Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen
|
Re: Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen 14. April 2018 06:28 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 422 |
also ich hatte schon den Anspruch, den Drucker in meiner Konfiguration so zu optimieren, dass 60-80mm/s möglich sind und dabei eine gute Qualität erreicht wird, die man auch vorzeigen kann und sich nicht damit verstecken muss.
Ich habe auch immer wieder Teile die man in einander Stecken oder miteinander verkleben muss. Bei selbst konstruierten Teilen ist das über unterschiedliche Eckradien und Toleranzen kein allzu großes Problem, bei Dateien die nicht von mir sind, kann das schon zu richtigen Problemen führen.
Ich habe ja die Einstellungen von helijoy getested, aber leider den Überblick über die Würfel verloren. Die genannte Cura Version und auch nochmals Tests mit Slic3r und S3D hatten alle das gleiche Fehlerbild mit den überextrudierten Ecken. Ich habe dann nochmals mit S3D und der Thin-Wall-Tests rumgespielt und mann kann feststellen, dass auf den langen geraden die Wanddicke bei w=0,4 dann ca.~ 0,39 ist, es müssten aber eher etwas zwischen 0,42 und 0,46 sein, da S3D das Volumen einer Bahn nur als Rechteck annimmt, wir aber Elipsoide oder ähnliches drucken. Wenn man den Multi deutlich höher stellt, auf EM = 130 stellt, dann werden die Kanten ordentlich und die Perimeter dazwischen konstant.
Ich vermute daher, dass an den Ecken mehr Material raus läuft und dann bei den langen Geraden vom Perimeter Material fehlt. Das führt dann dazu, dass die Kanten deutlich ausgeprägter sind und bei Allgemeiner Unterextrusion auch zu sich nicht verbindenen Inneren und Äußeren Perimetern. Wenn man aber dauerhaft Überextrudiert, dann drückt es Material an der Düse Vorbei und man holt sich andere Probleme wie schlecht Toplagen oder es sammelt sich zu viel Material an der Düse an, dass dann irgendwann an der Topfläche hängen bleibt und hässlich aussieht oder zu Schrittverlusten führt etc.
Um Fehler in der Firmware ausschließen zu können habe ich auch nochmal getested, was passiert, wenn ich die Extruder Steps verdopple oder halbiere und dann je nachdem im Slicer die Menge halbiere oder verdopple. Hintergrund ist, dass der Extrudermotor ja auch bei einer 90° Ecke beschleunigen muss und wenn diese Beschleunigung nicht übereinstimmt mit der X/Y dann wird zuviel oder zu wenig Material an der Ecke extrudiert. Keine Änderung. Den Jerk für X/Y und auch für E habe ich gemeinsam und getrennt nochmals in 5er Schritte von 50 auf 1 reduziert, es gab keine Unterschiede. Ich weiß nicht ob es Sinn mach von 20 in 1er Schritten nach unten zu gehen, würde ich machen, wenn ich überhaupt eine Änderung sehen würde.
Ich werde mir nächste Woche nochmal die Riemen ansehen, evtl habe ich da etwas übersehen, aber so richtig weiter bin ich jetzt nicht gekommen, außer dass ich deutlich langsamer drucken müsste um eine bessere Qualität an den Ecken und der Bindenaht zu erreichen.
Viele Grüße
|
Re: Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen 14. April 2018 07:40 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 857 |
Es geht ja deswegen nicht gleich etwas kaputt.
Sorgen macht mir da deine Aussage mit dem EM von 130%. Das würde ja bedeuten, das wir mechanisch noch völlig daneben liegen würden.
Auch wenn du dann dies mal in Cura so ausführst, würde es die dann bestätigen.
Ich muß mal schauen, wie wir das Problem anders herausstellen können.
Um mal deine Eingangsfrage, ob jemand das Problem auch schon hatte und dies beheben konnte, zu beantworten, kann ich nur sagen, ja, bei jedem Drucker der etwas andere Hotends und Extrude Kombis hatte, kam auch dieses Problem zu Tage. Es war aber auch mit den typischen Einstellungen der Mechanik/Firmware schnell in den Griff zu bekommen. Das haben wir hier leider noch nicht erreicht.
Prüfe doch bitte noch einmal das Extruder Zahnrad und welchen Durchmesser wir da haben, mach dir eine Markierung auf das Zahnrad und laß den Extruder genau eine Umdrehung ausführen, vielleicht verlieren wir Steps, die wir gar nicht bemerken. Da wird der ganze Extruder zum Gummi Parameter. Ach ja, das mit Hotend und das auf 240° eingestellt. Distanz wäre durch die Formel
U=PI*D Wirkdurchmesserzahnrad zu ermitteln.
Was für einen Treiber benutzt du auf dem Extruder Sockel?
Sorry, das ich das hier noch einmal gesammelt abfrage, aber erstens will ich den ganzen Thread nicht noch einmal durchlesen, anders herum hilft mir die Aussage, das Zahnrad ist von E3D auch nicht wirklich, auch da gibt es Toleranzen.
Aber auch nur, wenn du noch Lust hast nach meiner Analyse Art da weiter vorzugehen, will mich da nicht aufdrängen, also ruhig sagen, wenn du andere Wege gehen willst.

DIY Graber i3, based on Ramps 1.4 / LCD-SD-support / Marlin / MK8 upgraded direct drive

Home of Graber i3 reloaded, based on Ramps 1.4_TMC2100 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Und sollte ich vergessen haben, jemanden zu beschimpfen, dann bitte ich um Verzeihung!
Johannes Brahms
|
Re: Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen 14. April 2018 11:53 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 422 |
kein Problem, einfach Fragen, ich suche dann die Infos raus. Ich probiere gerne auch alles aus, irgendwann werden wir schon noch drauf kommen, wo da der Hund begraben liegt. Irgendwas muss es ja sein, ich habe nur mittlerweile seit Silvester daran rumprobiert und den Überblick verloren. Ich konnte nur leider auch keine minimalen Besserung feststellen, egal bei welchem Parameter außer, wenn wir den Speed auf 20mm/s reduziert haben. Da ich aber eigentlich nur noch PETG drucke wären mir ein konstanter Speed lieber, aktuell verwende ich 60mm/s und Perimeter 75%.
Zahnrad messe ich am Montag mal nach und teste dann auch die Schrittverluste, da der Drucker gerade bei meiner Arbeit steht. Ich habe nach den 130% erstmal die Extruderschritte neu vermessen, da waren 100mm ~100,08mm. Wie es unter lasst aus sieht werde ich testen, wobei man nicht das typische Zurückknallen des Schrittmotors hören kann, wenn zu viel Druck aufgebaut wird. Auf allen Achsen auch dem Extruder sind TMC2100 verbaut, ich meine die Version 3-5V, die haben zu Beginn bei 12V ordentlich gepfiffen, Umbau auf 24V hat dann viel Gebracht und die Treiber sind nicht mehr zu hören.
Die 130% würde ich jetzt nicht überinterpretieren, dadurch wird alles "fetter" die Toplagen sind komplett verschmiert und es bilden sich richtige Furchen, da das Material an der Düse vorbei quillt. Ich konnte damit aber wohl vermeiden, dass bei den Ecken zu viel Material heraus läuft und dann auf dem Stück mit konstanter Geschwindigkeit (Perimeter, an der Seitenfläche) vermisst wird. Ich suche mal nach dem Würfel bzw. den Bildern.
Viele Grüße und vielen Dank
1-mal bearbeitet. Zuletzt am 14.04.18 11:55.
|
Re: Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen 14. April 2018 19:04 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 857 |
TMCs auf Extruder, ich habe es geahnt, schöne Sache, aber gerade bei denen sind die "heimlichen" Schrittverluste, sprich das "Kloggen" ohne dem entsprechenden Klack im StealthChop möglich.
Bei mir laufen sie im SpreadCycle Mode und das ist egal bei welchem Type TMC, wird aber auch so von Watterott empfohlen. Sind es Originale, wobei es ja sonst nicht auf XYZ nach Schrittverlusten aussieht?
Wie sieht es mit der Kühlung aus, haben wir da das volle Spektrum?
Na ja, nicht wundern, wenn hier jetzt doch etwas merkwürdige Anfragen kommen, aber das ist bei dieser Konstellation nötig. Hier mal eine ähnliche Kombi, die als Steel.i3 ausgeführt ist, aber vergleichlich PETG 3DPSP/E3D Bowden, einfach mal um auf andere Gedanken zu kommen. Also kann nur Empfehlen "Geduld", bis wir den Punkt gefunden haben, wo merkliche Änderungen eintreten.
Als Testobjekt sollten wir aber einen 40x40x5mm Würfel nutzen, erst wenn die Kanten scharf werden, lohnt der XYZ Würfel. Auch wie der von mir gezeigte ohne Infill/Top ist da ausreichend, der ist mit min Layer Time 0s in Cura gedruckt, also es werden die Geschwindigkeiten auch erreicht, die eingestellt sind.

Grüße Jörg
DIY Graber i3, based on Ramps 1.4 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Home of Graber i3 reloaded, based on Ramps 1.4_TMC2100 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Und sollte ich vergessen haben, jemanden zu beschimpfen, dann bitte ich um Verzeihung!
Johannes Brahms
|
Re: Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen 15. April 2018 05:50 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 422 |
können gerne nochmals alles durchprobieren
Ich habe mit PETG angefangen und anschließend mal kurz PLA verdruckt, das gleiche Problem, danach nur noch PETG, da ich PLA einfach nicht verwenden möchte und nur noch einen Rest hatte. Ich habe auch mit dem Drucker nur vor PETG zu drucken, den nehme ich für Entwicklungen etc. zb. brauche ich immer mal wieder ein selbst konstruiertes Bauteil für einen Testaufbau, das wird morgens konstruiert, bis nach dem Mittag druckt es, dann getestet und überarbeitet, über Nacht dann die V2 die dann richtig gut funktioniert. Deswegen will ich mit dem Speed schon noch etwas nach oben, da ich so einfach aus 2 Testtage einen Tag mit übernacht Drucken machen kann.
Auf X/Y hatte ich nie Schrittverluste. Beim Extruder ist mir nie etwas aufgefallen. Ich hatte einen Aufkleber an die Welle geklebt, sodass ich sehen konnte ob er sich konstant dreht und ob er einen schnellen oder langsamen Retract macht, zu Beginn war das ja alles noch reglementiert durch die Firmware. Wenn er natürlich konstant Schritte verliert wäre das so nicht sichtbar. Es müsste ja dann mit dem Hotend zusammenhängen sprich, im Hotend ist ein großer Druck, der sich an den langsamen Ecken abbaut und zur Überextrusion führt. Bei den Geraden hingegen ist der Druck so hoch, dass er konstant Schritte verliert und es zur Unterextrusion kommt. Bei niedrigen Druckgeschwindigkeiten wäre das dann nicht mehr so von großem Problem, da dem Material mehr zeit gegeben wird aus der Düse zu laufen, sprich der Druck im Hotend niedriger ist.
Die Frage ist wie ich das am Besten testen soll? Das einzige was mir einfällt wäre mit einer niedrigeren Layerhöhe zu drucken bei gleicher Geschwindigkeit von 60mm/s. Damit würde man nur die Hälfte an benötigtem Material durch die Düse pressen müssen, der Druck wäre also niedriger. Ich probiere das morgen gleich mal aus.
Kühlung sind zwei 40mm Lüfter mit Toolsons V2 Hutzen aus dem MK1. Ich nutze die hauptsächlich nur auf 50%, früher hatte ich ein ähnliches Design an meinem Ultimaker Original verwendet, da habe ich die zeitweise ausgestellt um einen höheren Layerbond zu erreichen. Mit 100% Kühlung und bei einem Würfel von 40x40 die ich ganz zu Beginn gedruckt habe, war das gleiche Fehlerbild sichtbar.
Ich werde für die nächsten Versuche dann den 40x40x5 Würfel nehme, aktuell schneide ich auch mal gerne den XYZ in der Mitte ab, ohne Toplagen um den Inneren Aufbau besser verstehen zu können.
Viele Grüße
|
Re: Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen 15. April 2018 07:16 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 857 |
Extruder, der Ansatz des Überdrucks ist soweit gut, bei der Geraden baut sich der Druck in der Düse so hoch auf, bis zum Schrittverlust und an der Kante wird gebremst auch beim Extruder, aber der Druck von den Geraden wird noch mitgenommen und baut sich an denKanten ab, wäre dann ein Düsen Durchsatzproblem. Der Ansatz dies mit einer kleineren Layerhöhe zu überprüfen, da weniger Material durch die Düse muß, ist sehr gut, mach das mal!
Kannst du noch bestätigen, das die TMCs alle im SpreadCycle laufen, dann kann ich das für mich abhaken?!
DIY Graber i3, based on Ramps 1.4 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Home of Graber i3 reloaded, based on Ramps 1.4_TMC2100 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Und sollte ich vergessen haben, jemanden zu beschimpfen, dann bitte ich um Verzeihung!
Johannes Brahms
|
Re: Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen 15. April 2018 07:41 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 422 |
die TMC2100 habe ich damals von Skimmy gekauft, fertigt gelötet, da ich mir das selbst noch nicht zugetraut habe. Mittlerweile habe ich selbst schon einen Satz gelötet mit den 5V. Sind alle von Watterott. Ich könnte die also auch testen.
Die Beinchen sind abgeknippst und die Brücke ist wie im Wiki verlinkt verlötet also sollte der Spread-Cycle-Modus eingestellt sein. Ich mache da mal ein Bild von. Wie hoch sollte bei 2A Schrittmotren (Nema 17, 48mm) sein? Ich meine ich habe 1,2-1,4 eingestellt.
Ich habe auch noch A4988 und DRV8825 da, wären also auch möglich.
Viele Grüße
|
Re: Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen 15. April 2018 10:29 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 857 |
 Dank!
Dank!Nö,nicht nötig, solange das nicht irgendwelche FYS oder MKS TMC Clone sind, ok.
DIY Graber i3, based on Ramps 1.4 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Home of Graber i3 reloaded, based on Ramps 1.4_TMC2100 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Und sollte ich vergessen haben, jemanden zu beschimpfen, dann bitte ich um Verzeihung!
Johannes Brahms
|
Re: Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen 18. April 2018 07:48 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 422 |
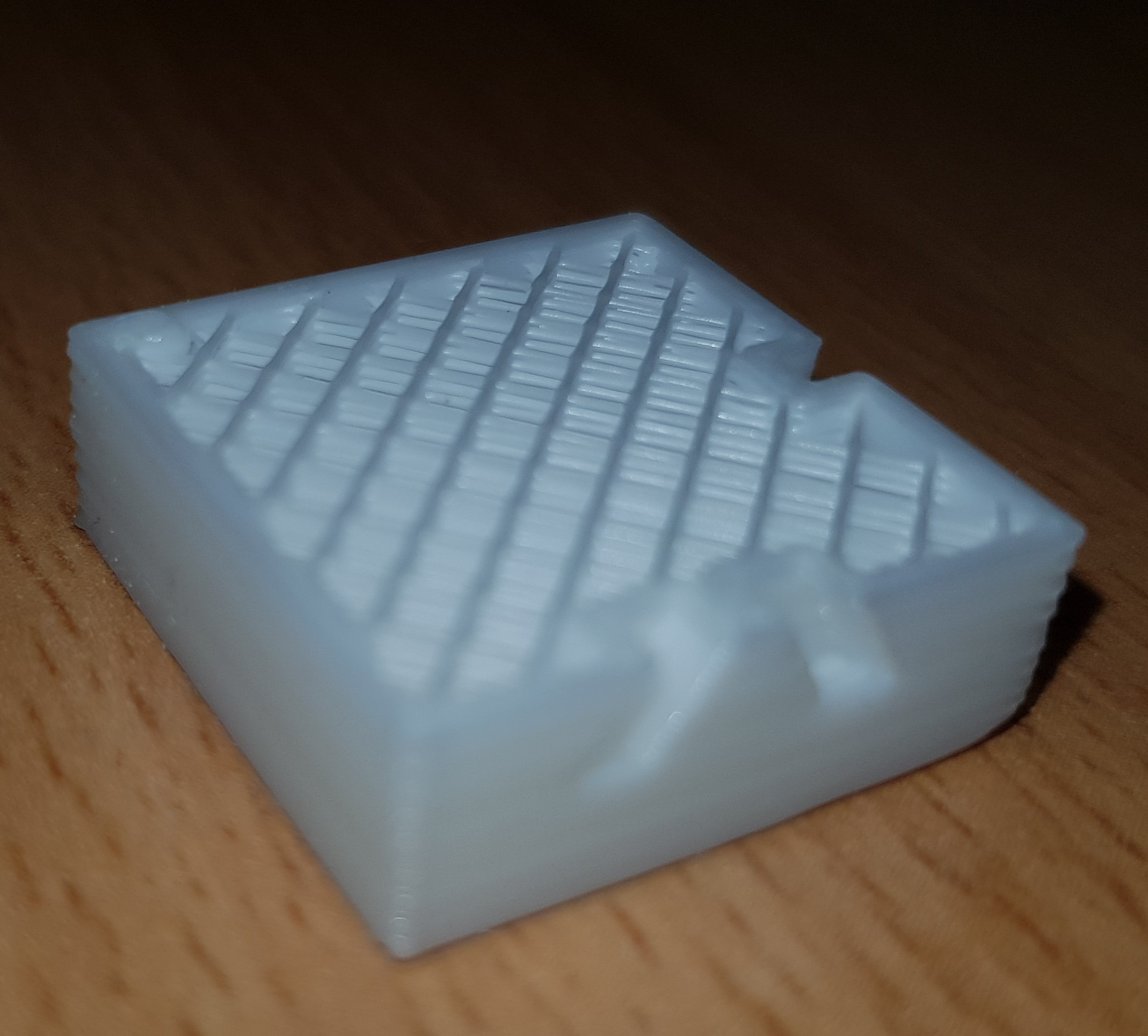
Ich habe eine 40x40x5 Platte gedruckt mit 0,1mm Layerhöhe, 2 Perimetern, 6 Top/ 4 Bottom, 20% Rectlinearinfill, Speed alle auf 60mm/s.
Man kann sehen, dass die Ecken sich weniger stark ausbilden. Eine solche Änderung hatte ich bis jetzt nur bei 20mm/s für alle:

Hier mal mit 0,16mm Lagenhöhe bei 60mm/s. Da kann man wieder die Kissenform erkennen:

Das Problem ist, beim vorherig gezeigten habe ich den Schrittmotortreiber ausgetauscht und einen DRV8825 mit 0,8V Vref bei einem Nema17 mit max. 2A eingebaut. Hätte da eigentlich nicht diese Probleme erwartet, wenn es der Treiber wäre.
Ich habe noch ein paar weitere Würfel gedruckt, bei kleiner Lagenhöhe von 0,1 und 0,12 ergeben sich bei 100mm/s auch wieder die Kissenform.
Bei einem Benchy mit 100mm/s und 0,1mm Lagenhöhe hatte ich dann richtig Probleme mit Unterextrusion, da sind richtige Löcher in den Perimetern, das Teil habe ich nur vergessen mit zunehmen.
Der Fehler sollte also im Bereich Schrittmotortreiber, Extrudermotor, Bowdenextruder bis zum Hotend zu finden sein.
Meine nächsten Schritte wären erstmal den Schrittmotor auszutauschen und mir das Förderrad anzuschauen, das habe ich immer noch nicht ausgemessen.
Wer weitere Ideen und Tipps hat, ich bin offen für alles.
Viele Grüße
|
Re: Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen 21. April 2018 05:34 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 422 |
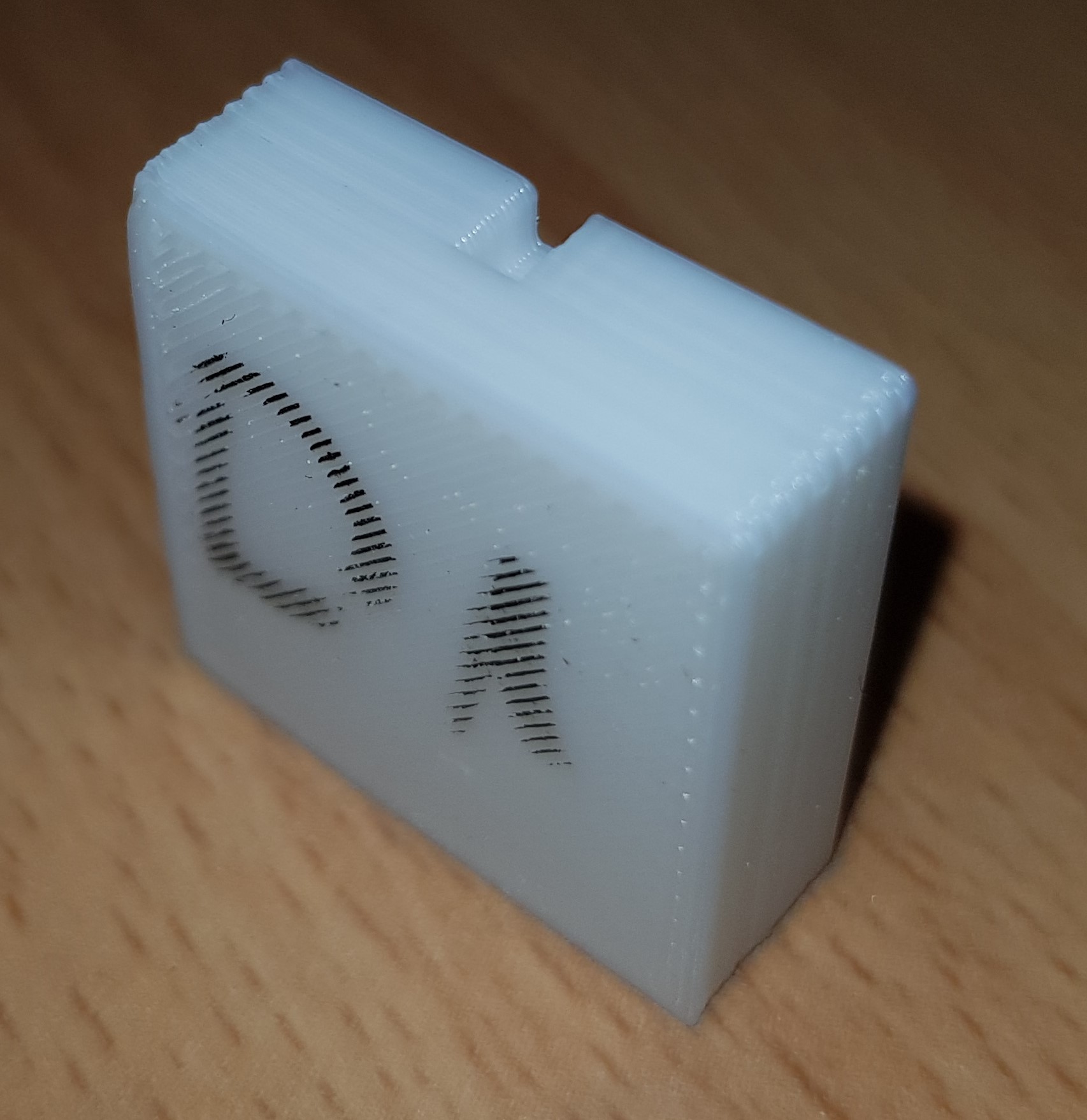
hier noch das Bild von einem Benchy, mann kann an den Seiten gut die Löcher erkennen bei denen ich sagen würde es handelt sich um Unterxtrusion.
Das Benchy wurde mit 100mm/s bei 0,2mm Layerhöhe gedruckt. Die Mechanik macht das soweit mit, aber irgendwo gib es ein Problem mit der Extrusion.


Ich habe, weil es am einfachsten ist gleich mal den Schrittmotor getauscht, hat keine Änderung gebracht. Aktuell verwende ich noch den DRV8825 Treiber, ich will die aber wieder umbauen damit es leiser ist.
Das Förderrad habe ich nun auch ausgemessen, es handelt sich um ein ein Originales von E3D. Der Durchmesser für die Filamentförderung ist 7,2mm. Bei einem 1,75mm würde ich den effektiven Reibdurchmesser wie folg berechnen:
7mm + 1,75mm /2 = D ==> D*PI = U ==> 360°/1,8° *32 Mikroschritte / U = Stepps pro mm = 260
Statt 7,2mm habe ich nur 7mm verwendet, da die Zähne sich in das Material graben.
In der Firmware sind 280,8 eingetragen, da dies dem tatsächlichen entspricht um 100mm zu fördern.
Das Hotend hatte ich schon mal auseinander gebaut und nach Anleitung von E3D zusammengebaut. Aktuell fällt mir nur noch ein nochmals den kompletten Strang Extruder bis Hotend neu aufzubauen und auszuprobieren ob es am Rumba board liegt, evtl mal ein Ramps probieren. So richtig hört sich das für mich aber nach keiner Lösung an.
Bin also immer noch für weitere Ideen offen.
Viele Grüße
|
Re: Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen 21. April 2018 12:23 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 857 |
Hattest du nicht festgestellt, dass bei 0.1er Layer Höhe die Ecken gut waren, also der Flow konstanter da der Durchsatz geringer?!
Das mit den Steps für den Extruder wird ohne Filament Durchmesser berechnet, da dies ja senkrecht zum Zahnrad verläuft und nur die Zähne eingreifen, aber in der Tat etwas im Filament eintauchen.
Hab bei mir 146,... wären im 1/32~292 Steps/mm, das differiert bei dir schon etwas, aber 100mm=100mmm, da gibt es nix zu deuteln.
DIY Graber i3, based on Ramps 1.4 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Home of Graber i3 reloaded, based on Ramps 1.4_TMC2100 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Und sollte ich vergessen haben, jemanden zu beschimpfen, dann bitte ich um Verzeihung!
Johannes Brahms
|
Re: Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen 21. April 2018 14:16 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 422 |
du hast recht mit der Rechnung, hatte da an etwas anderes gedacht. Ich habe das neu berechnet mit D=7mm ergeben sich 283,08 Steps/mm mit D=7,2mm ergeben sich 281,29. Da bin ich mit meinen eingestellten 280,8 ja sehr nah dran.
Ich habe das Bechy gedruckt mit den Einstellungen um zu sehen was passiert wenn es zu schnell ist, wird wirklich zu wenig Material gefördert und ich denke das kann man bejahen.
Ich habe das Benchy nicht mit 0,1 Layerhöhe gedruckt, da ich Probleme hatte die Toplayer zu schließen, der erste Toplayer reißt auf und es bilden sich richtige Haufen an den Infilllinien die dann so dich sind, das 8 Toplayer sie auch nicht wegbügeln.
Mann kann das bei den Würfeln sehen. Ich werde aber mal das Benchy mit 0,1 drucken, damit wir wissen was da passiert.
Viele Grüße
|
Re: Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen 22. April 2018 01:53 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 857 |
Temp sollten wir mit 225° und v=60mm/s ganz gut klar kommen. Strom Stepper sollte bei dem Extruder zwischen 1,5-1,7A liegen (TMC reichen auch 1,5Apeak), die brauchen Kraft, deswegen auch min. größer >0,4Nm Stepper verwenden.
Kann dann ruhig ein 40iger Würfel sein.
DIY Graber i3, based on Ramps 1.4 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Home of Graber i3 reloaded, based on Ramps 1.4_TMC2100 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Und sollte ich vergessen haben, jemanden zu beschimpfen, dann bitte ich um Verzeihung!
Johannes Brahms
|
Re: Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen 25. April 2018 16:41 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 422 |
|
Re: Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen 30. April 2018 07:02 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 33 |
|
Re: Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen 30. April 2018 11:24 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 422 |
könntest du ein Bild reinstellen? Mir ist nicht ganz klar, welche Ecke du meinst. Eine Ecke sieht schlimmer aus, da dort der Layerchange durchgeführt wird. Die würde ich erstmal ignorieren und kann man später mit Retract optimieren.
Komme diese und nächste Woche wahrscheinlich nicht zum Drucken. Bin gerade aber auch am überlegen, ob ich auf Direktextruder umbaue und dann die advance-linear-funktion in Marlin nutze. Bei Josef Prusa wurde das angesprochen:
Link
Ich hatte das für den Bowden schon probiert, aber da ist der K-wert bei 300. Josef Prusa gibt für das Multicolorteil mit Bowden einen Wert von 200 an. Da stampft der Drucker aber richtig und wird laut. Bei mir hat sich auch keine bessere Qualität eingestellt. Beim Direktextruder soll der K-wert deutlich kleiner sein und somit leiser sein.
Irgendwie ist das aber auch nicht das wahre, wenn man ein Problem nur kaschiert und nicht löst. Die Lösung ist nur echt zeitraubend. Mich wundert nur, was ich falsch mache im Vergleich zu toolson und den anderen. Wir drei, raubein, stuxnix und die Kunden um Josef Prusa können doch nicht die einzigen sein die mit der Kacke zu kämpfen haben.
Vielen Dank an Helijoy, so richtig werde ich noch nicht aufgeben =)
Viele Grüße
|
Re: Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen 30. April 2018 11:57 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 857 |
Ich hols gern noch einmal hoch, weil ich dies auch bei stuxnix sehe, hab jetzt nur nicht näher betrachtet, welches Hotend da werkelt:
- Offene Oberflächen/Überextrusion: Wenn das Filament nicht korrekt eingestellt und der Flow durch die Heatbreak/Düsen Kombination verändert wird, muß der effektive Wirkdurchmesser, sprich EW angepasst werden. Dein Hotend ist ein Fullmetal und hat eine 3DPSP Düse drin, die mit niedrigeren Temps klar kommt, aber auch einen andern Flow hat.
Das Hotend hat alle Parameter Änderungen sauber mit Veränderung quitiert, somit ist da alles i.O.
- Runde Kantenbildung: Entsteht durch schlecht eingestelltes Filament, wenn es zu mager eingestellt ist, bilden sich an den Enden runde Kanten, da dort der Flow für die niedrigere Geschwindigkeit passt, aber im Bereich Strecke zu mager und somit dünner gedruckt wird (Gaps). Das selbe passiert aber auch, wenn zu Fett, da dann das Material an den Enden den Überdruck abbauen kann (geringe Geschwindigkeit) und somit ebenfalls runde Ecken produziert.
Die ganze Lin-Advance ist in der Tat mehr Verzerrung der Umgebung und wird nicht in allen belangen dein Druckerfehler beheben können.
DIY Graber i3, based on Ramps 1.4 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Home of Graber i3 reloaded, based on Ramps 1.4_TMC2100 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Und sollte ich vergessen haben, jemanden zu beschimpfen, dann bitte ich um Verzeihung!
Johannes Brahms
|
Re: Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen 30. April 2018 14:26 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 33 |
|
Re: Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen 30. April 2018 14:52 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.361 |
|
Re: Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen 01. May 2018 04:48 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 33 |
Danke
-----------------------------------------------------
Ich bin gefuehlt nah drann aber i.wie auch nicht

Mit folgenden Einstellungen habe ich mit meinem Anet A8 + Bowden + E3D v6 Clone, bis jetzt die "besten" Ergebnisse erzielt:
- Firmware: Marlin 1.1.8 (mit Repetier-Firmware hatte ich identische Ergebnisse)
- Software: Repetier-Host + Slic3r 1.2.9
- Material: PLA weiss von Geeetech, 1.75mm
- XY-Jerk: 20 (alles 20+ verschlechtert die Ecken wieder)
- Druckgeschw.: 80mm/s *
- Druckgeschw. External Perimeter: 45mm/s *
- Extruder-Multi: 0.98
- External-Perimeter Width: 0.2
- E-Stepps eingstellt in EEPROM: 95
*Wenn ich langsamer Drucke wird das Problem "nur kleiner / weniger stark".


Zufrieden bin ich jedoch nicht.
Auf dem Bild von der Draufsicht finde ich das die Perimeter immernoch zu fett sind, sehe ich das richtig ?
|
Re: Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen 01. May 2018 05:33 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 300 |
Quote
stuxnix
- External-Perimeter Width: 0.2
Wenn aber eine 0.4mm Düse hast dann bitte so ein tragen.
- External-Perimeter Width: 0.4
- First layer: 0.4
MFG Stefan
Mein erster
 Drucker ein Prusa Mendel i2 + RAMPS 1.4 & LCD 12864 Graphic Smart Controller,
Drucker ein Prusa Mendel i2 + RAMPS 1.4 & LCD 12864 Graphic Smart Controller,P3Steel Mein P3Steel noch im bau
Marlin 2.0
|
Re: Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen 01. May 2018 06:51 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 857 |
sollten wir nicht erst einmal vorne Anfangen, auch wenn du deine Ergebnisse kennst, ist das für uns noch lange nicht bekannt.
Am Besten ein neues default Profil in S3D erstellen und damit mal einen Druck starten (natürlich Filament Durchmesser, Temp, Retract und Düse einstellen).
Dann mal den gcode und ein Bild von dem Druck mit den Fehlerstellen hier posten.
Wichtig, keine Zusatztools wie Wipe und Z-Lift aktivieren.
Ach ja, bitte nicht diesen externen Bilder Hoster benutzen, da bin ich dann raus, man kann hier auch Dateien und Bilder anhängen und auch in den Post einbinden.
Grüße Jörg
DIY Graber i3, based on Ramps 1.4 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Home of Graber i3 reloaded, based on Ramps 1.4_TMC2100 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Und sollte ich vergessen haben, jemanden zu beschimpfen, dann bitte ich um Verzeihung!
Johannes Brahms
|
Re: Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen 01. May 2018 10:03 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 33 |
Die Bilder sind ein Krampf mit der Filament-Farbe und der Kamera im S8....ich bekomme diese nicht so Detailreich hin wie ich gerne hätte, hoffe jedoch das du dennoch ein damit was anfangen kannst.
1-mal bearbeitet. Zuletzt am 01.05.18 13:55.
Öffnen | Download - 20180501_152951.jpg (466.2 KB)
Öffnen | Download - 20180501_152955.jpg (417 KB)
Öffnen | Download - 20180501_153002.jpg (444.7 KB)
Öffnen | Download - 20180501_153046.jpg (321.9 KB)
Öffnen | Download - 20180501_153129.jpg (219.3 KB)
Öffnen | Download - xyzCalibration_cube.gcode (252.7 KB)
|
Re: Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen 01. May 2018 10:55 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 857 |
 , stehst ja direkt unter meiner Frage, da brauchst du nicht Zitieren.
, stehst ja direkt unter meiner Frage, da brauchst du nicht Zitieren.Das sieht doch gar nicht mal so verkehrt aus, schau es mir näher an, kann aber etwas dauern, bin gerade an nem anderen Projekt dran.
Grundsätzlich druckst du durch die min Layer Time von 15s im Bereich von 20mm/s, mal schauen was die Mechanik kann, wenn du sie raus nimmst.
Eins vorab, nimm mal die unnötigen Retracts raus -> Force retraction between layers - deaktivieren
Grüß Jörg
1-mal bearbeitet. Zuletzt am 01.05.18 11:02.
DIY Graber i3, based on Ramps 1.4 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Home of Graber i3 reloaded, based on Ramps 1.4_TMC2100 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Und sollte ich vergessen haben, jemanden zu beschimpfen, dann bitte ich um Verzeihung!
Johannes Brahms
|
Re: Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen 02. May 2018 06:22 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 857 |
Wir haben eine Basis und fangen nun mal an zu verändern, zwar nicht Anfänger freundlich, da ich jetzt vieles verändere.
Bitte wie folgt einstellen und dann mit genau diesen (nichts anderes) geänderten Einstellungen drucken:
Nozzle Diameter: 0,4
Extrusion Multi: 1,0
ExtrusionWidth: auf AUTO
Default Printing Speed: 60
Outline Underspeed: 75%
X/Y Axis Movement Speed: 150
First Layer Hight:100%
Adjust Speed For Cooling: 0
Allow E axis Zeroing (G92 E0): 0
Dann mal wieder ein Bild, Druckhöhe ruhig so wie die letzten, Danke schon einmal!
DIY Graber i3, based on Ramps 1.4 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Home of Graber i3 reloaded, based on Ramps 1.4_TMC2100 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Und sollte ich vergessen haben, jemanden zu beschimpfen, dann bitte ich um Verzeihung!
Johannes Brahms
|
Re: Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen 02. May 2018 07:49 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 114 |
Laser: 50w Co2 SH-G350
Drucker: bq Prusa i3 Hephestos - Print Bed Expansion Kit - Igus RJZM-02-08 - TMC2100 - Alu-DDP + Silikonheizmatte 300w (300 x 200mm) - Netzteil Dell DA-2
|
Re: Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen 02. May 2018 11:47 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 33 |
ich hoffe ich habe die default settings nicht irgendwann mal verstellt, sodass diese garnimmer default sind

habe deine settings uebernommen und den cube gedruckt, die spiele(probleme) beginnen
@SQL
Empfehlung ?
1-mal bearbeitet. Zuletzt am 02.05.18 11:48.
|
Re: Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen 02. May 2018 13:21 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 857 |

- Bottom Bahnen nicht geschlossen, also EW<0.48 - somit EW auf Manuell mit 0.42 einstellen, das war mit den 0.4 schon in die richtige Richtung beim ersten Druck
- S3D typisches Sägezahn Muster bei Layerwechsel auch noch etwas zu viel Material in den Ecken, somit schiebst´s den Aussenperimeter noch mehr raus -> Filament Durchmesser mal auf 1.76 einstellen.
Hast du den Durchschnitt des Filament Durchmesser bestimmt und Force retraction between layers - deaktiviert?
Dann Druck den Würfel mal einfach auf Z gestaucht/skaliert auf 5mm mit Top Layer, der Infill wird ja stabil gedruckt.
Filament kannst du M4P benutzen, hat gute gleichmäßigen Filament Durchmesser, sehe aber jetzt nicht wirklich ein Problem beim Filament. Eins stell ich aber in Frage, das E3D wurde als FullMetall ausgewiesen, dafür kommt es aber zu gut mit PLA klar, ich denke da ist der PTFE bis zum Düsenübergang durchgängig.
DIY Graber i3, based on Ramps 1.4 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Home of Graber i3 reloaded, based on Ramps 1.4_TMC2100 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Und sollte ich vergessen haben, jemanden zu beschimpfen, dann bitte ich um Verzeihung!
Johannes Brahms
|
Re: Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen 03. May 2018 02:05 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 33 |
Der Testdruck mit den neuen Einstellungen und gestauchter Z-Achse erfolgt heute Abend
- Filament im Schnitt bei etwas über 1,75 (mein Messschieber ist jedoch nicht gerade hochwertig)
- Force Retraction between Layers ist deaktiviert
- Hotend: Denke nicht das es FullMetal ist, 10€ China Klon....
Kurzer Auslflug bezüglich Thema Filament:
ich finde/denke es ist richtig schlechtes Filament, ich habe so heftige Warping probleme...habe schon Haarlack, Kleber und Salzwasser probiert aber irgendeine Ecke geht mit der Zeit immer hoch. Habe gestern mal 4 Teile gleichzeitig gedruckt und dir ein Bild angehängt. Es haben auf dieser Seite 3 von 4 Ecken Warping, trotz Haarlack und Glasscheibe. HB Temp bei 65°c. Ich meine sogar das ich diese Probleme mit dem von Anet mitgelifertem Stückchen Filament nicht hatte.

1-mal bearbeitet. Zuletzt am 03.05.18 02:09.
|
Re: Überextrusion an den Ecken, PETG von 3DPSP, original E3D V6 Hotend, Graber i3 mit toolson mk2 Teilen 03. May 2018 03:16 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 857 |
Danke, der Warp Faktor ist jetzt nicht unbedingt ein Qualitäts Kriterium, da kann man bei kommen, die Gleichmässigkeit des Druchmessers und der Fluß sind da maßgebender. Wenn es dann noch einen gewissen Tempbereich abdecken kann, dann ist es nicht zu sehr optimiert auf 3d Druck sondern behält auch noch Material Eigenschaften. Dein Fluß sieht jetzt garnicht so schlecht aus. Filament Durchmesser wie gesagt ruhig auf 1,76 einstellen, das Ergebniss wirds zeigen

Vorgehen beim Problem Haftung: Die Ersten zwei Schichten 10-15° heisser drucken (Kühlung aus, aber das ist ja so eingestellt), dann packt das besser, da die Temperatur Differenz zwischen Platte und Filament ja doch noch sehr groß ist und es bei 190° zu 65° doch beim Ablegen noch stark auskühlt. Zweite Sache wäre noch die First Layer Geschwindigkeit, die dann so im Bereich 15-20mm/s zu halten. Ich bin ja selber noch ein notorischer Kreppband Drucker, bei dem auch 250mm Teile in PLA halten sollen, da hat sich diese Art sehr bewährt, ansonsten kann man mit Brim(Rand) die Haftung erhöhen, aber das bedeutet Nacharbeit, die hasse ich wie alle anderen Nachbearbeitungschritte. Aber eins ist bei dem Heizbett Temperaturen auch noch zu beachten, die Werte werden Anfangs und evtl. generell nicht stimmen und meist kühler sein, weil der Sensor näher an der Heizung plaziert ist als an der Druckbettoberfläche.
Grüße Jörg
DIY Graber i3, based on Ramps 1.4 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Home of Graber i3 reloaded, based on Ramps 1.4_TMC2100 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Und sollte ich vergessen haben, jemanden zu beschimpfen, dann bitte ich um Verzeihung!
Johannes Brahms


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}