Wahhaou Duplicator 6
geschrieben von softcell
|
Wahhaou Duplicator 6 01. April 2018 12:49 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 99 |
Hallo Kommunity,
hab mich lange nicht mehr gemeldet. Aber jetzt hänge ich an ein Problem fest, das ich so noch nie gehabt habe.
Drucke mit dem Wanhao noch nicht lange, habe aber seit ich das erste Mal PETG 1,75 mm gedruckt habe, nur noch Mist mit dem Teil.
Ich drucke ja jetzt schon seit über 4 Jahren mit meinem Eigenbau aber sowas hab ich noch nicht erlebt. Zuerst hatte ich die Düse im Verdacht, dann den Inlayer und auch hab ich schon festgestellt dass das Filament sich auf der Rolle verzwirbelt hat.
Es sind alle mir erdenklichen Widrigkeiten ausgeräumt. Softwareseitig mit dem original mitgelieferten Cura kein brauchbares Ergebnis, mit Simplify getestet, auch nur mist, die Slicer von Repetier will das Teil erst garnicht. Da streikt die Firmware vom Drucken.
Komischer Weise sind kleine Druckaufgaben bisher noch machbar gewesen. Grosse eine Katastrofe. Jetzt gehen nicht mal mehr kleine Druckaufträge.Hilfe, das macht so keinen Spass mehr.
hab mich lange nicht mehr gemeldet. Aber jetzt hänge ich an ein Problem fest, das ich so noch nie gehabt habe.
Drucke mit dem Wanhao noch nicht lange, habe aber seit ich das erste Mal PETG 1,75 mm gedruckt habe, nur noch Mist mit dem Teil.
Ich drucke ja jetzt schon seit über 4 Jahren mit meinem Eigenbau aber sowas hab ich noch nicht erlebt. Zuerst hatte ich die Düse im Verdacht, dann den Inlayer und auch hab ich schon festgestellt dass das Filament sich auf der Rolle verzwirbelt hat.
Es sind alle mir erdenklichen Widrigkeiten ausgeräumt. Softwareseitig mit dem original mitgelieferten Cura kein brauchbares Ergebnis, mit Simplify getestet, auch nur mist, die Slicer von Repetier will das Teil erst garnicht. Da streikt die Firmware vom Drucken.
Komischer Weise sind kleine Druckaufgaben bisher noch machbar gewesen. Grosse eine Katastrofe. Jetzt gehen nicht mal mehr kleine Druckaufträge.Hilfe, das macht so keinen Spass mehr.
|
Re: Wahhaou Duplicator 6 01. April 2018 17:25 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 911 |
Falls sich wirklich sonst nichts geändert oder neues hinzugekommen ist seit dem PETG Material.....
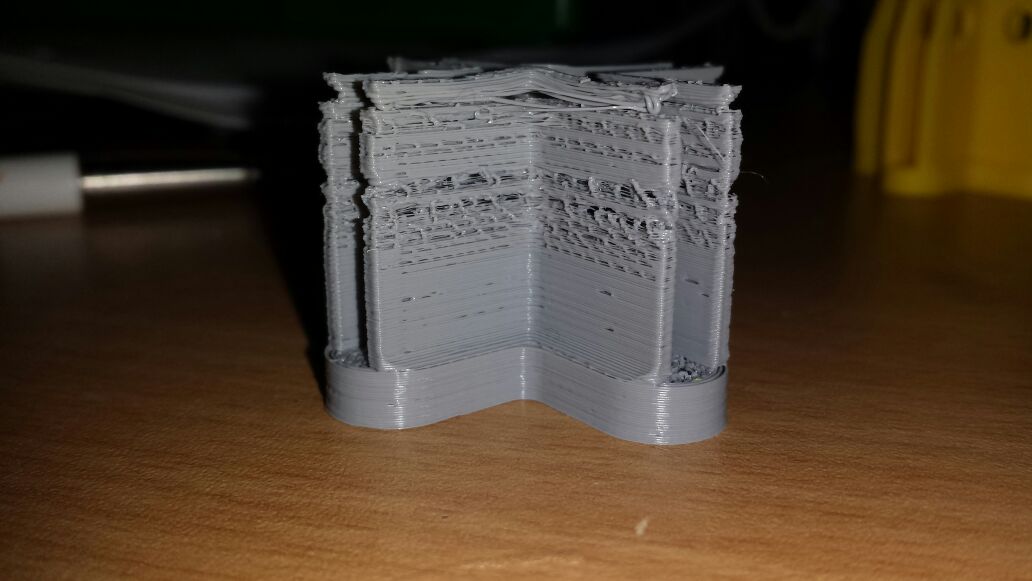
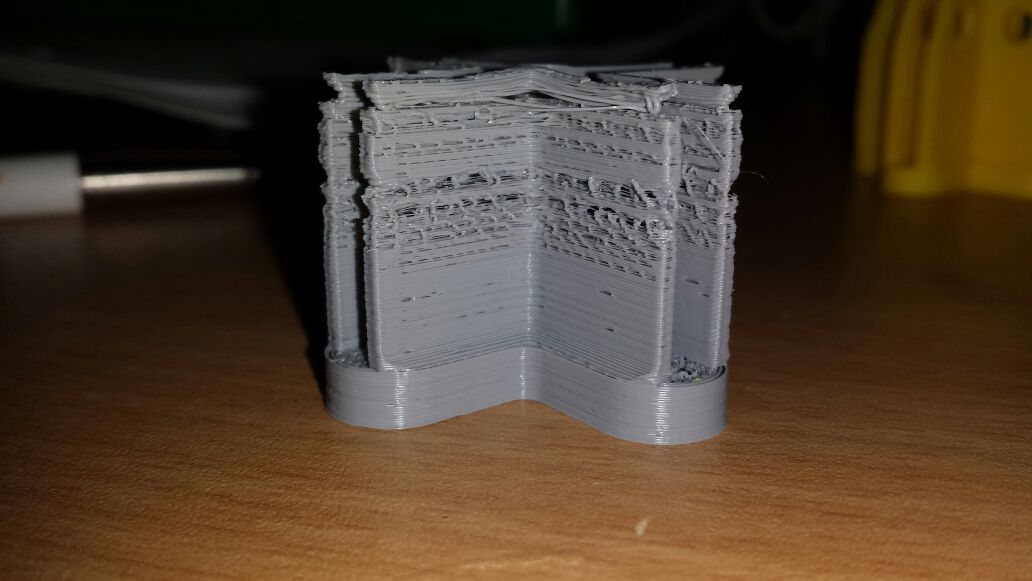
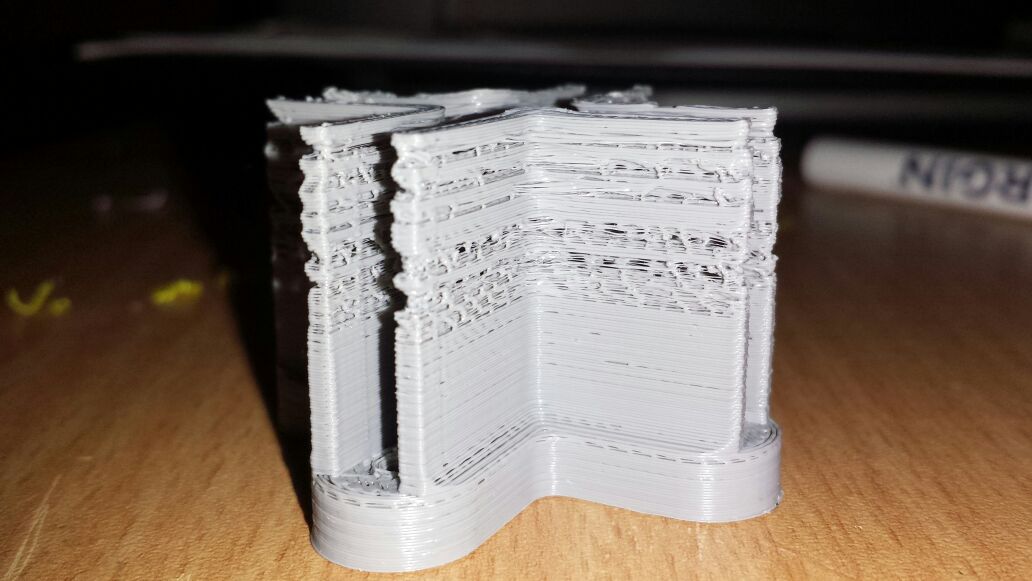
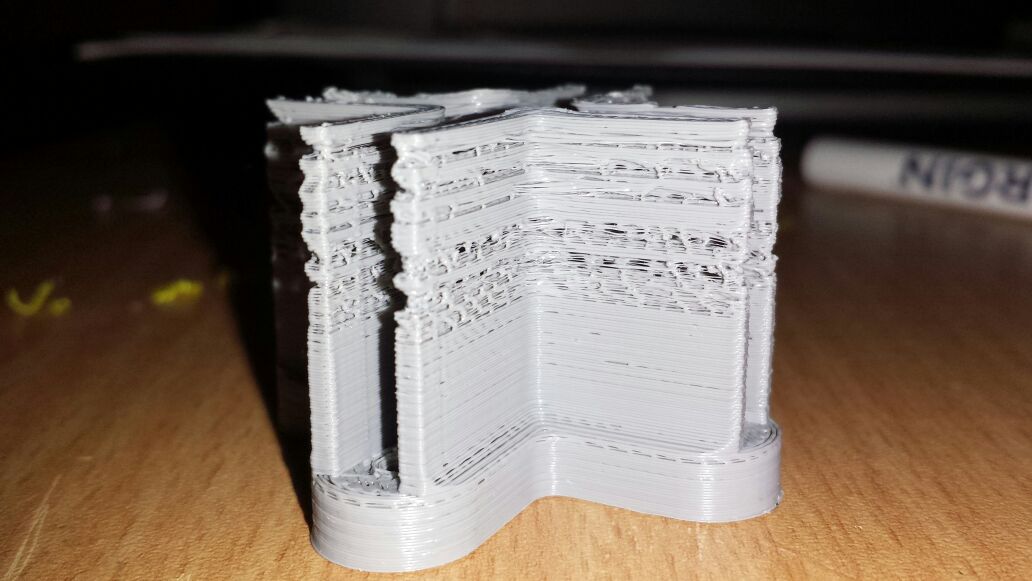
ALLES nochmal genau anschauen vom Extruder bis zum Hotend, welches Material sehen wir da auf dem Foto? Villeicht als erstes mal auf PETG Temp hochheizen (240Grad) und Material extrudieren und dabei beobachten...
PTFE Inlay dürfen auch keine Luft haben.
probier das erst mal aus.
1 Drucker: [forums.reprap.org]
2 Drucker: [forums.reprap.org]
3 Drucker: [forums.reprap.org]
ALLES nochmal genau anschauen vom Extruder bis zum Hotend, welches Material sehen wir da auf dem Foto? Villeicht als erstes mal auf PETG Temp hochheizen (240Grad) und Material extrudieren und dabei beobachten...
PTFE Inlay dürfen auch keine Luft haben.
probier das erst mal aus.
1 Drucker: [forums.reprap.org]
2 Drucker: [forums.reprap.org]
3 Drucker: [forums.reprap.org]
|
Re: Wahhaou Duplicator 6 01. April 2018 17:51 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 118 |
|
Re: Wahhaou Duplicator 6 01. April 2018 18:31 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 616 |
 )
)
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Wahhaou Duplicator 6 02. April 2018 04:46 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 99 |
Danke Leute. Sind schonmal einige Hinweise.
@ Palim: Es war oranges PLA original dabei. Danach hab ich weisses NUNUS PLA gedruckt. Perfekt. Danach schwarzes PETG zuerst mit 230 Grad, funktioniere gut. Dann hab ich einen Druckauftrag mit ca. 7 Std gedruckt. Der war katastrophal. Düse gereinigt, Temperatur erhöht auf 255 Grad. Danach ging auch mit PLA nix mehr. Düse gereinigt, Inlay ausgetauscht. Das hatte sich von der Übertemperatur verformt.
@ LundM: Nachdem ich Düse gereinigt und Inlay getauscht hatte, konnte ich 2 bis 3 Drucke bis zu 3 Std. einwandfrei mit PLA drucken, sogar 3 Drucke mit PETG und 235 Grad gingen perfekt. Danach graues PLA genommen und alles wieder wie zuvor.
@ hafo: Diese Einstellungen habe ich sogar bevor ich den ersten Druck gemacht habe geprüft. Wenn aber solche Einstellfehler wären, hätte das Teil bisher garnix richtig gedruckt.
Habe mir nun neue Düsen und nochmals Inlay bestellt. Werde mal die Düse tauschen. Vielleicht hat sie einen weg vom Materialtausch und vom Reinigen. Warscheinlich werde ich die Teile bis zum Wochenende verbaut haben. Dann Probedruck.
@ Palim: Es war oranges PLA original dabei. Danach hab ich weisses NUNUS PLA gedruckt. Perfekt. Danach schwarzes PETG zuerst mit 230 Grad, funktioniere gut. Dann hab ich einen Druckauftrag mit ca. 7 Std gedruckt. Der war katastrophal. Düse gereinigt, Temperatur erhöht auf 255 Grad. Danach ging auch mit PLA nix mehr. Düse gereinigt, Inlay ausgetauscht. Das hatte sich von der Übertemperatur verformt.
@ LundM: Nachdem ich Düse gereinigt und Inlay getauscht hatte, konnte ich 2 bis 3 Drucke bis zu 3 Std. einwandfrei mit PLA drucken, sogar 3 Drucke mit PETG und 235 Grad gingen perfekt. Danach graues PLA genommen und alles wieder wie zuvor.
@ hafo: Diese Einstellungen habe ich sogar bevor ich den ersten Druck gemacht habe geprüft. Wenn aber solche Einstellfehler wären, hätte das Teil bisher garnix richtig gedruckt.
Habe mir nun neue Düsen und nochmals Inlay bestellt. Werde mal die Düse tauschen. Vielleicht hat sie einen weg vom Materialtausch und vom Reinigen. Warscheinlich werde ich die Teile bis zum Wochenende verbaut haben. Dann Probedruck.
|
Re: Wahhaou Duplicator 6 02. April 2018 08:56 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 118 |
Hi,
wäre es möglich den Gcode hier mal einzustellen, und auch die STL?
Meine Vermutung ist immer noch, eine Düse mit verschiedenen Materialien ist nicht so toll, ich könnte aber da auch falsch liegen.
Möglich wäre auch eine andere Retract einstellung, oder auch die Filamentmenge????
Gruss
Peppi
wäre es möglich den Gcode hier mal einzustellen, und auch die STL?
Meine Vermutung ist immer noch, eine Düse mit verschiedenen Materialien ist nicht so toll, ich könnte aber da auch falsch liegen.
Möglich wäre auch eine andere Retract einstellung, oder auch die Filamentmenge????
Gruss
Peppi
|
Re: Wahhaou Duplicator 6 02. April 2018 10:18 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 99 |
Hi Peppi,
es liegt nun nicht spezifisch an dieser Datei. Grundsätzlich muss ich dir aber Recht geben. Materialwechsel und Düsenwechsel wären schon besser. bei meinem alten Drucker hab ich eine MK 4 Düse, die ist nicht so zimperlich, hat sich aber bei mehreren Filamentwechsel zur Wehr gesetzt.
Düsengröße und Filamentgröße sind eindeutig richtig eingestellt. Multiplier habe ich von 0,90 bis 1,10 schrittweise erhöht. Auch die Temperatur habe ich von ursprünglichen 197 Grad auf 205 getestet. Es wurde gefühlt eher schlimmer. Als wenn sich die Düse immer mehr zusetzen würde.
Hatte auch das weisse Filament im Verdacht verunreinigt zu sein. Das kann ich so aber nicht sicher bestimmen. Da mein graues Filament die gleichen Spacken macht könnte man dies aber ausschliessen.
Retracting. Das sollte nun garnix ausmachen. In den Anfängen meiner "Druckerkariere" habe ich gänzlich ohne Retract gedruckt. Mit Retract sind die Druckergebnisse lediglich sauberer.
Gruß, Pierre.
es liegt nun nicht spezifisch an dieser Datei. Grundsätzlich muss ich dir aber Recht geben. Materialwechsel und Düsenwechsel wären schon besser. bei meinem alten Drucker hab ich eine MK 4 Düse, die ist nicht so zimperlich, hat sich aber bei mehreren Filamentwechsel zur Wehr gesetzt.
Düsengröße und Filamentgröße sind eindeutig richtig eingestellt. Multiplier habe ich von 0,90 bis 1,10 schrittweise erhöht. Auch die Temperatur habe ich von ursprünglichen 197 Grad auf 205 getestet. Es wurde gefühlt eher schlimmer. Als wenn sich die Düse immer mehr zusetzen würde.
Hatte auch das weisse Filament im Verdacht verunreinigt zu sein. Das kann ich so aber nicht sicher bestimmen. Da mein graues Filament die gleichen Spacken macht könnte man dies aber ausschliessen.
Retracting. Das sollte nun garnix ausmachen. In den Anfängen meiner "Druckerkariere" habe ich gänzlich ohne Retract gedruckt. Mit Retract sind die Druckergebnisse lediglich sauberer.
Gruß, Pierre.
|
Re: Wahhaou Duplicator 6 04. April 2018 02:05 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 513 |
Quote
palim
Villeicht als erstes mal auf PETG Temp hochheizen (240Grad) und Material extrudieren und dabei beobachten...
@solfcell: Hast du das mal gemacht?
Ich hatte nach dem Wechsel von PETG auf PLA genau die gleichen Probleme. Seitdem heize ich das PLA direkt nach dem Wechsel auf die Drucktemperatur von PETG auf (ca. 240°C) und lasse einige cm durchlaufen. Dadurch kommen dann auch die PETG Reste raus und es funktioniert wieder - zumindest bei mir.
Grüße
Martin
|
Re: Wahhaou Duplicator 6 04. April 2018 05:05 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.603 |
Quote
LundM
Hi,
wäre es möglich den Gcode hier mal einzustellen, und auch die STL?
Meine Vermutung ist immer noch, eine Düse mit verschiedenen Materialien ist nicht so toll, ich könnte aber da auch falsch liegen.
Möglich wäre auch eine andere Retract einstellung, oder auch die Filamentmenge????
Gruss
Peppi
Ich tausche zwischen PLA/PETG so häufig wie meine Unterhose. Damit meine ich täglich! Wüsste nicht wieso das mit der selben Düse ein Problem sein sollte, ist gängige Praxis.Kannst Du Filament leicht von Hand durchschieben? Kringelt sich das extrudierte Material unter der Düse? Da kann man wunderbar eine Verstopfung sehen sofern vorhanden. PETG Reste kann man mit PLA wunderbar aus der Düse schieben. Das klappt auch bei 200°C. Das mache ich bei 0,4mm E3D als auch bei den 0,3mm Airbrushdüsen des Merlins so.
Bei den Extrusionsaussetzern müsstest Du entweder Schrittverluste am Extruder oder ein schredderndes Förderrad haben...
2-mal bearbeitet. Zuletzt am 04.04.18 05:06.
Deltadrucker, Tantillus Reborn by Toolson/Protoprinter, meine kommerzielle Webseite
|
Re: Wahhaou Duplicator 6 04. April 2018 05:10 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 966 |
Was auch sein kann:
du hast dir irgendwas in die Nozzle gehauen. Ich hatte bei mir in der Düse mal irgendnen Schmodder drin, der SEHR Temperaturresistent war. Erst das Ausbrennen der Düse mit ner Blowtorch hat das gelöst.
PETG und PLA wechsel ich auch immer wieder im gleichen HE - ohne nennenswerte Probleme. Da das PETG bei 190-200°C schon sehr weich (und bei langsamen Geschwindigkeiten sogar Druckbar) ist, brauch man sich da wegen Düsenwechsel etc keine Gedanken machen...
Alle Angaben ohne Gewähr
du hast dir irgendwas in die Nozzle gehauen. Ich hatte bei mir in der Düse mal irgendnen Schmodder drin, der SEHR Temperaturresistent war. Erst das Ausbrennen der Düse mit ner Blowtorch hat das gelöst.
PETG und PLA wechsel ich auch immer wieder im gleichen HE - ohne nennenswerte Probleme. Da das PETG bei 190-200°C schon sehr weich (und bei langsamen Geschwindigkeiten sogar Druckbar) ist, brauch man sich da wegen Düsenwechsel etc keine Gedanken machen...
Alle Angaben ohne Gewähr
|
Re: Wahhaou Duplicator 6 04. April 2018 07:37 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 118 |
|
Re: Wahhaou Duplicator 6 04. April 2018 07:49 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.603 |
Da hast Du mich falsch verstanden. Die Düse macht den Materialwechsel problemlos mit. Dennoch kann natürlich die Öffnung durch Fremdkörper belegt sein. Diese könnten zB. sein: Agglomerate durch anhaftenden Schmutz am Filament, Späne aus dem Hotend, gerade bei neuen Hotends (PEEK, Teflon etc. aus der Bearbeitung), durchpolymerisiertes PETG durch Überhitzung.
Mit Ausheizen habe ich keine Erfahrung gemacht, Filamente und Verschmutzungen verbrennen uU. auch nicht Aschefrei - das macht die Sache nicht besser. Ich habe gute Erfahrungen mit der Cold-Pull Methode gemacht...geht bei Airbrushdüsen natürlich nicht mehr, aber bei den üblichen Bügel-Düsen ist das gut zu bewerkstelligen.
Deltadrucker, Tantillus Reborn by Toolson/Protoprinter, meine kommerzielle Webseite
Mit Ausheizen habe ich keine Erfahrung gemacht, Filamente und Verschmutzungen verbrennen uU. auch nicht Aschefrei - das macht die Sache nicht besser. Ich habe gute Erfahrungen mit der Cold-Pull Methode gemacht...geht bei Airbrushdüsen natürlich nicht mehr, aber bei den üblichen Bügel-Düsen ist das gut zu bewerkstelligen.
Deltadrucker, Tantillus Reborn by Toolson/Protoprinter, meine kommerzielle Webseite
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.