Felix 3.1 vs Ender 2
geschrieben von G60Freak
|
Felix 3.1 vs Ender 2 31. December 2017 13:15 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 12 |
Hallo,
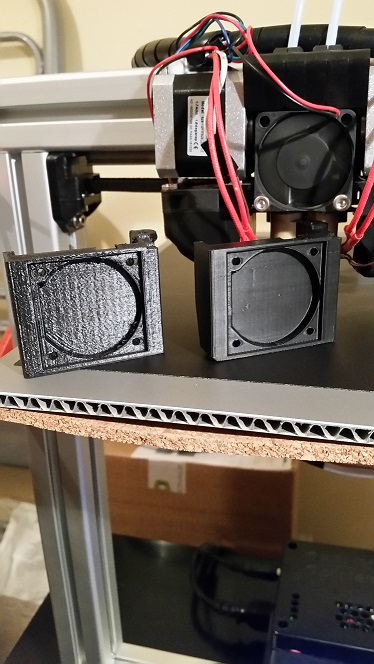
seit kurzem habe ich einen Ender 2. Da dieser keinen Lüfter für das Filament besitzt habe ich mir einen ausgedruckt. Dabei ist mir aufgefallen, dass der günstigere Drucker ( Ender 2) ein deutlich besseres Ergebniss bringt als mein Felix Drucker.
Dementsprechend ist die Entäuschung über den Felix...
Habe schon versucht an einigen Schräubchen zu drehen...
Ender Beschleunigung 500, Jerk 20 und Beschleunigung des Extruders 5000
beim Felix sind es 1750, Jerk 12,5 und Beschleunigung des Extruders 10000...
da mein Felix ein Direktextruder besitzt und davon auch noch gleich zwei dachte ich es liegt daran. Also habe ich mal die Werte des Enders beim Felix übernommen...
Ich habe auch schon etwas mit der Temperatur gespielt... das ganze Ergebnis sieht ihr im Bild....
Trotz meinen Bemühungen ist der Druck des Enders noch weitaus besser als der des Felix was ich so nicht akzeptieren will :-)
Geslicet wurde mit Simplify, natürlich waren die Einstellungen identisch...
Ich habe die Vermutung, dass evtl. die Temperatur noch zu hoch ist... ASA von Formfutura... Düse 240° und Bett 90°...
Bin beim Felix schon auf 225° runter und trotzdem ist der Glanz wesentlich höher als beim Druck des Enders...
Habt ihr Erfahrungen wie genau die Temperaturangaben des Displays sind?!
Hoffe ihr habt noch einige Tipps für mich...
Guter Rutsch ins neue Jahr ;-)
Mit freundlichen Grüßen
Alessio
seit kurzem habe ich einen Ender 2. Da dieser keinen Lüfter für das Filament besitzt habe ich mir einen ausgedruckt. Dabei ist mir aufgefallen, dass der günstigere Drucker ( Ender 2) ein deutlich besseres Ergebniss bringt als mein Felix Drucker.
Dementsprechend ist die Entäuschung über den Felix...
Habe schon versucht an einigen Schräubchen zu drehen...
Ender Beschleunigung 500, Jerk 20 und Beschleunigung des Extruders 5000
beim Felix sind es 1750, Jerk 12,5 und Beschleunigung des Extruders 10000...
da mein Felix ein Direktextruder besitzt und davon auch noch gleich zwei dachte ich es liegt daran. Also habe ich mal die Werte des Enders beim Felix übernommen...
Ich habe auch schon etwas mit der Temperatur gespielt... das ganze Ergebnis sieht ihr im Bild....
Trotz meinen Bemühungen ist der Druck des Enders noch weitaus besser als der des Felix was ich so nicht akzeptieren will :-)
Geslicet wurde mit Simplify, natürlich waren die Einstellungen identisch...
Ich habe die Vermutung, dass evtl. die Temperatur noch zu hoch ist... ASA von Formfutura... Düse 240° und Bett 90°...
Bin beim Felix schon auf 225° runter und trotzdem ist der Glanz wesentlich höher als beim Druck des Enders...
Habt ihr Erfahrungen wie genau die Temperaturangaben des Displays sind?!
Hoffe ihr habt noch einige Tipps für mich...
Guter Rutsch ins neue Jahr ;-)
Mit freundlichen Grüßen
Alessio
{kind=link}
{kind=link}
|
Re: Felix 3.1 vs Ender 2 31. December 2017 15:06 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.194 |
Quote
G60Freak
....
Geslicet wurde mit Simplify, natürlich waren die Einstellungen identisch...
....
Genau das kann die Ursache sein! Nicht S3D, die identischen Einstellungen.
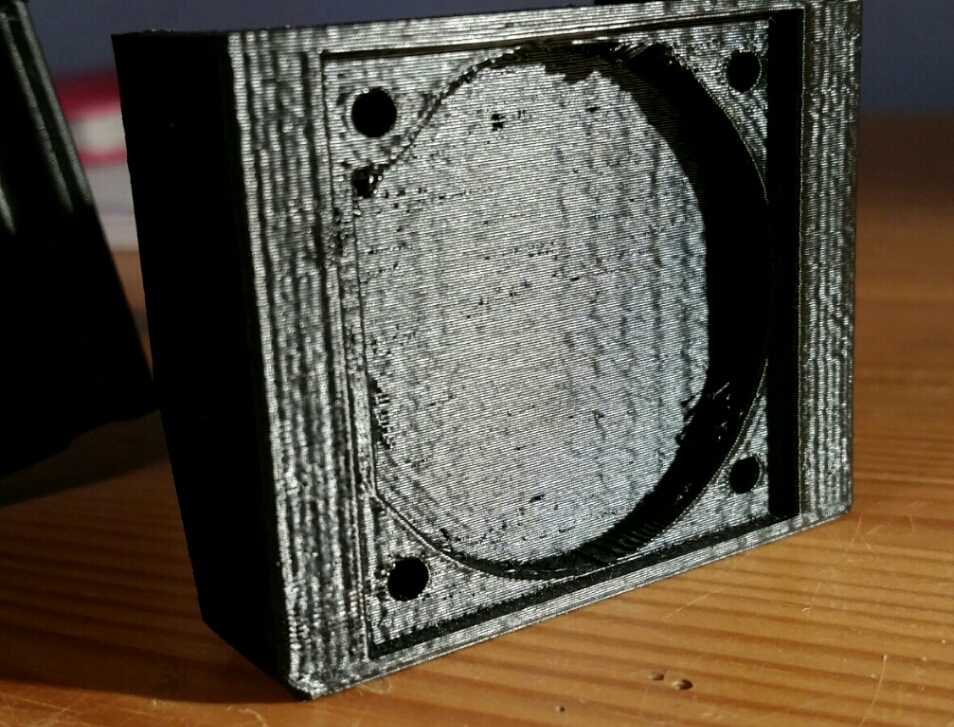
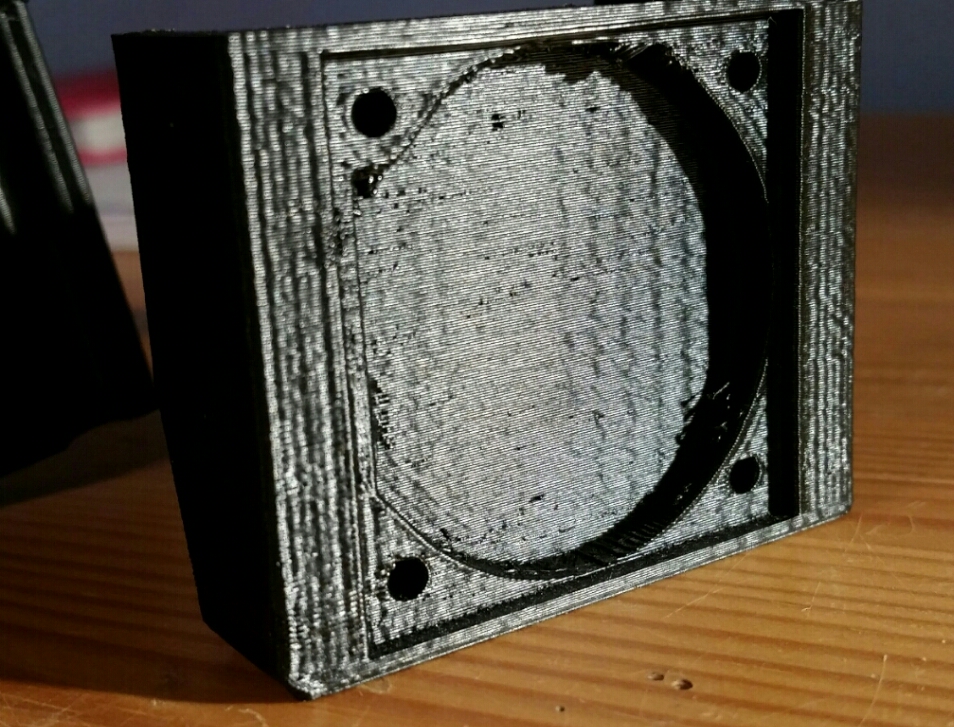
Auf dem Bild kann man in der Größe nix erkennen, das sieht entweder nach gnadenloser Überextrusion oder Unterextrusion aus, Temperaturfehler ohnehin. ASA üblicherweise 245°. Kommt auf den Hersteller an - und auf den drucker sowieso.
Waren das 2 verschiedene Rollen Filament oder hast Du umgespannt?
H.
|
Re: Felix 3.1 vs Ender 2 31. December 2017 22:27 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 12 |
|
Re: Felix 3.1 vs Ender 2 01. January 2018 04:31 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.194 |
... na schön, dann gilt eben: Anderer Drucker, anderes Glück ... 
Ein weiteres, entscheidendes Kriterium ist die Objekt Kühlung. Wenn es bei Deinem Druckergebnis keine Überextrusion ist, dann könnte die mäßige Oberfläche auch durch eine zu stark im Luftstrom liegende Düse verursacht sein. ASA benötigt eher keine Kühlung, da ABS-ähnlich, ich fahre das Zeug wie alles andere mit max 10 - 15% Fan, größere Objekte meist ganz ohne.
Mach mal ein gut erkennbares Bild von der Oberfläche.
H.
1-mal bearbeitet. Zuletzt am 01.01.18 04:36.
Ein weiteres, entscheidendes Kriterium ist die Objekt Kühlung. Wenn es bei Deinem Druckergebnis keine Überextrusion ist, dann könnte die mäßige Oberfläche auch durch eine zu stark im Luftstrom liegende Düse verursacht sein. ASA benötigt eher keine Kühlung, da ABS-ähnlich, ich fahre das Zeug wie alles andere mit max 10 - 15% Fan, größere Objekte meist ganz ohne.
Mach mal ein gut erkennbares Bild von der Oberfläche.
H.
1-mal bearbeitet. Zuletzt am 01.01.18 04:36.
|
Re: Felix 3.1 vs Ender 2 01. January 2018 08:38 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 12 |
Ich teste heute oder morgen nochmal die Extrusionsbreite und mache mal ein heattower...
Ich finde das sieht so aus als wenn sich das infill zu sehr nach außen drückt...
Überlappung beträgt für beide Drucker 15%...
Evtl.schwingt der Felix zu sehr...Beschleunigung weiter runter regeln?!
Gruß Alessio
Ich finde das sieht so aus als wenn sich das infill zu sehr nach außen drückt...
Überlappung beträgt für beide Drucker 15%...
Evtl.schwingt der Felix zu sehr...Beschleunigung weiter runter regeln?!
Gruß Alessio
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Felix 3.1 vs Ender 2 01. January 2018 08:57 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.720 |
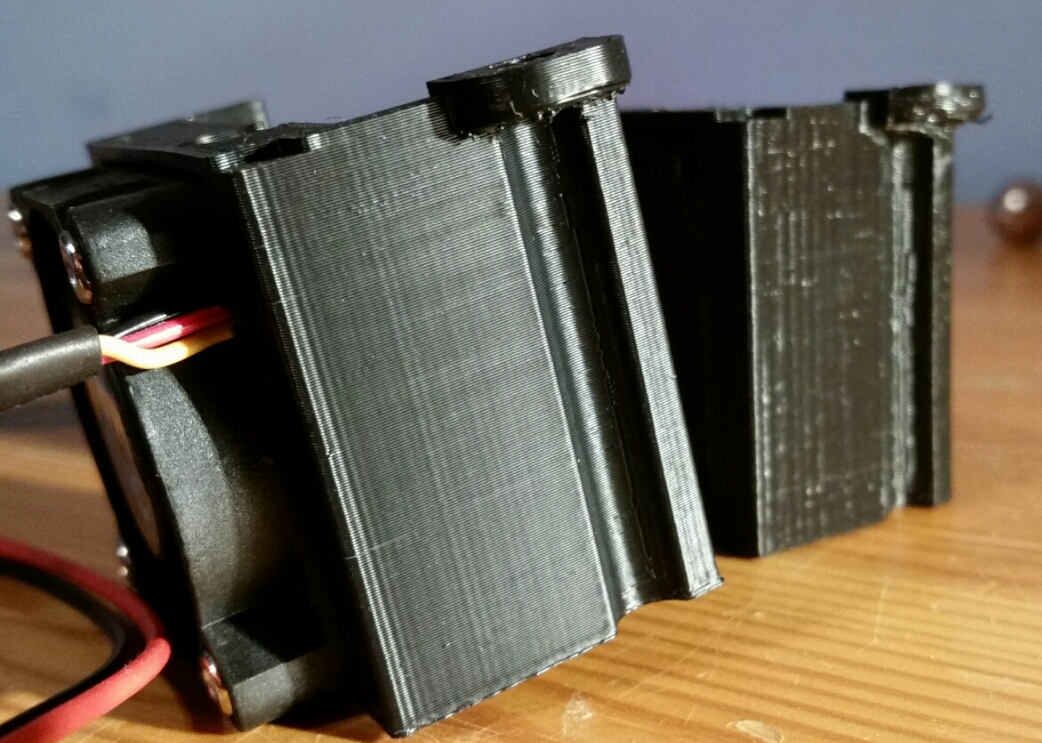
Es sieht so aus als ob den Unterschied zwischen beiden Teilen sogar riechen könnte.
Lars - Blog, Thingiverse, Git
After successfully ignoring Google, FAQ's, the board search and leaving a undecipherable post in the wrong sub-forum don't expect an intelligent reply.
Lars - Blog, Thingiverse, Git
After successfully ignoring Google, FAQ's, the board search and leaving a undecipherable post in the wrong sub-forum don't expect an intelligent reply.
|
Re: Felix 3.1 vs Ender 2 01. January 2018 09:46 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 12 |
|
Re: Felix 3.1 vs Ender 2 01. January 2018 11:00 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.194 |
Bevor man lange mit den Einstellungen rum eiert, sollte man zunächst die offensichtlichen Sachen bereinigen, dann kann man in die Feinheiten einsteigen.
Habe eben mal bei meinem Haus- und Hoflieferanten Filamentworld reingeschaut, da steht das ASA von Filamentum mit 250 - 255 ° zu Buche. Deren Angaben waren bislang eigentlich immer recht zuverlässig; in Anwendung habe ich noch einen Rest von M4P, und das läuft gut bei 245°, weniger darf es aber nicht sein.
Wegen der übrigen Einstellungen macht es wenig Sinn, hier Punkt für Punkt abzuhandeln und zu diskutieren. S3D hat die schöne Einrichtung der Factory-Datei, da steht dann alles drin, was man einstellen kann, vom Objekt selbst bis zum letzten Dreh - alles.
Erstelle die Factory bitte mal und hänge sie hier an, Extension *.factory ! nicht FFF oder sonstwas.
H.
PS, bin im Moment mit dem Anet am Boxen, hat plötzlich nichts mehr extrudiert. Habe den Thermistor als Übeltäter ausgemacht, der spinnt!
Mit IR exakte Temperaturmessungen am Hotend zu machen, kann man schlicht vergessen, aber ein Näherungswert ergibt sich schon. Und da sieht es so aus, dass die Temperatur bis ca 160 ° nach Anzeige gleich ist, darüber stellt sich dann eine Differenz von nahezu 30 ° ein. Eingestellte 190° sind dann echte 160°, eingestellte 220° sind echte 190° - und mit denen kann ich so gerade eben PLA drucken.
Wenn sich das Druckbild nicht bessert, solltest Du auch mal die Temperaturen überprüfen.
1-mal bearbeitet. Zuletzt am 01.01.18 11:01.
Habe eben mal bei meinem Haus- und Hoflieferanten Filamentworld reingeschaut, da steht das ASA von Filamentum mit 250 - 255 ° zu Buche. Deren Angaben waren bislang eigentlich immer recht zuverlässig; in Anwendung habe ich noch einen Rest von M4P, und das läuft gut bei 245°, weniger darf es aber nicht sein.
Wegen der übrigen Einstellungen macht es wenig Sinn, hier Punkt für Punkt abzuhandeln und zu diskutieren. S3D hat die schöne Einrichtung der Factory-Datei, da steht dann alles drin, was man einstellen kann, vom Objekt selbst bis zum letzten Dreh - alles.
Erstelle die Factory bitte mal und hänge sie hier an, Extension *.factory ! nicht FFF oder sonstwas.
H.
PS, bin im Moment mit dem Anet am Boxen, hat plötzlich nichts mehr extrudiert. Habe den Thermistor als Übeltäter ausgemacht, der spinnt!
Mit IR exakte Temperaturmessungen am Hotend zu machen, kann man schlicht vergessen, aber ein Näherungswert ergibt sich schon. Und da sieht es so aus, dass die Temperatur bis ca 160 ° nach Anzeige gleich ist, darüber stellt sich dann eine Differenz von nahezu 30 ° ein. Eingestellte 190° sind dann echte 160°, eingestellte 220° sind echte 190° - und mit denen kann ich so gerade eben PLA drucken.
Wenn sich das Druckbild nicht bessert, solltest Du auch mal die Temperaturen überprüfen.
1-mal bearbeitet. Zuletzt am 01.01.18 11:01.
|
Re: Felix 3.1 vs Ender 2 01. January 2018 18:01 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 12 |
|
Re: Felix 3.1 vs Ender 2 02. January 2018 04:52 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.194 |
... mit einer FFF hätte ich nur Deine Einstellungen, aber mit den Daten meiner Maschine, mit der Factory stellt mir mein S3D alles so dar, als säße ich an Deinem PC. Factory enthält also auch das Druckerprofil.
H.
... aber jetzt schaun wir erst mal ...
Ich gebe zu, da nicht durchzublicken!
Du hast 2 Prozesse, P 1 mit 1 Extruder, P2 mit 2 Extruder und beide Prozesse ohne Abgrenzung, wo P1 aufhört und P2 anfängt. Der Anet hat aber nur 1 Extruder und standardmäßig eine 0,40er Düse!
Mir ist durchaus unklar, welche Einstellungen S3D nun nimmt, mit den Überschneidungen kommt es kaum zurecht und erzeugt ja auch eine Fehlermeldung, wenn man beide Ps auswählt.
Während P2 0,2 Layerhöhe und 0,50er Düse hat, soll P1 mit 0,1 mm drucken, was bedeuten würde, dass Du nur einen Hauch von 0,1 mm auf die Platte drückst, denn in Layer>FirstLayer steht die Höhe auch nur auf 110%.
Bereinige das alles erst einmal, dann sieht man mit einer neuen Factory weiter. Wichtig wäre auch zu wissen, welchen Abstand Du bei Druckbett zu Düse einjustiert hast. Üblich wäre ca 0,10 bis 0,15 mm, dann solltest Du mit 100 H: 150% W beim FirstLayer anfangen. Wenn Dubei den 0,10 LH bleiben willst, sollte für den Firstlayer aber um 150% bei entsprechend erhöhter LayerWidth (~200%) eingerichtet sein.
Skirt mit 2 Layern in 5 mm Abstand ist zwar schadfrei aber auch ziemlich unnütz.
Bei P2 gehst Du mit der Drucktemperatur für ABS auf 220 ° zurück, wundert mich, wenn da überhaupt etwas raus kommt.
Bei P2 Right Extruder ( ~ dem P1 entsprechend?) hast Du 0,88 Multiplier eingestellt, wenn denn der Drucker in diesem Mismatch überhaupt etwas druckt und dazu P2 verwendet, dürfte das mäßige Druckbild klar sein. Messen der Filaments mit Micrometerschraube (hilfsweise auch mit einem guten Messschieber) ist zwingend >>> kommt in Other > Filament Diameter, der Multi ist nur für die Feineinstelungen und entspricht den Reguliermöglichkeiten des "Flow" am Display, ist also im laufenden Betrieb verstellbar.
Die S3D Hilfen sind sehr zu empfehlen!
H.
2-mal bearbeitet. Zuletzt am 02.01.18 05:26.
H.
... aber jetzt schaun wir erst mal ...
Ich gebe zu, da nicht durchzublicken!
Du hast 2 Prozesse, P 1 mit 1 Extruder, P2 mit 2 Extruder und beide Prozesse ohne Abgrenzung, wo P1 aufhört und P2 anfängt. Der Anet hat aber nur 1 Extruder und standardmäßig eine 0,40er Düse!
Mir ist durchaus unklar, welche Einstellungen S3D nun nimmt, mit den Überschneidungen kommt es kaum zurecht und erzeugt ja auch eine Fehlermeldung, wenn man beide Ps auswählt.
Während P2 0,2 Layerhöhe und 0,50er Düse hat, soll P1 mit 0,1 mm drucken, was bedeuten würde, dass Du nur einen Hauch von 0,1 mm auf die Platte drückst, denn in Layer>FirstLayer steht die Höhe auch nur auf 110%.
Bereinige das alles erst einmal, dann sieht man mit einer neuen Factory weiter. Wichtig wäre auch zu wissen, welchen Abstand Du bei Druckbett zu Düse einjustiert hast. Üblich wäre ca 0,10 bis 0,15 mm, dann solltest Du mit 100 H: 150% W beim FirstLayer anfangen. Wenn Dubei den 0,10 LH bleiben willst, sollte für den Firstlayer aber um 150% bei entsprechend erhöhter LayerWidth (~200%) eingerichtet sein.
Skirt mit 2 Layern in 5 mm Abstand ist zwar schadfrei aber auch ziemlich unnütz.
Bei P2 gehst Du mit der Drucktemperatur für ABS auf 220 ° zurück, wundert mich, wenn da überhaupt etwas raus kommt.
Bei P2 Right Extruder ( ~ dem P1 entsprechend?) hast Du 0,88 Multiplier eingestellt, wenn denn der Drucker in diesem Mismatch überhaupt etwas druckt und dazu P2 verwendet, dürfte das mäßige Druckbild klar sein. Messen der Filaments mit Micrometerschraube (hilfsweise auch mit einem guten Messschieber) ist zwingend >>> kommt in Other > Filament Diameter, der Multi ist nur für die Feineinstelungen und entspricht den Reguliermöglichkeiten des "Flow" am Display, ist also im laufenden Betrieb verstellbar.
Die S3D Hilfen sind sehr zu empfehlen!
H.
2-mal bearbeitet. Zuletzt am 02.01.18 05:26.
|
Re: Felix 3.1 vs Ender 2 02. January 2018 06:34 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 12 |
Ich nutze jeweils ein Prozess für den jeweiligen Drucker und nicht in Kombination ;-). Wenn ich etwas mit dem Ender drucke, wähle ich dann nur P1 aus und umgekehrt.
P1 Ender
P2 Felix
Die 2 Layer im 5mm Abstand nutze ich nur um den Extruder zu füllen. Habe das Anfangsskripte "Purge Nozzle" ausgeklammert. Finde ich persönlich bequemer, wenn ich alles in der "Nähe" habe :-D
Ender hat eine 0,4er Düse
Felix hat einmal eine 0,35er Düse (rechter Extruder) und einmal eine 0,5er Düse (linker Extruder)
Die Extrusionbreite hab ich eingestellt, indem ich mir ein Rechteck auch mit Radien drucke (Datei im Anhang). Dabei mach ich 2 Bodenlayer, 1 Außenlayer und 0 Decklayer. Bei dem Reiter "Fortgeschrittene" stelle ich das Verhalten "bei dünnen Wänden" dann auf "nur Konturen drucken"... das drucke ich dann solange aus und korrigiere mit dem Multiplikator bis ich auf meine eingestellte Extrusionsbreite von 0,4 komm bzw. 0,45 beim Ender.
Ich schaue mir das mal später genauer an. Dann teste ich nochmal meine Extrusionsbreite, überprüfe mal meine Temperatur und mache ein Heattower.
Als ich das ASA mit dem Felix gedruckt habe konnte man ein leisen knisten in der Düse hören. Ich geh mal davon, dass die Temperatur zu hoch war. Darum sind auch 220°C eingestellt. Hatte da schon etwas getestet. Dann war das knistern fast weg... Das Teil, dass ich mit dem Felix gemacht habe glänzt auch viel mehr.
Machst du den erste Layer lieber höher oder kleiner? Ich habe den immer so auf 0,1 gemacht und die Extrusion auf 110% damit der Bode richtig geschlossen ist...
@ Horst --->Danke für deine zahlreichen Antworten und deine Zeit.
Gruß Alessio
P1 Ender
P2 Felix
Die 2 Layer im 5mm Abstand nutze ich nur um den Extruder zu füllen. Habe das Anfangsskripte "Purge Nozzle" ausgeklammert. Finde ich persönlich bequemer, wenn ich alles in der "Nähe" habe :-D
Ender hat eine 0,4er Düse
Felix hat einmal eine 0,35er Düse (rechter Extruder) und einmal eine 0,5er Düse (linker Extruder)
Die Extrusionbreite hab ich eingestellt, indem ich mir ein Rechteck auch mit Radien drucke (Datei im Anhang). Dabei mach ich 2 Bodenlayer, 1 Außenlayer und 0 Decklayer. Bei dem Reiter "Fortgeschrittene" stelle ich das Verhalten "bei dünnen Wänden" dann auf "nur Konturen drucken"... das drucke ich dann solange aus und korrigiere mit dem Multiplikator bis ich auf meine eingestellte Extrusionsbreite von 0,4 komm bzw. 0,45 beim Ender.
Ich schaue mir das mal später genauer an. Dann teste ich nochmal meine Extrusionsbreite, überprüfe mal meine Temperatur und mache ein Heattower.
Als ich das ASA mit dem Felix gedruckt habe konnte man ein leisen knisten in der Düse hören. Ich geh mal davon, dass die Temperatur zu hoch war. Darum sind auch 220°C eingestellt. Hatte da schon etwas getestet. Dann war das knistern fast weg... Das Teil, dass ich mit dem Felix gemacht habe glänzt auch viel mehr.
Machst du den erste Layer lieber höher oder kleiner? Ich habe den immer so auf 0,1 gemacht und die Extrusion auf 110% damit der Bode richtig geschlossen ist...
@ Horst --->Danke für deine zahlreichen Antworten und deine Zeit.
Gruß Alessio
|
Re: Felix 3.1 vs Ender 2 02. January 2018 08:10 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.194 |
Ich finde diese Idee mit den Prozessen nicht gut, irgendwann läufst Du damit gegen die Wand, spätestens, wenn Du ernsthaft Prozesse einsetzen willst, die sich auf ein Teilobjekt beziehen oder wenn Du mehrere Objekte mit unterschiedlichen Einstellungen drucken willst.
Stelle mal einen weiteren Prozess mit "Add" dazu und versuche die ersten 2 mm mit P 1 und dann weiter mit P3 zu drucken, also P2 überspringen.
Ich habe das für mich so gelöst, dass ich die originalen Druckerprofile importiert habe und dann die einzelnen Profile mit Anet-PLa, Anet-ABS usw, Mankati-Pla, Mankati-Abs usw abgespeichert habe. Diese gespeicherten Profile sind Duplikate der Originalen mit jeweils den Besonderheiten der Materialien. Wechsele ich von einem Mankati- auf ein Anet-Profil, bin ich unzweifelhaft beim richtigen Drucker; das beim Umschalten angebotene Abspeichern lehne ich regelmäßig ab, um mir meine ursprünglichen Profile nicht zu versauen, denn dann würden ggf. Änderungen zum neuen Standard.
Mit den Bezeichnungen der deutschen Version kann ich wenig anfangen, ich nutze die engl. Version, allein schon wegen der Begrifflichkeiten in Foren, vornehmlich im S3D-Forum.
Wenn Du die unterste Schicht, den FirstLayer, ansehnlich schließen willst, weil es später eine Sichtseite ist, nützen LayerWidth-Einstellungen wenig. LW besagt nur, wo der Druckkopf sich hin bewegt und in welchem Abstand die Bahnen zueinander liegen. Die Menge Filament wird aufgrund der Einstellungen dafür errechnet, sind also im Verhältnis Weg / Menge proportional und Lücke bleibt Lücke. Da hilft nur, mehr Material rein zu hauen (Multi), oder der bessere Weg ist den Druckkopf über die Einstellungen in G-Code für Z negativ anzupassen. Diese Einstellung verzerrt nicht die Extrusionsmenge, nachfolgende Layer bauen auf der Höhe angepasst auf. Mit 0,15 mm Düsenabstand und meiner üblichen 0,15er Layerhhe verwende ich meist (kommt eben auch auf das Material an) einen Z-Wert von -0,05 mm.
Gäbe noch die Möglichkeit, mit FirstLayerHigh unter 100% zu gehen, denn dann bleibt die Extrusionsmenge immer entsprechend auf mindestens 100% stehen, d.h Du druckst den FirstLayer zwar mit z.B. nur 80% Höhe, pumpst aber für 100% Material rein. Geringere Höhe bei unveränderter Breite aber mit mehr Material an gleicher Stelle sollte die Lücken schließen. Das ist im Prinzip auch nichts anderes als meine Z-Korrektur über den G-Codes-Tab, der funktioniert aber immer und bei jeder Höhe, FirstLayers, die unter 0,10 mm gepuscht werden (bei Deinen eingestellten 0,10 mm Layerhöhe, denn danach richtet sich im Folgenden alles Weitere), sind nun mal keine besonders gute Grundlage für den Rest.
H.
1-mal bearbeitet. Zuletzt am 02.01.18 08:18.
Stelle mal einen weiteren Prozess mit "Add" dazu und versuche die ersten 2 mm mit P 1 und dann weiter mit P3 zu drucken, also P2 überspringen.
Ich habe das für mich so gelöst, dass ich die originalen Druckerprofile importiert habe und dann die einzelnen Profile mit Anet-PLa, Anet-ABS usw, Mankati-Pla, Mankati-Abs usw abgespeichert habe. Diese gespeicherten Profile sind Duplikate der Originalen mit jeweils den Besonderheiten der Materialien. Wechsele ich von einem Mankati- auf ein Anet-Profil, bin ich unzweifelhaft beim richtigen Drucker; das beim Umschalten angebotene Abspeichern lehne ich regelmäßig ab, um mir meine ursprünglichen Profile nicht zu versauen, denn dann würden ggf. Änderungen zum neuen Standard.
Mit den Bezeichnungen der deutschen Version kann ich wenig anfangen, ich nutze die engl. Version, allein schon wegen der Begrifflichkeiten in Foren, vornehmlich im S3D-Forum.
Wenn Du die unterste Schicht, den FirstLayer, ansehnlich schließen willst, weil es später eine Sichtseite ist, nützen LayerWidth-Einstellungen wenig. LW besagt nur, wo der Druckkopf sich hin bewegt und in welchem Abstand die Bahnen zueinander liegen. Die Menge Filament wird aufgrund der Einstellungen dafür errechnet, sind also im Verhältnis Weg / Menge proportional und Lücke bleibt Lücke. Da hilft nur, mehr Material rein zu hauen (Multi), oder der bessere Weg ist den Druckkopf über die Einstellungen in G-Code für Z negativ anzupassen. Diese Einstellung verzerrt nicht die Extrusionsmenge, nachfolgende Layer bauen auf der Höhe angepasst auf. Mit 0,15 mm Düsenabstand und meiner üblichen 0,15er Layerhhe verwende ich meist (kommt eben auch auf das Material an) einen Z-Wert von -0,05 mm.
Gäbe noch die Möglichkeit, mit FirstLayerHigh unter 100% zu gehen, denn dann bleibt die Extrusionsmenge immer entsprechend auf mindestens 100% stehen, d.h Du druckst den FirstLayer zwar mit z.B. nur 80% Höhe, pumpst aber für 100% Material rein. Geringere Höhe bei unveränderter Breite aber mit mehr Material an gleicher Stelle sollte die Lücken schließen. Das ist im Prinzip auch nichts anderes als meine Z-Korrektur über den G-Codes-Tab, der funktioniert aber immer und bei jeder Höhe, FirstLayers, die unter 0,10 mm gepuscht werden (bei Deinen eingestellten 0,10 mm Layerhöhe, denn danach richtet sich im Folgenden alles Weitere), sind nun mal keine besonders gute Grundlage für den Rest.
H.
1-mal bearbeitet. Zuletzt am 02.01.18 08:18.
|
Re: Felix 3.1 vs Ender 2 02. January 2018 12:04 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 12 |
|
Re: Felix 3.1 vs Ender 2 02. January 2018 12:04 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 12 |
{kind=link}
{kind=link}
|
Re: Felix 3.1 vs Ender 2 02. January 2018 13:24 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.194 |
... ob die EW so ok ist, musst Du dann im Zusammenhang eines Drucks selbst beurteilen. Eine gewisse Überschneidung der Bahnen braucht man, sonst hält der Druck nicht zusammen. Auf jeden Fall zeigt es, dass Du mit Deinen Einstellungen fürs Filament im Zusammenspiel mit der Layerhöhe auf gutem Weg bist. Der Rest sind dann nur noch Nuancen.
Deinen Heizturm möchte ich anhand des Bildes nicht bewerten, weil ich weiss, wie sehr Lichtverhältnisse und Vergrößerung usw. täuschen können.
Mich wundern aber die Nobbel an den Ecken schon ein bisschen, sind das Retracts oder was?
Was die Temperaturen angeht, sind die Messereien echt schwierig; ich kämpfe ja derzeit beim Anet mit einer Temperaturdifferenz von ca 30° zwischen der eingestellten & angezeigten Temp einerseits und Messungen mit einem (guten) IR-Thermometer. Klar ist allenfalls, dass das Hotend nicht heiß genug wird und die Extrusion stockt. Und klar ist auch, dass ich mir etwas einfallen lassen muss, denn auf Rumjonglieren mit eingestellten 220° um hinterher knappe 190 ° raus zu bekommen, da habe ich keinen Bock drauf.
Wenn Du mit Deinen Einstellungen der Temperaturen rundum gute Ergebnisse nahe bei den Herstellerempfehlungen erzielst, ist ja alles gut. Wenn es zu sehr abweicht, ist halt Testen angesagt.
H.
Deinen Heizturm möchte ich anhand des Bildes nicht bewerten, weil ich weiss, wie sehr Lichtverhältnisse und Vergrößerung usw. täuschen können.
Mich wundern aber die Nobbel an den Ecken schon ein bisschen, sind das Retracts oder was?
Was die Temperaturen angeht, sind die Messereien echt schwierig; ich kämpfe ja derzeit beim Anet mit einer Temperaturdifferenz von ca 30° zwischen der eingestellten & angezeigten Temp einerseits und Messungen mit einem (guten) IR-Thermometer. Klar ist allenfalls, dass das Hotend nicht heiß genug wird und die Extrusion stockt. Und klar ist auch, dass ich mir etwas einfallen lassen muss, denn auf Rumjonglieren mit eingestellten 220° um hinterher knappe 190 ° raus zu bekommen, da habe ich keinen Bock drauf.
Wenn Du mit Deinen Einstellungen der Temperaturen rundum gute Ergebnisse nahe bei den Herstellerempfehlungen erzielst, ist ja alles gut. Wenn es zu sehr abweicht, ist halt Testen angesagt.
H.
|
Re: Felix 3.1 vs Ender 2 02. January 2018 15:34 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 130 |
Quote
G60Freak
Anhang vergessen :-)
Ich hatte mal ein ähnliches Fehlerbild bzw Optik im Druck. Die Temperatur sagte mir bei den Tests ebenfalls eine Richtung an, die gemessene Layerbreite war in Ordnung etc.
Daher Probier mal bitte folgendes.. Dreh den Extrusion Multiplier um 10% hoch und druck nochmal den selben Heattower mit den jeweiligen Temperaturen.
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.