergangenheit bis ca. 40 Grad Überhang ohne Support-Material gedruckt.
Da ich zuvor bereits gefühlte hundert Änderungen an den Slic3r-Settings ohne nennenwerten Verbesserungen durchgeführt habe, erscheint mir Erklärung (2) vielfach plausibler. Mein Problem ist, dass ich überhaupt keinen kausalen Zusammenhang sehe! Können Fehlspannungen bei den Proximity-Sensor-Pins zu den oben beschriebenen Druckfehlern führen??? Das macht in meinen Augen kaum Sinn...! Ich dachte der Proximity-Sensor dient nur zur Bestimmung von Z=0 und zum "Einebnung" des Druckbettes. Selbst wenn da mal an den Pins wegen unterbrochenem Massekabel 5V auflaufen sollte das doch nicht zu verändertem Flow führen, oder?
Weiß einer von Euch, ob Erklärung (2) überhaupt möglich ist???
Markus
(1) Entweder es war die letzte Änderung der Slic3r Settings (m.E. eher unwahrscheinlich, da ich ja vorher bereits vielfach die Settings verändert habe) oder
(2) ein Wackelkontakt im blauen "Masse-Kabel" des Proximity-Sensors (die Litze im blauen Kabel war offensichtlich im elektrischen Kabel in Nähe des Steckerkopfes gerissen, so dass es bei bestimmten Kabelpositionen zu Kontaktunterbrechungen kam). Nachdem ich diesen Wackelkontakt bemerkt und behoben/gelötet habe, werden die Layer absolut einwandfrei gedruckt und auch die Überhänge werden wieder wie in der Vergangenheit bis ca. 40 Grad Überhang ohne Support-Material gedruckt.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
Da ich zuvor bereits gefühlte hundert Änderungen an den Slic3r-Settings ohne nennenwerten Verbesserungen durchgeführt habe, erscheint mir Erklärung (2) vielfach plausibler. Mein Problem ist, dass ich überhaupt keinen kausalen Zusammenhang sehe! Können Fehlspannungen bei den Proximity-Sensor-Pins zu den oben beschriebenen Druckfehlern führen??? Das macht in meinen Augen kaum Sinn...! Ich dachte der Proximity-Sensor dient nur zur Bestimmung von Z=0 und zum "Einebnung" des Druckbettes. Selbst wenn da mal an den Pins wegen unterbrochenem Massekabel 5V auflaufen sollte das doch nicht zu verändertem Flow führen, oder?
Weiß einer von Euch, ob Erklärung (2) überhaupt möglich ist???
Markus
|
Re: Schrittverluste durch "unsaubere" Layer und "hochgezogene Wände" 19. May 2015 15:19 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 189 |
Also ich halt die geänderten Slic3r Settings für wahrscheinlicher - aber das ist nur meine subjektive Einschätzung.
Ich weiß, dass ich bei meinem ersten Drucker - einem PowerWasp Evo fast wahnsinnig geworden wäre, weil die "hollow-Pyramid" einfach nicht zu drucken war und viele Objekte mit Überhängen einfach immer zum Hängenbleiben der Düse und zum Versatz führten...
Ich habe dann endlos Einstellungen geändert (ohne zu wissen, was ich da tue) - schlussendlich wurde die Drucke aber nahezu perfekt.
auf jeden Fall schön, dass es nun bei Dir wieder klappt,
Alex
Ich weiß, dass ich bei meinem ersten Drucker - einem PowerWasp Evo fast wahnsinnig geworden wäre, weil die "hollow-Pyramid" einfach nicht zu drucken war und viele Objekte mit Überhängen einfach immer zum Hängenbleiben der Düse und zum Versatz führten...
Ich habe dann endlos Einstellungen geändert (ohne zu wissen, was ich da tue) - schlussendlich wurde die Drucke aber nahezu perfekt.
auf jeden Fall schön, dass es nun bei Dir wieder klappt,
Alex
|
Re: Schrittverluste durch "unsaubere" Layer und "hochgezogene Wände" 20. May 2015 06:29 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 15 |
Quote
Alexander1984
Also ich halt die geänderten Slic3r Settings für wahrscheinlicher - aber das ist nur meine subjektive Einschätzung.
.. davon wäre ich auch ausgegangen, wenn da nicht noch einige andere deutliche Anzeichen wären: Der Druckkopf blieb vor den letzten Änderungen so alle 10 - 20 Layser für einige Sekunden stehen, bevor er dann wieder den Druck aufnahm (ich drucke grundsätzlich von der SD-karte). Außerdem hatte ich erinnerungsgemäß zum Ende hin allerhöchstens 2 kleinere Settings geändert, etc... .
2-mal bearbeitet. Zuletzt am 20.05.15 18:43.
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.