Probleme an Spitzen (Qualität)
geschrieben von Reparator
|
Probleme an Spitzen (Qualität) 24. January 2016 18:03 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 62 |
Hallo!
Kann mir jemand einen Tip geben, wie ich die Qualität meiner Drucke verbessern kann:
Insbesondere an Spitzen "vermatscht" mein Druck trotz aktiver Kühlung. Ich habe die Pyramide (siehe Anhang) als Testfile gedruckt und festgestellt, dass ab einer gewissen Höhe die Kontur aussen zusehens schlechter wird. Offenbar erstarrt das Extrudat nicht mehr schnell genug und beginnt zu fließen. Es sieht so aus, als würde die Düse immer wieder in der "Suppe" herumrühren. Dies trotz aktiver Kühlung des Bauteils mittels Lüfter.
Meine Parameter: Hadron mit Bulldog XL DirectDrive Extruder und Hexagon-Hotend, Heaterblock ist allerdings nicht isoliert
Temperatur PLA: 200 °C, Heatbed 55 °C
Gibt es generelle Tips, wie ein solches Verhalten vermieden werde kann (Slicer-Einstellungen, Gschwindigkeit, ...) oder geht das generell nicht besser?
Drucke ich den Würfel aus der Anlage, so ist die Oberfläche bis zur letzten Lage akurat und glatt.
Wer kann mir auf die Sprünge helfen?
Viele Grüße
Reparator
Kann mir jemand einen Tip geben, wie ich die Qualität meiner Drucke verbessern kann:
Insbesondere an Spitzen "vermatscht" mein Druck trotz aktiver Kühlung. Ich habe die Pyramide (siehe Anhang) als Testfile gedruckt und festgestellt, dass ab einer gewissen Höhe die Kontur aussen zusehens schlechter wird. Offenbar erstarrt das Extrudat nicht mehr schnell genug und beginnt zu fließen. Es sieht so aus, als würde die Düse immer wieder in der "Suppe" herumrühren. Dies trotz aktiver Kühlung des Bauteils mittels Lüfter.
Meine Parameter: Hadron mit Bulldog XL DirectDrive Extruder und Hexagon-Hotend, Heaterblock ist allerdings nicht isoliert
Temperatur PLA: 200 °C, Heatbed 55 °C
Gibt es generelle Tips, wie ein solches Verhalten vermieden werde kann (Slicer-Einstellungen, Gschwindigkeit, ...) oder geht das generell nicht besser?
Drucke ich den Würfel aus der Anlage, so ist die Oberfläche bis zur letzten Lage akurat und glatt.
Wer kann mir auf die Sprünge helfen?
Viele Grüße
Reparator
|
Re: Probleme an Spitzen (Qualität) 25. January 2016 00:04 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 4.977 |
Mehr kühlen. Langsamer fahren. Wenn das nicht reicht nen zweites Objekt drucken.
| Triffid Hunter's Calibration Guide | --> X <-- Drill for new Monitor | Most important Gcode. |
|
Re: Probleme an Spitzen (Qualität) 25. January 2016 08:43 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 62 |
Hallo,
Bessere Kühlung habe ich mir auch schon gedacht. Aber wie macht man das?
Ich habe momentan einen 40 mm Lüfter montiert, der über eine geschmeidige Umlenkung auf den Bereich unterhalb der Düse pustet. Sollte ich einen zweiten montieren?
Kann vielleicht jemand ein Foto seines Hotendbereichs posten, in dem man das Kühlsystem erkennt?
Würde eine Isolierung des Heaterblocks Sinn machen bzw. ist sie notwendig?
Bringt langsameres Fahren wirklich was? Bei der Pyramide oben kreist die Düse ja permanent um das Zentrum und die Strahlungswärme bringt das Material dann auch bei langsamerer Fahrt zum Fließen. Ich probier´s mal aus.
"Zweites Objekt drucken" habe ich nicht verstanden. meinst Du damit, die Pyramide teilen und den oberen Bereich separat drucken? Wieso würde dadurch die Qualität der kleinen spitzen Bereiche besser?
Wäre es möglich, dass jemand mal die obige Beispielpyramide ausdruckt und fotographisch dokumentiert, damit ich sehen kann, was machbar ist?
Sorry für die vielen Fragen, aber ich laboriere an diesem Thema schon seit geraumer Zeit und komme einfach nicht weiter... :-((
Viele Grüße
Reparator
Quote
Wurstnase
Mehr kühlen. Langsamer fahren. Wenn das nicht reicht nen zweites Objekt drucken.
Bessere Kühlung habe ich mir auch schon gedacht. Aber wie macht man das?
Ich habe momentan einen 40 mm Lüfter montiert, der über eine geschmeidige Umlenkung auf den Bereich unterhalb der Düse pustet. Sollte ich einen zweiten montieren?
Kann vielleicht jemand ein Foto seines Hotendbereichs posten, in dem man das Kühlsystem erkennt?
Würde eine Isolierung des Heaterblocks Sinn machen bzw. ist sie notwendig?
Bringt langsameres Fahren wirklich was? Bei der Pyramide oben kreist die Düse ja permanent um das Zentrum und die Strahlungswärme bringt das Material dann auch bei langsamerer Fahrt zum Fließen. Ich probier´s mal aus.
"Zweites Objekt drucken" habe ich nicht verstanden. meinst Du damit, die Pyramide teilen und den oberen Bereich separat drucken? Wieso würde dadurch die Qualität der kleinen spitzen Bereiche besser?
Wäre es möglich, dass jemand mal die obige Beispielpyramide ausdruckt und fotographisch dokumentiert, damit ich sehen kann, was machbar ist?
Sorry für die vielen Fragen, aber ich laboriere an diesem Thema schon seit geraumer Zeit und komme einfach nicht weiter... :-((
Viele Grüße
Reparator
|
Re: Probleme an Spitzen (Qualität) 25. January 2016 09:17 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 966 |
Mit Zweites Objekt drucken meint er einen Dummy.
Wenn ich dir einen Föhn auf die Hand halte um sie zu trocknen, wird es irgendwann richtig heiß und tut weh. Deswegen gehe ich mit dem Föhn kurz weg, damit deine Hand kurz abkühlen kann und halte danach wieder drauf.
Ähnlich läuft es beim Druck. Über der Pyramidenspitze kreißt deine Nozzle mit 200°C, die strahlt also auch gut Wärme ab.
Da kann dein Lüfter noch so sehr pusten, da ist ein Hotend was dauerhaft auf 200°C geheizt is und abstrahlt. Ergo soll dein Hotend mal eben für 2-3 Sekunden rüberfahren, zu einem Dummy. Ob es ein Würfel ist, den du in der Z-Achse hochziehst auf Objekthöhe, oder die Pyramide gleich zwei mal druckst ist wurst. Hauptsache die Düse kommt weg.
Damit kann die oberste Layer der Pyramide für den Moment abkühlen und hart werden. Wenn die Nozzle zurück kommt, erwärmt sie diese wieder und setzt die nächste Layer drauf. Sie rührt aber nicht mehr in der feuchten heißen Suppe rum.
Das wird dir denke ich schon einiges von deinem Problem abnehmen.
Sollte das nicht helfen, mach davon noch mal Bilder und lad sie hier hoch.
Nur dann, tu uns den Gefallen, und drück oben wo du sie angehängt hast auch noch "Bild in Beitrag einbetten" - so müssen wir uns nicht durchklicken
1-mal bearbeitet. Zuletzt am 25.01.16 09:19.
Wenn ich dir einen Föhn auf die Hand halte um sie zu trocknen, wird es irgendwann richtig heiß und tut weh. Deswegen gehe ich mit dem Föhn kurz weg, damit deine Hand kurz abkühlen kann und halte danach wieder drauf.
Ähnlich läuft es beim Druck. Über der Pyramidenspitze kreißt deine Nozzle mit 200°C, die strahlt also auch gut Wärme ab.
Da kann dein Lüfter noch so sehr pusten, da ist ein Hotend was dauerhaft auf 200°C geheizt is und abstrahlt. Ergo soll dein Hotend mal eben für 2-3 Sekunden rüberfahren, zu einem Dummy. Ob es ein Würfel ist, den du in der Z-Achse hochziehst auf Objekthöhe, oder die Pyramide gleich zwei mal druckst ist wurst. Hauptsache die Düse kommt weg.
Damit kann die oberste Layer der Pyramide für den Moment abkühlen und hart werden. Wenn die Nozzle zurück kommt, erwärmt sie diese wieder und setzt die nächste Layer drauf. Sie rührt aber nicht mehr in der feuchten heißen Suppe rum.
Das wird dir denke ich schon einiges von deinem Problem abnehmen.
Sollte das nicht helfen, mach davon noch mal Bilder und lad sie hier hoch.
Nur dann, tu uns den Gefallen, und drück oben wo du sie angehängt hast auch noch "Bild in Beitrag einbetten" - so müssen wir uns nicht durchklicken
1-mal bearbeitet. Zuletzt am 25.01.16 09:19.
|
Re: Probleme an Spitzen (Qualität) 25. January 2016 09:42 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 62 |
Ok, hab ich verstanden!
Mir geht´s ja nicht um das Drucken einer Pyramide. Die war nur Testobjekt. Aber bei einem komplexen Bauteil ein zweites mitlaufen zu lassen nur zum Abkühlen ist eine gute Idee. Werd ich gleich mal ausprobieren.
Dennoch: Fast jedes Druckteil hat doch oben ein mehr oder weniger großes (meist auch spitzes) Ende. Da muss es doch auch noch andere Möglichkeiten geben, hier die Qualität zu verbessern. Man kann doch nicht immer ein Würfelstäbchen oder ein zweites Teil mitlaufen lassen. Kostet schließlich auch unnötig viel Filament.
Wie man die Bilder richtig einbettet, war mir noch nicht aufgefallen. Gelobe Besserung für´s nächste mal.
Viele Grüße
Reparator
Mir geht´s ja nicht um das Drucken einer Pyramide. Die war nur Testobjekt. Aber bei einem komplexen Bauteil ein zweites mitlaufen zu lassen nur zum Abkühlen ist eine gute Idee. Werd ich gleich mal ausprobieren.
Dennoch: Fast jedes Druckteil hat doch oben ein mehr oder weniger großes (meist auch spitzes) Ende. Da muss es doch auch noch andere Möglichkeiten geben, hier die Qualität zu verbessern. Man kann doch nicht immer ein Würfelstäbchen oder ein zweites Teil mitlaufen lassen. Kostet schließlich auch unnötig viel Filament.
Wie man die Bilder richtig einbettet, war mir noch nicht aufgefallen. Gelobe Besserung für´s nächste mal.
Viele Grüße
Reparator
|
Re: Probleme an Spitzen (Qualität) 25. January 2016 10:08 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 966 |
Kommt halt drauf an was du druckst. Ein Würfel beispielsweise schließt mit einer Fläche ab. Solltest du selbst Bauteile entwerfen, legst du später auch das Augenmerk darauf, die Teile so zu konzipieren dass du sie drucken kannst.
Du musst nicht unbedingt ein Würfelstäbchen mitdrucken. Kisslicer druckt eine Säule mit. Hohl, versteht sich. Einfach nur eine Tonne ohne Boden, ohne Deckel Das kostet so gut wie Null Filament. Das zweite Teil ist halt immer die Frage. Vllt zum Verschenken? 
Du musst nicht unbedingt ein Würfelstäbchen mitdrucken. Kisslicer druckt eine Säule mit. Hohl, versteht sich. Einfach nur eine Tonne ohne Boden, ohne Deckel
Das kostet so gut wie Null Filament. Das zweite Teil ist halt immer die Frage. Vllt zum Verschenken?
|
Re: Probleme an Spitzen (Qualität) 25. January 2016 11:43 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 14 |
Quote
Reparator
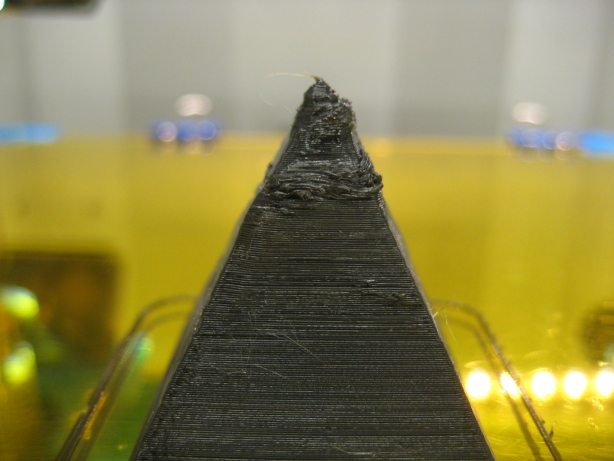
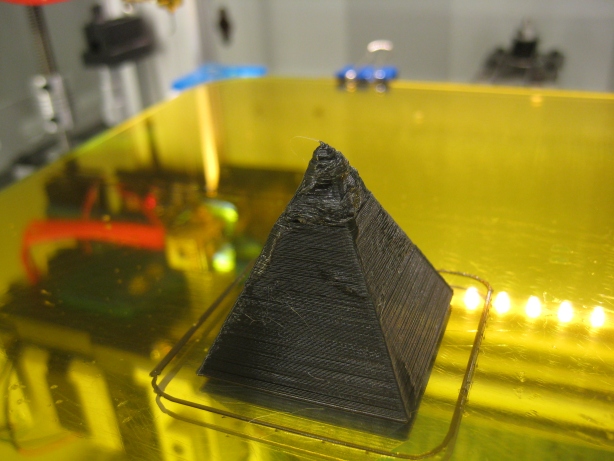
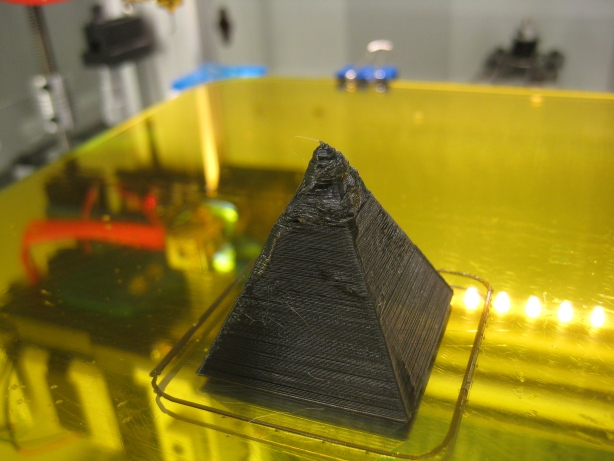
Wäre es möglich, dass jemand mal die obige Beispielpyramide ausdruckt und fotographisch dokumentiert, damit ich sehen kann, was machbar ist?
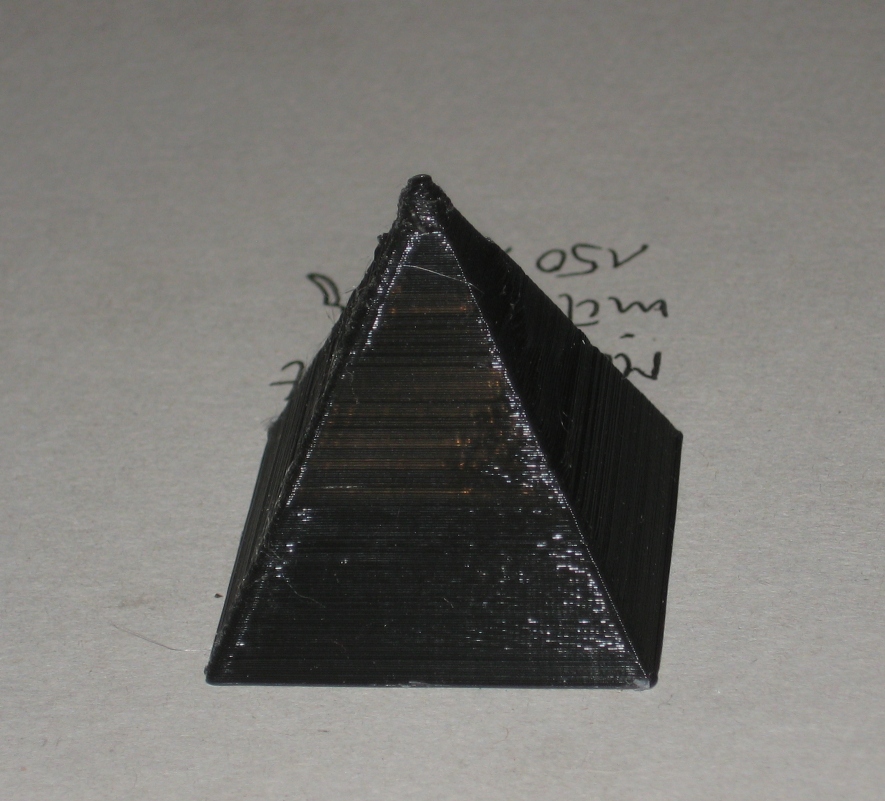
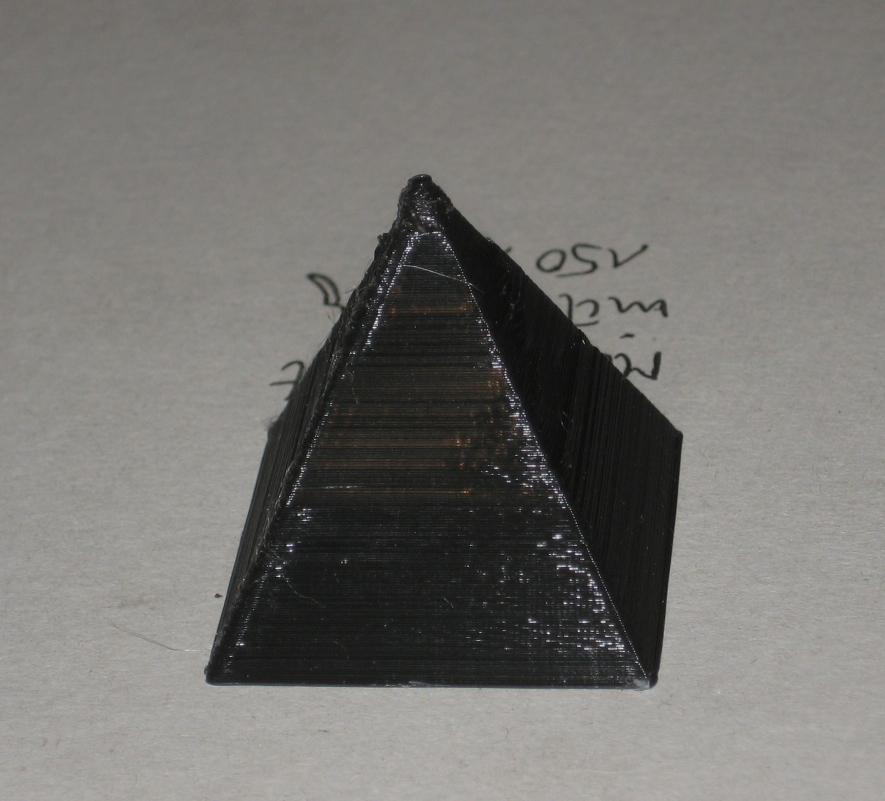
...die Test-Pyramide kam mir gerade recht für einen anderen Test, aber das Ergebnis (hier mit ABS statt PLA) zeige ich dir gerne:


(ist gar nicht so einfach das wackelfrei und einigermaßen scharf hinzubekommen)
[Sintron] PRUSA i3, RAMPS 1.4 + A4988 stepper driver, MK8 extruder, MK3 heatbed, LCD 2004, Marlin firmware, Printrun, Slic3r, OpenSCAD
|
Re: Probleme an Spitzen (Qualität) 25. January 2016 13:53 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 966 |
Ja Sekunde.
Also ich gestehe ja zusätzlich ein dass ich hier jetzt in Neuland tappe und mich nur nach gelesenem durchhangle. Hab selbst nie ABS verarbeitet.
Aber soll man nicht bei ABS >OHNE< Druckkühlung arbeiten, damit es nicht warpt? Bzw erst bei so kleinen Flächen wie der Spitze der Pyramide ganz leicht kühlen, damit er nicht in ner Suppe rührt?
Korrigiert mich wenn ich hier falsch liege, aber ein Vergleich von nem ABS gegen nen PLA Druck ist doch in der Hinsicht wie der Vergleich von Äpfel mit Birnen?
Also ich gestehe ja zusätzlich ein dass ich hier jetzt in Neuland tappe und mich nur nach gelesenem durchhangle. Hab selbst nie ABS verarbeitet.
Aber soll man nicht bei ABS >OHNE< Druckkühlung arbeiten, damit es nicht warpt? Bzw erst bei so kleinen Flächen wie der Spitze der Pyramide ganz leicht kühlen, damit er nicht in ner Suppe rührt?
Korrigiert mich wenn ich hier falsch liege, aber ein Vergleich von nem ABS gegen nen PLA Druck ist doch in der Hinsicht wie der Vergleich von Äpfel mit Birnen?
|
Re: Probleme an Spitzen (Qualität) 25. January 2016 15:14 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 62 |
Das sieht ja richtig gut aus! Hast Du das mit dem MK8 gedruckt?
Meine Versuche, die Oberflächenqualität an dünnen Spitzen zu verbessern, sind mit dem Vorgänger MK7 nämlich ebenfalls mehr oder weniger gescheitert. U.a. auch deshalb bin ich dann auf Bulldog XL mit Hexagon-HE bzw. E3D V6 umgestiegen.
Offenbar hast Du ja keinen zweiten Körper parallel gedruckt. Dann kann es ja nur an Temperaturen oder der aktiven Kühlung liegen, dass das Ergebnis soviel besser ist als bei mir. Kannst Du mal was zu deinen Parametern schreiben bzw. ein Bild von deiner Düsenkühlung posten?
Meine Versuche, die Oberflächenqualität an dünnen Spitzen zu verbessern, sind mit dem Vorgänger MK7 nämlich ebenfalls mehr oder weniger gescheitert. U.a. auch deshalb bin ich dann auf Bulldog XL mit Hexagon-HE bzw. E3D V6 umgestiegen.
Offenbar hast Du ja keinen zweiten Körper parallel gedruckt. Dann kann es ja nur an Temperaturen oder der aktiven Kühlung liegen, dass das Ergebnis soviel besser ist als bei mir. Kannst Du mal was zu deinen Parametern schreiben bzw. ein Bild von deiner Düsenkühlung posten?
|
Re: Probleme an Spitzen (Qualität) 25. January 2016 15:27 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 62 |
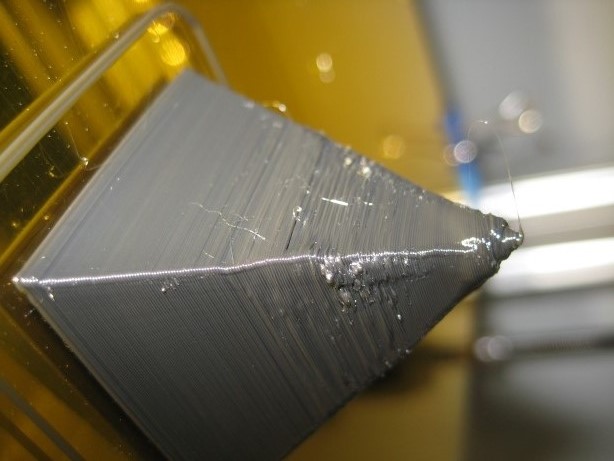
So, habe den Test mit einem zusätzlichen Druckkörper gemacht,
der parallel gedruckt wird, um dem eigentlichen Objekt mehr Zeit zum Abkühlen zu geben.
In der Tat ist der Druck schon besser.
Muss aber gestehen, dass mich diese Lösung nur bedingt zufrieden stellt.
[attachment 70766 IMG_1220.JPG]
Morgen mach ich nochmal einen Versuch mit ABS und berichte dann.
Viele Grüße
der parallel gedruckt wird, um dem eigentlichen Objekt mehr Zeit zum Abkühlen zu geben.
In der Tat ist der Druck schon besser.
Muss aber gestehen, dass mich diese Lösung nur bedingt zufrieden stellt.
[attachment 70766 IMG_1220.JPG]
Morgen mach ich nochmal einen Versuch mit ABS und berichte dann.
Viele Grüße
|
Re: Probleme an Spitzen (Qualität) 25. January 2016 15:30 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 62 |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Probleme an Spitzen (Qualität) 26. January 2016 02:53 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 14 |
Antworten zu den Fragen:
Dein zweiter Druck sieht schon viel besser aus!
Liegt also wirklich an der Temperatur des extruierden Materials das durch die Düsennähe weiter erwärmt und somit verformt wird.
(Gibt es sowas wie Druckpausen an einer anderen, freien Position?)
Bin auf dein Ergebnis mit ABS gespannt.
[Sintron] PRUSA i3, RAMPS 1.4 + A4988 stepper driver, MK8 extruder, MK3 heatbed, LCD 2004, Marlin firmware, Printrun, Slic3r, OpenSCAD
- * Mit PLA habe ich noch nie gedruckt (habe erst vor 8 Tagen mit dem 3-D Drucken angefangen), da fehlt es also an Wissen und Erfahrung. Deswegen hatte ich das Testobjekt mit ABS ausgedruckt.
* Ich habe keine "Druckkühlung". Nur das "Cold End" wird etwas (zu wenig) gekühlt.
* Ja, wurde mit dem "MK8" gedruckt.
* Stimmt, ich hatte nur diese eine Pyramide gedruckt und kein zweites Objekt parallel dazu.
* Die verwendeten Parameter sind die Defaultwerte. Ich bin noch nicht zum Feintuning gekommen.
* Keine aktive Düsenkühlung vorhanden. Ausser dem "Fahrtwind"...

Dein zweiter Druck sieht schon viel besser aus!
Liegt also wirklich an der Temperatur des extruierden Materials das durch die Düsennähe weiter erwärmt und somit verformt wird.
(Gibt es sowas wie Druckpausen an einer anderen, freien Position?)
Bin auf dein Ergebnis mit ABS gespannt.
[Sintron] PRUSA i3, RAMPS 1.4 + A4988 stepper driver, MK8 extruder, MK3 heatbed, LCD 2004, Marlin firmware, Printrun, Slic3r, OpenSCAD
|
Re: Probleme an Spitzen (Qualität) 26. January 2016 03:00 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 14 |
|
Re: Probleme an Spitzen (Qualität) 26. January 2016 16:00 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 189 |
Ich kann nur empfehlen, das Hotend zu isolieren.
Gerade wenn schon gekühlt wird, gelangt sicher auch immer etwas Luft an den heaterblock.
Bewährt hat sich hierbei hochtemperatur-silikon - da gibt es je nach Marke dauerhafte Temepraturbeständigkeit bis 260° oder sogar bis 300°.
Das sollte ausreichen.
Einzelne Maßnahmen werden sicher nicht auf Anhieb alles ändern, aber das Zusammenspiel mehrerer Maßnahmen wird Dir dann sicher den geünschten Erfolg bescheren.
Gerade wenn schon gekühlt wird, gelangt sicher auch immer etwas Luft an den heaterblock.
Bewährt hat sich hierbei hochtemperatur-silikon - da gibt es je nach Marke dauerhafte Temepraturbeständigkeit bis 260° oder sogar bis 300°.
Das sollte ausreichen.
Einzelne Maßnahmen werden sicher nicht auf Anhieb alles ändern, aber das Zusammenspiel mehrerer Maßnahmen wird Dir dann sicher den geünschten Erfolg bescheren.
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.