[Sammelthread] Druck optimieren - Der Parameterthread
geschrieben von Skimmy
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 10. March 2016 14:37 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 193 |
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 14. March 2016 21:14 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 34 |
Ich habe mir einen UP! mini gekauft.
Ueber einen Kaffeehaendler (wie hier angegeben wurde).
Die Software laesst ja nicht viel Spielraum zu ...
Also entweder ein PROFIL fuer ABS oder eins fuer PLA.
Da ich kein 1,75mm-Filament im Haus habe, habe ich das mitgelieferte 1,75 mm (real 1,74mmm) Filament probiert.
Weil ich eher technische Teile im mm-Bereich oder maximal im einstelligen cm-Bereich brauche, kam mir das kleine Ding
eigentlich sehr entgegen. (das ist was, was ich eher gebrauchen kann).
Nach einigen Rueckschlaegen mit den mitgeliefertem "Lochkarten" oder dort genannt "Cell-Board" bin ich mittlerweile
auf eine beschichtung mit Built-Tak umgestiegen. Nach einigen Versuchen mit einem 10mm-Wuerfel habe ich dann
den Extremtest gemacht.
Wie heisst das so schoen beim "3D-Benchy" ... Stresstest for 3D-Printers ...
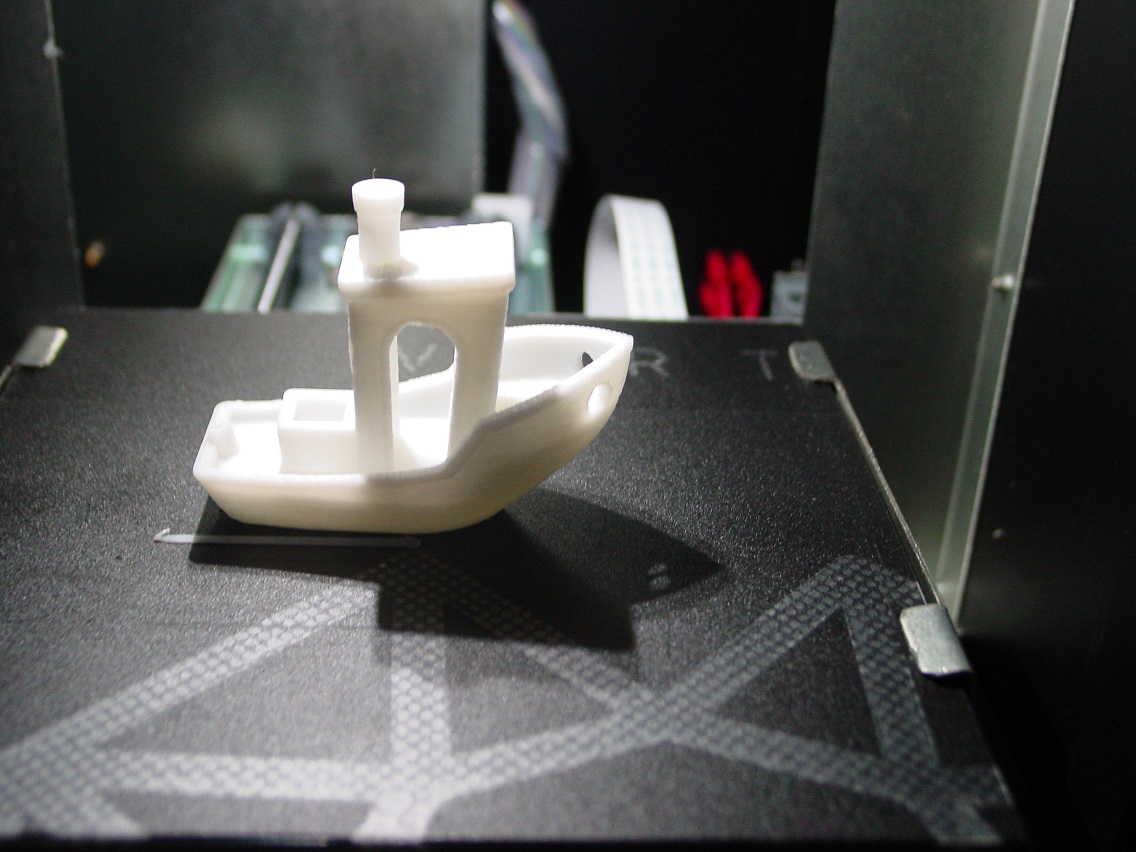
Also war das 10te Objekt ein Schiffchen.
Also: Profil ABS (entspricht wohl rund 260°C Filament)
Bett ca. 60°C (kann man eh nicht beeinflussen)
Schichtstaerke 0,2mm (Das kleinste was geht)
plus "fein" Einstellung
ohne RAFT oder Brim oder weiss der Geier was ...
Das kommt dann dabei raus:
Jetzt kommt die Frage: Wie kann ich die braunen verbrannten "Reste" de mit eingebuegelt
werden verhindern, und wie koennte ich das ganze noch "verbessern" ?
Jemand eine Idee ????
Gruss Asko








Ueber einen Kaffeehaendler (wie hier angegeben wurde).
Die Software laesst ja nicht viel Spielraum zu ...
Also entweder ein PROFIL fuer ABS oder eins fuer PLA.
Da ich kein 1,75mm-Filament im Haus habe, habe ich das mitgelieferte 1,75 mm (real 1,74mmm) Filament probiert.
Weil ich eher technische Teile im mm-Bereich oder maximal im einstelligen cm-Bereich brauche, kam mir das kleine Ding
eigentlich sehr entgegen. (das ist was, was ich eher gebrauchen kann).

Nach einigen Rueckschlaegen mit den mitgeliefertem "Lochkarten" oder dort genannt "Cell-Board" bin ich mittlerweile
auf eine beschichtung mit Built-Tak umgestiegen. Nach einigen Versuchen mit einem 10mm-Wuerfel habe ich dann
den Extremtest gemacht.
Wie heisst das so schoen beim "3D-Benchy" ... Stresstest for 3D-Printers ...
Also war das 10te Objekt ein Schiffchen.
Also: Profil ABS (entspricht wohl rund 260°C Filament)
Bett ca. 60°C (kann man eh nicht beeinflussen)
Schichtstaerke 0,2mm (Das kleinste was geht)
plus "fein" Einstellung
ohne RAFT oder Brim oder weiss der Geier was ...
Das kommt dann dabei raus:
Jetzt kommt die Frage: Wie kann ich die braunen verbrannten "Reste" de mit eingebuegelt
werden verhindern, und wie koennte ich das ganze noch "verbessern" ?
Jemand eine Idee ????
Gruss Asko
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 15. March 2016 13:34 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 12 |
Guten Abend zusammen,
Ich hab mich jetzt auch mal an das Benchy gewagt und bin nicht wirklich zufrieden.
Als erstes mal meine Parameter:
Drucker: CoreXY (Sparkcube)
Hotend: E3Dv6 0.4 Nozzle
Extruder: Greg's Wade Extruder
Slicer: Slic3r 1.2.9
Speed: 50mm's / Outline 50%
Layer: 0.2mm
Perimeter: 3 Aussen, 3 top + bottom
Infill: 10% 3D Honeycomb
Retract: 0,5mm / 22mm's
Filament Lüfter: keiner
Filament: Verbatim ABS schwarz 2.85mm
Temperatur Bed: 1. Layer 115°C, rest 105°C
Temperatur Extruder: 240°C
In der Firmware habe ich folgende Einstellungen:
Rausgekommen ist folgendes:
Auffällig ist vor allen Dingen die Variation in der Dicke des Türrahmens, welche genau auf der gleichen höhe beginnt wie der Fensterrahmen zum Bug.
Die Macke am Heck kommt daher, das sich der Rand beim Drucken nach oben gewölbt hat.
Die Schrift am Heck ist überhaupt nicht lesbar. Ich vermute dass ich allgemein etwas zu hoch bin, was die Temperaturen betrifft(Heizbett oder eher Hotend?). Oder woran könnte das noch liegen?
Bei den Bullaugen im Bug "verschwimmen" diese eher, anstatt eine klarere Trennung vom Rest der Fläche zu haben. Kann es sein, dass mit größerer Beschleunigung schärfere Kanten zu erreichen sind?
Das sind wieder die Ränder welche sich hochgebogen haben, evtl. auch Temperatur zu hoch?
Ich freue mich über jeden Ratschlag!
Gruß
Jasper
Ich hab mich jetzt auch mal an das Benchy gewagt und bin nicht wirklich zufrieden.
Als erstes mal meine Parameter:
Drucker: CoreXY (Sparkcube)
Hotend: E3Dv6 0.4 Nozzle
Extruder: Greg's Wade Extruder
Slicer: Slic3r 1.2.9
Speed: 50mm's / Outline 50%
Layer: 0.2mm
Perimeter: 3 Aussen, 3 top + bottom
Infill: 10% 3D Honeycomb
Retract: 0,5mm / 22mm's
Filament Lüfter: keiner
Filament: Verbatim ABS schwarz 2.85mm
Temperatur Bed: 1. Layer 115°C, rest 105°C
Temperatur Extruder: 240°C
In der Firmware habe ich folgende Einstellungen:
#define DEFAULT_MAX_FEEDRATE {160, 160, 2, 22} // (mm/sec)
#define DEFAULT_MAX_ACCELERATION {800,800,5,1000} // X, Y, Z, E maximum start speed for accelerated moves. E default values are good for Skeinforge 40+, for older versions raise them a lot.
#define DEFAULT_ACCELERATION 500 // X, Y, Z and E max acceleration in mm/s^2 for printing moves
#define DEFAULT_RETRACT_ACCELERATION 800 // X, Y, Z and E max acceleration in mm/s^2 for retracts
#define DEFAULT_XYJERK 20.0 // (mm/sec)
#define DEFAULT_ZJERK 0.4 // (mm/sec)
#define DEFAULT_EJERK 5.0 // (mm/sec)
Rausgekommen ist folgendes:


Auffällig ist vor allen Dingen die Variation in der Dicke des Türrahmens, welche genau auf der gleichen höhe beginnt wie der Fensterrahmen zum Bug.
Die Macke am Heck kommt daher, das sich der Rand beim Drucken nach oben gewölbt hat.

Die Schrift am Heck ist überhaupt nicht lesbar. Ich vermute dass ich allgemein etwas zu hoch bin, was die Temperaturen betrifft(Heizbett oder eher Hotend?). Oder woran könnte das noch liegen?

Bei den Bullaugen im Bug "verschwimmen" diese eher, anstatt eine klarere Trennung vom Rest der Fläche zu haben. Kann es sein, dass mit größerer Beschleunigung schärfere Kanten zu erreichen sind?


Das sind wieder die Ränder welche sich hochgebogen haben, evtl. auch Temperatur zu hoch?



Ich freue mich über jeden Ratschlag!
Gruß
Jasper
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 15. March 2016 14:15 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 214 |
Warum so niedrige Werte in der Firmware? Benutze an einem i3:
Und warum Infill: 10% 3D Honeycomb ? Nimm doch lieber Rectilinear
1-mal bearbeitet. Zuletzt am 15.03.16 14:16.
#define DEFAULT_MAX_FEEDRATE {200.00, 200.00, 2.80, 50.00} // (mm/sec)
#define DEFAULT_MAX_ACCELERATION {1000.00,1000.00,100.00,6000.00} // X, Y, Z, E maximum start speed for accelerated moves. E default values are good for Skeinforge 40+, for older versions raise them a lot.
#define DEFAULT_ACCELERATION 1000.00 // X, Y, Z and E max acceleration in mm/s^2 for printing moves
#define DEFAULT_RETRACT_ACCELERATION 3000.00 // X, Y, Z and E max acceleration in mm/s^2 for retracts
// Offset of the extruders (uncomment if using more than one and relying on firmware to position when changing).
// The offset has to be X=0, Y=0 for the extruder 0 hotend (default extruder).
// For the other hotends it is their distance from the extruder 0 hotend.
// #define EXTRUDER_OFFSET_X {0.0, 20.00} // (in mm) for each extruder, offset of the hotend on the X axis
// #define EXTRUDER_OFFSET_Y {0.0, 5.00} // (in mm) for each extruder, offset of the hotend on the Y axis
// The speed change that does not require acceleration (i.e. the software might assume it can be done instantaneously)
#define DEFAULT_XYJERK 15.0 // (mm/sec)
#define DEFAULT_ZJERK 0.4 // (mm/sec)
#define DEFAULT_EJERK 5.0 // (mm/sec)
Und warum Infill: 10% 3D Honeycomb ? Nimm doch lieber Rectilinear
1-mal bearbeitet. Zuletzt am 15.03.16 14:16.
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 15. March 2016 15:35 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 12 |
Quote
Mr.Coffee89
Warum so niedrige Werte in der Firmware?
... bisher hatte ich damit immer gute Ergebnisse, aber ich denke auch, dass ich mal höhere Werte(800 - 1000 für Beschleunigung) versuchen werde.
Bei der Beschleunigung für das Retract, bin ich mir allerdings nicht sicher. Gibt es da eine Möglichkeit den Wert zu errechnen oder geht das nur durch Ausprobieren?
Quote
Mr.Coffee89
Und warum Infill: 10% 3D Honeycomb ? Nimm doch lieber Rectilinear
Das war noch vom vorherigen Druck drinnen, hatte ich übersehen.
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 16. March 2016 06:53 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 12 |
Ich wollte gerade das Benchy neu slicen und habe beim drucken dann etwas Komisches bemerkt.
Und zwar wird der im bild grün markierte Bereich aus irgenwelchen Gründen mit einer anderen Breite extrudiert als der Rest.
Ich verwende Slic3r in der Version 1.2.9, und habe sofort an den/das "Bug/Feature" wie im Blog von Skimmy beschrieben gedacht(Slic3r 1.2.9 hat einen großen Bug). Weshalb ich die Werte fest gesetzt habe.
Ich hätte aber ohnehin erwartet, das er einen kompletten solid Layer drüber macht und nicht etwas so zusammengestückeltes.
Habe ich eine wichtige Einstellung übersehen, oder sonst einen Denkfehler drinnen?
Gruß
Jasper
Und zwar wird der im bild grün markierte Bereich aus irgenwelchen Gründen mit einer anderen Breite extrudiert als der Rest.

Ich verwende Slic3r in der Version 1.2.9, und habe sofort an den/das "Bug/Feature" wie im Blog von Skimmy beschrieben gedacht(Slic3r 1.2.9 hat einen großen Bug). Weshalb ich die Werte fest gesetzt habe.

Ich hätte aber ohnehin erwartet, das er einen kompletten solid Layer drüber macht und nicht etwas so zusammengestückeltes.
Habe ich eine wichtige Einstellung übersehen, oder sonst einen Denkfehler drinnen?
Gruß
Jasper
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 16. March 2016 07:04 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 3.385 |
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 16. March 2016 07:07 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 1.807 |
Mal was anderes
29 Stunden Druckzeit
PET-G von extrudr
238 Grad / 55 Grad
0,2mm Layer
Mein Club: [hackerspace-ffm.de]
RADDS-Shield -> Commercial [max3dshop.org]
29 Stunden Druckzeit
PET-G von extrudr
238 Grad / 55 Grad
0,2mm Layer


Mein Club: [hackerspace-ffm.de]
RADDS-Shield -> Commercial [max3dshop.org]
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 16. March 2016 07:27 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 309 |
Klasse Murmelbahn 
Mein kleiner verbringt wesentlich mehr Zeit damit als ich gedacht hatte..
Wenn auch jeden Tag 2-3 Kugeln verschwinden
1-mal bearbeitet. Zuletzt am 16.03.16 07:28.
[www.3DPSP.de]
Ihr Webshop für Filament.
[www.facebook.com]
Mein kleiner verbringt wesentlich mehr Zeit damit als ich gedacht hatte..
Wenn auch jeden Tag 2-3 Kugeln verschwinden
1-mal bearbeitet. Zuletzt am 16.03.16 07:28.
[www.3DPSP.de]
Ihr Webshop für Filament.
[www.facebook.com]
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 16. March 2016 07:37 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 12 |
Quote
Skimmy
Er erkennt das als "bridge". Du hast bei bridge-multiplier wahrscheinlich einen kleineren Wert als 1 stehen.
... stimmt, ich habe als Bridge flow ratio 0.85 und die Brigde Geschwindigkeit auf 21 mm/s, das ist wahrscheinlich etwas arg gering. Das Problem ist, dass nach den "Bridges" zu viel extrudiert wird, und sich fast ein kleiner Klumpen bildet, wird wahrscheinlich mit der langsamen Geschwindigkeit zusammenhängen wodurch sich das Material zu arg aufheizt, und dann einfach rausläuft.
Mein neuer Druck ist gerade fertig geworden. Ich hatte die Beschleunigung auf 1200 gesetzt und die Bed-Temperatur auf 100°C reduziert, jetzt wackelt der Tisch deutlich mehr
 . Die Schärfe der Details hat sie leicht verbessert, aber die Ecken am Bug haben sich weiterhin hochgewölbt und der Rest ist fast gleich geblieben.
. Die Schärfe der Details hat sie leicht verbessert, aber die Ecken am Bug haben sich weiterhin hochgewölbt und der Rest ist fast gleich geblieben.Extrudiere ich zu heiß oder woran könnte das denn noch liegen? Wenn ich das Heizbett weiter in der Temperatur senke, verliere ich die Haftung.
Ich werde wohl auch mal das Verhüterli ausprobieren, damit der Heizblock vom Hotend nicht so viel Wärme an den Druck weitergibt. Oder meint ihr das wird nicht viel helfen?
Gruß
Jasper
P.S.: Was ist eigentlich mit der Uhrzeit des Forums los? 4:37?
1-mal bearbeitet. Zuletzt am 16.03.16 07:56.
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 16. March 2016 08:08 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 47 |
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 16. March 2016 08:12 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 1.807 |
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 16. March 2016 08:13 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 12 |
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 16. March 2016 08:23 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 1.807 |
Versuch es mal damit:
Drucker: CoreXY (Sparkcube)
Hotend: E3Dv6 0.4 Nozzle
Extruder: Greg's Wade Extruder
Slicer: Slic3r 1.2.9
Speed: 40mm's / Outline 75%
Layer: 0.1mm
Perimeter: 3 Aussen, 3 top + bottom
Infill: 15% line
Retract: 1mm / 30mm's
Filament Lüfter: keiner
Filament: Verbatim ABS schwarz 2.85mm
Temperatur Bed: 1. Layer 95°C, rest 80°C (Ich sprühe 3dLac auf Glasplatte.)
Temperatur Extruder: 236°C
In Z mal ca. 0,05mm näher an Platte ran.
20x20x10 mm Würfel drucken, Bauteil messen, wenn 10,05 mm rauskommen das von den 10 mm abziehen und im EEPROM nachtragen.
So mach ich das zumindest :-)
Mein Club: [hackerspace-ffm.de]
RADDS-Shield -> Commercial [max3dshop.org]
Drucker: CoreXY (Sparkcube)
Hotend: E3Dv6 0.4 Nozzle
Extruder: Greg's Wade Extruder
Slicer: Slic3r 1.2.9
Speed: 40mm's / Outline 75%
Layer: 0.1mm
Perimeter: 3 Aussen, 3 top + bottom
Infill: 15% line
Retract: 1mm / 30mm's
Filament Lüfter: keiner
Filament: Verbatim ABS schwarz 2.85mm
Temperatur Bed: 1. Layer 95°C, rest 80°C (Ich sprühe 3dLac auf Glasplatte.)
Temperatur Extruder: 236°C
In Z mal ca. 0,05mm näher an Platte ran.
20x20x10 mm Würfel drucken, Bauteil messen, wenn 10,05 mm rauskommen das von den 10 mm abziehen und im EEPROM nachtragen.
So mach ich das zumindest :-)
Mein Club: [hackerspace-ffm.de]
RADDS-Shield -> Commercial [max3dshop.org]
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 16. March 2016 08:46 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 12 |
@angelo meinst du mich?
Wenn ja, Würfel habe ich schon gedruckt das stimmen Höhe, Tiefe und Breite +- 0.02 mm genau.
Ich meine mit
Gruß
Jasper
Wenn ja, Würfel habe ich schon gedruckt das stimmen Höhe, Tiefe und Breite +- 0.02 mm genau.
Ich meine mit
nicht, dass sie sich von der Druckplatte lösen, sondern sich während dem Drucken ab, ca. 3mm über der Platte nach oben wölben.Quote
JasperZ
... aber die Ecken am Bug haben sich weiterhin hochgewölbt...

Gruß
Jasper
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 16. March 2016 09:27 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 1.807 |
Hoffe geholfen zu haben:
Ps.: Zahnriemen ca. 30 -50 Hz gespannt ?
Verbatim ABS werde ich mir wohl nicht kaufen *denk*
1-mal bearbeitet. Zuletzt am 16.03.16 09:29.
Mein Club: [hackerspace-ffm.de]
RADDS-Shield -> Commercial [max3dshop.org]

Ps.: Zahnriemen ca. 30 -50 Hz gespannt ?
Verbatim ABS werde ich mir wohl nicht kaufen *denk*
1-mal bearbeitet. Zuletzt am 16.03.16 09:29.
Mein Club: [hackerspace-ffm.de]
RADDS-Shield -> Commercial [max3dshop.org]
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 16. March 2016 18:16 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 34 |
Hallo
Irgendwo hier hab ich mal solche Test-Quader gesehen mit X und Y in der "Wand".
(um das "Ghosting" zu beurteilen)
Ich weiss leider gar nicht wonach ich zB in Thingiverse suchen soll. Ich finde sowas
einfach nicht. Kann mir mal jemand mit einem Link auf die Spruenge helfen ?
Gruss Asko
1-mal bearbeitet. Zuletzt am 16.03.16 18:18.
Irgendwo hier hab ich mal solche Test-Quader gesehen mit X und Y in der "Wand".
(um das "Ghosting" zu beurteilen)
Ich weiss leider gar nicht wonach ich zB in Thingiverse suchen soll. Ich finde sowas
einfach nicht. Kann mir mal jemand mit einem Link auf die Spruenge helfen ?
Gruss Asko
1-mal bearbeitet. Zuletzt am 16.03.16 18:18.
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 16. March 2016 18:29 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 3.385 |
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 16. March 2016 18:29 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 4.977 |
[www.thingiverse.com]
| Triffid Hunter's Calibration Guide | --> X <-- Drill for new Monitor | Most important Gcode. |
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 17. March 2016 05:49 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 101 |
Moin an die Gemeinde,
ich hab jetzt doch etwas Probleme mit meinen Drucken und komme nicht wirklich weiter. Blockade bzw. der falsche Ansatz.
Es geht um das hochwölben bei Überhängen.
In letzter Zeit habe ich Probleme das die Drucke in die Tonne wandern, weil ich einen ordentlichen Schrittversatz habe,
wenn das Hotend angerast kommt und auf eine hochstehende Ecke bzw. Überhang kommt.
Info:
Prusa I3 toolson
Speed: ca. 50mm/s
PLA verschiedene ca. 195-205 Bett 70/60 Grad
Lüfter mal auf Automatik, mal auf Dauerbetrieb aber meistens nur bis ca. 60%Max.
Mir klappen halt oft die Ränder hoch. Beim Benchy z.B oben am Türbogen.
Lösungsansätze wären: Liegt es an der Geschwindigkeit, habe ich falsche Lüftereinstellungen, Temperaturprobleme?
Ich weiß leider nicht mehr wo ich definitiv ansetzen soll.
Vielleicht kann ja einer helfen..DANKE
Gruß
Peik
_________________________________________________________________________________________________
Bevor ich hier eine Frage stelle, habe ich hoffentlich gründlich recherchiert. Grundsätzlich versuche ich selbst Lösungen zu finden, nur manchmal bekomme ich es nicht hin und noch mehr graue Haare stehen mir nicht. Also seht es mir nach, wenn ich dann doch mal eine Frage stelle und über jede einzelne Antwort freue und bedanke ich mich hier nochmals.
ich hab jetzt doch etwas Probleme mit meinen Drucken und komme nicht wirklich weiter. Blockade bzw. der falsche Ansatz.
Es geht um das hochwölben bei Überhängen.
In letzter Zeit habe ich Probleme das die Drucke in die Tonne wandern, weil ich einen ordentlichen Schrittversatz habe,
wenn das Hotend angerast kommt und auf eine hochstehende Ecke bzw. Überhang kommt.

Info:
Prusa I3 toolson
Speed: ca. 50mm/s
PLA verschiedene ca. 195-205 Bett 70/60 Grad
Lüfter mal auf Automatik, mal auf Dauerbetrieb aber meistens nur bis ca. 60%Max.
Mir klappen halt oft die Ränder hoch. Beim Benchy z.B oben am Türbogen.
Lösungsansätze wären: Liegt es an der Geschwindigkeit, habe ich falsche Lüftereinstellungen, Temperaturprobleme?
Ich weiß leider nicht mehr wo ich definitiv ansetzen soll.
Vielleicht kann ja einer helfen..DANKE
Gruß
Peik
_________________________________________________________________________________________________
Bevor ich hier eine Frage stelle, habe ich hoffentlich gründlich recherchiert. Grundsätzlich versuche ich selbst Lösungen zu finden, nur manchmal bekomme ich es nicht hin und noch mehr graue Haare stehen mir nicht. Also seht es mir nach, wenn ich dann doch mal eine Frage stelle und über jede einzelne Antwort freue und bedanke ich mich hier nochmals.
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 17. March 2016 06:58 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 966 |
Ich kenne das Problem ähnlich, allerdings von meinem Delta.
Hatte zwei-drei Lösungen für mich gefunden. Sind aber u.U. einbußen in der Optik.
Option 1 - Mehr Zeit, bessere Optik:
Eine kleinere Layerhöhe sorgt dafür, dass deine Überhänge auch geringer werden.
Während du bei 0,2mm auch einen dicken Überhang von 0,2-0,5mm da hingedruckt bekommst, ist der Überhang bei 0,1mm Layerhöhe nur noch halb so groß. Bei 0,05mm nur noch 1/4.
Option 2 - Keine Kühlung, schlechtere Optik - gleichbleibende Zeit
Der Grund, weshalb die Schrittverluste eintreten ist, dass dein Lüfter das Material kühlt. Somit wird es hart, die Nozzle fährt dagegen - Buff. Schrittverlust oder sogar Abriss.
Durch >keine< Kühlung wölbt es sich zwar nach oben, kühlt aber nicht aus. Die Nozzle kann somit einfach "durchfahren" und mit einer neuen Schicht alles runterdrücken. Nicht schön, aber selten.
Option 3 - Volle Kühlung durch Externen Ventilator
Durch mehr Kühlung erstarrt der Überhang, bevor er sich hochwölben kann. Allerdings musst du hier eine gleichseitige Kühlung erzielen. Bläst du jetzt von rechst den Überhang mitm Ventilator an, kann es dir passieren, dass der Ventilator es hochbläst.
Hoffe es hilft
Alle Angaben ohne Gewähr
Hatte zwei-drei Lösungen für mich gefunden. Sind aber u.U. einbußen in der Optik.
Option 1 - Mehr Zeit, bessere Optik:
Eine kleinere Layerhöhe sorgt dafür, dass deine Überhänge auch geringer werden.
Während du bei 0,2mm auch einen dicken Überhang von 0,2-0,5mm da hingedruckt bekommst, ist der Überhang bei 0,1mm Layerhöhe nur noch halb so groß. Bei 0,05mm nur noch 1/4.
Option 2 - Keine Kühlung, schlechtere Optik - gleichbleibende Zeit
Der Grund, weshalb die Schrittverluste eintreten ist, dass dein Lüfter das Material kühlt. Somit wird es hart, die Nozzle fährt dagegen - Buff. Schrittverlust oder sogar Abriss.
Durch >keine< Kühlung wölbt es sich zwar nach oben, kühlt aber nicht aus. Die Nozzle kann somit einfach "durchfahren" und mit einer neuen Schicht alles runterdrücken. Nicht schön, aber selten.
Option 3 - Volle Kühlung durch Externen Ventilator
Durch mehr Kühlung erstarrt der Überhang, bevor er sich hochwölben kann. Allerdings musst du hier eine gleichseitige Kühlung erzielen. Bläst du jetzt von rechst den Überhang mitm Ventilator an, kann es dir passieren, dass der Ventilator es hochbläst.
Hoffe es hilft
Alle Angaben ohne Gewähr
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 17. March 2016 07:26 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 3.385 |
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 17. March 2016 08:38 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 101 |
Oh, vielen Dank für die schnelle Antwort.
Das werde ich heute abend gleich mal probieren und natürlich demnächst berichten....
4 Ansätze die ich so noch nicht probiert habe...
Vielen Dank nochmals Peik
Frage: Kühlt ihr PLA während des ganzen Drucks, oder nur temporär?
1-mal bearbeitet. Zuletzt am 17.03.16 08:40.
_________________________________________________________________________________________________
Bevor ich hier eine Frage stelle, habe ich hoffentlich gründlich recherchiert. Grundsätzlich versuche ich selbst Lösungen zu finden, nur manchmal bekomme ich es nicht hin und noch mehr graue Haare stehen mir nicht. Also seht es mir nach, wenn ich dann doch mal eine Frage stelle und über jede einzelne Antwort freue und bedanke ich mich hier nochmals.
Das werde ich heute abend gleich mal probieren und natürlich demnächst berichten....
4 Ansätze die ich so noch nicht probiert habe...
Vielen Dank nochmals Peik
Frage: Kühlt ihr PLA während des ganzen Drucks, oder nur temporär?
1-mal bearbeitet. Zuletzt am 17.03.16 08:40.
_________________________________________________________________________________________________
Bevor ich hier eine Frage stelle, habe ich hoffentlich gründlich recherchiert. Grundsätzlich versuche ich selbst Lösungen zu finden, nur manchmal bekomme ich es nicht hin und noch mehr graue Haare stehen mir nicht. Also seht es mir nach, wenn ich dann doch mal eine Frage stelle und über jede einzelne Antwort freue und bedanke ich mich hier nochmals.
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 17. March 2016 10:12 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 214 |
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 17. March 2016 10:13 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 4.977 |
Flow reduzieren kann auch helfen. Hatte bei mir mit PETG auch häufig Schrittverluste. Nachdem ich den Flow reduziert hatte, waren die Probleme weg. Ich kühle nach dem ersten Layer volles Rohr mit 2 40 auf voller Leistung. Und sobald ich mal dazu komme später mit den kleinen Lüftern von Toolson.
| Triffid Hunter's Calibration Guide | --> X <-- Drill for new Monitor | Most important Gcode. |
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 17. March 2016 11:28 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 34 |
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 18. March 2016 13:19 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 3.969 |
Moin moin aus HU.
Man kann auch Lift bei Layerwechsel einstellen. Dann wird die Düse angehoben.
Liebe Grüße aus Kaltenkirchen.
Frithjof
Meine Seite
[www.facebook.com]
Man kann auch Lift bei Layerwechsel einstellen. Dann wird die Düse angehoben.
Liebe Grüße aus Kaltenkirchen.
Frithjof
Meine Seite
[www.facebook.com]
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 19. March 2016 06:35 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 36 |
Hallo Leute,
Ich habe heute bei einem neuen Filament (ICE Gracious Green) etwas interessantes festgestellt.
Ich habe einen 20mm Testcube gedruckt (1,75mm Filament bei 200Grad, 0,2mm Layer) und da sind an den Kanten solche Sägezahnmuster rausgekommen.
Danach hab ich das Filement vermessen und es schwankt zwischen 1,75mm bis 1,80mm.
Darauf hab ich bei S3D den Filamentdurchmesser auf 1,77mm eingestellt und dann kam dieser zweite Ausdruck
ist jetzt etwas besser aber noch nicht perfekt.
Was meint Ihr, soll ich den Durchmesser noch auf 1.8mm stellen oder eher mit dem Extrusion Multiplier runtergehen?
Ich überlege auch eventuell Coast at End zu aktivieren wobei bei meinen letzen zwei Spulen Filament ist das nicht aufgetreten. (Die waren auch perfekt 1,75mm aber anderer Hersteller)
Ich habe heute bei einem neuen Filament (ICE Gracious Green) etwas interessantes festgestellt.
Ich habe einen 20mm Testcube gedruckt (1,75mm Filament bei 200Grad, 0,2mm Layer) und da sind an den Kanten solche Sägezahnmuster rausgekommen.
Danach hab ich das Filement vermessen und es schwankt zwischen 1,75mm bis 1,80mm.
Darauf hab ich bei S3D den Filamentdurchmesser auf 1,77mm eingestellt und dann kam dieser zweite Ausdruck

ist jetzt etwas besser aber noch nicht perfekt.
Was meint Ihr, soll ich den Durchmesser noch auf 1.8mm stellen oder eher mit dem Extrusion Multiplier runtergehen?
Ich überlege auch eventuell Coast at End zu aktivieren wobei bei meinen letzen zwei Spulen Filament ist das nicht aufgetreten. (Die waren auch perfekt 1,75mm aber anderer Hersteller)
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 19. March 2016 07:44 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 3.969 |
Moin moin aus HU.
Probier es doch aus!!!!
Liebe Grüße aus Kaltenkirchen.
Frithjof
Meine Seite
[www.facebook.com]
Probier es doch aus!!!!
Liebe Grüße aus Kaltenkirchen.
Frithjof
Meine Seite
[www.facebook.com]
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 19. March 2016 13:14 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 99 |
Hey bin noch ziemlich neu in dem Gebiet und hab jetzt immerhin meinen P3 Steel toolson mk1 zum drucken bekommen. Firmware hab ich die fertige von Lars ich benutze Repetier Host und Slic3r hab allerdings keine Ahnung welche Einstellungen gut sind, da der Drucker ja häufiger vertreten ist, kann mir jemand seine Slic3r Konfig hochladen der ein paar brauchbare Ergebnisse hat? Man muss das Rad ja nicht neu erfinden und ich fühle mich bei den ganzen Einstellungen ziemlich überfordert. Habe PLA von Das Filament falls es eine Rolle spielt, ich bedanke mich im vorraus.
MfG Alex
MfG Alex




{kind=link}
{kind=link}
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.