Felixprinter, Profil für Simplify
geschrieben von Nobima
|
Felixprinter, Profil für Simplify 03. January 2017 07:35 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 37 |
Hallo,
ich habe einen Ultimaker 2+, der mit Cura hervorragene Drucke erzeugt. Nun habe ich mir noch einen Felixprinter 3.1 mit Dual-Extruder zugelegt und bin frustriert, weil es mir nicht gelingt, mit Simplify3D annähernd gute Ergebnisse zu erzielen. Das herunterladbare Profil für PLA von felixprinter bringt enttäuschende Ergebnisse.
Hat jemand ein bewährtes Profil für Simplify3D ?
ich habe einen Ultimaker 2+, der mit Cura hervorragene Drucke erzeugt. Nun habe ich mir noch einen Felixprinter 3.1 mit Dual-Extruder zugelegt und bin frustriert, weil es mir nicht gelingt, mit Simplify3D annähernd gute Ergebnisse zu erzielen. Das herunterladbare Profil für PLA von felixprinter bringt enttäuschende Ergebnisse.
Hat jemand ein bewährtes Profil für Simplify3D ?
|
Re: Felixprinter, Profil für Simplify 03. January 2017 10:44 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.194 |
|
Re: Felixprinter, Profil für Simplify 04. January 2017 11:57 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 37 |
Die Anregung nehme ich gerne auf:
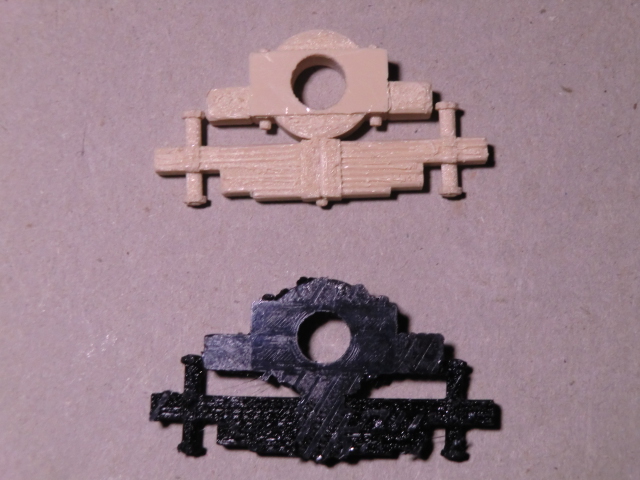
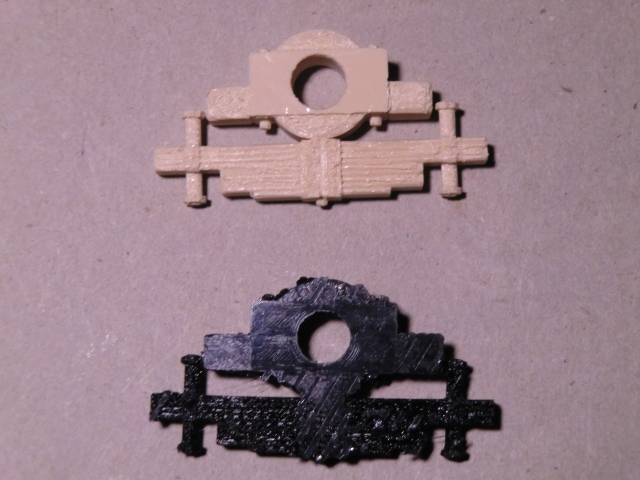
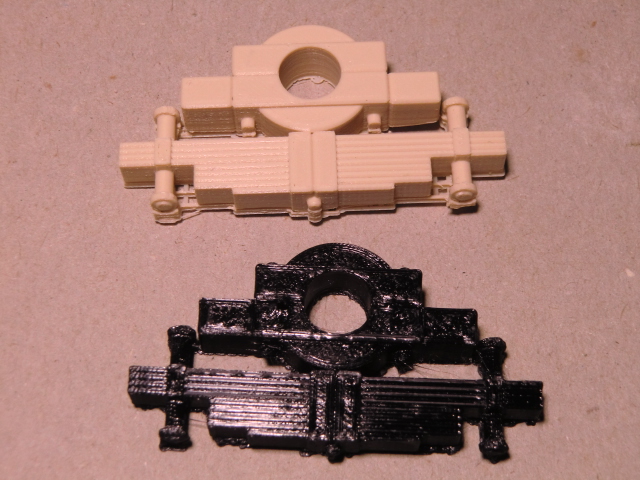
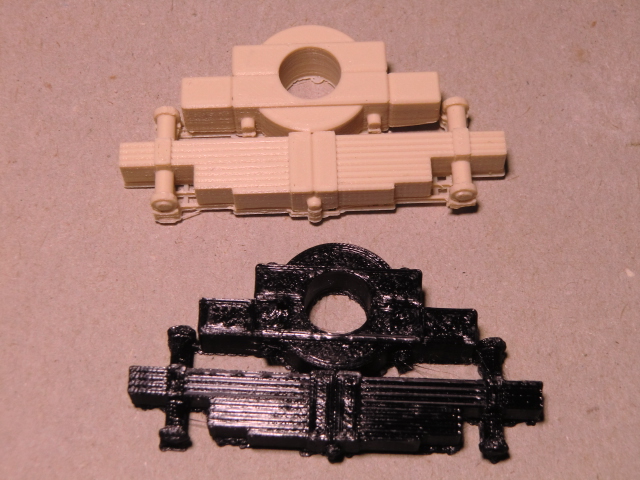
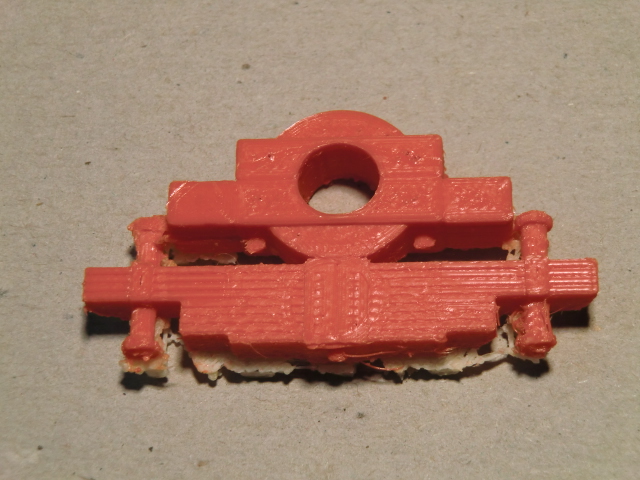
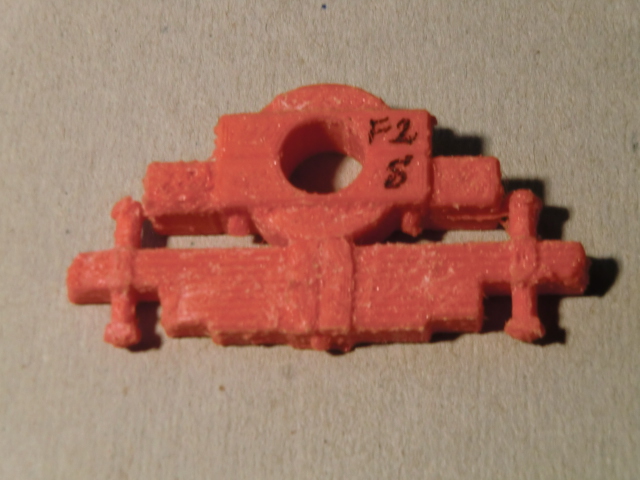
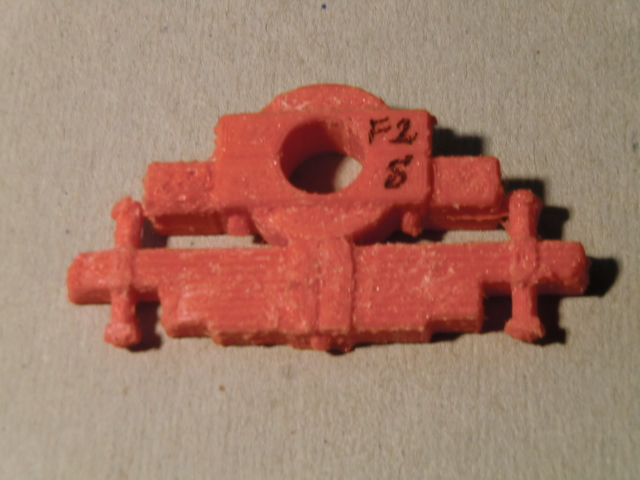
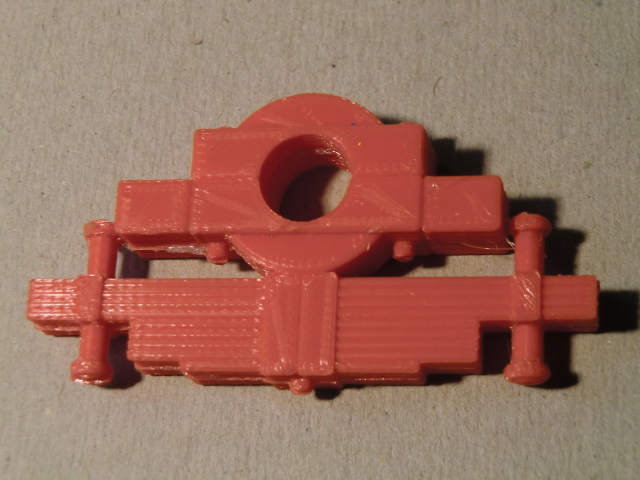
CIMG1758 zeigt oben den Ultimaker-Druck (Cura 2.3.1) mit automatischer Stützstruktur auf der Rückseite und unten den Druck mit dem Felixprinter (Simplify3D).
CIMG1763 zeigt oben die Rückseite des Druckes mit entfernter Stützstruktur. Das Entfernen der Stützstruktur war beim Felixprinter nur teilweise möglich.
Weiterhin habe ich noch den bei Simplify3D verwendeten Factory-File beigefügt.
CIMG1758 zeigt oben den Ultimaker-Druck (Cura 2.3.1) mit automatischer Stützstruktur auf der Rückseite und unten den Druck mit dem Felixprinter (Simplify3D).
CIMG1763 zeigt oben die Rückseite des Druckes mit entfernter Stützstruktur. Das Entfernen der Stützstruktur war beim Felixprinter nur teilweise möglich.
Weiterhin habe ich noch den bei Simplify3D verwendeten Factory-File beigefügt.
|
Re: Felixprinter, Profil für Simplify 04. January 2017 12:55 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.194 |
Quote
Nobima
....
Weiterhin habe ich noch den bei Simplify3D verwendeten Factory-File beigefügt.
... nein, leider nicht, FFF ist nicht Factory.
Wie ich geschrieben habe, im Menue FILE > Save as ... factory, und kommt dabei eine >>> .factory benannte Datei raus.
Der Vorteil ist, dass man diese Factory über FILE > Open Factory selbst laden kann und damit Deine kompletten Einstellung einschließlich Objekt vorliegen hat, als wenn man selbst einen Felix benutzen würde.
Um die Drucke ernsthaft vergleichen zu können, müsste man aber auch wissen, welche Parameter Du auf dem Ulti verwendet hast und welche Materialien.
Ich weiss nicht, wer für die Downloads verantwortlich ist - S3D oder der jeweilige Gerätehersteller - auf jeden Fall sind die Einstellungen, die mit meinem Druckerprofil eingespielt werden, ein großer Mist, andererseits kann der Urheber aber auch nicht wissen, welcher Bettabstand z.B. vorliegt, das muss man schon selbst ggf korrigieren. Und Filamente sind durchaus von Rolle zu Rolle verschieden und bedürfen eigener Einstellungen. Der Ulti hat rundum geschlossenes Gehäuse und der Felix ist offen. Hast Du Zugluft im Raum, sind die Verhältnisse schon mal so unterschiedlich, dass sich das durchaus auch im Druckbild bemerkbar machen kann. Also keine Äpfel mit Birnen vergleichen.
|
Re: Felixprinter, Profil für Simplify 04. January 2017 14:52 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 37 |
Nun sollte die richtige Datei von Simplify3D angefügt sein. Beim Ultimaker/Cura habe ich mit guten Ergebnissen die Standardeinstellungen für PLA verwendet. Ich habe auch schon mal für den Felixprinter mittels Cura 2.3.2 (Custom FDM Printer) den GCode erzeugt, dabei habe ich nur den Düsen- und Filamentdurchmesser angepasst. Das Ergebnis war besser als mittels Simplify3D, aber noch nicht befriedigend, wenn man den Ultimaker Druck zum Vergleich heranzieht.
So war wohl der Felixprinter eine Fehlinvestition, denn ich habe schon etliche Einstellungen ohne Erfolg ausprobiert. Nun hoffe ich auf Einstellwerte mit denen jemand gute Ergenisse insbesondere bei der Entfernung von Stützstrukturen erzielt hat.
So war wohl der Felixprinter eine Fehlinvestition, denn ich habe schon etliche Einstellungen ohne Erfolg ausprobiert. Nun hoffe ich auf Einstellwerte mit denen jemand gute Ergenisse insbesondere bei der Entfernung von Stützstrukturen erzielt hat.
|
Re: Felixprinter, Profil für Simplify 04. January 2017 18:43 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.194 |
Quote
Nobima
....
So war wohl der Felixprinter eine Fehlinvestition, ....
Das würde ich jetzt mal so nicht sagen, S3D macht bei dem Teil schon ein paar Kapitalböcke mit dem Support! Da muss man manuell nacharbeiten und das nicht wenig.
Habe ich mir soweit angeschaut, da gibt es eine Menge dazu zu sagen.
Aber zu meiner Information vorab, was ist das für ein Teil? Klar, Modelleisenbahn, aber woher. Wenn der nach dem Bild hervorragende Druck mit dem Ulti ein Musterbeispiel ist, dann ist das Cura absolut auf dieses Muster eingestellt, das Filament passt excellent zum Drucker und, und ,und.
Wenn es ein beliebiges Teil ist, solltest Du mit solchen Vergleichen warten, bis Du mit dem Felix UND dem S3D firm bist. In dem Teil stecken jede Menge Fallstricke, die einen ordentlichen Druck schon schwierig machen. Das sind vor allem die Bolzen, die einen Durchmesser von etwas mehr als Deinem Düsendurchmesser haben. Da musst Du schon mit Einschränkungen rechnen, auch wenn du untermaßig druckst (ExtrusionWidth < 0,35 mm). Was hat denn der Ulti für eine Düse drin? Wenn es für den Felix 0,25er oder gar 0,20er gibt, wäre das schon angebrachter.
Zudem druckst Du mit 0,15 Layerhöhe. Das ist für "normale" Teile ein gängiger Wert, bei mir sozusagen Standard. Nur darfst Du nichts an Qualität erwarten, wenn diese klitzekleinen Bolzen mit 6 Layern schon an dem Durchmesser kratzen. Ich Schätze, dass der Ulti für diese kitzligen Bereiche vielleicht auf 0,04, wenn nicht sogar auf die so gerne beworbenen 0,02 mm Layerhöhe zurück geht. Was kann der Felix? Ist mit S3D kein Problem, entsprechend einzurichten, wenn man nicht alles mit diesem Hauch von Layern drucken will.Der Druck würde ja rund 7,5 x so lange dauern.
Wenn ich morgen dazu komme, können wir die einzelnen Tabs durch gehen, da gibts etliche Punkte, die nicht schlüssig sind.
Nachtrag:
War ich etwas voreilig? Ich habe bei mir das Gitternetz des virtuellen Drucktischs auf 10 / 1 mm eingestellt, bei Dir ist das 25 / 5 mm . Dann sind die Bolzen ja gar nicht so klein wie gedacht, da sollte schon ein ordentliches Ergebnis machbar sein. Hätte mir ja auch vorher auffallen können, dass der Druckbereich nach meinem Maßstab doch etwas klein geraten würde.
1-mal bearbeitet. Zuletzt am 04.01.17 18:57.
|
Re: Felixprinter, Profil für Simplify 05. January 2017 08:36 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 37 |
Sehr gut erkannt, Modelleisenbahn ist richtig. Ich möchte als interessante Anwendung eine Dampflok in Spur 2 bauen und habe dazu die Spur H0 - Vorlage von Revell ausgemessen und in CAD (Rhinoceros) konstruiert. Der Ultimaker hatte bei dem Beispieldruck eine 0.4 mm Düse. Mit einer 0,25 mm Düse habe ich auch einen Druck mit noch besserem Ergebnis erzeugt, aber dann ist es ja mit dem Felixprinter nicht mehr vergleichbar.
Das Ultimaker-Profil in Cura ist leider geschützt und lässt sich nicht exportieren. Einen Screenshot mit den wichtigsten Angaben habe ich mal beigefügt.
Den Felixprinter möchte ich für diese Aufgabe einsetzen, da mit dem DualExtruder die Stützstruktur separat gedruckt werden kann und das Filament Polysupport sich (hoffentlich) leicht entfernen lässt.
Das Ultimaker-Profil in Cura ist leider geschützt und lässt sich nicht exportieren. Einen Screenshot mit den wichtigsten Angaben habe ich mal beigefügt.
Den Felixprinter möchte ich für diese Aufgabe einsetzen, da mit dem DualExtruder die Stützstruktur separat gedruckt werden kann und das Filament Polysupport sich (hoffentlich) leicht entfernen lässt.
|
Re: Felixprinter, Profil für Simplify 05. January 2017 14:38 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.194 |
Das Ulti-Profil wird vermutlich auch nicht viel nützen, allenfalls zum groben Vergleich und um Anhaltspunkte zu haben, die man sich so erst mal erarbeiten muss.
Ich empfehle Dir dringend, erst eine ganze Versuchsreihe mit Testojekten durchzuführen, bevor Du ins Eingemachte gehst. Das erleichtert dann vieles. Und am guten Umgang mit Simplify führt kein Weg vorbei, d.h. üben-lesen-üben-lesen ... am Ulti kannst Du ja kaum Erfahrungen gewinnen.
Wenn Du das Teil selbst konstruiert hast (Respekt dafür!), Frage: kannst Du die in der liegenden Position hoch stehenden Teile nicht ganz runter ziehen? Real steht das Teil ja aufrecht, also 90°gedreht. Betroffen ist also nur die Innenseite, nicht die Sichtseite. Naturgetreu ist ja schön, aber das Drucken wäre schon leichter.
Egal, gehen muss das auch so.
Ich werde Dir zum Schluß die Factory soweit korrigiert bereit stellen, gewisse Dinge musst Du aber selbst austesten und ggf. nachtragen.
Damit mein Text hier nicht zu lang wird, sende ich das in Teilabschnitten ab und ergänze es anschließend oder schreibe einen neuen Beitrag.
Zu allererst solltest Du die Abstand Bett - Düse überprüfen. Der sollte im Allgemeinen 0,15 mm betragen, das ist die Dicke eines DIN A 4-Blattes 90 gr/m²; wenn automatisches Leveling vorhanden, auch dieses überprüfen ...
Dein Filament - sieht ja schon erheblich anders aus als das vom Ulti - mit vorzugsweise Micrometerschrauben, oder guter Schieblehre nachmessen, Rollen in sich sind meist gut gleichmäßig, aber der Durchmesser variiert mit + / - 0,05 mm, das ist deutlich spürbar im Druckergebnis.
S3D - Tab Extruder:
- dass rechte und linke Düse gleich sind und auch tatsächlich 0,35 mm haben, unterstelle ich.
- Extrusion Multiplier - wo kommt der Wert 0,85 her?
Mit der eingestellten ExtrusionWidth errechnet des Slicer den Abstand der Bahnen, mit dem Multi passt man die Extrusionsmenge an, die nötig ist, den Raum zwischen den Bahnen zu füllen. Wenn der Durchmesser (das steht später in Tab Other) sehr genau ermittelt ist, hat man für den Multi üblicherweise einen Wert irgendwo zwischen 0,90 und 1,0; PLA und ABS sind etwas unterschiedlich. Empfehlen kann man da wenig, das musst Du testen, weil sich jedes Material anders verhält. Würfel drucken und schauen, ob Lücken da sind oder Material ausquillt. Testhalber mit 0.95 einsteigen.
ExtrusionWidth:
steht auf Auto, das bedeutet, dass die Extrusion 120% des Düsendurchmessers hat, hier also 0,40 x 120% = 0,48 mm Einen anderen Zusammenhang und anderen Einfluss auf den Slicer hat das "Auto" nicht. Lediglich ein guter Durchschnittswert, mit dem man recht weit kommt. Wichtig werden die Einstellungen erst bei konstruierten Wänden und wenn der Zwischenraum dann nicht mit ganzzahligen Menge Perimeter gefüllt werden kann (z.B. Wandstärke 1,10 mm, da reichen 2x 0,48 nicht - bleibt hohl oder braucht Infill - also EW auf 0,54 / 0,55 und es passt).
Hier eher unbeachtlich, muss man dann ggf überprüfen.
Retraction:
der Retract von 1,0 mm bei einem Direktextruder ist meist ok, wichtig ist, dass mit dem Zurückziehen die Vorschubspannung des Filaments rausgenommen wird und die Extrusion aufhört.
Extra Restart steht auf 0,0; das berücksichtigt, dass beim Zurückziehen Reste des flüssigen Filaments an den Wandungen haften bleiben und beim erneuten Vorschub möglicherweise ein "Bobbel" entsteht, also ein Knotenkügelchen. Wert kann negativ oder positiv sein, Wenn also eine kleine Lücke entsteht, dann etwas Plus geben, bei Bobbel etwas Minus.
VerticalLift 0,40 ist ok, ich fahre 0,20 das reicht auch.
Coast at end und Wipe abschalten, das macht bei den kleinen Bahnen nur unnötig Ärger und ist eher für 2-Farben-Druck gedacht.
Tab LAYER:
Nachdem das Teil nicht ganz so klein ist wie zunächst gedacht, lassen wir die 0,15 Layerhöhe zunächst mal stehen, Top und Bottom ebenfalls,
3 Perimeter ist ok
Inside-Out ist die Reihenfolge des Drucks, ich drucke fast nicht anders.
First Layer,
das musst Du sehen, ob der erste Layer anständig haftet. 100% besagt, dass die Düse auf die Layerhöhe 0,15 mm eingestellt wird. Hinzu kommt der Abstand zum Bett, den der Slicer ja nicht kennen kann. Ob man mit 125% diese doch recht große Lücke schließen kann, ist fraglich. Theoretisch braucht man 200%, aber wie gesagt, ist Erfahrungssache, im nächsten Tab kommt da noch etwas hinzu.
Speed ist ok.
Startpunkt - das musst Du sehen, die 3 Möglichkeiten austesten. Es geht einerseits um Geschwindigkeit, aber auch um die ggf Sichtbarkeit der Ansatzpunkte.
Tab Additional:
ist ungenutzt und für Dein Objekt gibt es hier auch wenig zu holen oder ist gar kontraproduktiv.
Tab Infill:
ist alles ein bisschen sparsam eingestellt, bei größeren Flächen, die später mit den TopLayern abzudecken sind, empfiehlt es sich schon, den Inennraum besser, d.h. enger auszufüllen, aber hier ok.
Tab Support:
Ohjeohje ...
Zunächst die allgemeinen Einstellungen:
15% Infill für den Support ist sehr wenig und dürfte auch wesentlich für das schlechte Ergebnis der Automatik verantwortlich sein. Ich habe es jetzt auf 50% gesetzt und manuell hinzugefügt.
Die Einzelheiten führen jetzt zu weit, bei Bedarf gerne mehr.
Densesupport bedeutet, dass ein Stützsäule mit einem "Pilzkopf" gebildet wird, sehr praktisch, wenn von unten raus wenig Platz ist (z.B. bei Rohren). Ich habe das jetzt mal auf 1 mm Überhang gestellt, 3 Layer ist ok und 90% Dichte auch.
Support soll mit jedem Layer mit gedruckt werden, kann man entsprechend einstellen zur Zreitersparnis also nur jeden 2. oder 3. Layer, aber ich habe damit noch nie gute Ergebnisse gehabt.
Separation: steht auf 0,20 mm und nur je 1 Layer oben und unten.Eingestellt habe ich jetzt 0,50 mm horizontaler Abstand und wenigstens mal 2 Layer; für alles stark steigende Tendenzen in keinen Schritte auszutesten. Der Support lässt sich idealerweise selbst aus Hohlräumen an einem Stück raus lösen, das geht wirklich.
Jetzt wechseln wir zur Support Generation, dazu am rechten Fensterrand das unterste Symbol klicken.
Das Druckfenster von S3D lässt sich mit der Mouse, rechte / linke Taste + Rad nach allen Seiten drehen, auch Ansicht von unten ist möglich.
Mit den bisherigen Einstellungen verbleiben erhebliche Lücken, die nicht unterstützt werden, das sind dann alles Luftnummern. Mit meinen Einstellungen wie vor gehts einigermaßen, bleibt aber immer noch zu wünschen übrig. Deshalb in dem Generationsfenster Folgendes machen:
- Pillar auf 4 mm stellen
- Winkel 45 ° ist ok
Jetzt auf Generate Automatik .. klicken und rundum betrachten. Dazu auch unten linke Prepare to Print und die Druckvorschau anscheuen; mit dem Schiebregler ganz unten im Vorschaubild die ersten Layer betrachten, und feststellen wo lücken sind ; zurück zur STL-Ansicht und Generatiosfenster: Manuel Placement Add New Support Structures: es erscheint an der Mousespitze eine Säule dunkelgrau. Die schiebt man langsam an der Kante entlang und überall, wo noch Support drunter geht, schnurrt die Säule auf ein kleines Klötzchen zusammen: Mouseklick usw, zum Schluß DONE. Dass in den Fenstern der Support ganz anders aussieht als später gedruckt, sollte Dich nicht stören!
Tab Temperature:
Wer auf die Idee gekommen ist, PLA mit 190° anzufangen und dann auch noch auf 185° zurückgeht, weiss ich nicht, aber es muss ein sehr großer Optimist sein.
Geändert auf einheitlich 200 °, Tendenz leicht fallend evtl.
Das testet man manuell aus! Extruderförderspange (oder wie das heißt) lösen und Hotend vorheizen auf 200 °. Wenn Temp erreicht, sollte sich das Filament mit Daumen/Zeigefinger durch schieben lassen. Nicht direkt leichtgängig, aber eben ohne Gewalt. Dann bis zu minus 5 ° weniger und gut wird sein. Das Runtergehen mit der Temp im 2. Schritt - nun gut, kann man machen, viel Sinn sehe ich da nicht drin.
Tab Cooling: ist ok für PLA
Tab GCodes:
soweit durch das Druckerprofil eingestellt und sollte stimmen.
Global GCode Offsets, da fahre ich bei Z ein minus 0,05; das verringert mir den Abstand Bett / Düse und dient der besseren Haftung.
Ich habe das jetzt so eingetragen, ich denke, der Felix verträgt das auch.
Tab Scipts:
Naja, das sieht bei mir sehr viel aufgeräumter aus. Nachdem der Drucker ja druckt, kann man das alles vorerst so stehen lassen. Nur merken, wenn Du irgendwann an Dualdruck gehst, der 2 Extruder ist hier überall auskommentiert.
Tab Other:
Die Geschwindigkeit ist im Grunde auf 100 mm/s eingestellt, aber wesentliche Anteile des Drucks sind dann auf 30 und 40% gesetzt. Ok, kann man so machen, aber für so differenzierte Teile ist 100 für meinen Geschmack deutlich zu hoch, muss man sehen, wie der Felix damit umgeht.
Hinweis: (!) Im Tab Cooling gibt es eine Abhängigkeit! Dort steht bei Speed Overwrites, dass die Geschwindigkeit auf bis zu 10% runter geregelt werden kann, wenn die Druckdauer für einen Layer unter 15 sec geht. Ob diese 10% so notwendig sind, weiss ich nicht, aber über unerwartete Ermüdungserscheinungen des Druckers nicht wundern, da liegt der Hase im Pfeffer.
Filamentdurchmesser wie schon beschrieben, nachmessen und ggf korrigieren.
Tab Advanced:
Es kann vorteilhaft sein, wenn ein Retract nur durchgeführt wird zum Überbrücken von freien Strecken. Sollte bei Positionswechseln die Düse sauen, hier den Haken weg machen, damit immer ein Retract durchgeführt wird. Ansonsten gibt es da viel zu spielen ;-)
Das war's dann mal,
ich hänge nachher noch die Factory an.
H.
7-mal bearbeitet. Zuletzt am 05.01.17 16:13.
Ich empfehle Dir dringend, erst eine ganze Versuchsreihe mit Testojekten durchzuführen, bevor Du ins Eingemachte gehst. Das erleichtert dann vieles. Und am guten Umgang mit Simplify führt kein Weg vorbei, d.h. üben-lesen-üben-lesen ... am Ulti kannst Du ja kaum Erfahrungen gewinnen.
Wenn Du das Teil selbst konstruiert hast (Respekt dafür!), Frage: kannst Du die in der liegenden Position hoch stehenden Teile nicht ganz runter ziehen? Real steht das Teil ja aufrecht, also 90°gedreht. Betroffen ist also nur die Innenseite, nicht die Sichtseite. Naturgetreu ist ja schön, aber das Drucken wäre schon leichter.
Egal, gehen muss das auch so.
Ich werde Dir zum Schluß die Factory soweit korrigiert bereit stellen, gewisse Dinge musst Du aber selbst austesten und ggf. nachtragen.
Damit mein Text hier nicht zu lang wird, sende ich das in Teilabschnitten ab und ergänze es anschließend oder schreibe einen neuen Beitrag.
Zu allererst solltest Du die Abstand Bett - Düse überprüfen. Der sollte im Allgemeinen 0,15 mm betragen, das ist die Dicke eines DIN A 4-Blattes 90 gr/m²; wenn automatisches Leveling vorhanden, auch dieses überprüfen ...
Dein Filament - sieht ja schon erheblich anders aus als das vom Ulti - mit vorzugsweise Micrometerschrauben, oder guter Schieblehre nachmessen, Rollen in sich sind meist gut gleichmäßig, aber der Durchmesser variiert mit + / - 0,05 mm, das ist deutlich spürbar im Druckergebnis.
S3D - Tab Extruder:
- dass rechte und linke Düse gleich sind und auch tatsächlich 0,35 mm haben, unterstelle ich.
- Extrusion Multiplier - wo kommt der Wert 0,85 her?
Mit der eingestellten ExtrusionWidth errechnet des Slicer den Abstand der Bahnen, mit dem Multi passt man die Extrusionsmenge an, die nötig ist, den Raum zwischen den Bahnen zu füllen. Wenn der Durchmesser (das steht später in Tab Other) sehr genau ermittelt ist, hat man für den Multi üblicherweise einen Wert irgendwo zwischen 0,90 und 1,0; PLA und ABS sind etwas unterschiedlich. Empfehlen kann man da wenig, das musst Du testen, weil sich jedes Material anders verhält. Würfel drucken und schauen, ob Lücken da sind oder Material ausquillt. Testhalber mit 0.95 einsteigen.
ExtrusionWidth:
steht auf Auto, das bedeutet, dass die Extrusion 120% des Düsendurchmessers hat, hier also 0,40 x 120% = 0,48 mm Einen anderen Zusammenhang und anderen Einfluss auf den Slicer hat das "Auto" nicht. Lediglich ein guter Durchschnittswert, mit dem man recht weit kommt. Wichtig werden die Einstellungen erst bei konstruierten Wänden und wenn der Zwischenraum dann nicht mit ganzzahligen Menge Perimeter gefüllt werden kann (z.B. Wandstärke 1,10 mm, da reichen 2x 0,48 nicht - bleibt hohl oder braucht Infill - also EW auf 0,54 / 0,55 und es passt).
Hier eher unbeachtlich, muss man dann ggf überprüfen.
Retraction:
der Retract von 1,0 mm bei einem Direktextruder ist meist ok, wichtig ist, dass mit dem Zurückziehen die Vorschubspannung des Filaments rausgenommen wird und die Extrusion aufhört.
Extra Restart steht auf 0,0; das berücksichtigt, dass beim Zurückziehen Reste des flüssigen Filaments an den Wandungen haften bleiben und beim erneuten Vorschub möglicherweise ein "Bobbel" entsteht, also ein Knotenkügelchen. Wert kann negativ oder positiv sein, Wenn also eine kleine Lücke entsteht, dann etwas Plus geben, bei Bobbel etwas Minus.
VerticalLift 0,40 ist ok, ich fahre 0,20 das reicht auch.
Coast at end und Wipe abschalten, das macht bei den kleinen Bahnen nur unnötig Ärger und ist eher für 2-Farben-Druck gedacht.
Tab LAYER:
Nachdem das Teil nicht ganz so klein ist wie zunächst gedacht, lassen wir die 0,15 Layerhöhe zunächst mal stehen, Top und Bottom ebenfalls,
3 Perimeter ist ok
Inside-Out ist die Reihenfolge des Drucks, ich drucke fast nicht anders.
First Layer,
das musst Du sehen, ob der erste Layer anständig haftet. 100% besagt, dass die Düse auf die Layerhöhe 0,15 mm eingestellt wird. Hinzu kommt der Abstand zum Bett, den der Slicer ja nicht kennen kann. Ob man mit 125% diese doch recht große Lücke schließen kann, ist fraglich. Theoretisch braucht man 200%, aber wie gesagt, ist Erfahrungssache, im nächsten Tab kommt da noch etwas hinzu.
Speed ist ok.
Startpunkt - das musst Du sehen, die 3 Möglichkeiten austesten. Es geht einerseits um Geschwindigkeit, aber auch um die ggf Sichtbarkeit der Ansatzpunkte.
Tab Additional:
ist ungenutzt und für Dein Objekt gibt es hier auch wenig zu holen oder ist gar kontraproduktiv.
Tab Infill:
ist alles ein bisschen sparsam eingestellt, bei größeren Flächen, die später mit den TopLayern abzudecken sind, empfiehlt es sich schon, den Inennraum besser, d.h. enger auszufüllen, aber hier ok.
Tab Support:
Ohjeohje ...
Zunächst die allgemeinen Einstellungen:
15% Infill für den Support ist sehr wenig und dürfte auch wesentlich für das schlechte Ergebnis der Automatik verantwortlich sein. Ich habe es jetzt auf 50% gesetzt und manuell hinzugefügt.
Die Einzelheiten führen jetzt zu weit, bei Bedarf gerne mehr.
Densesupport bedeutet, dass ein Stützsäule mit einem "Pilzkopf" gebildet wird, sehr praktisch, wenn von unten raus wenig Platz ist (z.B. bei Rohren). Ich habe das jetzt mal auf 1 mm Überhang gestellt, 3 Layer ist ok und 90% Dichte auch.
Support soll mit jedem Layer mit gedruckt werden, kann man entsprechend einstellen zur Zreitersparnis also nur jeden 2. oder 3. Layer, aber ich habe damit noch nie gute Ergebnisse gehabt.
Separation: steht auf 0,20 mm und nur je 1 Layer oben und unten.Eingestellt habe ich jetzt 0,50 mm horizontaler Abstand und wenigstens mal 2 Layer; für alles stark steigende Tendenzen in keinen Schritte auszutesten. Der Support lässt sich idealerweise selbst aus Hohlräumen an einem Stück raus lösen, das geht wirklich.
Jetzt wechseln wir zur Support Generation, dazu am rechten Fensterrand das unterste Symbol klicken.
Das Druckfenster von S3D lässt sich mit der Mouse, rechte / linke Taste + Rad nach allen Seiten drehen, auch Ansicht von unten ist möglich.
Mit den bisherigen Einstellungen verbleiben erhebliche Lücken, die nicht unterstützt werden, das sind dann alles Luftnummern. Mit meinen Einstellungen wie vor gehts einigermaßen, bleibt aber immer noch zu wünschen übrig. Deshalb in dem Generationsfenster Folgendes machen:
- Pillar auf 4 mm stellen
- Winkel 45 ° ist ok
Jetzt auf Generate Automatik .. klicken und rundum betrachten. Dazu auch unten linke Prepare to Print und die Druckvorschau anscheuen; mit dem Schiebregler ganz unten im Vorschaubild die ersten Layer betrachten, und feststellen wo lücken sind ; zurück zur STL-Ansicht und Generatiosfenster: Manuel Placement Add New Support Structures: es erscheint an der Mousespitze eine Säule dunkelgrau. Die schiebt man langsam an der Kante entlang und überall, wo noch Support drunter geht, schnurrt die Säule auf ein kleines Klötzchen zusammen: Mouseklick usw, zum Schluß DONE. Dass in den Fenstern der Support ganz anders aussieht als später gedruckt, sollte Dich nicht stören!


Tab Temperature:
Wer auf die Idee gekommen ist, PLA mit 190° anzufangen und dann auch noch auf 185° zurückgeht, weiss ich nicht, aber es muss ein sehr großer Optimist sein.
Geändert auf einheitlich 200 °, Tendenz leicht fallend evtl.
Das testet man manuell aus! Extruderförderspange (oder wie das heißt) lösen und Hotend vorheizen auf 200 °. Wenn Temp erreicht, sollte sich das Filament mit Daumen/Zeigefinger durch schieben lassen. Nicht direkt leichtgängig, aber eben ohne Gewalt. Dann bis zu minus 5 ° weniger und gut wird sein. Das Runtergehen mit der Temp im 2. Schritt - nun gut, kann man machen, viel Sinn sehe ich da nicht drin.
Tab Cooling: ist ok für PLA
Tab GCodes:
soweit durch das Druckerprofil eingestellt und sollte stimmen.
Global GCode Offsets, da fahre ich bei Z ein minus 0,05; das verringert mir den Abstand Bett / Düse und dient der besseren Haftung.
Ich habe das jetzt so eingetragen, ich denke, der Felix verträgt das auch.
Tab Scipts:
Naja, das sieht bei mir sehr viel aufgeräumter aus. Nachdem der Drucker ja druckt, kann man das alles vorerst so stehen lassen. Nur merken, wenn Du irgendwann an Dualdruck gehst, der 2 Extruder ist hier überall auskommentiert.
Tab Other:
Die Geschwindigkeit ist im Grunde auf 100 mm/s eingestellt, aber wesentliche Anteile des Drucks sind dann auf 30 und 40% gesetzt. Ok, kann man so machen, aber für so differenzierte Teile ist 100 für meinen Geschmack deutlich zu hoch, muss man sehen, wie der Felix damit umgeht.
Hinweis: (!) Im Tab Cooling gibt es eine Abhängigkeit! Dort steht bei Speed Overwrites, dass die Geschwindigkeit auf bis zu 10% runter geregelt werden kann, wenn die Druckdauer für einen Layer unter 15 sec geht. Ob diese 10% so notwendig sind, weiss ich nicht, aber über unerwartete Ermüdungserscheinungen des Druckers nicht wundern, da liegt der Hase im Pfeffer.
Filamentdurchmesser wie schon beschrieben, nachmessen und ggf korrigieren.
Tab Advanced:
Es kann vorteilhaft sein, wenn ein Retract nur durchgeführt wird zum Überbrücken von freien Strecken. Sollte bei Positionswechseln die Düse sauen, hier den Haken weg machen, damit immer ein Retract durchgeführt wird. Ansonsten gibt es da viel zu spielen ;-)
Das war's dann mal,
ich hänge nachher noch die Factory an.
H.
7-mal bearbeitet. Zuletzt am 05.01.17 16:13.
|
Re: Felixprinter, Profil für Simplify 06. January 2017 11:54 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 37 |
Vielen Dank für die ausführlichen Informationen. Du hast ja wirklich viel Zeit dafür aufgewendet. Ich habe das Factory-File mal unverändert gedruckt. Das Ergebnis ist recht ordentlich. Anhand Deiner Hinweise werde ich weitere Optimierungen ausprobieren und mich dann am DualExtruder-Druck versuchen. Sobald Ergebnisse vorliegen, werde ich Bilder einstellen und ggf. auch weitere Fragen stellen, um Dein umfangreiches Wissen zu nutzen.
Vielen Dank nochmals !
Vielen Dank nochmals !
|
Re: Felixprinter, Profil für Simplify 06. January 2017 12:47 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.194 |
... zeige dann bitte Bilder von den Drucken, um zu sehen, wo es noch hapert.
Wenn Du "sonderbare" Ergebnisse hast, Infos wer-was-wo findest Du hier: [www.simplify3d.com]
und die grundlegenden Dinge sind hier beschrieben:
[forum.simplify3d.com] ist ein bisschen veraltet, aber immer noch gut;
[www.simplify3d.com]
Wenn Du "sonderbare" Ergebnisse hast, Infos wer-was-wo findest Du hier: [www.simplify3d.com]
und die grundlegenden Dinge sind hier beschrieben:
[forum.simplify3d.com] ist ein bisschen veraltet, aber immer noch gut;
[www.simplify3d.com]
|
Re: Felixprinter, Profil für Simplify 06. January 2017 16:04 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.194 |
Gerade ein schönes Beispiel dafür raus gelassen, wie minimale Änderungen der Einstellungen das Ergebnis beeinflussen können.
Mein Enkel will für sein Schwert eine Scheide haben, also drucke ich das und die Verzierungen dazu.
Habe mir einen Drachen rausgesucht, von ca 80 X 80 mm auf 38 x 38 mm runter skaliert, da werden die Strukturen ganz schön minimiert.
Beim ersten Versuch habe ich dummerweise vergessen, ob der kleinen Strecken den Retract passend einzustellen. So ist gekommen, was kommen musste: Lauter Löcher (Bild links, Vorder / Rückseite). Und warum? ganz einfach, mein Restart steht für normale Drucke auf -0,13, d.h. wenn das Filament zum Drucken wieder nach vorn geschoben wird, bleibt es um eben 0,13 mm hinter der Düsenöffnung stehen, in der Düsenöffnung / Kanal ist noch genug Material, um mit dem Drucken punktgenau beginnen zu können.
Das setzt aber voraus, dass die Strecken auch lang genug sind, dass die Materialschmelze auch wirklich nach vorne kommt. Und genau das passiert bei so filigranen Modellen u.U. nicht. Für die nach dem Retract zu druckende Strecke wurden offenbar keine 0,13 mm oder mehr Material benötigt und schon kommt der nächste Retract. Und so baut sich in der Düse langsam ein Mangel auf und die Abfolge von vielen kleinen Strecken wird dann schon gar nicht mehr richtig gedruckt.
Im Bild rechts ist Retract > Restart Distance auf Null gestellt und im Tab Advanced zusätzlich die erste Alternative auf Retract only when crossing open spaces, sowie Minimumstrecke 6 mm
Im Ergebnis sieht das für eine 0,40er Düse bei 0,48 EW und 100 mm/s Geschwindigkeit für alles außer Außenperimeter (80%) recht gut aus. Wenn ich Filament morgen umspanne, kommt die 0,25 Düse dran und das natürlich auch etwas langsamer. Dann wird es gut werden.
Mein Enkel will für sein Schwert eine Scheide haben, also drucke ich das und die Verzierungen dazu.
Habe mir einen Drachen rausgesucht, von ca 80 X 80 mm auf 38 x 38 mm runter skaliert, da werden die Strukturen ganz schön minimiert.
Beim ersten Versuch habe ich dummerweise vergessen, ob der kleinen Strecken den Retract passend einzustellen. So ist gekommen, was kommen musste: Lauter Löcher (Bild links, Vorder / Rückseite). Und warum? ganz einfach, mein Restart steht für normale Drucke auf -0,13, d.h. wenn das Filament zum Drucken wieder nach vorn geschoben wird, bleibt es um eben 0,13 mm hinter der Düsenöffnung stehen, in der Düsenöffnung / Kanal ist noch genug Material, um mit dem Drucken punktgenau beginnen zu können.
Das setzt aber voraus, dass die Strecken auch lang genug sind, dass die Materialschmelze auch wirklich nach vorne kommt. Und genau das passiert bei so filigranen Modellen u.U. nicht. Für die nach dem Retract zu druckende Strecke wurden offenbar keine 0,13 mm oder mehr Material benötigt und schon kommt der nächste Retract. Und so baut sich in der Düse langsam ein Mangel auf und die Abfolge von vielen kleinen Strecken wird dann schon gar nicht mehr richtig gedruckt.
Im Bild rechts ist Retract > Restart Distance auf Null gestellt und im Tab Advanced zusätzlich die erste Alternative auf Retract only when crossing open spaces, sowie Minimumstrecke 6 mm
Im Ergebnis sieht das für eine 0,40er Düse bei 0,48 EW und 100 mm/s Geschwindigkeit für alles außer Außenperimeter (80%) recht gut aus. Wenn ich Filament morgen umspanne, kommt die 0,25 Düse dran und das natürlich auch etwas langsamer. Dann wird es gut werden.

|
Re: Felixprinter, Profil für Simplify 09. January 2017 07:45 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 37 |
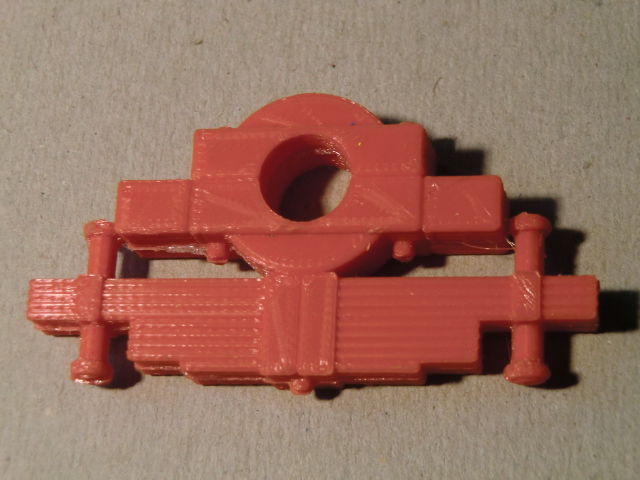
So, nach weiteren Versuchen mich mit dem Felixprinter anzufreunden hier einige Bilder:
Dual.jpg: Dualdruck mit einem leicht zu entfernenden Filament als Support
DualHinten: Rückseite mit entferntem Support, Variationen der Einstellungen bei "Dense Support Layers" brachten keine nennenswerte Verbesserung
HalbHalb.jpg: Teil halbiert, Vorder- und Rückseite getrennt gedruckt und dann zusammengeklebt. Unsportlich, aber bestes Ergebnis
Letzteres ist mit Cura 2.3.1 erstellt. Mein Eindruck ist, dass damit bessere Ergebnisse erzielt werden als mit Simplify3D.
Bei Cura 2.3.1 habe ich noch nicht herausbekommen, wie man bei einem "Custom FDM printer", hier Felixprinter, den Supportextruder definiert.
Du hast die 0,25 mm Düse erwähnt. Wo kann man die für den Felixprinter 3.1 bekommen ?
Dual.jpg: Dualdruck mit einem leicht zu entfernenden Filament als Support
DualHinten: Rückseite mit entferntem Support, Variationen der Einstellungen bei "Dense Support Layers" brachten keine nennenswerte Verbesserung
HalbHalb.jpg: Teil halbiert, Vorder- und Rückseite getrennt gedruckt und dann zusammengeklebt. Unsportlich, aber bestes Ergebnis
Letzteres ist mit Cura 2.3.1 erstellt. Mein Eindruck ist, dass damit bessere Ergebnisse erzielt werden als mit Simplify3D.
Bei Cura 2.3.1 habe ich noch nicht herausbekommen, wie man bei einem "Custom FDM printer", hier Felixprinter, den Supportextruder definiert.
Du hast die 0,25 mm Düse erwähnt. Wo kann man die für den Felixprinter 3.1 bekommen ?
|
Re: Felixprinter, Profil für Simplify 09. January 2017 08:18 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.194 |
Düse: das kommt ganz auf das verbaute Hotend an. Ich habe E3D V6er drin und kaufe auch nur bei E3D.
Bietet das Felix nicht an? Ansonsten musst Du erst schauen, ob Dein Cura umgestellt werden kann; Hersteller-gebundene Versionen sind da meist sehr unflexibel. S3D ist da problemlos.
Vergleich mit Cura;
Cura ist nun mal ein Halb-Automat oder gar ein 3/4tel, oder 1/1 in einer Hersteller-gebundenen Version? In Verbindung mit passendem Filament ergibt das gute Druckergebnisse. Wenn das Filament nicht 100%ig passt, sieht es trübe aus, weil nicht wirklich etwas nachgeregelt werden kann.
S3D musst Du nahezu komplett selbst einrichten, deshalb ist es aber auch für (nahezu) alle Qualitätsstufen an Filament offen. Weitere Vorteile sind z.B. das mühelose Einrichten von Druckprozessen, die Cura u.a. so nicht bieten.
Aber es hindert Dich ja niemand daran, "gemischt" zu arbeiten - so wie das bessere Ergebnis erzielt wird.
Dass 2 Halbmodelle das beste Ergebnis bringen, überrascht mich nun keineswegs. Wenn Du damit gut leben kannst, würde ich es erst gar nichts anderes versuchen.
Bietet das Felix nicht an? Ansonsten musst Du erst schauen, ob Dein Cura umgestellt werden kann; Hersteller-gebundene Versionen sind da meist sehr unflexibel. S3D ist da problemlos.
Vergleich mit Cura;
Cura ist nun mal ein Halb-Automat oder gar ein 3/4tel, oder 1/1 in einer Hersteller-gebundenen Version? In Verbindung mit passendem Filament ergibt das gute Druckergebnisse. Wenn das Filament nicht 100%ig passt, sieht es trübe aus, weil nicht wirklich etwas nachgeregelt werden kann.
S3D musst Du nahezu komplett selbst einrichten, deshalb ist es aber auch für (nahezu) alle Qualitätsstufen an Filament offen. Weitere Vorteile sind z.B. das mühelose Einrichten von Druckprozessen, die Cura u.a. so nicht bieten.
Aber es hindert Dich ja niemand daran, "gemischt" zu arbeiten - so wie das bessere Ergebnis erzielt wird.
Dass 2 Halbmodelle das beste Ergebnis bringen, überrascht mich nun keineswegs. Wenn Du damit gut leben kannst, würde ich es erst gar nichts anderes versuchen.
|
Re: Felixprinter, Profil für Simplify 09. January 2017 10:51 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 37 |
Ich habe mich mal bei E3D umgesehen und bin interessiert. Wenn ich es richtig verstanden habe, muß ich dann die Hot-End/Dual Extruder Einheit des Felixprinter am Träger der X-Achse entfernen und durch das E3D-System ersetzen. Die beiden Extruder müssen dann an der Rahmenkonstruktion des Felixprinter befestigt werden. Der Ultimaker arbeitet ja auch mit diesem Prinzip mit dem Vorteil, dass die beiden Schrittmotoren nicht bewegt werden müssen. Die Frage ist, wie ich dann der Firmware des Felixprinters die eventuell zu veränderen Werte des neuen Systems (Heizleistung, Temperaturfühler, Förderrate der Schrittmotoren) übermittle.
Kannst Du dazu Aussagen machen ?
Kannst Du dazu Aussagen machen ?
|
Re: Felixprinter, Profil für Simplify 09. January 2017 13:22 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.194 |
.... nein, leider nicht, da mein System ganz anders aufgebaut ist. Meine E3D sind Bauart bedingt im Grunde für Direktdrive, obwohl ich Bowden habe. Also alles etwas anders als normal.
Aber warum willst Du gleich umrüsten. Ich kenne jetzt die Ausstattung des Felix nicht. Wenn die Temperatur nur bis 250° geht, muss die Elektronik mehr zulassen können, sonst macht ein Voll-Metall keinen Sinn, mal von dem eingesparten Ärger mit kaputten Röhrchen abgesehen. Und mit der Druckqualität hat das zunächst auch nichts zu tun, allein, manche Sorten Filament sind für Dich nicht verarbeitbar, weil Temperatur ggf. nicht reicht.
Und 0,25er, oder gar 0,15er, die E3D seit Kurzem im Programm hat, sind auch nicht ohne!. Gestern habe ich rotes ABS mit der 0,25er drucken wollen, das ging gar nicht - k.A. warum, ist noch eines aus den Anfängen, vielleicht übealtert. Dafür ging HT-Glass (PETG) "wie geschmiert". Filamente sind nun mal teils sehr (!) unterschiedlich, gerade was die Viskosität beim Schmelzen angeht und es ist keineswegs so, dass je heißer desto flüssiger. Aber mit der rechten (2.) Düse habe ich öfters Probleme, könnte auch an den Temperaturen liegen. Ersatzteile einschl neue Lüfter sind unterwegs und dann schaun mer mol.
Aber warum willst Du gleich umrüsten. Ich kenne jetzt die Ausstattung des Felix nicht. Wenn die Temperatur nur bis 250° geht, muss die Elektronik mehr zulassen können, sonst macht ein Voll-Metall keinen Sinn, mal von dem eingesparten Ärger mit kaputten Röhrchen abgesehen. Und mit der Druckqualität hat das zunächst auch nichts zu tun, allein, manche Sorten Filament sind für Dich nicht verarbeitbar, weil Temperatur ggf. nicht reicht.
Und 0,25er, oder gar 0,15er, die E3D seit Kurzem im Programm hat, sind auch nicht ohne!. Gestern habe ich rotes ABS mit der 0,25er drucken wollen, das ging gar nicht - k.A. warum, ist noch eines aus den Anfängen, vielleicht übealtert. Dafür ging HT-Glass (PETG) "wie geschmiert". Filamente sind nun mal teils sehr (!) unterschiedlich, gerade was die Viskosität beim Schmelzen angeht und es ist keineswegs so, dass je heißer desto flüssiger. Aber mit der rechten (2.) Düse habe ich öfters Probleme, könnte auch an den Temperaturen liegen. Ersatzteile einschl neue Lüfter sind unterwegs und dann schaun mer mol.
|
Re: Felixprinter, Profil für Simplify 09. January 2017 13:29 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.194 |
|
Re: Felixprinter, Profil für Simplify 09. January 2017 13:48 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.194 |
... wüsste jetzt nicht, wer noch so ein System hat, sieht ziemlich proprietär aus.
da ist es einfacher, sich eine passende Düse selbst zu drehen.
Unser Member "EDWIN" macht sowas. Suche mal nach seinem Thread "Ein Roller Cube solls werden" (o.s.ä.)

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
da ist es einfacher, sich eine passende Düse selbst zu drehen.
Unser Member "EDWIN" macht sowas. Suche mal nach seinem Thread "Ein Roller Cube solls werden" (o.s.ä.)
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.