Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen
geschrieben von sechsteelement
|
Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen 27. February 2018 03:45 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 422 |
Hallo,
ich habe Probleme mit Überextrusion an den Ecken. Gedruckt wird mit einem Graber I3 Rahmen mit Toolson MK2 Bauteile und einem originalen E3D v6 Hotend.
Ich habe mittlerweile sehr viel ausprobiert in Bezug auf die Elektrik, Firmware (Marlin und Repetier von Toolson) und Slicer Parameter, aber ich bekomme die Überextrusion an den Ecken nicht weg.
Der Drucker wurde nach Triffid Hunters Kalibrier Guide eingestellt und auch der Flow bei 95% Infill passt soweit. Gedruckt wurde überwiegend mit 220-225°C, aber auch höhere Temperaturen (240) haben keine Änderung gebracht. Displays habe ich auch getauscht, also mit großem Full Graphic Smart Controller, dem kleinerem Smart Controller und auch gar keinem, da anscheinend die Displays auch zu Verzögerungen am Ende einer G-code Zeile führen können.
Ich vermute mittlerweile das es mit dem E3D v6 Hotend zusammenhängt, das im Hotend ein zu großer Druck herrscht und daher zu viel Material an Punkten mit einer Richtungsänderung extrudiert wird, also eine Abbauen des Drucks erfolgt.
Das Hotend wurde nach Anleitung mit Wärmeleitpaste und gut sitzendem PTFE Schlauch zusammengebaut. Gestern habe ich dann noch eine optimierte Düse von 3DPSP eingebaut, aber es bessert sich nicht.
Einzig bei einer niedrigeren Druckgeschwindigkeit von 20mm/s hilft, dann verschwinden die überextrudierten Kanten, so langsam will ich nur nicht drucken.
Hier die Bilder:
Oben 60mm/s bei 230°C, dann 40mm/s bei 225°C und 20mm/s bei 220°C
Abnehmende Temperatur bei 60mm/s:
Ich bräuchte da mal echt eure Hilfe, denn wäre ja schade, wenn man bei einem so guten Drucker das Potential nicht ausschöpft.
Viele Grüße
1-mal bearbeitet. Zuletzt am 27.02.18 03:46.
ich habe Probleme mit Überextrusion an den Ecken. Gedruckt wird mit einem Graber I3 Rahmen mit Toolson MK2 Bauteile und einem originalen E3D v6 Hotend.
Ich habe mittlerweile sehr viel ausprobiert in Bezug auf die Elektrik, Firmware (Marlin und Repetier von Toolson) und Slicer Parameter, aber ich bekomme die Überextrusion an den Ecken nicht weg.
Der Drucker wurde nach Triffid Hunters Kalibrier Guide eingestellt und auch der Flow bei 95% Infill passt soweit. Gedruckt wurde überwiegend mit 220-225°C, aber auch höhere Temperaturen (240) haben keine Änderung gebracht. Displays habe ich auch getauscht, also mit großem Full Graphic Smart Controller, dem kleinerem Smart Controller und auch gar keinem, da anscheinend die Displays auch zu Verzögerungen am Ende einer G-code Zeile führen können.
Ich vermute mittlerweile das es mit dem E3D v6 Hotend zusammenhängt, das im Hotend ein zu großer Druck herrscht und daher zu viel Material an Punkten mit einer Richtungsänderung extrudiert wird, also eine Abbauen des Drucks erfolgt.
Das Hotend wurde nach Anleitung mit Wärmeleitpaste und gut sitzendem PTFE Schlauch zusammengebaut. Gestern habe ich dann noch eine optimierte Düse von 3DPSP eingebaut, aber es bessert sich nicht.
Einzig bei einer niedrigeren Druckgeschwindigkeit von 20mm/s hilft, dann verschwinden die überextrudierten Kanten, so langsam will ich nur nicht drucken.
Hier die Bilder:
Oben 60mm/s bei 230°C, dann 40mm/s bei 225°C und 20mm/s bei 220°C

Abnehmende Temperatur bei 60mm/s:

Ich bräuchte da mal echt eure Hilfe, denn wäre ja schade, wenn man bei einem so guten Drucker das Potential nicht ausschöpft.
Viele Grüße
1-mal bearbeitet. Zuletzt am 27.02.18 03:46.
|
Re: Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen 27. February 2018 04:17 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 422 |
Hallo,
in einem anderen Beitrag hat mir Hardwarekiller geantwortet, da ich mir nicht sicher war, ob es evtl an den GT2 Riemen liegen kann.
Sein Tipp war den Jerk zu reduzieren. Ich werde das nochmals testen mit Beschleunigung und Jerk verringern, um ausschließen zu können, das es an den Riemen und der Mechanik liegen kann.
Teilweise habe ich das auch schon mit getestet und es hat sich leider nicht verbessert, daher wäre ich für andere Tipps und Ideen dankbar, ausschließen werde ich es aber noch nicht.
Viele Grüße
in einem anderen Beitrag hat mir Hardwarekiller geantwortet, da ich mir nicht sicher war, ob es evtl an den GT2 Riemen liegen kann.
Sein Tipp war den Jerk zu reduzieren. Ich werde das nochmals testen mit Beschleunigung und Jerk verringern, um ausschließen zu können, das es an den Riemen und der Mechanik liegen kann.
Teilweise habe ich das auch schon mit getestet und es hat sich leider nicht verbessert, daher wäre ich für andere Tipps und Ideen dankbar, ausschließen werde ich es aber noch nicht.
Viele Grüße
|
Re: Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen 28. February 2018 23:00 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 36 |
Hi,
Ich hab den gleichen Drucker.
Jerk und Beschleunigung hab ich hauptsächlich so eingestellt, dass das Ghosting im Rahmen bleibt.
Anschließend muss die Druckgeschwindigkeit und Flow dann so weit runter, dass die Ecken nicht mehr rund sind.
Gelandet bin ich bei 800mm/s², 10 Jerk und 60mm/s für Innere und 20 für äußere Perimeter.
Das mit den Ecken hab ich bei Petg auch mehr als bei Pla... Poste mal schärfere Bilder, dann kann ich dir sagen ob es bei mir auch so aussieht.
Grüße,
Jörg
Ich hab den gleichen Drucker.
Jerk und Beschleunigung hab ich hauptsächlich so eingestellt, dass das Ghosting im Rahmen bleibt.
Anschließend muss die Druckgeschwindigkeit und Flow dann so weit runter, dass die Ecken nicht mehr rund sind.
Gelandet bin ich bei 800mm/s², 10 Jerk und 60mm/s für Innere und 20 für äußere Perimeter.
Das mit den Ecken hab ich bei Petg auch mehr als bei Pla... Poste mal schärfere Bilder, dann kann ich dir sagen ob es bei mir auch so aussieht.
Grüße,
Jörg
|
Re: Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen 01. March 2018 09:32 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 107 |
Quote
Raubein
Gelandet bin ich bei 800mm/s², 10 Jerk und 60mm/s für Innere und 20 für äußere Perimeter.
Hi Jörg,
druckst du PETG auch mit diesen Werten?
 Mit derart großen Wechseln in der Geschwindigkeit habe ich bei PETG ehrlich gesagt keine guten Erfahrungen gemacht... das Material funktioniert im Gegensatz zu PLA deutlich besser, wenn die Geschwindigkeit vom Extruder möglichst gleichbleibend ist... also eher eine Geschwindigkeit für alles.
Mit derart großen Wechseln in der Geschwindigkeit habe ich bei PETG ehrlich gesagt keine guten Erfahrungen gemacht... das Material funktioniert im Gegensatz zu PLA deutlich besser, wenn die Geschwindigkeit vom Extruder möglichst gleichbleibend ist... also eher eine Geschwindigkeit für alles.Bei Jerk 10 und 800mm/s Druckbeschleunigung finde ich 20mm/s ziemlich langsam, kenne selbst allerdings auch nur den Stahlrahmen (der Graber war aus Holz, oder?).
Grüße
Peter
|
Re: Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen 02. March 2018 08:27 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 36 |
|
Re: Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen 02. March 2018 13:18 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 422 |
Hallo,
also der Graber hat einen sehr steifen Rahmen, wenn er richtig gefräst wurde. Ich habe einen gebraucht bekommen, der perfekt passt. Durch eine innere Platte ist er genauso steif wie der p3 steel.
Also konstant 60mm/s müssen schon drin sein, ich habe jetzt nochmal die Beschleunigungen erhöht auf 1500 und 2000, da werden dann die Kanten deutlich besser.
Ich habe heute nochmal ein Benchy gedruckt, ansich kann ich so wie es nun ist leben, werde aber wohl noch weiter testen und untersuchen.
Hier noch ein paar Bilder, vielleicht kann mir jemand sagen ob es bei ihm auch so aussieht und ich vielleicht etwas erreichen will, was bei 60mm/s nicht mehr möglich ist:
Viele Grüße
also der Graber hat einen sehr steifen Rahmen, wenn er richtig gefräst wurde. Ich habe einen gebraucht bekommen, der perfekt passt. Durch eine innere Platte ist er genauso steif wie der p3 steel.
Also konstant 60mm/s müssen schon drin sein, ich habe jetzt nochmal die Beschleunigungen erhöht auf 1500 und 2000, da werden dann die Kanten deutlich besser.
Ich habe heute nochmal ein Benchy gedruckt, ansich kann ich so wie es nun ist leben, werde aber wohl noch weiter testen und untersuchen.
Hier noch ein paar Bilder, vielleicht kann mir jemand sagen ob es bei ihm auch so aussieht und ich vielleicht etwas erreichen will, was bei 60mm/s nicht mehr möglich ist:


Viele Grüße
|
Re: Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen 02. March 2018 13:31 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 36 |
Auf keinen Fall sollten die so aussehen... Hier zwei von mir. Der graue ist mit 80mm/s der rechte mit 60mm/s auf allen Bahnen gedruckt.
Beschleunigung war bei denen 2000mm/s², yerk 40.
Aber meine langsam gedruckten, sind noch ein bisschen 'eckiger'.
So schief wie deine Würfel sind, stimmt das mechanisch wohl irgendwas nicht.
Beschleunigung war bei denen 2000mm/s², yerk 40.
Aber meine langsam gedruckten, sind noch ein bisschen 'eckiger'.
So schief wie deine Würfel sind, stimmt das mechanisch wohl irgendwas nicht.
|
Re: Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen 02. March 2018 14:37 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 422 |
Hallo,
also die mit höherer Beschleunigung sehen gerade aus, die Bilder stammen noch von zwei Würfel mit 800mm/s², wobei es immer noch schlimmer aussieht als auf deinem Foto. Bei kleineren Beschleunigung wie 200-400 ziehen sich die Ecken weiter auseinander und es sieht noch mehr nach Kissen aus.
Ich habe die Druckteile der X-Achse schon ausgetauscht und die Bohrungen für die Wellen auf X auf Fest/ Loslager optimiert, da war ich beim ersten Mal etwas zu ungenau. Ich bin nicht so ganz mit den Sinterlagern zurecht gekommen (verkanten), daher habe ich dann auf LMU8 von Misumi umgebaut und die Toolson MK1 teile für die Y-Achse und einen passenden Halter für X. Riemen bin ich mir nicht sicher, da es nur China-Riemen sind, die von Gates waren mir dann doch zu teuer, weil ich aber auch nicht wusste ob das tatsächlich das Problem ist.
Hotend habe ich heute nochmal auseinander gebaut und eine zweite Heatbreake eingebaut, die ich auf Reserve bei E3D mitbestellt habe. Ich habe zwar das Gefühl, dass es leichter gehen sollte ein Filament reinzuschieben, aber bin mir da nicht sicher ob ich mich irre.
Was ich bis jetzt sagen kann:
- die Steps der Achsen und vor allem des Extruders habe ich ordentlich kalibriert. mit 95% Würfel und alle Achsen stimmen von der Länge her
- Firmware ob die von toolson MK1 mit 800 oder 1400 mm/s² Beschleunigung zeigen diese Kissenform der Würfel. Aktuell verwende ich Marlin mit den Repetierwerten von Toolson, da ich mich mit Marlin wohler fühle.
- Elektronik habe ich ein Rumbaboard verwendent mit großem Full Graphic Smart Controller. Mit dem Großen, den kleine, gar keinem LCD und oder/ Verwendung von Pronterface, konnte ich keine Veränderung feststellen, da ich glaubte, ich hätte wie eine Rechenpause am Ende der G-Codezeile. Motortreiber sind die TMC2100 mit Vref. 1,2 oder 1.5V.
- Rahmen ist ein Graber I3 von kawims gefräst und gebraucht erhalten. Der Rahmen hat nirgendswo spiel und ist fest verschraubt. Die Druckteile sind alle von toolson MK2 außer die Y-Achse ist auf LMU8 mit den MK8 teilen umgebaut. Die Tipps von Toolson zum Aufbau der X-Achse mit dem Bohren in einer Aufspannung und dem Aufreiben des rechten Teils für die Loslagerung habe ich berücksichtigt und wie vorgeschlagen durchgeführt.
- Hotend ist ein original E3D v6 Hot, Wärmeleitpaste habe ich verwendet, unterste Kühlrippe ist kalt beim Drucken, PTFE Schlauch gerade abgeschnitten und passt sauber in die Heatbreake. Keine Probleme mit jammen etc. nur bin ich mir nicht sicher ob das Filament sich leichter durch das Hotend schieben lassen müsste. Düse verwende ich eine 0.4 von 3DPSP da die für PETG ja besser sein sollen.
- Material ist von 3DPSP, schwarz, orange und rot zeigen die gleichen überextrudierten Ecken. Flow ist bei 0.95, Drucktemperatur bei 225 (schwarz) und 230 (orange, rot). Würfel sind 2 Perimeter, 4 Top/ Bottom mit 40% Infill. 60mm/s konstante Geschwindigkeit und Travel bei 200mm/s
- Slicer habe ich Simplify3d ausprobiert und Slicer Prusa Edition. Beide zeigen diese kissenförmigen Würfelquerschnitte.
Ich weiß halt nicht ob es doch am Hotend liegen kann, dass der Innendruck zu stark ist und das Material dann bei dem Beschleunigen/ Abbremsen nachfließt oder doch an der Mechanik, die Bauteile zeigen aber kein Ringing, daher meine ich sind sie steif genug und bei 70hz gespannt. Pulleys und Motoren müssten ja Rundlauffehler periodisch aufzeigen, wenn ich die Würfel an unterschiedlichen Stellen drucken ergeben sich immer die gleichen überextrudierten Ecken. Die LMU8 laufen ganz locker und sind nicht schwergängig, das war bei den Sintergleitlagern nicht so leicht.
Ich weiß leider nun nicht mehr wirklich weiter und wäre daher für Hilfe dankbar, mir fehlt momentan einfach ein Vorgehensweise die Schritt für Schritt Probleme ausschließt. Momentan kann es irgendwie alles sein.
Viele Grüße
1-mal bearbeitet. Zuletzt am 02.03.18 14:37.
also die mit höherer Beschleunigung sehen gerade aus, die Bilder stammen noch von zwei Würfel mit 800mm/s², wobei es immer noch schlimmer aussieht als auf deinem Foto. Bei kleineren Beschleunigung wie 200-400 ziehen sich die Ecken weiter auseinander und es sieht noch mehr nach Kissen aus.
Ich habe die Druckteile der X-Achse schon ausgetauscht und die Bohrungen für die Wellen auf X auf Fest/ Loslager optimiert, da war ich beim ersten Mal etwas zu ungenau. Ich bin nicht so ganz mit den Sinterlagern zurecht gekommen (verkanten), daher habe ich dann auf LMU8 von Misumi umgebaut und die Toolson MK1 teile für die Y-Achse und einen passenden Halter für X. Riemen bin ich mir nicht sicher, da es nur China-Riemen sind, die von Gates waren mir dann doch zu teuer, weil ich aber auch nicht wusste ob das tatsächlich das Problem ist.
Hotend habe ich heute nochmal auseinander gebaut und eine zweite Heatbreake eingebaut, die ich auf Reserve bei E3D mitbestellt habe. Ich habe zwar das Gefühl, dass es leichter gehen sollte ein Filament reinzuschieben, aber bin mir da nicht sicher ob ich mich irre.
Was ich bis jetzt sagen kann:
- die Steps der Achsen und vor allem des Extruders habe ich ordentlich kalibriert. mit 95% Würfel und alle Achsen stimmen von der Länge her
- Firmware ob die von toolson MK1 mit 800 oder 1400 mm/s² Beschleunigung zeigen diese Kissenform der Würfel. Aktuell verwende ich Marlin mit den Repetierwerten von Toolson, da ich mich mit Marlin wohler fühle.
- Elektronik habe ich ein Rumbaboard verwendent mit großem Full Graphic Smart Controller. Mit dem Großen, den kleine, gar keinem LCD und oder/ Verwendung von Pronterface, konnte ich keine Veränderung feststellen, da ich glaubte, ich hätte wie eine Rechenpause am Ende der G-Codezeile. Motortreiber sind die TMC2100 mit Vref. 1,2 oder 1.5V.
- Rahmen ist ein Graber I3 von kawims gefräst und gebraucht erhalten. Der Rahmen hat nirgendswo spiel und ist fest verschraubt. Die Druckteile sind alle von toolson MK2 außer die Y-Achse ist auf LMU8 mit den MK8 teilen umgebaut. Die Tipps von Toolson zum Aufbau der X-Achse mit dem Bohren in einer Aufspannung und dem Aufreiben des rechten Teils für die Loslagerung habe ich berücksichtigt und wie vorgeschlagen durchgeführt.
- Hotend ist ein original E3D v6 Hot, Wärmeleitpaste habe ich verwendet, unterste Kühlrippe ist kalt beim Drucken, PTFE Schlauch gerade abgeschnitten und passt sauber in die Heatbreake. Keine Probleme mit jammen etc. nur bin ich mir nicht sicher ob das Filament sich leichter durch das Hotend schieben lassen müsste. Düse verwende ich eine 0.4 von 3DPSP da die für PETG ja besser sein sollen.
- Material ist von 3DPSP, schwarz, orange und rot zeigen die gleichen überextrudierten Ecken. Flow ist bei 0.95, Drucktemperatur bei 225 (schwarz) und 230 (orange, rot). Würfel sind 2 Perimeter, 4 Top/ Bottom mit 40% Infill. 60mm/s konstante Geschwindigkeit und Travel bei 200mm/s
- Slicer habe ich Simplify3d ausprobiert und Slicer Prusa Edition. Beide zeigen diese kissenförmigen Würfelquerschnitte.
Ich weiß halt nicht ob es doch am Hotend liegen kann, dass der Innendruck zu stark ist und das Material dann bei dem Beschleunigen/ Abbremsen nachfließt oder doch an der Mechanik, die Bauteile zeigen aber kein Ringing, daher meine ich sind sie steif genug und bei 70hz gespannt. Pulleys und Motoren müssten ja Rundlauffehler periodisch aufzeigen, wenn ich die Würfel an unterschiedlichen Stellen drucken ergeben sich immer die gleichen überextrudierten Ecken. Die LMU8 laufen ganz locker und sind nicht schwergängig, das war bei den Sintergleitlagern nicht so leicht.
Ich weiß leider nun nicht mehr wirklich weiter und wäre daher für Hilfe dankbar, mir fehlt momentan einfach ein Vorgehensweise die Schritt für Schritt Probleme ausschließt. Momentan kann es irgendwie alles sein.
Viele Grüße
1-mal bearbeitet. Zuletzt am 02.03.18 14:37.
|
Re: Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen 02. March 2018 14:50 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.720 |
Bei deinem Drucker stimmt was mechanisch nicht.
Der ungleichmäßige Bahnenabstand. Der Versatz beim Richtungswechsel. Das undefinierte Druckbild....deutet definitv auf mechanische Probleme hin.
In Frage kommen erstmal eine mechanisch schwergängige Achse, ein loses Druckbett, ein wackelndes Hotend (mein Tipp), ....
Die Kissenform kann auch dadurch bedingt sein.
Solange das mechanische Problem nicht behoben ist wird auch die Spielerei mit den Parametern nicht erfolgreich sein.
Lars - Blog, Thingiverse, Git
After successfully ignoring Google, FAQ's, the board search and leaving a undecipherable post in the wrong sub-forum don't expect an intelligent reply.
Der ungleichmäßige Bahnenabstand. Der Versatz beim Richtungswechsel. Das undefinierte Druckbild....deutet definitv auf mechanische Probleme hin.
In Frage kommen erstmal eine mechanisch schwergängige Achse, ein loses Druckbett, ein wackelndes Hotend (mein Tipp), ....
Die Kissenform kann auch dadurch bedingt sein.
Solange das mechanische Problem nicht behoben ist wird auch die Spielerei mit den Parametern nicht erfolgreich sein.
Lars - Blog, Thingiverse, Git
After successfully ignoring Google, FAQ's, the board search and leaving a undecipherable post in the wrong sub-forum don't expect an intelligent reply.
|
Re: Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen 02. March 2018 15:02 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 422 |
Hallo,
also Schwergängigkeit würde ich ausschließend, Druckbett und X-Achse bewegen sich bei den LMU8 ohne Riemen durch die Schwerkraft, auch an alle Stellen, also mittig oder an den Enden der Achsen.
Druckbett wurde mit den MK1 Haltern und LMU8 festgemacht, Auf einer Seite sind die Wellen fest gelagert mit so Klammern im Graber Rahmen, auf der anderen Seite sind sie einfach nur eingelegt. War einer deiner Tipps, dass auch hier nur eine Seite fest sein sollte, die andere lose. Statt Federn verwende ich Silikonteile mit deiner Form hergestellt und dem vorgeschlagenen Silikon. Druckbett wird mit Magnet-/Eisenfolie auf dem Bett gehalten, Oberflächen ist Carbon und Pertinax.
Hotendhalter habe ich mit 40% Infill, 3 Perimeter und 5 Top Bottom gedruckt. Da keine Abstützung am Ausleger angebracht kann sich er etwas in z-Richtung bewegen, aber da muss man schon ordentlich dran wackeln/ biegen. Hotendklammer ist mit 95% Infill, 3 Perimeter und 5 Top Bottocm in PETG gedruckt und sauber auf Maß geschliffen, das Hotend kann sich zwar in der Klammer drehen, aber nicht bewegen.
Ich werde dann erstmal nochmals die X und die Y Achse kontrollieren und evtl einen Teil neudrucken, um Spiel durch den Hotendhalter oder ähnliches auszuschließen oder zu lösen.
Viele Grüße
1-mal bearbeitet. Zuletzt am 02.03.18 15:04.
also Schwergängigkeit würde ich ausschließend, Druckbett und X-Achse bewegen sich bei den LMU8 ohne Riemen durch die Schwerkraft, auch an alle Stellen, also mittig oder an den Enden der Achsen.
Druckbett wurde mit den MK1 Haltern und LMU8 festgemacht, Auf einer Seite sind die Wellen fest gelagert mit so Klammern im Graber Rahmen, auf der anderen Seite sind sie einfach nur eingelegt. War einer deiner Tipps, dass auch hier nur eine Seite fest sein sollte, die andere lose. Statt Federn verwende ich Silikonteile mit deiner Form hergestellt und dem vorgeschlagenen Silikon. Druckbett wird mit Magnet-/Eisenfolie auf dem Bett gehalten, Oberflächen ist Carbon und Pertinax.
Hotendhalter habe ich mit 40% Infill, 3 Perimeter und 5 Top Bottom gedruckt. Da keine Abstützung am Ausleger angebracht kann sich er etwas in z-Richtung bewegen, aber da muss man schon ordentlich dran wackeln/ biegen. Hotendklammer ist mit 95% Infill, 3 Perimeter und 5 Top Bottocm in PETG gedruckt und sauber auf Maß geschliffen, das Hotend kann sich zwar in der Klammer drehen, aber nicht bewegen.
Ich werde dann erstmal nochmals die X und die Y Achse kontrollieren und evtl einen Teil neudrucken, um Spiel durch den Hotendhalter oder ähnliches auszuschließen oder zu lösen.
Viele Grüße
1-mal bearbeitet. Zuletzt am 02.03.18 15:04.
|
Re: Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen 02. March 2018 15:47 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.720 |
Quote
sechsteelement
das Hotend kann sich zwar in der Klammer drehen, aber nicht bewegen.
Das ist etwas widersprüchlich.
Ich presse die Klammern regelrecht drauf. Ohne Zange bekomme ich die nicht gedreht.
Auf den Bildern kann man nicht wirklich viel erkennen, aber es "riecht" deutlich nach mechanisches Spiel. Irgendwo.
Lars - Blog, Thingiverse, Git
After successfully ignoring Google, FAQ's, the board search and leaving a undecipherable post in the wrong sub-forum don't expect an intelligent reply.
|
Re: Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen 02. March 2018 16:21 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 422 |
|
Re: Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen 05. March 2018 13:56 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 422 |
Hallo,
ich habe heute nochmals die X-Ends neu aufgebaut und auch den Hotendhalter eine Version des MK1 ersetzt. Im Vergleich zur neuen X-Achse hatte das Alte etwas Spiel.
Im Druckbild ist es etwas besser geworden, wobei die Kissenform hat sich nun zu einer Seite hin verlagert. Druckrichtung der Perimeter ist gegen den Uhrzeigersinn, man sieht also beim Abbremsen einen Überschwinger oder verschobene Überextrusion. Oben rechts ist die Z-Naht angeordnet, daher ist der Punkt auf Grund noch nicht optimiertem Retract schlechter als er sein sollte.
Also mechanisches Spiel kommt nun nicht mehr vor. Hängt die Form an den Ecken nun alleine noch von den Riemen ab? Das waren billige Riemen von Ebay. Wenn das die Nächste Schwachstelle ist, würde ich die sonst gegen originale Gates GT3 tauschen.
Ich versuche morgen noch die Beschleunigung von 1400m/s² auf 800m/s² zu erniedrigen und zu sehen ob das Druckbild verbessert.
Was meint ihr?
Viele Grüße
ich habe heute nochmals die X-Ends neu aufgebaut und auch den Hotendhalter eine Version des MK1 ersetzt. Im Vergleich zur neuen X-Achse hatte das Alte etwas Spiel.
Im Druckbild ist es etwas besser geworden, wobei die Kissenform hat sich nun zu einer Seite hin verlagert. Druckrichtung der Perimeter ist gegen den Uhrzeigersinn, man sieht also beim Abbremsen einen Überschwinger oder verschobene Überextrusion. Oben rechts ist die Z-Naht angeordnet, daher ist der Punkt auf Grund noch nicht optimiertem Retract schlechter als er sein sollte.

Also mechanisches Spiel kommt nun nicht mehr vor. Hängt die Form an den Ecken nun alleine noch von den Riemen ab? Das waren billige Riemen von Ebay. Wenn das die Nächste Schwachstelle ist, würde ich die sonst gegen originale Gates GT3 tauschen.
Ich versuche morgen noch die Beschleunigung von 1400m/s² auf 800m/s² zu erniedrigen und zu sehen ob das Druckbild verbessert.
Was meint ihr?
Viele Grüße
|
Re: Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen 05. March 2018 14:26 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.720 |
Das ist doch schonmal eine heftige Verbesserung.
Weitere Diagnosen sind anhand des doch sehr unscharfen Bilds nicht wirklich möglich.
Lars - Blog, Thingiverse, Git
After successfully ignoring Google, FAQ's, the board search and leaving a undecipherable post in the wrong sub-forum don't expect an intelligent reply.
Weitere Diagnosen sind anhand des doch sehr unscharfen Bilds nicht wirklich möglich.
Lars - Blog, Thingiverse, Git
After successfully ignoring Google, FAQ's, the board search and leaving a undecipherable post in the wrong sub-forum don't expect an intelligent reply.
|
Re: Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen 05. March 2018 14:54 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 422 |
Hallo,
Hauptsächlich ist das Licht zum fotographieren zu schlecht gewesen, ich werde morgen bessere Bilder machen.
Hat man eigentlich immer etwas Überextrusion an den Kanten? Würde das gerne noch weg kriegen, dass die Kanten nur noch rund sind auf Grund der Düse.
Viele Grüße
1-mal bearbeitet. Zuletzt am 05.03.18 15:06.
Hauptsächlich ist das Licht zum fotographieren zu schlecht gewesen, ich werde morgen bessere Bilder machen.
Hat man eigentlich immer etwas Überextrusion an den Kanten? Würde das gerne noch weg kriegen, dass die Kanten nur noch rund sind auf Grund der Düse.
Viele Grüße
1-mal bearbeitet. Zuletzt am 05.03.18 15:06.
|
Re: Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen 06. March 2018 10:00 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 422 |
Hallo,
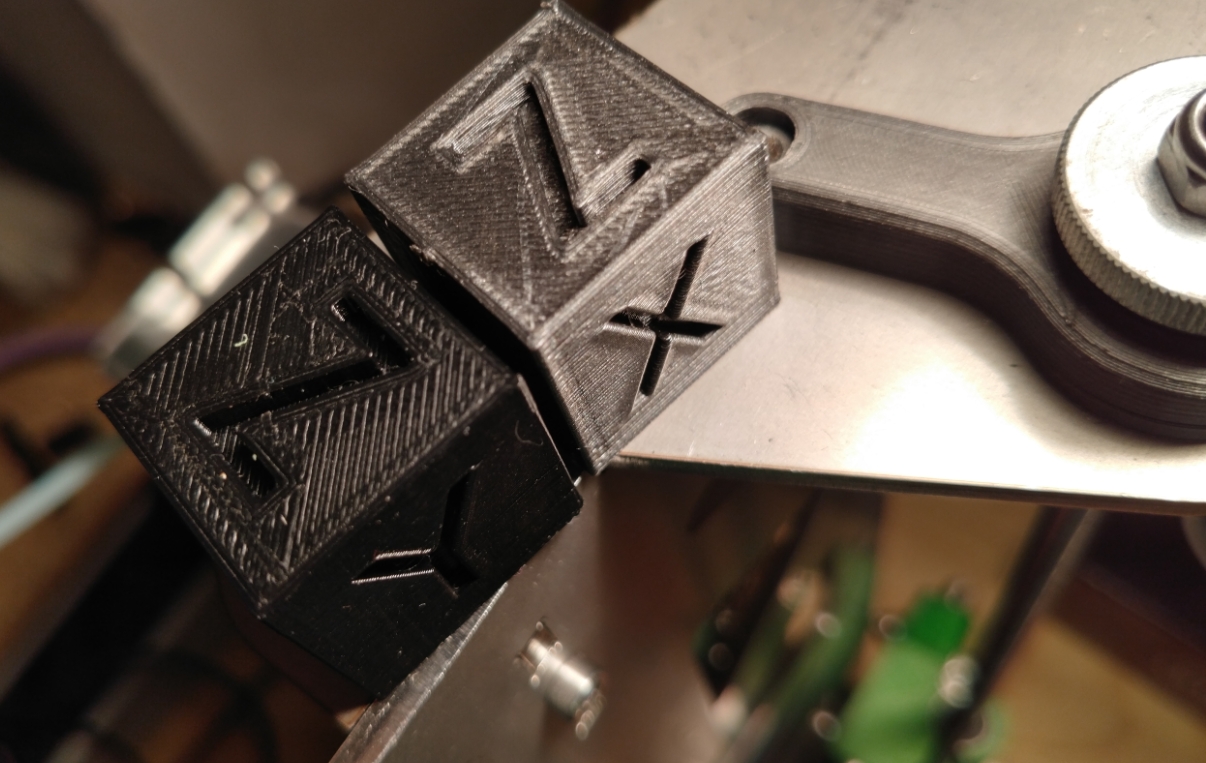
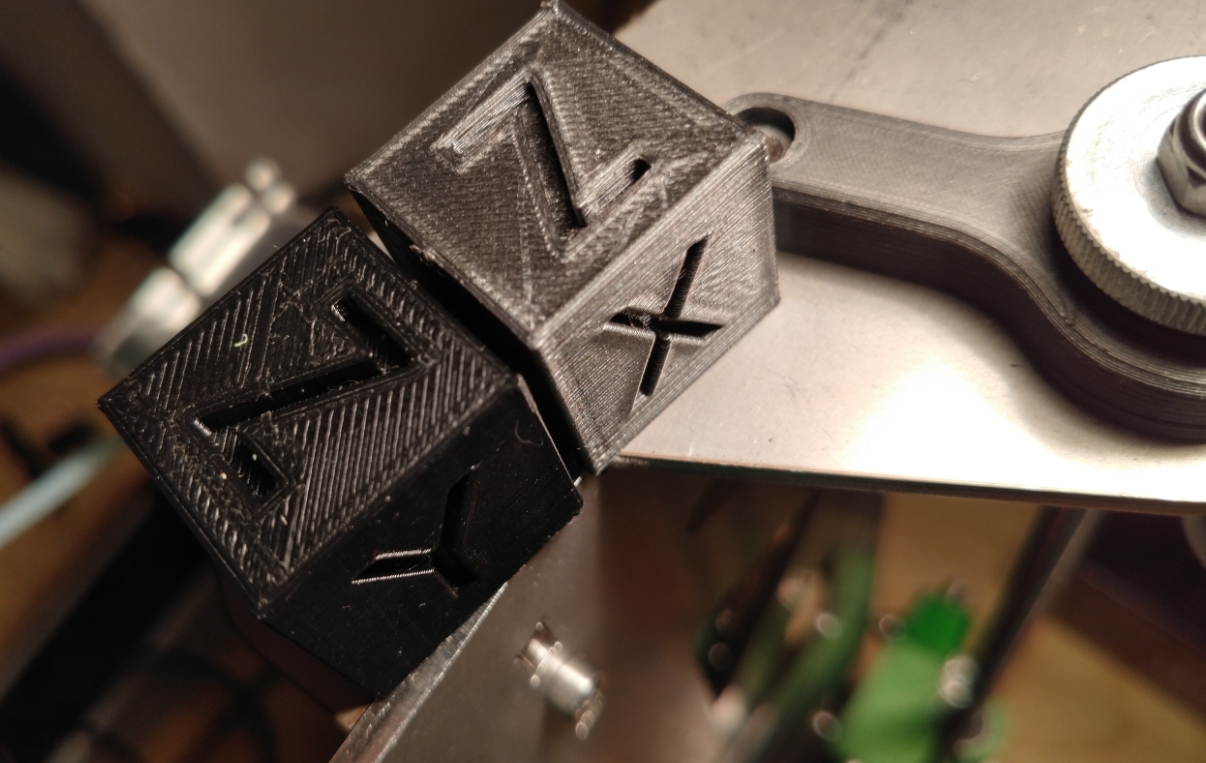
ich habe heute versucht bessere Bilder zu machen. Ich hoffe man kann alles erkennen. Bei Bildern die Ringing aufzeigen habe ich extra den Würfel so gekippt, dass man es gut im Licht sehen kann.
Riging und die Ecken sind doch bei beiden Achsen sichtbar.
Was meint ihr, was jetzt noch verbessert werden muss? Riemen?
Viele Grüße
Hier die Bilder, ich habe auch eins vom Drucker angehängt:
Die Verkabelung wird nochmals ordentlich in Schläuche verlegt, wenn ich nichts mehr ändern muss.
1-mal bearbeitet. Zuletzt am 06.03.18 10:01.
ich habe heute versucht bessere Bilder zu machen. Ich hoffe man kann alles erkennen. Bei Bildern die Ringing aufzeigen habe ich extra den Würfel so gekippt, dass man es gut im Licht sehen kann.
Riging und die Ecken sind doch bei beiden Achsen sichtbar.
Was meint ihr, was jetzt noch verbessert werden muss? Riemen?
Viele Grüße
Hier die Bilder, ich habe auch eins vom Drucker angehängt:






Die Verkabelung wird nochmals ordentlich in Schläuche verlegt, wenn ich nichts mehr ändern muss.
1-mal bearbeitet. Zuletzt am 06.03.18 10:01.
|
Re: Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen 08. March 2018 12:14 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 422 |
|
Re: Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen 08. March 2018 12:26 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.720 |
Die GT3 sind zwar toll, werden dein Problem aber nicht lösen.
Der Würfel, sorry für die Wahrheit, ist ein Bild des Grauens.
Entweder sind deine Druckparameter völlig neben dem Ideal oder deine Düse ist verstopft bzw. das Hotend schlecht.
Da stimmt augenscheinlich überhaupt nichts, weder Geschwindigkeiten, Extrusionsbreiten, Temperatur, Flow, ...:
Zeig doch mal den G-Code.
Lars - Blog, Thingiverse, Git
After successfully ignoring Google, FAQ's, the board search and leaving a undecipherable post in the wrong sub-forum don't expect an intelligent reply.
Der Würfel, sorry für die Wahrheit, ist ein Bild des Grauens.
Entweder sind deine Druckparameter völlig neben dem Ideal oder deine Düse ist verstopft bzw. das Hotend schlecht.
Da stimmt augenscheinlich überhaupt nichts, weder Geschwindigkeiten, Extrusionsbreiten, Temperatur, Flow, ...:
Zeig doch mal den G-Code.
Lars - Blog, Thingiverse, Git
After successfully ignoring Google, FAQ's, the board search and leaving a undecipherable post in the wrong sub-forum don't expect an intelligent reply.
|
Re: Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen 08. March 2018 13:13 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 422 |
Hallo,
Hier der gcode des Würfels:
1xyzCalibration_cube.gcode
Zum Feintuning bin ich ja noch nicht gekommen. Würde mich über Änderungen/ Tipps freuen, das sind soweit nur Standardeinstellungen die ich aus älteren Threads bei denen du und andere Hilfestellungen gegeben haben zusammengesetzt habe.
Ich kann morgen auch noch einen anderen Slicer und deine MK1 Repetier Firmware verwenden, wenn du die Sachen ausschließend möchtest.
Viele Grüße
Hier der gcode des Würfels:
1xyzCalibration_cube.gcode
Zum Feintuning bin ich ja noch nicht gekommen. Würde mich über Änderungen/ Tipps freuen, das sind soweit nur Standardeinstellungen die ich aus älteren Threads bei denen du und andere Hilfestellungen gegeben haben zusammengesetzt habe.
Ich kann morgen auch noch einen anderen Slicer und deine MK1 Repetier Firmware verwenden, wenn du die Sachen ausschließend möchtest.
Viele Grüße
|
Re: Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen 10. March 2018 06:17 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 422 |
Hallo,
ich habe gestern noch ein paar Würfel gedruckt um weitere Fehlerquellen einzugrenzen. Also wenn ich mit 20mm/s drucke, dann sehen die Bauteile richtig ordentlich aus. Bei 40mm/s bekomme ich aber schon Probleme mit Ringing und bei 60mm/s bekomme ich schlimme überextrudierten Ecken und die schlechte Qualität. Die Fehler treten immer an Beschleunigungs- oder Abbremspunkten auf. Daher werden wohl die Ecken überextrudiert und auch die Toplayer sehen am Überlappung zu den Perimetern schlecht aus.
Es muss natürlich nicht alleine an der Mechanik/ Steuerung liegen, daher habe ich nochmals das Hotend auseinander gebaut und gereinigt und zusammen gesetzt. Die Düse von 3DPSP für PETG habe ich durch eine Airbrushdüse mit einem Adapter von Well-engineered verwendet um zu sehen ob die Düse für die Flow-Probleme verantwortlich ist. Es ist vergleichsweise gut wie mit der Düse von 3DPSP, beide sind besser als die Originale von E3D.
Hier mal Bilder mit dem Vergleich 20mm/s und 40mm/s. Bei 20 sind die Ecken ok, bei 40mm/s sind die Ecken überextrudiert. Slicereinstellungen wurden die gleichen verwendet, wie im vorherigen Beitrag beigefügten gcode.
Die rechte obere Ecke bei Z und die rechte Kante bei Y muss man noch ignorieren, das hängt mit nicht optimiertem Retract zusammen, Retract ist bei 3mm 60mm/s und nur bei Fahrt über offene Bereiche, also bei Layerchange ausgeschalten.
Rechts 40mm/s und Links 20mm/s
Da ich finde, dass die 20mm/s nicht schlecht aussehen habe ich noch ein Benchy gedruckt:
Anschließend ein Benchy mit 40mm/s, das musste ich aber dann wegen Feierabend abbrechen:
Bei 40mm/s sieht man wieder ringing auftreten. Bei den niedrigen Jerk (15) und Beschleunigugnswerten (800), übernommen aus dem toolson MK1 Profil bin ich der Meinung, das da der Fehler im mechanischen Aufbau oder Hotend stecken muss.
Hardwarekiller hat in einem Riemenbeitrag geraten den Retract auf 4-5 zu stellen, das habe ich gemacht, führte aber nicht zu einer Änderung. Zumindest müsste das laut Parameterthread möglich sein mit den werten zu drucken. Das Benchy mit 20mm/s sieht für mich nicht so schlecht aus, dass der Fehler überall im Detail stecken kann, sondern es muss etwas mit höheren Geschwindigkeiten und der Beschleunigung zu tun haben. Ich hoffe daher dass die neuen Riemen zur Besserung beitragen und ich dann weiter mit den Feineinstellungen machen kann.
Ich bin aber immer noch für jeden Tipp offen und würde auch Sachen ausprobieren, wenn ihr sagt, das sollte ich noch versuchen.
Viele Grüße
2-mal bearbeitet. Zuletzt am 10.03.18 06:19.
ich habe gestern noch ein paar Würfel gedruckt um weitere Fehlerquellen einzugrenzen. Also wenn ich mit 20mm/s drucke, dann sehen die Bauteile richtig ordentlich aus. Bei 40mm/s bekomme ich aber schon Probleme mit Ringing und bei 60mm/s bekomme ich schlimme überextrudierten Ecken und die schlechte Qualität. Die Fehler treten immer an Beschleunigungs- oder Abbremspunkten auf. Daher werden wohl die Ecken überextrudiert und auch die Toplayer sehen am Überlappung zu den Perimetern schlecht aus.
Es muss natürlich nicht alleine an der Mechanik/ Steuerung liegen, daher habe ich nochmals das Hotend auseinander gebaut und gereinigt und zusammen gesetzt. Die Düse von 3DPSP für PETG habe ich durch eine Airbrushdüse mit einem Adapter von Well-engineered verwendet um zu sehen ob die Düse für die Flow-Probleme verantwortlich ist. Es ist vergleichsweise gut wie mit der Düse von 3DPSP, beide sind besser als die Originale von E3D.
Hier mal Bilder mit dem Vergleich 20mm/s und 40mm/s. Bei 20 sind die Ecken ok, bei 40mm/s sind die Ecken überextrudiert. Slicereinstellungen wurden die gleichen verwendet, wie im vorherigen Beitrag beigefügten gcode.
Die rechte obere Ecke bei Z und die rechte Kante bei Y muss man noch ignorieren, das hängt mit nicht optimiertem Retract zusammen, Retract ist bei 3mm 60mm/s und nur bei Fahrt über offene Bereiche, also bei Layerchange ausgeschalten.
Rechts 40mm/s und Links 20mm/s




Da ich finde, dass die 20mm/s nicht schlecht aussehen habe ich noch ein Benchy gedruckt:



Anschließend ein Benchy mit 40mm/s, das musste ich aber dann wegen Feierabend abbrechen:

Bei 40mm/s sieht man wieder ringing auftreten. Bei den niedrigen Jerk (15) und Beschleunigugnswerten (800), übernommen aus dem toolson MK1 Profil bin ich der Meinung, das da der Fehler im mechanischen Aufbau oder Hotend stecken muss.
Hardwarekiller hat in einem Riemenbeitrag geraten den Retract auf 4-5 zu stellen, das habe ich gemacht, führte aber nicht zu einer Änderung. Zumindest müsste das laut Parameterthread möglich sein mit den werten zu drucken. Das Benchy mit 20mm/s sieht für mich nicht so schlecht aus, dass der Fehler überall im Detail stecken kann, sondern es muss etwas mit höheren Geschwindigkeiten und der Beschleunigung zu tun haben. Ich hoffe daher dass die neuen Riemen zur Besserung beitragen und ich dann weiter mit den Feineinstellungen machen kann.
Ich bin aber immer noch für jeden Tipp offen und würde auch Sachen ausprobieren, wenn ihr sagt, das sollte ich noch versuchen.
Viele Grüße
2-mal bearbeitet. Zuletzt am 10.03.18 06:19.
|
Re: Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen 10. March 2018 07:27 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 857 |
Erzähl mal was zu deinen Steps/mm auf X/Y...
Da stimmt noch einiges nicht...
1-mal bearbeitet. Zuletzt am 10.03.18 07:28.
DIY Graber i3, based on Ramps 1.4 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Und sollte ich vergessen haben, jemanden zu beschimpfen, dann bitte ich um Verzeihung!
Johannes Brahms
Da stimmt noch einiges nicht...

1-mal bearbeitet. Zuletzt am 10.03.18 07:28.
DIY Graber i3, based on Ramps 1.4 / LCD-SD-support / Marlin / MK8 upgraded direct drive

Home of Graber i3 reloaded, based on Ramps 1.4_TMC2100 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Und sollte ich vergessen haben, jemanden zu beschimpfen, dann bitte ich um Verzeihung!
Johannes Brahms
|
Re: Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen 10. March 2018 07:40 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 422 |
Hallo,
Die 20mm/s Würfel haben eine Kantenlänge von. 19,99-20,03mm, Sollmaß ist 20mm. Bei 60mm/s hatte der 95% Infill Würfel kleine Löcher. Bei 20mm/s habe ich noch keinen 95% Würfel gedruckt daher vermute ich kommt bei 20mm/s eine leichte Unterextrusion zu tragen die dann die Perimeter bei der Kiste nicht berührt/ überlappt.
Hier der Auszug aus der Marlin Firmware:
Beim EJerk hatte ich früher 50 stehen, da die Werte ungefähr die Hälfte von den originalen in Marlin eingetragenen sind.
Verbaut habe ich ein Rumba Board mit TMC2100 Treibern mit 16 Microschritten.
Viele Grüße
2-mal bearbeitet. Zuletzt am 10.03.18 07:43.
Die 20mm/s Würfel haben eine Kantenlänge von. 19,99-20,03mm, Sollmaß ist 20mm. Bei 60mm/s hatte der 95% Infill Würfel kleine Löcher. Bei 20mm/s habe ich noch keinen 95% Würfel gedruckt daher vermute ich kommt bei 20mm/s eine leichte Unterextrusion zu tragen die dann die Perimeter bei der Kiste nicht berührt/ überlappt.
Hier der Auszug aus der Marlin Firmware:
* X, Y, Z, E0 [, E1[, E2[, E3[, E4]]]]
#define DEFAULT_AXIS_STEPS_PER_UNIT { 80, 80, 4000, 138.26 }
/**
* Default Max Feed Rate (mm/s)
* Override with M203
* X, Y, Z, E0 [, E1[, E2[, E3[, E4]]]]
*/
#define DEFAULT_MAX_FEEDRATE { 200, 200, 3, 50 }
/**
* Default Max Acceleration (change/s) change = mm/s
* (Maximum start speed for accelerated moves)
* Override with M201
* X, Y, Z, E0 [, E1[, E2[, E3[, E4]]]]
*/
#define DEFAULT_MAX_ACCELERATION {2000,2000,25,50000}
/**
* Default Acceleration (change/s) change = mm/s
* Override with M204
*
* M204 P Acceleration
* M204 R Retract Acceleration
* M204 T Travel Acceleration
*/
#define DEFAULT_ACCELERATION 800 // X, Y, Z and E acceleration for printing moves
#define DEFAULT_RETRACT_ACCELERATION 1400 // E acceleration for retracts
#define DEFAULT_TRAVEL_ACCELERATION 1400 // X, Y, Z acceleration for travel (non printing) moves
/**
* Default Jerk (mm/s)
* Override with M205 X Y Z E
*
* "Jerk" specifies the minimum speed change that requires acceleration.
* When changing speed and direction, if the difference is less than the
* value set here, it may happen instantaneously.
*/
#define DEFAULT_XJERK 15
#define DEFAULT_YJERK 15
#define DEFAULT_ZJERK 0.4
#define DEFAULT_EJERK 15
Beim EJerk hatte ich früher 50 stehen, da die Werte ungefähr die Hälfte von den originalen in Marlin eingetragenen sind.
Verbaut habe ich ein Rumba Board mit TMC2100 Treibern mit 16 Microschritten.
Viele Grüße
2-mal bearbeitet. Zuletzt am 10.03.18 07:43.
|
Re: Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen 10. March 2018 08:18 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 857 |
Ok, Danke!
extruderRetractionSpeed,3600 -> 60mm/s klappt nicht, du begrenzt auf max. 50mm/s in der Firmware
#define DEFAULT_MAX_FEEDRATE { 200, 200, 3, 50 } -> { 200, 200, 3, 100 }
Lass der Z Achse etwas Beschleunigungsspielraum:
#define DEFAULT_MAX_ACCELERATION {2000,2000,25,50000} -> {2000,2000,100,50000}
Filament an einer Stelle rundum auf Rundheit prüfen, stimmen die 1,75mm Durchmesser rundherum und auch 1m weiter, Mittelwert bilden!
Bei EM =1 (0.93) und EW=0.42 (0.48) einstellen, dann gerne mal wieder ein Druck, ist er zu Fett, stimmen deine Filament Extruder Werte noch nicht.
Was für ein Extruder Ritzel benutzt du, Wirkdurchmesser?
Ruhig bei TopSolid Layer 5 einstellen, du druckst in 0.2 Layerhöhe
Travel Speed auf 150, dann mußt du mit dem Retract auch nicht so hoch.
DIY Graber i3, based on Ramps 1.4 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Und sollte ich vergessen haben, jemanden zu beschimpfen, dann bitte ich um Verzeihung!
Johannes Brahms
extruderRetractionSpeed,3600 -> 60mm/s klappt nicht, du begrenzt auf max. 50mm/s in der Firmware
#define DEFAULT_MAX_FEEDRATE { 200, 200, 3, 50 } -> { 200, 200, 3, 100 }
Lass der Z Achse etwas Beschleunigungsspielraum:
#define DEFAULT_MAX_ACCELERATION {2000,2000,25,50000} -> {2000,2000,100,50000}
Filament an einer Stelle rundum auf Rundheit prüfen, stimmen die 1,75mm Durchmesser rundherum und auch 1m weiter, Mittelwert bilden!
Bei EM =1 (0.93) und EW=0.42 (0.48) einstellen, dann gerne mal wieder ein Druck, ist er zu Fett, stimmen deine Filament Extruder Werte noch nicht.
Was für ein Extruder Ritzel benutzt du, Wirkdurchmesser?
Ruhig bei TopSolid Layer 5 einstellen, du druckst in 0.2 Layerhöhe
Travel Speed auf 150, dann mußt du mit dem Retract auch nicht so hoch.
DIY Graber i3, based on Ramps 1.4 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Home of Graber i3 reloaded, based on Ramps 1.4_TMC2100 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Und sollte ich vergessen haben, jemanden zu beschimpfen, dann bitte ich um Verzeihung!
Johannes Brahms
|
Re: Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen 10. March 2018 09:01 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 422 |
Hallo,
ich habe zu danken.
retract ändere ich. Ich habe da viel getestet, da die Z-Naht furchtbar aussah, bis ich kapiert habe, dass die überextrudierten Ecken mit der Z-Naht zusammenhängen.
Z-Beschleunigung werde ich auch testen.
Filament verwende ich eigentlich nur PETG von 3DPSP, ich überprüfe den Durchmesser nochmal.
Travel hatte ich früher bei 150mm/s, toolson meinte da ginge auch mehr, daher habe ich nun 250mm/s. Ich werde das nochmal zurückstellen, um dann die Feineinstellungen zu machen.
Hast du den ähnliche Jerk und Beschleunigungswerte? Das Ringing dürfte doch bei 40mm/s nicht so auftreten?
Was ich aber noch klar stellen wollte, das Benchy habe ich mit 20mm/s gedruckt. Ich will den Drucker schon so optimieren, dass 60mm/s und eigentlich auch 80mm/s möglich sind. Momentan ist mein größtes Problem die überextrudierten Ecken und ich weiß nicht ob der Extrusionsflow, Mechanik oder die Steuerung das Problem sind. Ich habe das Gefühl, dass ich erst dieses große Problem lösen muss und anschließend die Feineinstellungen vornehmen muss.
Hat von euch jemand schon mal solche überextrudierten Kanten lösen können? Oder ist es durch die falschen Slicerparameter so schlimm geworden?
Viele Grüße
1-mal bearbeitet. Zuletzt am 10.03.18 09:02.
ich habe zu danken.
retract ändere ich. Ich habe da viel getestet, da die Z-Naht furchtbar aussah, bis ich kapiert habe, dass die überextrudierten Ecken mit der Z-Naht zusammenhängen.
Z-Beschleunigung werde ich auch testen.
Filament verwende ich eigentlich nur PETG von 3DPSP, ich überprüfe den Durchmesser nochmal.
Travel hatte ich früher bei 150mm/s, toolson meinte da ginge auch mehr, daher habe ich nun 250mm/s. Ich werde das nochmal zurückstellen, um dann die Feineinstellungen zu machen.
Hast du den ähnliche Jerk und Beschleunigungswerte? Das Ringing dürfte doch bei 40mm/s nicht so auftreten?
Was ich aber noch klar stellen wollte, das Benchy habe ich mit 20mm/s gedruckt. Ich will den Drucker schon so optimieren, dass 60mm/s und eigentlich auch 80mm/s möglich sind. Momentan ist mein größtes Problem die überextrudierten Ecken und ich weiß nicht ob der Extrusionsflow, Mechanik oder die Steuerung das Problem sind. Ich habe das Gefühl, dass ich erst dieses große Problem lösen muss und anschließend die Feineinstellungen vornehmen muss.
Hat von euch jemand schon mal solche überextrudierten Kanten lösen können? Oder ist es durch die falschen Slicerparameter so schlimm geworden?
Viele Grüße
1-mal bearbeitet. Zuletzt am 10.03.18 09:02.
|
Re: Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen 10. March 2018 10:13 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 857 |
So Kanten produziert der gewisse Überdruck, das hattest du ja schon erwähnt, dann liegen deine Bahnen nicht geschlossen nebeneinander am Deck/Perimeter und das dann auch noch bei 20mm/s, da stimmt generell was nicht. Das Ghosting ist jetzt erst einmal Nebensache, und nein, so Wellen hab ich selbst bei meinem Graber i3 mit LM8UU Lager nicht so extrem.
Die 250mm/s fährt er ja gar nicht, bei 200mm/s ist ja Schluß #define DEFAULT_MAX_FEEDRATE { 200, 200, 3, 50 }
#define DEFAULT_MAX_FEEDRATE { 200, 200, 3, 50 }
Um sich weiter auf die Mechanik zu stürzen, muß erst einmal der Flow passen, wenn ich es richtig verstehe, kalibrierst du nach extrudiertem Material, also kann das die Dimensionen verfälschen.
Zum Glück hast du die Steps zu mindestens auf 80Steps/mm gesetzt, das sollte passen.
Auch wenn es dir nicht direkt etwas bringt, aber das sind meine Settings beim Ur-Graber, ist aber als DirectDrive ausgeführt:
#define DEFAULT_AXIS_STEPS_PER_UNIT {80,80,4000,95.5} // default steps per unit for Ultimaker
#define DEFAULT_MAX_FEEDRATE {500, 500, 3, 100} // (mm/sec)
#define DEFAULT_MAX_ACCELERATION {9000,9000,100,10000} // X, Y, Z, E maximum start speed for accelerated moves. E default values are good for Skeinforge 40+, for older versions raise them a lot.
#define DEFAULT_ACCELERATION 1500 // X, Y, Z and E acceleration in mm/s^2 for printing moves
#define DEFAULT_RETRACT_ACCELERATION 3000 // E acceleration in mm/s^2 for retracts
#define DEFAULT_TRAVEL_ACCELERATION 3000 // X, Y, Z acceleration in mm/s^2 for travel (non printing) moves
// The speed change that does not require acceleration (i.e. the software might assume it can be done instantaneously)
#define DEFAULT_XYJERK 20.0 // (mm/sec)
#define DEFAULT_ZJERK 0.4 // (mm/sec)
#define DEFAULT_EJERK 5.0 // (mm/sec)
Ach ja, wie ist denn der Durchmesser von deinem Extruder Zahnrad?
DIY Graber i3, based on Ramps 1.4 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Und sollte ich vergessen haben, jemanden zu beschimpfen, dann bitte ich um Verzeihung!
Johannes Brahms
Die 250mm/s fährt er ja gar nicht, bei 200mm/s ist ja Schluß
#define DEFAULT_MAX_FEEDRATE { 200, 200, 3, 50 }Um sich weiter auf die Mechanik zu stürzen, muß erst einmal der Flow passen, wenn ich es richtig verstehe, kalibrierst du nach extrudiertem Material, also kann das die Dimensionen verfälschen.
Zum Glück hast du die Steps zu mindestens auf 80Steps/mm gesetzt, das sollte passen.
Auch wenn es dir nicht direkt etwas bringt, aber das sind meine Settings beim Ur-Graber, ist aber als DirectDrive ausgeführt:
#define DEFAULT_AXIS_STEPS_PER_UNIT {80,80,4000,95.5} // default steps per unit for Ultimaker
#define DEFAULT_MAX_FEEDRATE {500, 500, 3, 100} // (mm/sec)
#define DEFAULT_MAX_ACCELERATION {9000,9000,100,10000} // X, Y, Z, E maximum start speed for accelerated moves. E default values are good for Skeinforge 40+, for older versions raise them a lot.
#define DEFAULT_ACCELERATION 1500 // X, Y, Z and E acceleration in mm/s^2 for printing moves
#define DEFAULT_RETRACT_ACCELERATION 3000 // E acceleration in mm/s^2 for retracts
#define DEFAULT_TRAVEL_ACCELERATION 3000 // X, Y, Z acceleration in mm/s^2 for travel (non printing) moves
// The speed change that does not require acceleration (i.e. the software might assume it can be done instantaneously)
#define DEFAULT_XYJERK 20.0 // (mm/sec)
#define DEFAULT_ZJERK 0.4 // (mm/sec)
#define DEFAULT_EJERK 5.0 // (mm/sec)
Ach ja, wie ist denn der Durchmesser von deinem Extruder Zahnrad?
DIY Graber i3, based on Ramps 1.4 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Home of Graber i3 reloaded, based on Ramps 1.4_TMC2100 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Und sollte ich vergessen haben, jemanden zu beschimpfen, dann bitte ich um Verzeihung!
Johannes Brahms
|
Re: Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen 11. March 2018 05:11 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 422 |
Hallo,
ich weiß gerade nicht welchen Reibdurchmesser das Förderrad hat, es ist ein originales von E3D. Ich habe die Menge aber am Bowdenextruder geteste, also 100mm sind 100mm. Der Extruder selbst ist der von toolson vorgeschlagene Kompaktextruder. Anschließend habe ich einen Würfel mit 95% Infill gedruckt um den Flow im Slicer einzustellen, da bin ich dann bei 0,93-0,95 gelandet. Also mir fällt da jetzt nicht mehr ein, das ich für den Flow kalibrieren könnte.
Den Bowden habe ich auch ausgetauscht, der erste war etwas schwergängig und die Innenbohrung war nicht konzentrisch. Beim neuen gibt es da aber keine Probleme mehr und das Filament flutscht gut durch den Schlauch.
Das Hotend ist ein originales E3D V6. Bei PLA macht das ja bekanntlicher weise zicken, aber ich habe nichts gefunden bei PETG. Klar wenn man es nicht ordentlich zusammenbaut, aber ich habe keine Jams und auch sonst keine anderen auffälligen Probleme. Heatebreake ist auch original und ordentlich mit Wärmeleitpaste am Kühler eingeschmiert. Lüfter arbeit auch ordentlich und bei Dauerbetrieb ist die unterste Rippe kalt. Bei den Düsen habe ich etwas rumprobiert, die originale war nicht so gut, die optimierte von 3DPSP hat für einen besseren Flow und niedrigeren Retract gesorgt. Die Airbrushdüse mit Adapter von well-ingeenerd ist vergleichbar mit der von 3DPSP wenn es um den Flow geht.
Filament ist gutes von 3DPSP. Ich dachte zwischen zeitig, dass es evtl. stark aufqillt, weil es vielleicht zu stark Wasser gezogen hat. Ich habe bei mir auf der Arbeit ein Restfeuchtemessgerät, der Wert der verwendeten Spule war so hoch wie bei einer frisch aufgemachten. PETG hat mit Feuchtigkeit jetzt auch nicht so ein Problem wie Polyamide.
Was ich nicht eingschätzen kann, ob es Parameter in der Firmware gibt, die z.B. dafür sorgen, dass der Druckkopf langsam abbremst, der Extruder aber voll fördert und z.B. schlagartig erst aufhört zu fördern. Wenn das aber ein Firmware Problem ist, dann hätte das mit der MK1 Firmware von Toolson funktionieren müssen. Ich werde die am Montag nochmal mit den neuen Riemen testen, die sind gestern angekommen.
Viele Grüße
1-mal bearbeitet. Zuletzt am 11.03.18 05:13.
ich weiß gerade nicht welchen Reibdurchmesser das Förderrad hat, es ist ein originales von E3D. Ich habe die Menge aber am Bowdenextruder geteste, also 100mm sind 100mm. Der Extruder selbst ist der von toolson vorgeschlagene Kompaktextruder. Anschließend habe ich einen Würfel mit 95% Infill gedruckt um den Flow im Slicer einzustellen, da bin ich dann bei 0,93-0,95 gelandet. Also mir fällt da jetzt nicht mehr ein, das ich für den Flow kalibrieren könnte.
Den Bowden habe ich auch ausgetauscht, der erste war etwas schwergängig und die Innenbohrung war nicht konzentrisch. Beim neuen gibt es da aber keine Probleme mehr und das Filament flutscht gut durch den Schlauch.
Das Hotend ist ein originales E3D V6. Bei PLA macht das ja bekanntlicher weise zicken, aber ich habe nichts gefunden bei PETG. Klar wenn man es nicht ordentlich zusammenbaut, aber ich habe keine Jams und auch sonst keine anderen auffälligen Probleme. Heatebreake ist auch original und ordentlich mit Wärmeleitpaste am Kühler eingeschmiert. Lüfter arbeit auch ordentlich und bei Dauerbetrieb ist die unterste Rippe kalt. Bei den Düsen habe ich etwas rumprobiert, die originale war nicht so gut, die optimierte von 3DPSP hat für einen besseren Flow und niedrigeren Retract gesorgt. Die Airbrushdüse mit Adapter von well-ingeenerd ist vergleichbar mit der von 3DPSP wenn es um den Flow geht.
Filament ist gutes von 3DPSP. Ich dachte zwischen zeitig, dass es evtl. stark aufqillt, weil es vielleicht zu stark Wasser gezogen hat. Ich habe bei mir auf der Arbeit ein Restfeuchtemessgerät, der Wert der verwendeten Spule war so hoch wie bei einer frisch aufgemachten. PETG hat mit Feuchtigkeit jetzt auch nicht so ein Problem wie Polyamide.
Was ich nicht eingschätzen kann, ob es Parameter in der Firmware gibt, die z.B. dafür sorgen, dass der Druckkopf langsam abbremst, der Extruder aber voll fördert und z.B. schlagartig erst aufhört zu fördern. Wenn das aber ein Firmware Problem ist, dann hätte das mit der MK1 Firmware von Toolson funktionieren müssen. Ich werde die am Montag nochmal mit den neuen Riemen testen, die sind gestern angekommen.
Viele Grüße
1-mal bearbeitet. Zuletzt am 11.03.18 05:13.
|
Re: Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen 11. March 2018 14:06 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 857 |
Viele nützliche Informationen, hilft mir aber leider nicht, dein System besser einschätzen zu können. Mir wäre es lieb, wenn du einfach mal nach meinen obigen Vorgaben drucken würdest, um die Extrusion besser beurteilen zu können, wo es hapert. Die optimierte Düse hat einen anderen Flow als Standard Düsen, das muß man abschätzen und ein Punkt der von dir noch nicht übermittelt wurde, ist die "Roundness" des PETG. 100mm=100mm gefördertes Filament ist schon einmal gut , aber wenn das Volumen nicht stimmt, da der effektive Filament Durchmesser nicht stimmt, können wir an EM/EW einstellen was wir wollen, es wird keinen Einfluss haben.
DIY Graber i3, based on Ramps 1.4 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Und sollte ich vergessen haben, jemanden zu beschimpfen, dann bitte ich um Verzeihung!
Johannes Brahms

DIY Graber i3, based on Ramps 1.4 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Home of Graber i3 reloaded, based on Ramps 1.4_TMC2100 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Und sollte ich vergessen haben, jemanden zu beschimpfen, dann bitte ich um Verzeihung!
Johannes Brahms
|
Re: Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen 11. March 2018 14:18 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 422 |
Hallo,
Wenn ich es richtig verstanden habe, dann erst den Filamentdurchmesser über ein längeres Stück mitteln, und am Messpunkt den Max und Min Durchmesser ermitteln, um zu sehen ob es wirklich rund ist.
Dann Extrusion Multiplier auf 1 setzen und Extrusion Width auf 0,42, damit dann einen Würfel drucken mit Travel auf 150mm/s und 5 Toplagen. Firmware passe ich wie besprochen an damit ich die Geschwindigkeiten nicht mehr reglementiert habe.
Ich hoffe ich habe alles richtig verstanden. Ich weiß nur noch nicht mit welcher Düse. Mit der von 3DPSP (0,4mm) oder der Airbrush mit Adapter von well-engineered?
Die von 3DPSP ist ja eine optimierte E3D, macht man bei den Bügeldüsen nicht EW von 0,48?
Ich werde dann morgen gleich einen Würfel damit drucken.
vielen Dank
Wenn ich es richtig verstanden habe, dann erst den Filamentdurchmesser über ein längeres Stück mitteln, und am Messpunkt den Max und Min Durchmesser ermitteln, um zu sehen ob es wirklich rund ist.
Dann Extrusion Multiplier auf 1 setzen und Extrusion Width auf 0,42, damit dann einen Würfel drucken mit Travel auf 150mm/s und 5 Toplagen. Firmware passe ich wie besprochen an damit ich die Geschwindigkeiten nicht mehr reglementiert habe.
Ich hoffe ich habe alles richtig verstanden. Ich weiß nur noch nicht mit welcher Düse. Mit der von 3DPSP (0,4mm) oder der Airbrush mit Adapter von well-engineered?
Die von 3DPSP ist ja eine optimierte E3D, macht man bei den Bügeldüsen nicht EW von 0,48?
Ich werde dann morgen gleich einen Würfel damit drucken.
vielen Dank
|
Re: Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen 11. March 2018 14:32 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 857 |
Nimm bitte erst einmal die optimierte E3D Düse (0,4), das mit den 0,48 ist nicht pauschal so zu sehen, kommt auf die Kombi an. Wenn du EW einstellst, ist der Wert bei Düsendurchmesser obsolet, dieser wird von S3D nicht mehr betrachtet, der ist nur gültig, wenn EW auf Auto steht und wird mit 120% kalkuliert (0,48). Ansonsten alles richtig verstanden.
Grüße Jörg
DIY Graber i3, based on Ramps 1.4 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Und sollte ich vergessen haben, jemanden zu beschimpfen, dann bitte ich um Verzeihung!
Johannes Brahms
Grüße Jörg
DIY Graber i3, based on Ramps 1.4 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Home of Graber i3 reloaded, based on Ramps 1.4_TMC2100 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Und sollte ich vergessen haben, jemanden zu beschimpfen, dann bitte ich um Verzeihung!
Johannes Brahms
|
Re: Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen 12. March 2018 08:59 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 422 |
Hallo,
Als das filament hat bei mir 1,752 habe daher 1,7500 im Slicer stehen lassen. Habe an 5 Stellen über 5m hinweg versucht den Min und Max Durchmesser zu messen. Firmware habe ich wie von dir aufgezeigt modifziert. Durch die schneller beschleunigende Z Achse sieht die Bindenaht besser aus.
Hier die Bilder mit EM=1 und EW= 0,42:
Ringing ist weniger geworden durch die Gates Riemen.
Also nun immer noch die gleichen Flow Probleme. Was sollte ich am besten als nächstes testen?
Viele Grüße
Als das filament hat bei mir 1,752 habe daher 1,7500 im Slicer stehen lassen. Habe an 5 Stellen über 5m hinweg versucht den Min und Max Durchmesser zu messen. Firmware habe ich wie von dir aufgezeigt modifziert. Durch die schneller beschleunigende Z Achse sieht die Bindenaht besser aus.
Hier die Bilder mit EM=1 und EW= 0,42:



Ringing ist weniger geworden durch die Gates Riemen.
Also nun immer noch die gleichen Flow Probleme. Was sollte ich am besten als nächstes testen?
Viele Grüße

{kind=link}
{kind=link}
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.