Hilfe bei Problemidentifikation: Erste Schicht unsauber
geschrieben von mardy3d
|
Hilfe bei Problemidentifikation: Erste Schicht unsauber 18. June 2015 17:10 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 94 |
Guten Abend an die deutschen RepRapper,
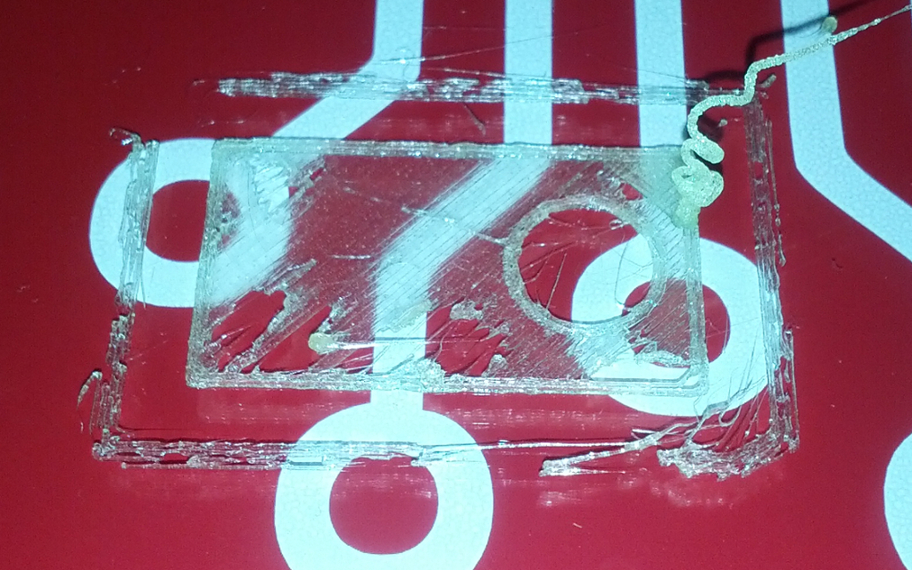
im Verlaufe meiner RepRap-Karriere fluktuiert die erreichte Druckqualität über den zeitlichen Verlauf. Z.z. bin ich an einem Minimum: Im Anhang findet ihr ein Bild meines letzten Druckversuchs.
Dazu verwendet wurde ein Prusa i3 aus Holz mit der folgenden Konfiguration: PLA, 210°C Nozzle, 80°C Bett und 10mm/s für die erste Schicht.
Gemäß des Artikels zum Troubleshooting im Wiki könnte es an einem zu großen Abstand zwischen Bett und Spitze liegen. Die gehomte Position an besagter Stelle bietet allerdings Platz für genau ein Blatt-Papier; das sollte in der Theorie (und das tat es auch vor einiger Zeit noch) zu einer guten ersten Schicht führen. Generell kämpfe ich schon seit dem Aufbau des Druckers damit, dass Filament teils nur tröpfchen-haft aus dem Hotend kommt.
Ich bitte euch um Hilfe! Habt ihr eine Idee, woran das liegen kann? Ein Lösungsansatz ist das verbauen eines Auto-Bed-Leveling Systems; ich befürchte, dass dies aber nur Symptome und nicht die Ursache beseitigt.
Vielen Dank vorab! :-)
im Verlaufe meiner RepRap-Karriere fluktuiert die erreichte Druckqualität über den zeitlichen Verlauf. Z.z. bin ich an einem Minimum: Im Anhang findet ihr ein Bild meines letzten Druckversuchs.
Dazu verwendet wurde ein Prusa i3 aus Holz mit der folgenden Konfiguration: PLA, 210°C Nozzle, 80°C Bett und 10mm/s für die erste Schicht.
Gemäß des Artikels zum Troubleshooting im Wiki könnte es an einem zu großen Abstand zwischen Bett und Spitze liegen. Die gehomte Position an besagter Stelle bietet allerdings Platz für genau ein Blatt-Papier; das sollte in der Theorie (und das tat es auch vor einiger Zeit noch) zu einer guten ersten Schicht führen. Generell kämpfe ich schon seit dem Aufbau des Druckers damit, dass Filament teils nur tröpfchen-haft aus dem Hotend kommt.
Ich bitte euch um Hilfe! Habt ihr eine Idee, woran das liegen kann? Ein Lösungsansatz ist das verbauen eines Auto-Bed-Leveling Systems; ich befürchte, dass dies aber nur Symptome und nicht die Ursache beseitigt.
Vielen Dank vorab! :-)
{kind=link}
{kind=link}
|
Re: Hilfe bei Problemidentifikation: Erste Schicht unsauber 18. June 2015 18:02 |
Administrator Registrierungsdatum: 16 Jahre zuvor Beiträge: 13.884 |
... variier mal die Temperatur, ob/wie sichs verändert.
Das Material könnte sich während der Lagerung auch verändern - meist durch Wasseraufnahme ... vorsichtiges Trocknen im Backofen könnte dabei helfen ...
Viktor
--------
Aufruf zum Projekt "Müll-freie Meere" - [reprap.org] -- Deutsche Facebook-Gruppe - [www.facebook.com]
Call for the project "garbage-free seas" - [reprap.org]
Das Material könnte sich während der Lagerung auch verändern - meist durch Wasseraufnahme ... vorsichtiges Trocknen im Backofen könnte dabei helfen ...
Viktor
--------
Aufruf zum Projekt "Müll-freie Meere" - [reprap.org] -- Deutsche Facebook-Gruppe - [www.facebook.com]
Call for the project "garbage-free seas" - [reprap.org]
|
Re: Hilfe bei Problemidentifikation: Erste Schicht unsauber 18. June 2015 18:03 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 689 |
Quote
mardy3d
Generell kämpfe ich schon seit dem Aufbau des Druckers damit, dass Filament teils nur tröpfchen-haft aus dem Hotend kommt
Hast du schon mal versucht da an zu setzen?
Was macht er denn wenn du einfach mal 200mm in die Luft extrudierst? Wird das ganze ein sauberer Faden? Kannst du ausschließen das das Filament (ich sags mal vorsichtig) "minderwertig" ist? Ich hatte mal welches da fing es nach ner halben Rolle mit Luftblasen im Filament los ... ich dachte auch erst der Drucker spinnt ... war aber am ende nur das Filament und die Lufteinschlüsse.
Gruß Peter

|
Re: Hilfe bei Problemidentifikation: Erste Schicht unsauber 18. June 2015 18:05 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 300 |
Hallo
Im Slicer gibt es einen Printer Settings / General / Z offset wert, bei mir ist er -0.4 Düsendurchmesser, was steht bei dir
1-mal bearbeitet. Zuletzt am 18.06.15 18:07.
Mein erster Drucker ein Prusa Mendel i2 + RAMPS 1.4 & LCD 12864 Graphic Smart Controller,
P3Steel Mein P3Steel noch im bau
Marlin 2.0
Im Slicer gibt es einen Printer Settings / General / Z offset wert, bei mir ist er -0.4 Düsendurchmesser, was steht bei dir
1-mal bearbeitet. Zuletzt am 18.06.15 18:07.
Mein erster
Drucker ein Prusa Mendel i2 + RAMPS 1.4 & LCD 12864 Graphic Smart Controller,P3Steel Mein P3Steel noch im bau
Marlin 2.0
|
Re: Hilfe bei Problemidentifikation: Erste Schicht unsauber 19. June 2015 07:02 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 19 |
|
Re: Hilfe bei Problemidentifikation: Erste Schicht unsauber 19. June 2015 07:54 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 215 |
|
Re: Hilfe bei Problemidentifikation: Erste Schicht unsauber 21. June 2015 18:45 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 94 |
Klasse, vielen Dank!
Ich werde mal mit der Temperaturkonfiguration (Bett,Spitze) herum spielen. Mein Filament habe ich nun seit vergangenem Oktober. Seit dem ist es an der Luft. Ich werde mal ein vorsichtiges Trocknen im Backoven probieren.
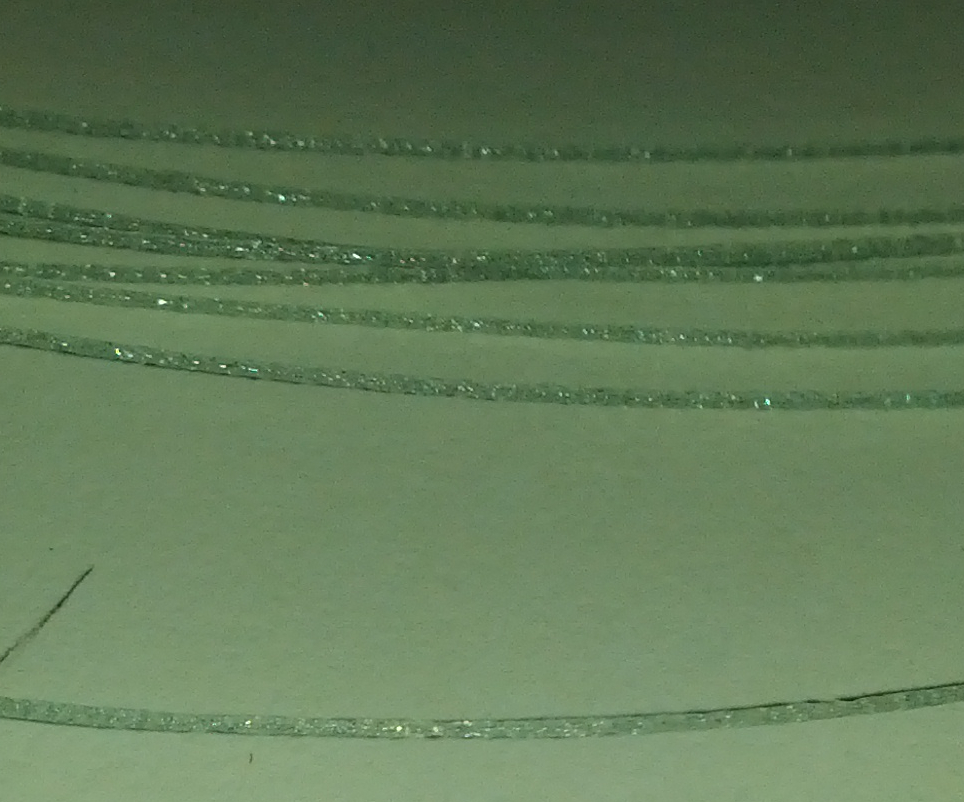
Ich habe das Filament zusammen mit dem Drucker von Makerfarm bekommen und nahm an, es sei qualitativ hochwertig - aber man weiß ja nie hinsichtlich der Fluktuationen im Herstellungsprozess. Ich habe mal 100mm extrudiert und die Bilder angehängt. Ich habe darauf noch nie so geachtet, aber man erkennt ziemlich heftige Fluktuationen! Ebenso während des Extrudierens konnte man diese feststellen.
Zunächst haftete das Filament an der Spitze, sobald der Tropfen zu groß war und herunter fiel, wurde es ein Faden (wohl gemerkt mit o.g. Qualität). Zuvor dachte ich, dass die Körnigkeit im Filament der fluoreszierenden Eigenschaft geschuldet sei.
Meinen GCode erstelle ich mit Cura. Ich vermute, dass diese Einstellung einem die z-Kalibrierung verstellt. Ich habe nichts ähnlich in Cura gefunden noch verstellt.
Du hast absolut Recht! Das Filament bleibt an der Düse anstatt des Bettes hängen; dann wird es mehr oder weniger mitgeschleift. Wie ist die Haftung zu überprüfen? Ich dachte bisher, dass die Haftung ausschließlich vom Abstand zwischen Bett und Spitze abhängt. Ich verwende normales 4mm Glas.
Die Filament-Proben sind bestellt (Filamentworld) :-) Ich bin sehr gespann!
Quote
... variier mal die Temperatur, ob/wie sichs verändert.
Das Material könnte sich während der Lagerung auch verändern - meist durch Wasseraufnahme ... vorsichtiges Trocknen im Backofen könnte dabei helfen ...
Ich werde mal mit der Temperaturkonfiguration (Bett,Spitze) herum spielen. Mein Filament habe ich nun seit vergangenem Oktober. Seit dem ist es an der Luft. Ich werde mal ein vorsichtiges Trocknen im Backoven probieren.
Quote
PeterKu
Hast du schon mal versucht da an zu setzen?
Was macht er denn wenn du einfach mal 200mm in die Luft extrudierst? Wird das ganze ein sauberer Faden? Kannst du ausschließen das das Filament (ich sags mal vorsichtig) "minderwertig" ist? Ich hatte mal welches da fing es nach ner halben Rolle mit Luftblasen im Filament los ... ich dachte auch erst der Drucker spinnt ... war aber am ende nur das Filament und die Lufteinschlüsse.
Ich habe das Filament zusammen mit dem Drucker von Makerfarm bekommen und nahm an, es sei qualitativ hochwertig - aber man weiß ja nie hinsichtlich der Fluktuationen im Herstellungsprozess. Ich habe mal 100mm extrudiert und die Bilder angehängt. Ich habe darauf noch nie so geachtet, aber man erkennt ziemlich heftige Fluktuationen! Ebenso während des Extrudierens konnte man diese feststellen.
Zunächst haftete das Filament an der Spitze, sobald der Tropfen zu groß war und herunter fiel, wurde es ein Faden (wohl gemerkt mit o.g. Qualität). Zuvor dachte ich, dass die Körnigkeit im Filament der fluoreszierenden Eigenschaft geschuldet sei.
Quote
Im Slicer gibt es einen Printer Settings / General / Z offset wert, bei mir ist er -0.4 Düsendurchmesser, was steht bei dir grinning smiley
Meinen GCode erstelle ich mit Cura. Ich vermute, dass diese Einstellung einem die z-Kalibrierung verstellt. Ich habe nichts ähnlich in Cura gefunden noch verstellt.
Quote
Ergänzend würde ich noch vorschlagen, wenn die Extrusion gleichmäßig ist, die Haftung der ersten Schicht überprüfen. Bei dem Infill sieht es ja recht gleichmäßig aus. Kann es sein, dass das Filament teilweise an der Düse hängen bleibt statt am Druckbett?
Du hast absolut Recht! Das Filament bleibt an der Düse anstatt des Bettes hängen; dann wird es mehr oder weniger mitgeschleift. Wie ist die Haftung zu überprüfen? Ich dachte bisher, dass die Haftung ausschließlich vom Abstand zwischen Bett und Spitze abhängt. Ich verwende normales 4mm Glas.
Quote
Ich würde dir eine andere (besser noch neue) Rolle vorschlagen.
Die Filament-Proben sind bestellt (Filamentworld) :-) Ich bin sehr gespann!
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Hilfe bei Problemidentifikation: Erste Schicht unsauber 22. June 2015 10:57 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 19 |
Quote
mardy3d
Das Filament bleibt an der Düse anstatt des Bettes hängen; dann wird es mehr oder weniger mitgeschleift. Wie ist die Haftung zu überprüfen? Ich dachte bisher, dass die Haftung ausschließlich vom Abstand zwischen Bett und Spitze abhängt. Ich verwende normales 4mm Glas.
Bei PLA auf Glas funktioniert es bei mir mit dem Klebestift am besten. Wenn die Düse das Filament vom Druckbett abreißt, dann ist die Haftung unzureichend, würde ich mal behaupten. Der Abstand Düse/Bett sah auf deinem Bild gut aus. Wenn die Düse zu weit oben wäre, dann fällt das Filament aufs Bett und kühlt vorher schon ein wenig ab und haftet dann meistens schlecht.
Auf den Bildern im letzten Post sieht das Filament echt komisch aus. Das ist Material das du extrudiert hast? Ist das wie ein gleichmäßiger Zylinder oder hat das eine unebene Oberfläche?
|
Re: Hilfe bei Problemidentifikation: Erste Schicht unsauber 22. June 2015 11:44 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 689 |
Das extrudierte Material sieht echt komisch aus ... spiel mal etwas mit der Temperatur
Wenn die letzten beiden Bilder das Ergebnis von "in die Luft extrudiert" ist kann da was nicht ganz passen
Wobei transparentes Filament bis weilen etwas zickig sein kann, zumindest hab ich die Erfahrung gemacht das man da ruhig bisschen wärmer rann gehen kann. Irgendwo hatte ich hier auch schonmal was mit konkreten Temperaturen und versuchen gelesen, ich schau mal ob ich es auf die schnelle finde.
Gruß Peter
Edit: schau mal HIER und lies auch ruhig bisschen weiter oben, die selben Erfahrungen hatte ich bei PLA in transparent gemacht
1-mal bearbeitet. Zuletzt am 22.06.15 11:53.
Wenn die letzten beiden Bilder das Ergebnis von "in die Luft extrudiert" ist kann da was nicht ganz passen
Wobei transparentes Filament bis weilen etwas zickig sein kann, zumindest hab ich die Erfahrung gemacht das man da ruhig bisschen wärmer rann gehen kann. Irgendwo hatte ich hier auch schonmal was mit konkreten Temperaturen und versuchen gelesen, ich schau mal ob ich es auf die schnelle finde.
Gruß Peter
Edit: schau mal HIER und lies auch ruhig bisschen weiter oben, die selben Erfahrungen hatte ich bei PLA in transparent gemacht
1-mal bearbeitet. Zuletzt am 22.06.15 11:53.
|
Re: Hilfe bei Problemidentifikation: Erste Schicht unsauber 22. June 2015 19:09 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 94 |
Quote
Genosse
Bei PLA auf Glas funktioniert es bei mir mit dem Klebestift am besten. Wenn die Düse das Filament vom Druckbett abreißt, dann ist die Haftung unzureichend, würde ich mal behaupten. Der Abstand Düse/Bett sah auf deinem Bild gut aus. Wenn die Düse zu weit oben wäre, dann fällt das Filament aufs Bett und kühlt vorher schon ein wenig ab und haftet dann meistens schlecht.
Auf den Bildern im letzten Post sieht das Filament echt komisch aus. Das ist Material das du extrudiert hast? Ist das wie ein gleichmäßiger Zylinder oder hat das eine unebene Oberfläche?
Mhm, okay. Ich habe damals mit Haarspray angefangen und gehofft mit einem perfekten Nozzle-Bed-Abstand diese Sauerei umgehen zu können. Naja, ich werde es dennoch probieren! Ja, das ist extrudiertes Material. Ich bin mir nicht ganz sicher, was du mit gleichmäßigem Zylinder oder unebener Oberfläche meinst. Der extrudierte Faden ist gewissermaßen ein Zylinder; in dieser Anschauung aber sicherlich keiner mit konstantem Radius. Das Bild zeigt in-die-Luft-extrudiertes Filament, d.h. es klebte an keiner Oberfläche. Beantwortet das deine Nachfrage?
Quote
PeterKu
Das extrudierte Material sieht echt komisch aus ... spiel mal etwas mit der Temperatur
Wenn die letzten beiden Bilder das Ergebnis von "in die Luft extrudiert" ist kann da was nicht ganz passen winking smiley
Wobei transparentes Filament bis weilen etwas zickig sein kann, zumindest hab ich die Erfahrung gemacht das man da ruhig bisschen wärmer rann gehen kann. Irgendwo hatte ich hier auch schonmal was mit konkreten Temperaturen und versuchen gelesen, ich schau mal ob ich es auf die schnelle finde.
Gruß Peter smiling smiley
Edit: schau mal HIER und lies auch ruhig bisschen weiter oben, die selben Erfahrungen hatte ich bei PLA in transparent gemacht
Ja, das sind die Fäden beim Extrudieren in die Luft :-O Danke für den Link, ich werde mal mit der Temperatur herumspielen. Was erkennst du als komisch an bei meinen produzierten Fäden? Ich vermute, dass sie homogener sein sollten?
|
Re: Hilfe bei Problemidentifikation: Erste Schicht unsauber 24. June 2015 12:01 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 689 |
Quote
mardy3d
Ja, das sind die Fäden beim Extrudieren in die Luft :-O Danke für den Link, ich werde mal mit der Temperatur herumspielen. Was erkennst du als komisch an bei meinen produzierten Fäden? Ich vermute, dass sie homogener sein sollten?
Komisch finde ich, wie du auch schon erkannt hast, das es nicht wirklich gleichmäßig ist was da raus kommt
Das ist wohl auch das was "Genosse" meinte mit"Ist das wie ein gleichmäßiger Zylinder ..." weil das sollte schon "ein Faden" sein der möglichst homogen ist.
Du hattest ja weiter oben schon geschrieben das du Proben bestellt hattest, ist davon schon was angekommen und du zum testen?
Gruß Peter
|
Re: Hilfe bei Problemidentifikation: Erste Schicht unsauber 03. July 2015 19:09 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 3.385 |
Sieht aus wie feucht. Dann verdampft die Feichtigkeit beim drucken und blubbert im Filament rum. Hatte aich auch mal bei einer Rolle, die länger rumlag. es knistert dann auch bei Extrudieren, weil die kleinen Bläschen platzen
Der 3D-Druck ist tot, lang lebe der 3D-Druck!
Schreibt mich nicht mehr an, ich hab das drucken an den Nagel gehängt.
Der 3D-Druck ist tot, lang lebe der 3D-Druck!
Schreibt mich nicht mehr an, ich hab das drucken an den Nagel gehängt.
|
Re: Hilfe bei Problemidentifikation: Erste Schicht unsauber 04. July 2015 06:14 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 5.232 |
|
Re: Hilfe bei Problemidentifikation: Erste Schicht unsauber 05. July 2015 04:21 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 36 |
|
Re: Hilfe bei Problemidentifikation: Erste Schicht unsauber 05. July 2015 04:21 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 36 |
|
Re: Hilfe bei Problemidentifikation: Erste Schicht unsauber 01. August 2015 15:55 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 94 |
Guten Abend,
Prüfungen rum, so kann man sich endlich wieder dem 3D Druck widmen. Vielen Dank für Eure Hilfe!
1. Weiteres Betrachten während des Extrudieren offenbaren ganz klar, dass das Filament kleine Einschlüsse von Luft und/oder Wasser hat. Richtig, es knistert tatsächlich während des Druckens und auch ja, das Filament lag sehr lange "ungeschützt" herum. Wird mir nicht nochmal passieren.
2. Die Proben von FilamentWorld kamen sehr schnell an. Bisher testete ich nur das schwarze PLA. Definitiv eine andere Liga als das Zeug was ich bisher verwendete! Davon werde ich mir eine Rolle bestellen. An das ABS habe ich mich noch nicht dran getraut :-O.
3. Ich habe ein paar Umbauten getätigt. Vorallem habe ich die 4mm Glas-Scheibe (normales Fensterglas) durch eine 8mm plan gefäßte Aluminium-Platte ersetzt. Außerdem hab' ich Kork darunter geklemmt. Meine Druckqualität ist seit dem sehr gut: Keine abgebrochenen Drucke wegen mangelnder Adhäsion o.ä., gute z-Level-Reproduktion und saubere Drucke. Ob das nun alleine am Alu-Brett liegt oder daran, dass ich alles mal neu eingestellt habe, weiß ich nicht :-P. Damit ist wäre sogar eine ABL-Vorrichtung fast nicht mehr von Nöten.
Klebstift hilft mir hier für zusätzliche Klebkraft.
4. Mit einem Slicer-Wechsel habe ich die Temperatur von 210°C auf 200°C reduziert - klappt auch super. Die geringere Bett-Temperatur werde ich mal testen.
Merke: Nutze Aluminium-Platte :-).
Prüfungen rum, so kann man sich endlich wieder dem 3D Druck widmen. Vielen Dank für Eure Hilfe!
1. Weiteres Betrachten während des Extrudieren offenbaren ganz klar, dass das Filament kleine Einschlüsse von Luft und/oder Wasser hat. Richtig, es knistert tatsächlich während des Druckens und auch ja, das Filament lag sehr lange "ungeschützt" herum. Wird mir nicht nochmal passieren.
2. Die Proben von FilamentWorld kamen sehr schnell an. Bisher testete ich nur das schwarze PLA. Definitiv eine andere Liga als das Zeug was ich bisher verwendete! Davon werde ich mir eine Rolle bestellen. An das ABS habe ich mich noch nicht dran getraut :-O.
3. Ich habe ein paar Umbauten getätigt. Vorallem habe ich die 4mm Glas-Scheibe (normales Fensterglas) durch eine 8mm plan gefäßte Aluminium-Platte ersetzt. Außerdem hab' ich Kork darunter geklemmt. Meine Druckqualität ist seit dem sehr gut: Keine abgebrochenen Drucke wegen mangelnder Adhäsion o.ä., gute z-Level-Reproduktion und saubere Drucke. Ob das nun alleine am Alu-Brett liegt oder daran, dass ich alles mal neu eingestellt habe, weiß ich nicht :-P. Damit ist wäre sogar eine ABL-Vorrichtung fast nicht mehr von Nöten.
Klebstift hilft mir hier für zusätzliche Klebkraft.
4. Mit einem Slicer-Wechsel habe ich die Temperatur von 210°C auf 200°C reduziert - klappt auch super. Die geringere Bett-Temperatur werde ich mal testen.
Merke: Nutze Aluminium-Platte :-).
|
Re: Hilfe bei Problemidentifikation: Erste Schicht unsauber 02. August 2015 04:17 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 1.444 |
Lese ich das richtig? Du verwendest einen Klebestift auf der plangefrästen Aludruckplatte - wahrscheinlich noch beschichtet?
Einen Sparkcube 1.1XL für größere Objekte, einen Trinus3D im Gehäuse und einen Tantillus R im Bau und einen Qidi Tech Q1 Pro im Zulauf.
Sparkcube: Komplett auf 24V - DDP 8mm + 1,5mm Carbonplatte - RADDS 1.5 + Erweiterungsplatine + RAPS128 - Nema 17/1,7A 0,9 Grad - ind. Sensor für Z-Probe (kein ABL) - FTS - Titan Booster Hotend - Sparklab Extruder - Firmware Repetier mit @ Glatzemanns G33 - Repetier Server pro - Simplify3D
Einen Sparkcube 1.1XL für größere Objekte, einen Trinus3D im Gehäuse und einen Tantillus R im Bau und einen Qidi Tech Q1 Pro im Zulauf.
Sparkcube: Komplett auf 24V - DDP 8mm + 1,5mm Carbonplatte - RADDS 1.5 + Erweiterungsplatine + RAPS128 - Nema 17/1,7A 0,9 Grad - ind. Sensor für Z-Probe (kein ABL) - FTS - Titan Booster Hotend - Sparklab Extruder - Firmware Repetier mit @ Glatzemanns G33 - Repetier Server pro - Simplify3D
|
Re: Hilfe bei Problemidentifikation: Erste Schicht unsauber 02. August 2015 04:19 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 94 |
|
Re: Hilfe bei Problemidentifikation: Erste Schicht unsauber 02. August 2015 04:33 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 1.444 |
Nee, unbeschichtet beruhigt mich wieder. Tipps kann ich erst geben, wenn ich selbst Erfahrungen gesammelt habe.
Ich hab mir ne PEI-beschichtete Aluplatte von Frank besorgt und hoffe doch, dass ich da ohne Kleber, Haarspray und sonstige Spezialtechniken klar komme.
Einen Sparkcube 1.1XL für größere Objekte, einen Trinus3D im Gehäuse und einen Tantillus R im Bau und einen Qidi Tech Q1 Pro im Zulauf.
Sparkcube: Komplett auf 24V - DDP 8mm + 1,5mm Carbonplatte - RADDS 1.5 + Erweiterungsplatine + RAPS128 - Nema 17/1,7A 0,9 Grad - ind. Sensor für Z-Probe (kein ABL) - FTS - Titan Booster Hotend - Sparklab Extruder - Firmware Repetier mit @ Glatzemanns G33 - Repetier Server pro - Simplify3D
Ich hab mir ne PEI-beschichtete Aluplatte von Frank besorgt und hoffe doch, dass ich da ohne Kleber, Haarspray und sonstige Spezialtechniken klar komme.
Einen Sparkcube 1.1XL für größere Objekte, einen Trinus3D im Gehäuse und einen Tantillus R im Bau und einen Qidi Tech Q1 Pro im Zulauf.
Sparkcube: Komplett auf 24V - DDP 8mm + 1,5mm Carbonplatte - RADDS 1.5 + Erweiterungsplatine + RAPS128 - Nema 17/1,7A 0,9 Grad - ind. Sensor für Z-Probe (kein ABL) - FTS - Titan Booster Hotend - Sparklab Extruder - Firmware Repetier mit @ Glatzemanns G33 - Repetier Server pro - Simplify3D
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.