[Sammelthread] Druck optimieren - Der Parameterthread
geschrieben von Skimmy
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 25. June 2017 11:35 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 632 |
Z-Wobble sind im Abstand der Steigung deiner Spindel. Bei M8 sind das 1,5mm. Kann man also schön nachmessen. Was du hast sieht mir eher nach einem Spiel irgendwo aus. Ich hatte so etwas mal an den Teilen auf der Z-Achse die die X-Achse halten. Mein Drucker hat die inneren Radien größer gedruckt und die LMUs hatten etwas Spiel. Kann aber auch an den anderen Achsen liegen.
Piepiep (CoreXY) 290x300x205, ArduinoDUE, RADDS, TMC2100, Z-Riemenantrieb, Raspi3
Piepiep (CoreXY) 290x300x205, ArduinoDUE, RADDS, TMC2100, Z-Riemenantrieb, Raspi3
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 25. June 2017 11:42 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 87 |
Ok, Z-Wobble sind also ausgeschlossen da es TR10x2 Spindeln sind. Mit der Lagerung kann gut sein, da muss ich eh irgendwann nochmal ran und mir was anderes suchen womit ich die Achsen am Rahmen befestige und den Schlitten. Ich habe mir gedacht ich verbau mal keine LMU sondern habe RJ4JP gekauft. Aber es läuft immerhin erstmal soweit, da bin ich schon mal erleichtert. Ich hatte schon bedenken das ich einen Haufen Schrott zusammengeschraubt habe 
Und sobald der Spulenhalter fertig ist wird mal ein Benchy folgen
Und sobald der Spulenhalter fertig ist wird mal ein Benchy folgen
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 25. June 2017 12:30 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 45 |
Hallo,
ich bin mir gar nicht sicher, ob ich die Fotos hier wirklich zeigen sollte... Ich dachte bisher, der
Drucker druckt ganz OK. Aber dem scheint wohl nicht so....
Ich habe gleich mal ein paar Screenshots aus Slic3r angehängt.
lg
Nico
ich bin mir gar nicht sicher, ob ich die Fotos hier wirklich zeigen sollte... Ich dachte bisher, der
Drucker druckt ganz OK. Aber dem scheint wohl nicht so....
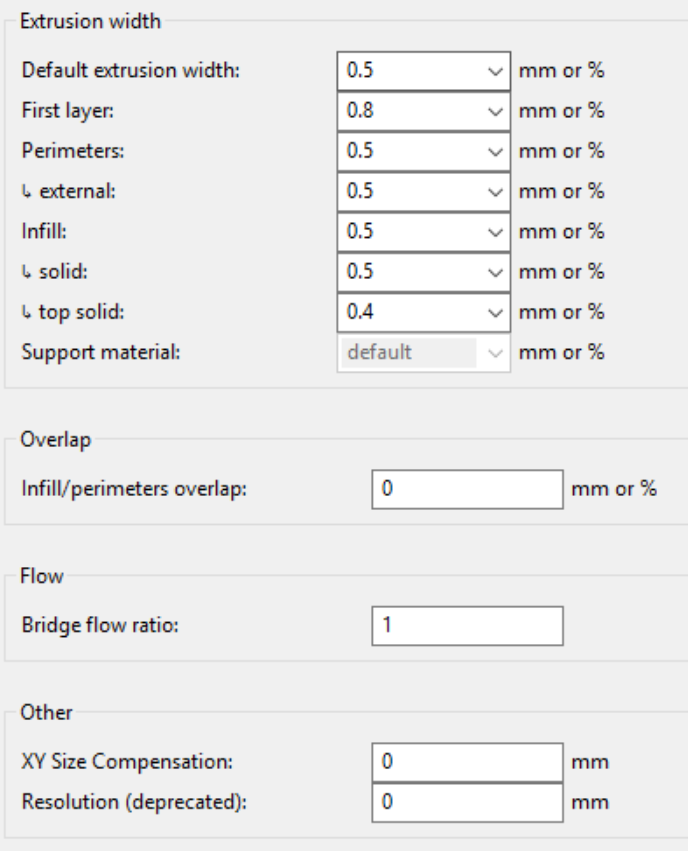
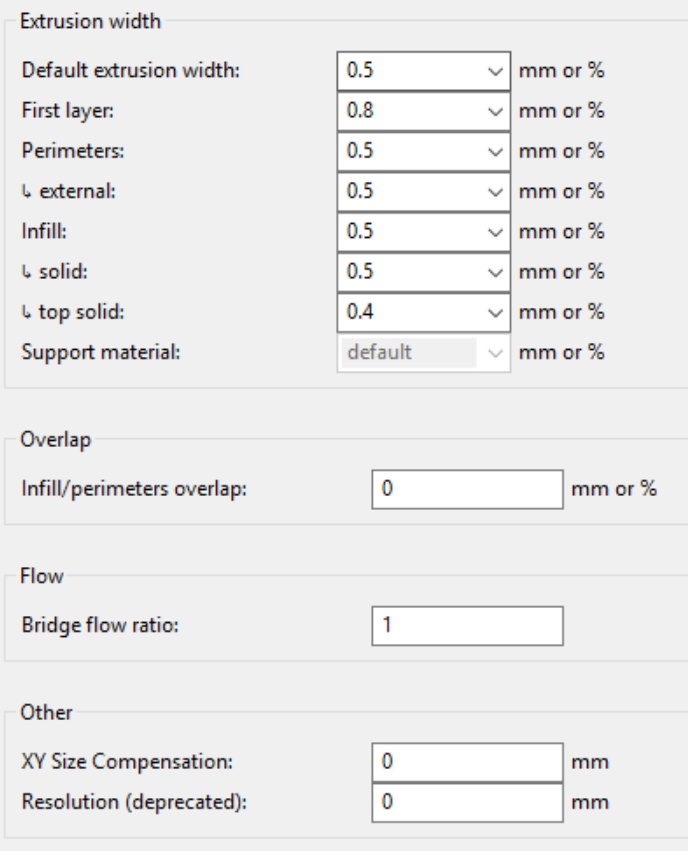
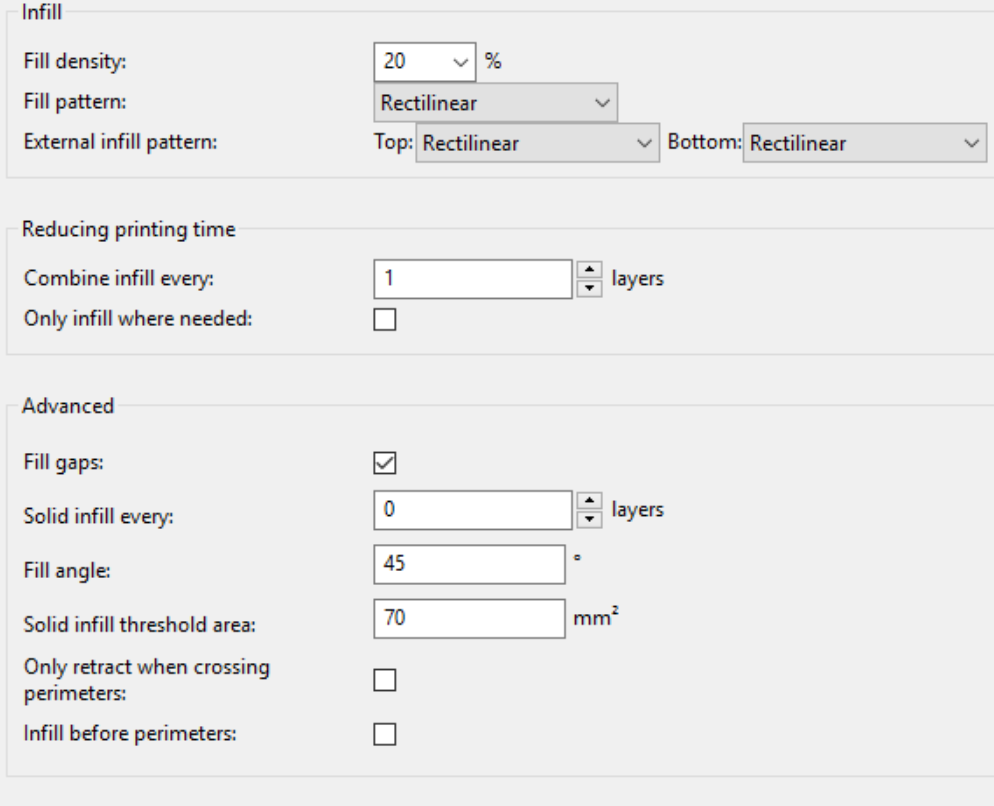
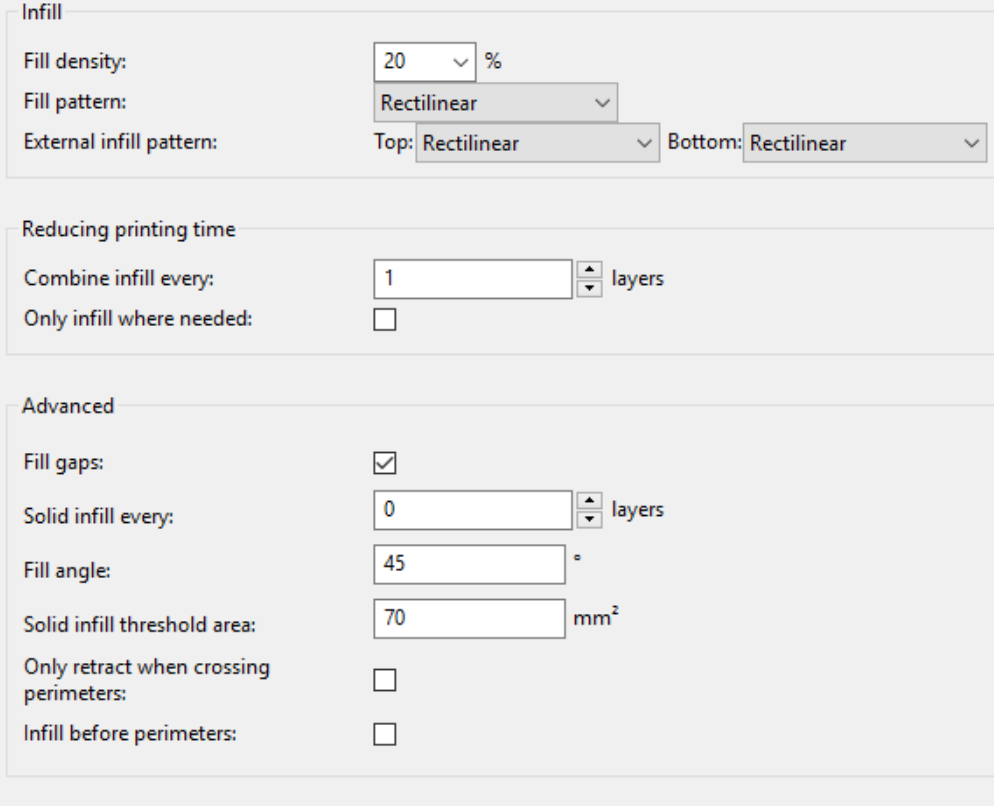
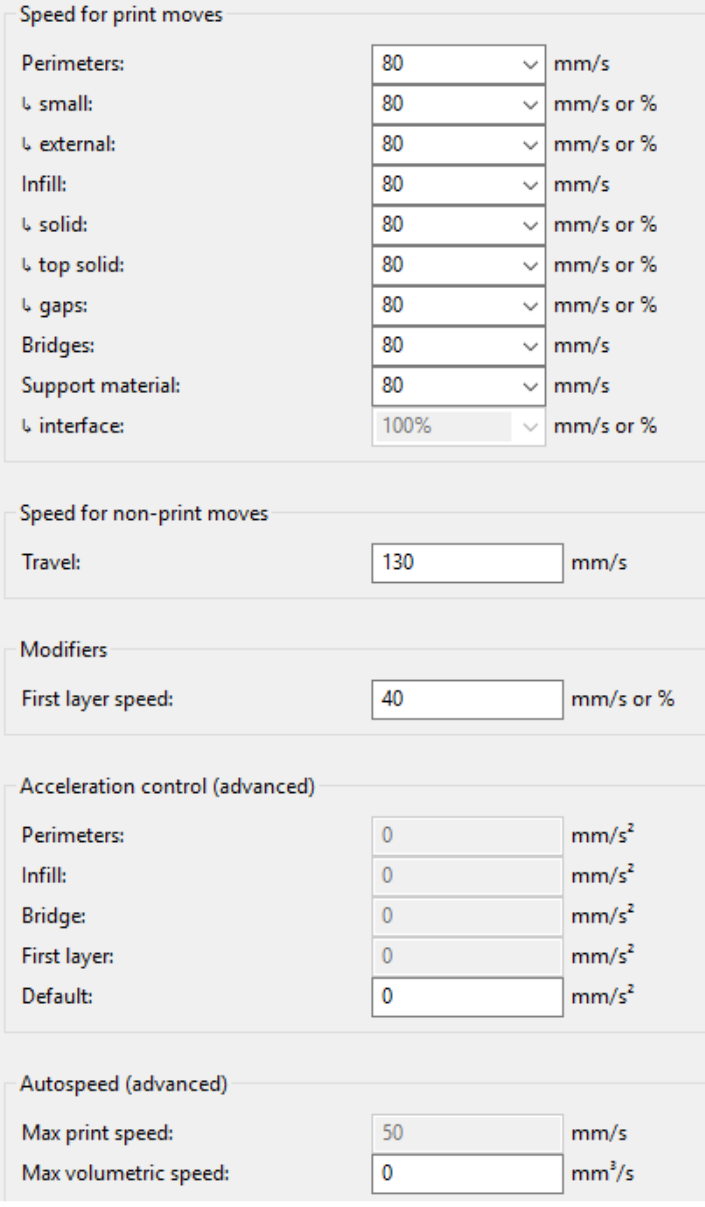
Drucker: P3steel toolson edition MK2 Hotend: E3D V6 0.4 Nozzle Extruder: Bowden Slicer: Slic3r Speed: 80mm's Layer: 0.2mm Perimeter: 3 Aussen, 3 top + 3 bottom Infill: 20 % Retract: 3mm / 80mm's Filament Lüfter: 100% ab 2. Layer Filament: 3DPSP PETG Temperatur: 230°C / 50°C



Ich habe gleich mal ein paar Screenshots aus Slic3r angehängt.
lg
Nico
Anhänge:
Öffnen | Download - advanced.PNG (109.8 KB)
Öffnen | Download - cooling.PNG (114.2 KB)
Öffnen | Download - extruder.PNG (138.8 KB)
Öffnen | Download - infill.PNG (100.5 KB)
Öffnen | Download - layer.PNG (109.7 KB)
Öffnen | Download - multipleExtruder.PNG (82.2 KB)
Öffnen | Download - speed.PNG (169.2 KB)
Öffnen | Download - advanced.PNG (109.8 KB)
Öffnen | Download - cooling.PNG (114.2 KB)
Öffnen | Download - extruder.PNG (138.8 KB)
Öffnen | Download - infill.PNG (100.5 KB)
Öffnen | Download - layer.PNG (109.7 KB)
Öffnen | Download - multipleExtruder.PNG (82.2 KB)
Öffnen | Download - speed.PNG (169.2 KB)
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 25. June 2017 12:42 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 491 |
Hey...
ich würde erstmal die Extruder-Temperatur senken. Ich denke, dann sollte das "stringing" schon besser werden. Es sieht für mich so aus, als hättest du zeitweise massive Extrusionsaussetzer vorn am Bug. Ansonsten bist du natürlich mit 80mm/s schon recht sportlich unterwegs!
Gruß
Sven
ich würde erstmal die Extruder-Temperatur senken. Ich denke, dann sollte das "stringing" schon besser werden. Es sieht für mich so aus, als hättest du zeitweise massive Extrusionsaussetzer vorn am Bug. Ansonsten bist du natürlich mit 80mm/s schon recht sportlich unterwegs!
Gruß
Sven
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 26. June 2017 15:59 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 87 |
Drucker: Eigenbau Mix aus Sparkcube XL und Vulcanus MAX 30 Hotend: E3D V6lite 0.4 Nozzle Extruder: Bowden Slicer: Slic3r Prusa Edition Speed: 50mm/s Perimeter, 40mm/s Infill Layer: 0.2mm Perimeter: 3 Aussen, 3 top + 3 bottom Infill: 30 % Honeycomb Retract: 3mm / 80mm's Bridge: 60mm/s,0.85 Flow Filament Lüfter: 100% ab 2. Layer Filament: OrbiTech PLA Normal Temperatur: 195°C / 60°C Extrusion Multiplikator 0,93 und Infill Overlap 0,08mm







Fangen wir mal von unten an:
Der Schriftzug ist leider Misslungen genauso wie der Boden nicht zu 100% gefüllt ist. Habe hier jetzt mal den FirstLayer auf 200% gestellt.
Oben drüber war anscheinend wieder ein Problem mit der Kühlung. Brauch man unbedingt eine Kühlung von beiden Seiten damit es richtig wird? Die andere sieht besser aus.
Ansonsten bin ich soweit erstmal zufrieden, bis auf den Versatz und die nicht komplett geschlossenen Top Layer.
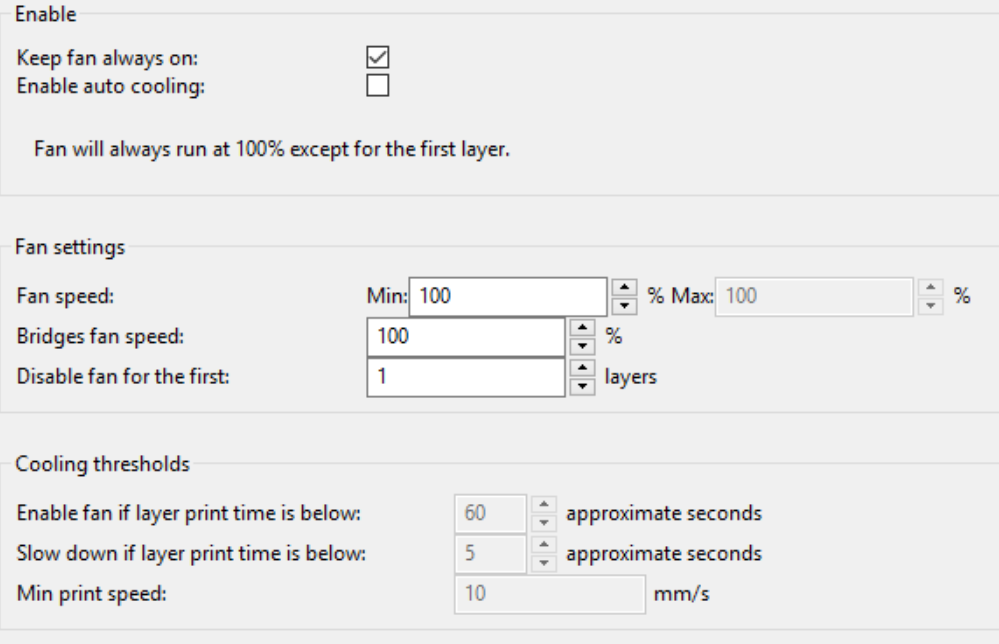
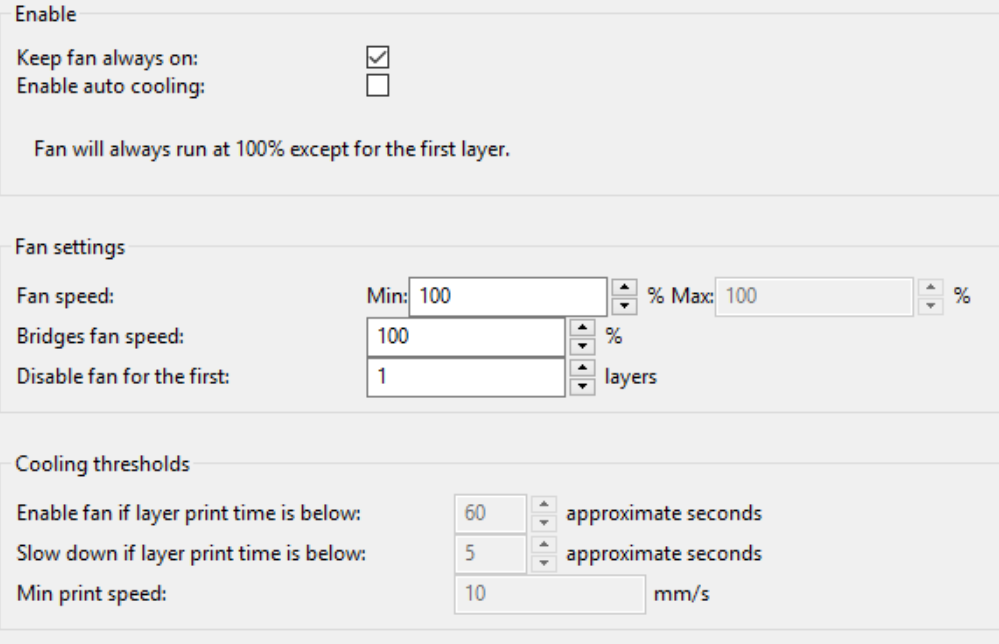
Zum Thema Kühlung noch eine Frage, ich habe in Slic3r angegeben das ab dem 2. Layer mit 100% gekühlt werden soll. Trotzdem lief er heute bei einem anderen Druck erst beim 3. Layer los und dann mit 50%.
Beim Benchy hat er sogar manchmal den Lüfter ausgeschalten *grübel*

Was mir noch aufgefallen ist, bei meinem Druck heute ist der Top Layer nicht geschlossen und teilweise sind die Perimeter nicht "geschlossen".
Wie kommt das Zustande? Bei meinem Kalibrier Druck hatte es ja doch gepasst:
Mittlerste Stufe (Reihenfolge unten nach oben: 0,8?; ?; 0,93; 0,92; 0,91):

Druck heute:

EDIT: Gerade noch was eingefallen. Habe heute auch mal mit 60mm/s gedruckt. Da hat der Extruder wieder angefangen zu knacken als würde das Filament klemmen. Hat einer nen Tipp?
1-mal bearbeitet. Zuletzt am 26.06.17 16:01.
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 26. June 2017 16:19 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 1.112 |
Wenn Du mit dem Speed rauf gehst und der Extruder fängt an zu knacken bist Du zu kalt. Liegt daran das durch das schnelle Extrudieren halt ne menge Wärme aus dem Hotend sagen wir mal "mitgenommen" wird und dann halt nicht mehr genug da ist um das nachfolgende Filament aufzuschmelzen und schon kackt es.
Edit:
Wegen Deiner Kühlung mach mal "Autocooling" aus, wenn du eh 100% kühlst kommen Deine Aussetzer davon.
1-mal bearbeitet. Zuletzt am 26.06.17 16:21.
Wer freundlich zu mir ist zu dem bin auch ich freundlich. Wer Schreibfehler findet darf sie gerne behalten / Geeetech Prusa I3 ProX extended / Repetierhost / Mattercontroll / Slic3r
/ Geeetech Prusa I3 ProX extended / Repetierhost / Mattercontroll / Slic3r
Edit:
Wegen Deiner Kühlung mach mal "Autocooling" aus, wenn du eh 100% kühlst kommen Deine Aussetzer davon.
1-mal bearbeitet. Zuletzt am 26.06.17 16:21.
Wer freundlich zu mir ist zu dem bin auch ich freundlich. Wer Schreibfehler findet darf sie gerne behalten
/ Geeetech Prusa I3 ProX extended / Repetierhost / Mattercontroll / Slic3r
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 30. June 2017 05:34 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 87 |
Das mit dem Autocooling habe ich jetzt gemacht und dabei noch bemerkt das ich das falsche Profil ausgewählt hatte und er es deshalb trotzdem nicht richtig machte 
Vielleicht kann mir jetzt noch jemand sagen warum die Perimeter nicht geschlossen sind?
Bleibt mir hier nur den Extrusion Multiplikator zu erhöhen oder habe ich noch andere Möglichkeiten?
- Slic3r Pursa Edition
- 0,4mm Düse
- 210°C Düse, 60 °C Bett
- Extrusion Multi 0,93
- Kühlung 100% ab 2. Layer
- 3 Perimeter
- 3 Top / Bottom Layer
- Infill 30% Honeycomb
- 60mm/s Perimeter, 25 External perimeter, 40mm/s Infill, 20mm/s Top Infill, 130mm/s Travel
- Infill/ perimeters overlap 0,2mm
Vielleicht kann mir jetzt noch jemand sagen warum die Perimeter nicht geschlossen sind?
Bleibt mir hier nur den Extrusion Multiplikator zu erhöhen oder habe ich noch andere Möglichkeiten?

- Slic3r Pursa Edition
- 0,4mm Düse
- 210°C Düse, 60 °C Bett
- Extrusion Multi 0,93
- Kühlung 100% ab 2. Layer
- 3 Perimeter
- 3 Top / Bottom Layer
- Infill 30% Honeycomb
- 60mm/s Perimeter, 25 External perimeter, 40mm/s Infill, 20mm/s Top Infill, 130mm/s Travel
- Infill/ perimeters overlap 0,2mm
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 30. June 2017 07:56 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 1.112 |
Du könntest "vorsichtig" die Extrusion Width von Bottom und Top Layer erhöhen, damit beeinflusst Du halt nur die und nicht gleich alles wie mit dem Multi.
Wer freundlich zu mir ist zu dem bin auch ich freundlich. Wer Schreibfehler findet darf sie gerne behalten / Geeetech Prusa I3 ProX extended / Repetierhost / Mattercontroll / Slic3r
Wer freundlich zu mir ist zu dem bin auch ich freundlich. Wer Schreibfehler findet darf sie gerne behalten
/ Geeetech Prusa I3 ProX extended / Repetierhost / Mattercontroll / Slic3r
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 30. June 2017 07:58 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 632 |
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 30. June 2017 12:09 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 87 |
Quote
kleinerDrache
Du könntest "vorsichtig" die Extrusion Width von Bottom und Top Layer erhöhen, damit beeinflusst Du halt nur die und nicht gleich alles wie mit dem Multi.
Gute idee, den Bottom habe ich eh schon auf 200% gemacht um die Haftung zu erhöhen. Beim Toplayer würde das evtl. auch noch etwas bringen.
Löst aber nicht das Problem mit dem nicht geschlossenen Perimeter, siehe Bild. Das Bild ist entsanden weil die Verbindung zum Rechner unterbrochen wurde

Also bleibt mir ja nur den Extrusion Multiplier zu erhöhen und dafür dann Bottom- und Toplayer in den % runter zuschrauben?
Oder kann das auch ein Temperatur Problem sein?

Quote
Pieps
Bei Infill/ perimeters overlap stelle ich etwas zwischen 13 und 15% ein. Das ist bestimmt auch bei dir nicht in mm angegeben.
Man kann mm oder % angeben, Default sind 55%.

PS: Habt ihr in letzter Zeit auch Probleme das Forum zu erreichen? Bekomme des öfteren mal "Bad Gateway".
1-mal bearbeitet. Zuletzt am 30.06.17 12:10.
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 30. June 2017 12:57 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 491 |
Hey...
bist du sicher, dass du mit deiner Einstellung "Extrusion Multi 0,93" gut bist? Du bist immerhin bei 7% weniger Filament... Warum gehst du nicht mal von Faktor 1 aus und versuchst von da aus zu optimieren?
Bottom machst du mal zwischen 150% und 170%. Top solid Infill sollte eigentlich bei 100% halbwegs passen. Gib mal statt der ganzen Nullen absolute Werte ein (in deinem Fall 0.4). Ein Temperaturproblem halte ich für unwahrscheinlich, dazu müsste man mal nen ext Perimeter sehen und eine Kante!
Das Forum macht zwischendurch Probleme, funktioniert aber nach ein paar Minuten wieder!
Gruß
Sven
1-mal bearbeitet. Zuletzt am 30.06.17 12:57.
bist du sicher, dass du mit deiner Einstellung "Extrusion Multi 0,93" gut bist? Du bist immerhin bei 7% weniger Filament... Warum gehst du nicht mal von Faktor 1 aus und versuchst von da aus zu optimieren?
Bottom machst du mal zwischen 150% und 170%. Top solid Infill sollte eigentlich bei 100% halbwegs passen. Gib mal statt der ganzen Nullen absolute Werte ein (in deinem Fall 0.4). Ein Temperaturproblem halte ich für unwahrscheinlich, dazu müsste man mal nen ext Perimeter sehen und eine Kante!
Das Forum macht zwischendurch Probleme, funktioniert aber nach ein paar Minuten wieder!
Gruß
Sven
1-mal bearbeitet. Zuletzt am 30.06.17 12:57.
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 30. June 2017 13:18 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 87 |
Hier die Kalibrierung des Multipliers: ein paar Seiten zuvor
Nach folgender Anleitung: Extrusion Multiplier kalibrieren
Es macht also einen Unterschieb ob Slicer von sich aus die richtigen Werte da nimmt oder ob ich sie per Hand eintrage? Werde ich mal probieren.
1-mal bearbeitet. Zuletzt am 30.06.17 13:18.
Nach folgender Anleitung: Extrusion Multiplier kalibrieren
Es macht also einen Unterschieb ob Slicer von sich aus die richtigen Werte da nimmt oder ob ich sie per Hand eintrage? Werde ich mal probieren.
1-mal bearbeitet. Zuletzt am 30.06.17 13:18.
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 01. July 2017 07:09 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 1.112 |
Slic3r hat oder besser hatte (bin mir bei den aktuellsten Versionen nicht sicher) schon immer Probleme mit % oder Automatik Werten unter "Advanced" absolute Werte sind da meiner Meinug nach am besten (z.B. überall 0.4 bei 0.4er Düse) anpassen wenn was nicht passt ist dann auch übersichtlicher und ich weis welche Werte er benutzt.
Wer freundlich zu mir ist zu dem bin auch ich freundlich. Wer Schreibfehler findet darf sie gerne behalten / Geeetech Prusa I3 ProX extended / Repetierhost / Mattercontroll / Slic3r
Wer freundlich zu mir ist zu dem bin auch ich freundlich. Wer Schreibfehler findet darf sie gerne behalten
/ Geeetech Prusa I3 ProX extended / Repetierhost / Mattercontroll / Slic3r
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 01. July 2017 15:35 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 87 |
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 13. July 2017 14:28 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 26 |
Hallo,
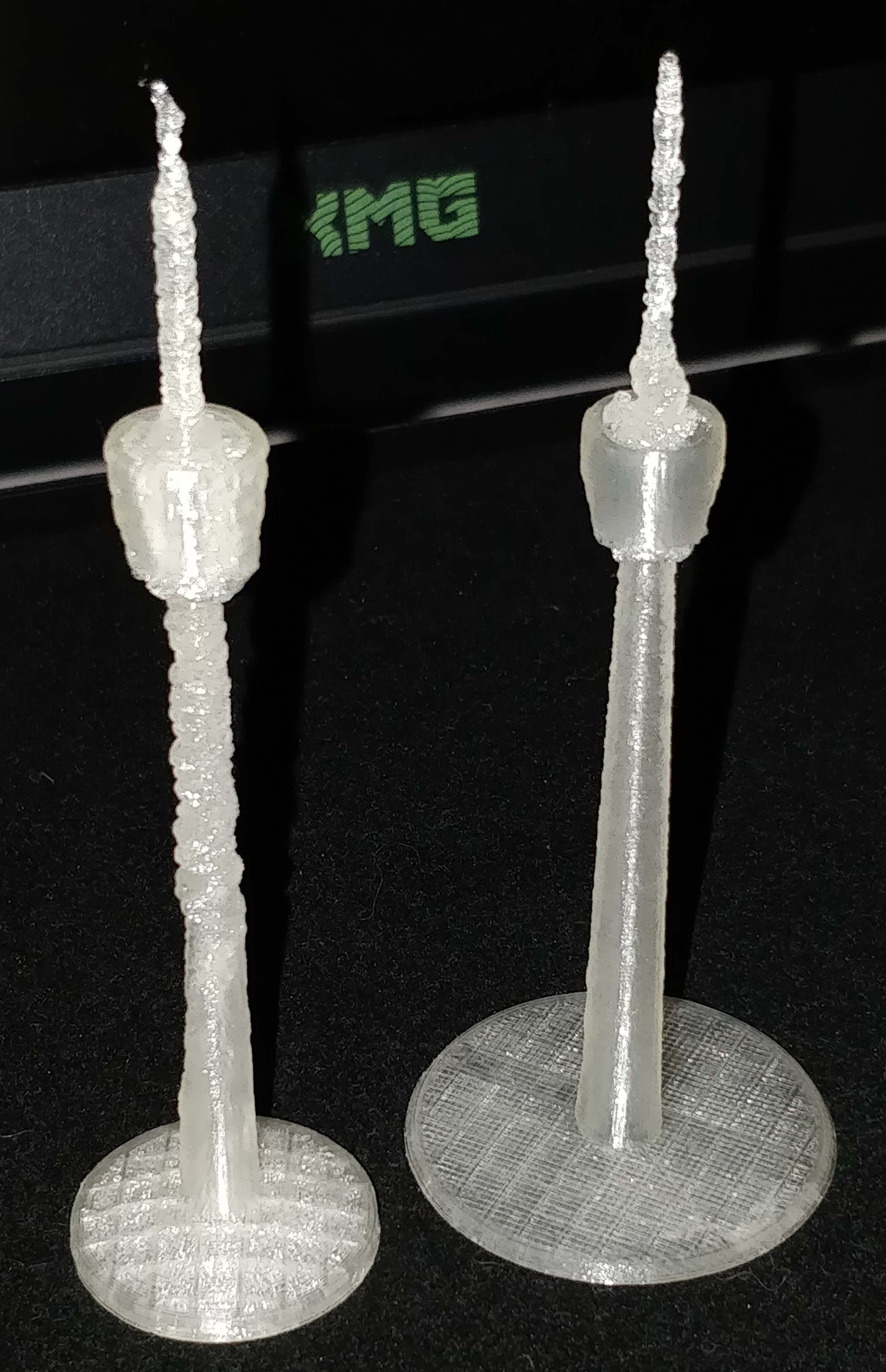
könnte mir einer sagen wie ich den oberen Teil besser ausdrucken kann ?
Grüße Saxbav
Drucker: NEO 3d printer + umgebaut
Hotend: E3D V6 0.4 Nozzle
Extruder: Bowden
Slicer: Cura 2.62
Speed: 50mm's / Outline 50 %
Layer: 0.1mm
Perimeter: 2 Aussen, 8 top + bottom
Infill: 20 %
Retract: 6,5 mm / 25mm's
Filament Lüfter: 100%
Filament: DasFilament PLA Transparent
Temperatur: 212°C / -°C
STL: linkes Modell https://www.thingiverse.com/thing:495427
rechtes Modell https://www.thingiverse.com/thing:1090805
könnte mir einer sagen wie ich den oberen Teil besser ausdrucken kann ?
Grüße Saxbav
Drucker: NEO 3d printer + umgebaut
Hotend: E3D V6 0.4 Nozzle
Extruder: Bowden
Slicer: Cura 2.62
Speed: 50mm's / Outline 50 %
Layer: 0.1mm
Perimeter: 2 Aussen, 8 top + bottom
Infill: 20 %
Retract: 6,5 mm / 25mm's
Filament Lüfter: 100%
Filament: DasFilament PLA Transparent
Temperatur: 212°C / -°C
STL: linkes Modell https://www.thingiverse.com/thing:495427
rechtes Modell https://www.thingiverse.com/thing:1090805
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 13. July 2017 15:05 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 107 |
Quote
saxbav
könnte mir einer sagen wie ich den oberen Teil besser ausdrucken kann ?
Hi,
du bist zu heiß unterwegs, das Filament kühlt nicht schnell genug ab und die Düse rührt das Süppchen dann schön durch. Mir fallen 3 Dinge ein, die du testen kannst:
- mehr Kühlung (fällt wohl weg, da schon 100%) oder Bauteilkühlung verbessern / optimieren
- mit der Temp runter
- langsamer drucken, damit die Bauteilkühlung mehr Zeit hat das Material runter zu kühlen
Bei sehr dünnen Röhren könnte aber auch genau das Umgekehrte helfen: Speed rauf, damit die heiße Düse nicht so lange für einen Layer braucht.

Gruß,
Peter
2-mal bearbeitet. Zuletzt am 13.07.17 15:11.
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 13. July 2017 15:36 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 26 |
Hey danke, jetzt ist der Effekt klar warum das so komisch aussieht. Hatte nirgendwo was gefunden darüber.
Werde als erstes die Geschwindigkeit hoch drehen. Wenn es nicht so toll ist werde ich ab der dünnen Rohre die Temperatur etwas runter drehen.
Ich berichte was am besten geholfen hat.
Werde als erstes die Geschwindigkeit hoch drehen. Wenn es nicht so toll ist werde ich ab der dünnen Rohre die Temperatur etwas runter drehen.
Ich berichte was am besten geholfen hat.
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 13. July 2017 15:40 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 6 |
Hallo zusammen.
An Saxbav
pgr liegt wohl so weit richtig.
Wenn ich solche filigranen Sachen drucke gehe ich immer hin und setze ein paar cm neben dem zu druckendem Objekt immer ein zweites dazu. Das muss ja auch nur ein 2mm Stab oder so was in gleicher Höhe wie das Original sein. Dadurch muss die Düse immer je Perimeter eine leerfahrt von einigen Zentimeter hinlegen und das eigentliche Objekt kann in dieser Zeit abkühlen. OK eine etwas längere Druckzeit und ein wenig Material.
Aber was soll es.
Ergebnis gut alles gut ;-))
SG
Uwe
An Saxbav
pgr liegt wohl so weit richtig.
Wenn ich solche filigranen Sachen drucke gehe ich immer hin und setze ein paar cm neben dem zu druckendem Objekt immer ein zweites dazu. Das muss ja auch nur ein 2mm Stab oder so was in gleicher Höhe wie das Original sein. Dadurch muss die Düse immer je Perimeter eine leerfahrt von einigen Zentimeter hinlegen und das eigentliche Objekt kann in dieser Zeit abkühlen. OK eine etwas längere Druckzeit und ein wenig Material.
Aber was soll es.
Ergebnis gut alles gut ;-))
SG
Uwe
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 16. July 2017 15:36 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 75 |
Werde noch einmal einen mit anderem Filament machen. Weiß sieht man nicht so viel .
Drucker: Prusa i3 Clone ( Alurahmen )
Hotend: MK8
Extruder: Direct
Slicer: Simplify
Speed: 50mm's / Outline 90 %
Layer: 0.2mm
Perimeter: 3 Aussen, 3 top + bottom
Infill: 20 %
Retract: 0,8 mm / 60mm's
Filament Lüfter: 100%
Filament: NoName. War beim Drucker dabei
Temperatur: 205/195°C / -°C
Bin soweit zufrieden. Der Bug ist nicht ganz gelungen. Seitlich habe ich an einigen Stellen (nennt man das blobs ?) Die Maße passen schon einmal erfreulich.
Habe das Ganze auch mal mit einem bowden Extruder versucht. Das ging warum auch immer gar nicht bei mir
Drucker: Prusa i3 Clone ( Alurahmen )
Hotend: MK8
Extruder: Direct
Slicer: Simplify
Speed: 50mm's / Outline 90 %
Layer: 0.2mm
Perimeter: 3 Aussen, 3 top + bottom
Infill: 20 %
Retract: 0,8 mm / 60mm's
Filament Lüfter: 100%
Filament: NoName. War beim Drucker dabei
Temperatur: 205/195°C / -°C





Bin soweit zufrieden. Der Bug ist nicht ganz gelungen. Seitlich habe ich an einigen Stellen (nennt man das blobs ?) Die Maße passen schon einmal erfreulich.
Habe das Ganze auch mal mit einem bowden Extruder versucht. Das ging warum auch immer gar nicht bei mir
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 20. July 2017 10:20 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 38 |
Drucker: Umgebauter Anycubic Kossel auf XXXL.
Hotend: E3D V6 0.4 Nozzle
Extruder: Bowden
Slicer: S3D
Speed: 110mm's / Outline 80 % FirstLayer 60% Travel: 180mm/s
Acc: 3000
Layer: 0.2mm First Layer 150%
Perimeter: 2 Aussen, 4 top + bottom
Infill: 20 %
Retract: 4mm / 120mm's
Filament Lüfter: 0
Filament: Billiges 10€ China ABS in Gelb von Ebay XD
Temperatur: 240°C / 100°C ab Layer 2: 230°C / 85°C
DruckBett: Popliger Baumarktspiegel und Haarspray ausm Lidl
Bilder vom ersten Test nach dem Umbau. Werd das Ding wohl festspaxen müssen bei über nem Meter Höhe fängt der Turm ganz schön an zu eiern. So wird das nix mit den schnellen Geschwindigkeiten.
Jemand ne Idee was Am Bug passiert ist ? Kanns sein das es am überhang liegt und der dort zuviel war?
ansonsten Tipps und Anregungen, werd die tage mal n hochwertiges ABS nehmen. Aber muss jetzt erstmal das billige Wegdrucken für Zubehörquatsch fürn Drucker ^^
Hotend: E3D V6 0.4 Nozzle
Extruder: Bowden
Slicer: S3D
Speed: 110mm's / Outline 80 % FirstLayer 60% Travel: 180mm/s
Acc: 3000
Layer: 0.2mm First Layer 150%
Perimeter: 2 Aussen, 4 top + bottom
Infill: 20 %
Retract: 4mm / 120mm's
Filament Lüfter: 0
Filament: Billiges 10€ China ABS in Gelb von Ebay XD
Temperatur: 240°C / 100°C ab Layer 2: 230°C / 85°C
DruckBett: Popliger Baumarktspiegel und Haarspray ausm Lidl
Bilder vom ersten Test nach dem Umbau. Werd das Ding wohl festspaxen müssen bei über nem Meter Höhe fängt der Turm ganz schön an zu eiern. So wird das nix mit den schnellen Geschwindigkeiten.






Jemand ne Idee was Am Bug passiert ist ? Kanns sein das es am überhang liegt und der dort zuviel war?
ansonsten Tipps und Anregungen, werd die tage mal n hochwertiges ABS nehmen. Aber muss jetzt erstmal das billige Wegdrucken für Zubehörquatsch fürn Drucker ^^
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 20. July 2017 10:35 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 1.112 |
Dein Bug sieht aus wie mein PETG (ja ich weiss ABS wird nicht gekühlt *gg*) wenn ich zuwenig kühle *gg* also wenn sich das gedruckte Filament aufwölbt weil es noch zu heiss ist wenn die nächste Lage kommt.
Wer freundlich zu mir ist zu dem bin auch ich freundlich. Wer Schreibfehler findet darf sie gerne behalten / Geeetech Prusa I3 ProX extended / Repetierhost / Mattercontroll / Slic3r
Wer freundlich zu mir ist zu dem bin auch ich freundlich. Wer Schreibfehler findet darf sie gerne behalten
/ Geeetech Prusa I3 ProX extended / Repetierhost / Mattercontroll / Slic3r
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 24. July 2017 10:05 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 75 |
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 02. August 2017 14:59 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 26 |
Quote
saxbav
Hallo,
könnte mir einer sagen wie ich den oberen Teil besser ausdrucken kann ?
Grüße Saxbav
Drucker: NEO 3d printer + umgebaut
Hotend: E3D V6 0.4 Nozzle
Extruder: Bowden
Slicer: Cura 2.62
Speed: 50mm's / Outline 50 %
Layer: 0.1mm
Perimeter: 2 Aussen, 8 top + bottom
Infill: 20 %
Retract: 6,5 mm / 25mm's
Filament Lüfter: 100%
Filament: DasFilament PLA Transparent
Temperatur: 212°C / -°C
STL: linkes Modell https://www.thingiverse.com/thing:495427
rechtes Modell https://www.thingiverse.com/thing:1090805
- Schneller drucken
der Druck wurde schlechter
-Temperatur gesamt um 5 °C runter
- zweiter Gegenstand in paar mm Abstand daneben
so wurde der Druck relativ sauber.
Als nächstes wird noch die Kühlung für das Filament verbessert.
Dort gibt es bestimmt noch etwas Potenzial.
Danke für die Hilfe grüße saxbav
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 25. August 2017 05:07 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 1 |
Hallo,
vor knapp 2 Jahren habe ich mir einen Prusa i3 mit Hilfe einer Sammelbestellung in einem Modellbauforum gebaut. Nun will ich den Drucker wieder auf Vordermann bringen. Dazu muss er erst mal ordentlich kalibriert werden. Ich habe dazu mal das Boot als Benchmark ausgedruckt und hoffe, dass Ihr mir ein paar Tipps geben könnt was angepasst werden sollte, wo Ihr Fehler seht etc. pp.
Was ich sehe:
- geringe Under-Extrusion in den Ecken
- äussere Hülle (Outer Surface) nicht ganz sauber. Vibration?
- geringes Stringing womit ich leben könnte
- Am Fenster hinten rechts sieht es für mich aus als ob die Retractions, um Strings zu verhindern, zuviel war oder nicht korrekt korrigiert wurde. Dadurch das fehlende Material auf der Seite?!?
- Ansonsten ist der Top-Layer nicht sauber genug und mir gefällt der Bug auch nicht von der Oberfläche. Zu geriffelt.
Settings:
- PLA angefangen bei 210 und nach 10% auf 205 und nach weiteren 10% auf 200 runter. (Testweise um Unterschiede bei der Temp zu sehen.)
- Layer: Height 0.2mm, Outer Perimeters 0.4mm, 4x Top Solid, 3x Bottom Solid
- Speed: 50mm/s, Outside Perimeter 25mm/s, Bridge 20mm/s, Travel 100mm/s, First Layer 15mm/s
- Slice Engine: MatterSlice
restlichen Bilder: [imgur.com]
Danke & Gruß
vor knapp 2 Jahren habe ich mir einen Prusa i3 mit Hilfe einer Sammelbestellung in einem Modellbauforum gebaut. Nun will ich den Drucker wieder auf Vordermann bringen. Dazu muss er erst mal ordentlich kalibriert werden. Ich habe dazu mal das Boot als Benchmark ausgedruckt und hoffe, dass Ihr mir ein paar Tipps geben könnt was angepasst werden sollte, wo Ihr Fehler seht etc. pp.
Was ich sehe:
- geringe Under-Extrusion in den Ecken
- äussere Hülle (Outer Surface) nicht ganz sauber. Vibration?
- geringes Stringing womit ich leben könnte
- Am Fenster hinten rechts sieht es für mich aus als ob die Retractions, um Strings zu verhindern, zuviel war oder nicht korrekt korrigiert wurde. Dadurch das fehlende Material auf der Seite?!?
- Ansonsten ist der Top-Layer nicht sauber genug und mir gefällt der Bug auch nicht von der Oberfläche. Zu geriffelt.
Settings:
- PLA angefangen bei 210 und nach 10% auf 205 und nach weiteren 10% auf 200 runter. (Testweise um Unterschiede bei der Temp zu sehen.)
- Layer: Height 0.2mm, Outer Perimeters 0.4mm, 4x Top Solid, 3x Bottom Solid
- Speed: 50mm/s, Outside Perimeter 25mm/s, Bridge 20mm/s, Travel 100mm/s, First Layer 15mm/s
- Slice Engine: MatterSlice
restlichen Bilder: [imgur.com]

Danke & Gruß
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 25. August 2017 08:07 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.012 |
Moin,
@SchwesterStefan
Das ist nie und nimmer nicht mit 110mm/s mit ABS ohne Kühlung gedruckt.
Da hättest du nur noch einen Klumpen liegen.
Grüße
Sascha
3Tripple 290x300x280mm, Raspi3+DUE+RADDS mit TMC2100, micron3dp Doppelextruder, Big Booster, Filaprint, Z-Riemenantrieb
www.wattwetter.de
@SchwesterStefan
Das ist nie und nimmer nicht mit 110mm/s mit ABS ohne Kühlung gedruckt.
Da hättest du nur noch einen Klumpen liegen.
Grüße
Sascha
3Tripple 290x300x280mm, Raspi3+DUE+RADDS mit TMC2100, micron3dp Doppelextruder, Big Booster, Filaprint, Z-Riemenantrieb
www.wattwetter.de
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 12. October 2017 12:35 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 12 |
Hallo zusammen, da ich neu hier im Forum bin stelle ich mal eben kurz vor.
Ich bin der Patrick 32 Jahre jung und komme aus dem nordern von Deutschland.
Ich besitze jetzt seid ca. 3 Wochen einen Prusa I3B China Clone den ich gebraucht gekauft habe. Dort habe ich ein paar Dinge verbessert, z.B. 8X8 Spindeln auf der Z-Achse und anstatt eines MK8 Hotend habe ich ein E3D V6 Vlone verbaut und alles auf Bowden umgestellt.
Ich bin mit meinen eigentlichen Testdrucken soweit zufrieden gewesen (Würfel und Retract Pyramide) aber nach dem ich jetzt das Erste Benchy gedruckt habe denke ich muss da noch einiges eingestellt werden.
Wäre schön wenn mir ein paar alte Hase in dem Bereich ein paar tipps geben könnten.
Ich habe das ganze mit Cura gesliced und gedruckt wurde es mit 1,75 PLA Schwarz no Name.
Gruß Patrick
Hier mal das Benchy und die Einstellungen.
Ich bin der Patrick 32 Jahre jung und komme aus dem nordern von Deutschland.
Ich besitze jetzt seid ca. 3 Wochen einen Prusa I3B China Clone den ich gebraucht gekauft habe. Dort habe ich ein paar Dinge verbessert, z.B. 8X8 Spindeln auf der Z-Achse und anstatt eines MK8 Hotend habe ich ein E3D V6 Vlone verbaut und alles auf Bowden umgestellt.
Ich bin mit meinen eigentlichen Testdrucken soweit zufrieden gewesen (Würfel und Retract Pyramide) aber nach dem ich jetzt das Erste Benchy gedruckt habe denke ich muss da noch einiges eingestellt werden.
Wäre schön wenn mir ein paar alte Hase in dem Bereich ein paar tipps geben könnten.
Ich habe das ganze mit Cura gesliced und gedruckt wurde es mit 1,75 PLA Schwarz no Name.
Gruß Patrick
Hier mal das Benchy und die Einstellungen.







|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 13. October 2017 06:38 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 15 |
Hi
mein P3steel ala Toolson Edition ist nun schon länger fertig, und ich probiere nun schon seit Tagen den Druck zu optimieren.
Drucker: P3steel Toolson Edition
Hotend: E3D V6 0.4 Nozzle
Extruder: Bowden
Slicer: Slic3r Prusa Edition 1.37.1
Speed: Perimeter: 60mm/s (external Perimeter 50%), infill: 80mm/s, travel: 150mm/s
Acc: 1400
Layer: 0.2mm First Layer 0.35
Perimeter: 2 Aussen, Solid: 3 top + bottom
Infill: 30 %
Retract: 5mm / 80mm's
Filament Lüfter: auto (min 60%, max 100%); Bridges 100%, disable first layer: 2
Filament: PLA Das FILAMENT grau, 1.75
Temperatur: 220°C / 60°C ab Layer 2: 215°C / 55°C
DruckBett: MK3 (nicht wirklich gerade) mit Pertinax platte
ABL (Bilinear)
Meine Gewindestangen für Z eiern schlimm, neue, hoffentlich gerade, sind im Zulauf. Das Druckbett wird durch eine plangefräßte Dauerdruckplatte ersetzt mit Silicon Heizung.
Bei dem einen Bild welches ich markiert habe, habe ich immer an der gleichen Stelle den Versatz, 3 Benchy. Kommt das von der krummen Gewindestange?
Die vielen Rillen was man erkennen kann, haben einen Abstand von ziemlich genau 1 mm. Das müsste dann Z-wobbel sein? Eigentlich ist ne anti z-wobble Aufnahme (originale von Toolson) befestigt. Kann das sein, dass die noch zu fest sitzt? Ich wollt das Teil nicht zu locker einbauen, da ich dachte wenn ich die linke und die rechte nicht genau gleich hinbekomme, kann sich bei der Richtungsumkehr der Z Achse, die eine Seite mehr bewegen als die andere?
Ich hoffe, ihr könnt mir ein paar Tipps geben, wie ich das noch besser hinbekomme.
Mfg
Stiv
mein P3steel ala Toolson Edition ist nun schon länger fertig, und ich probiere nun schon seit Tagen den Druck zu optimieren.
Drucker: P3steel Toolson Edition
Hotend: E3D V6 0.4 Nozzle
Extruder: Bowden
Slicer: Slic3r Prusa Edition 1.37.1
Speed: Perimeter: 60mm/s (external Perimeter 50%), infill: 80mm/s, travel: 150mm/s
Acc: 1400
Layer: 0.2mm First Layer 0.35
Perimeter: 2 Aussen, Solid: 3 top + bottom
Infill: 30 %
Retract: 5mm / 80mm's
Filament Lüfter: auto (min 60%, max 100%); Bridges 100%, disable first layer: 2
Filament: PLA Das FILAMENT grau, 1.75
Temperatur: 220°C / 60°C ab Layer 2: 215°C / 55°C
DruckBett: MK3 (nicht wirklich gerade) mit Pertinax platte
ABL (Bilinear)
Meine Gewindestangen für Z eiern schlimm, neue, hoffentlich gerade, sind im Zulauf. Das Druckbett wird durch eine plangefräßte Dauerdruckplatte ersetzt mit Silicon Heizung.
Bei dem einen Bild welches ich markiert habe, habe ich immer an der gleichen Stelle den Versatz, 3 Benchy. Kommt das von der krummen Gewindestange?
Die vielen Rillen was man erkennen kann, haben einen Abstand von ziemlich genau 1 mm. Das müsste dann Z-wobbel sein? Eigentlich ist ne anti z-wobble Aufnahme (originale von Toolson) befestigt. Kann das sein, dass die noch zu fest sitzt? Ich wollt das Teil nicht zu locker einbauen, da ich dachte wenn ich die linke und die rechte nicht genau gleich hinbekomme, kann sich bei der Richtungsumkehr der Z Achse, die eine Seite mehr bewegen als die andere?






Ich hoffe, ihr könnt mir ein paar Tipps geben, wie ich das noch besser hinbekomme.
Mfg
Stiv
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 13. October 2017 06:53 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 3.969 |
Diese Rillen hatte ich auch. Bau mal die Lager oben aus. Dann sind die Rillen weg, weil sich das Eiern nicht mehr auf den Druck auswirkt.
Ich habe festgestellt, dass das doppelte Lagern der Spindeln sich negativ auf den Druck auswirkt..
Liebe Grüße aus Kaltenkirchen.
Frithjof
Meine Seite
[www.facebook.com]
Ich habe festgestellt, dass das doppelte Lagern der Spindeln sich negativ auf den Druck auswirkt..
Liebe Grüße aus Kaltenkirchen.
Frithjof
Meine Seite
[www.facebook.com]
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 13. October 2017 11:38 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 12 |
So ich habe mich mal rangesatzt und mein Benchy verbessert ich bin jetzt recht zu frieden damit aber eine Sache stört mich, da ich im vergleich eine deutliche Überextrusion hatte und ich schon runter gegangen bin das es immernoch zu viel ist ist.Oder Irre ich mich da? desweiteren sieht man an der Kabine ganz deutlich wie sich Layer verschieben. was könnte das sein?
Drucker: Prusa I3B China
Hotend: E3D V6 0.4 Nozzle
Extruder: Bowden
Slicer: Cura
Speed: 50mm's / Outline 50 %
Layer: 0.2mm
Perimeter: 2 Aussen, 5 top + bottom
Infill: 25 %
Retract: 3,5mm / 70mm's
Filament Lüfter: 100% ab 2. Layer
Filament: NoName PLA
Temperatur: 195°C / 40°C
Gruß Patrick
Drucker: Prusa I3 mit E3D V6 Clone 1,75
Software: 123D Design und Cura
Drucker: Prusa I3B China
Hotend: E3D V6 0.4 Nozzle
Extruder: Bowden
Slicer: Cura
Speed: 50mm's / Outline 50 %
Layer: 0.2mm
Perimeter: 2 Aussen, 5 top + bottom
Infill: 25 %
Retract: 3,5mm / 70mm's
Filament Lüfter: 100% ab 2. Layer
Filament: NoName PLA
Temperatur: 195°C / 40°C




Gruß Patrick
Drucker: Prusa I3 mit E3D V6 Clone 1,75
Software: 123D Design und Cura
|
Re: [Sammelthread] Druck optimieren - Der Parameterthread 14. October 2017 04:10 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 15 |



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.