Druckbild-Analyse
geschrieben von firefrog
|
Druckbild-Analyse 22. July 2018 18:25 |
Registrierungsdatum: 5 Jahre zuvor Beiträge: 78 |
So, heute hab ich es also endlich geschafft, die Mühle in Betrieb zu nehmen. Es funktioniert noch nicht alles ohne Probleme, aber immerhin funktioniert es. Ich habe als erstes einen 20 mm-Würfel gedruckt und war relativ überrascht, da es ohne großes Einstellen funktioniert hat. Die nächsten Drucke gingen dann aber in die Hose, weswegen ich jetzt ein bisschen auf eure Hilfe hoffe.
Ich habe bisher vier Drucke gestartet, der erste war der Würfel, die anderen drei waren Z-Wobble-Brackets, die ich allerdings alle abgebrochen habe. Vielleicht könnt ihr mir sagen warum.
Als Slicer nutze ich bislang Slic3r, schlicht und ergreifend weil meine Kollegen bei der Arbeit den nutzen und ich dort Fragen stellen kann. Die Config-Ini hänge ich an.
Druck 1, der Würfel: ich war sehr positiv überrascht, da ich bis auf die Temperatur überhaupt nichts eingestellt habe, das Ergebnis aber trotzdem ziemlich gut wurde. Man sieht allerdings sehr stark den Z-Wobble, den auszumerzen mein erstes großes Projekt ist...
Meine Druckbettnivellierung und der Abstand für den First Layer scheinen recht gut zu passen, ich habe eine schön glatte, durchgehende Oberfläche. Die obere Fläche macht auf mich auch einen recht guten Eindruck, was sagt ihr dazu? Außerdem habe ich die Größe des Würfels nachgemessen und komme in allen drei Dimensionen auf ziemlich exakt 20 mm. Infill betrug hier 20%.
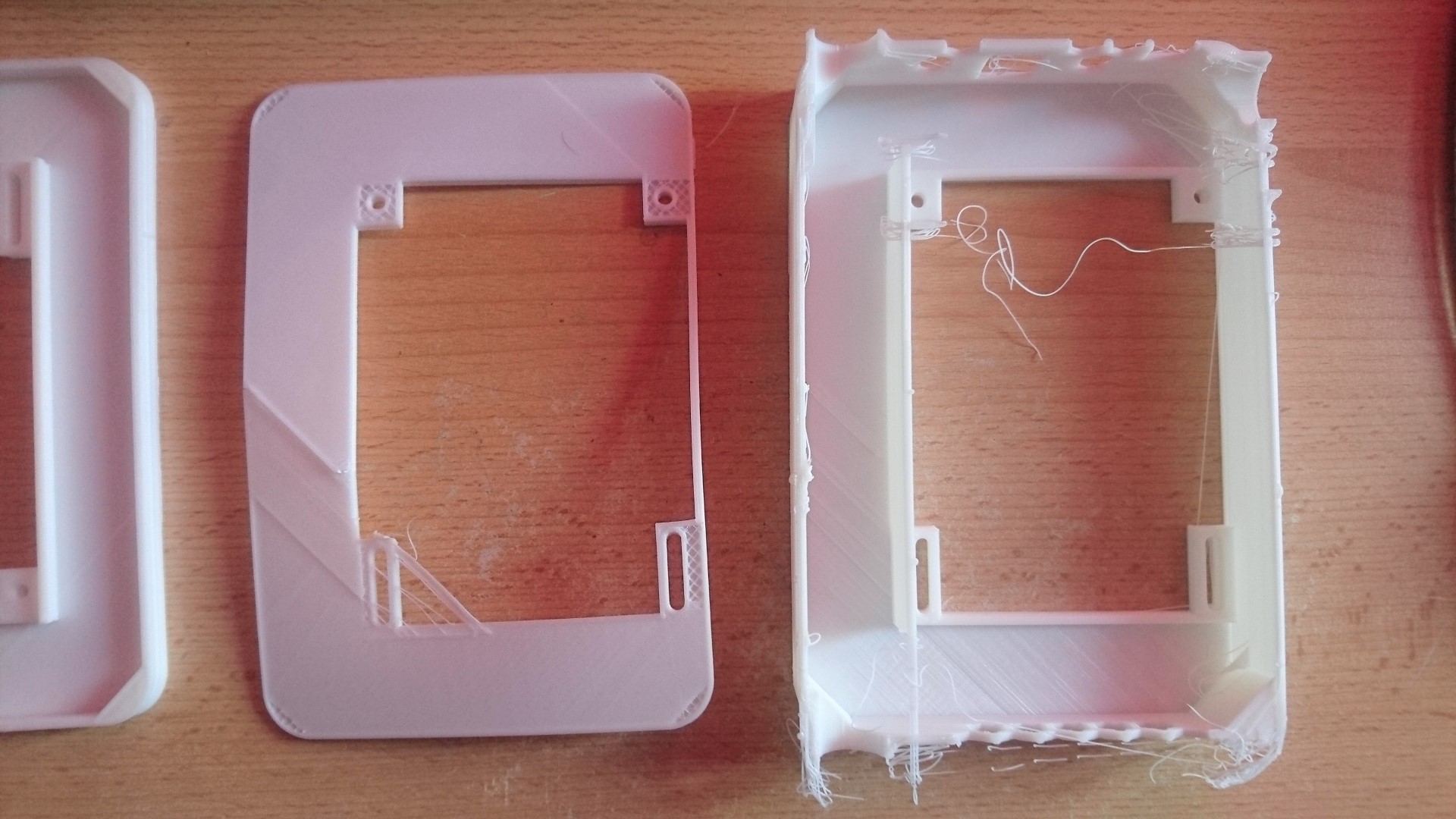
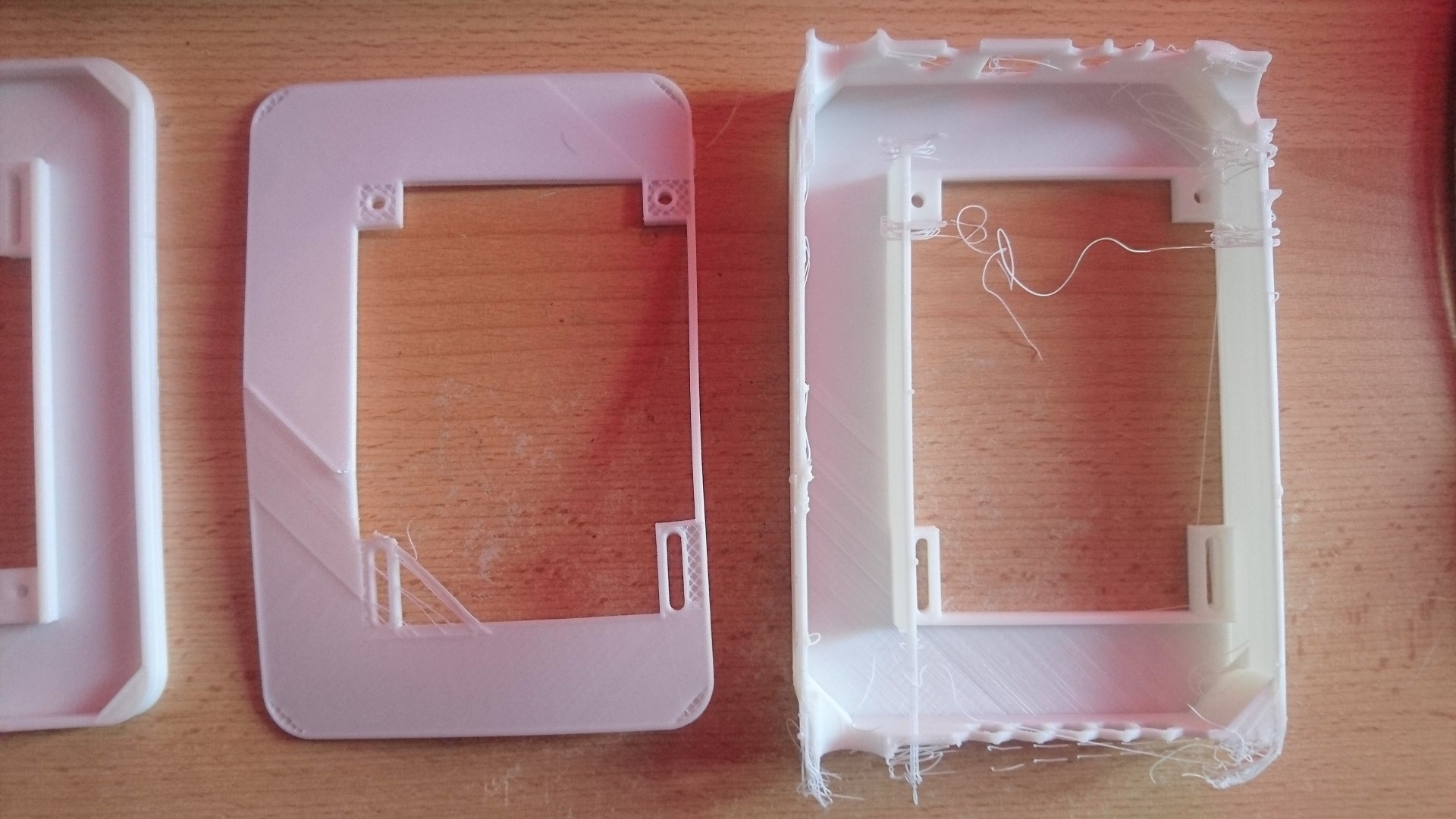
Die Drucke 2-4: nachdem der Würfel so schön funktioniert hat, habe ich mich frischen Mutes an die Wobble-Brackets (thingiverse:1777052) gemacht und mal geschaut, was der Slic3r denn eigentlich alles an Einstellungen bietet. Erste große Überraschung: der Nozzle-Durchmesser war auf 0,5 mm gestellt, verbaut ist (zumindest laut Gravur) eine 0,3er. Also korrigiert, und weiter gehts. Infill bei diesen Teilen sollte 50% betragen, das erschien mir sinnvoll, da sie ja doch ein wenig Last abbekommen. Der Infill verbindet sich aber teilweise nicht mit dem Perimeter (vorallem bei den beiden linken am Radius des unteren Langlochs zu sehen) und wirkt zudem ein wenig spinnwebenartig. Zudem zeigen sich "Einbrüche", am deutlichsten zu erkennen beim linken Versuch, sowohl unter dem linken kleinen Loch als auch schräg rechts unter dem unteren kleinen Loch (das kaum als beabsichtigtes Loch zu erkennen ist^^).
Beim dritten Versuch, ganz rechts, habe ich den Nozzle-Durchmesser im Slic3r wieder auf 0,5 gesetzt, um das nochmal auszuprobieren. Es ergeben sich auch deutlich dichtere Bahnen, die auch mit dem Perimeter verschmelzen. Allerdings kann das ja nicht des Pudels Kern sein. Was muss ich denn ändern, um das Problem in den Griff zu kriegen?
Außerdem ist mir aufgefallen, dass die erste Schicht sehr, SEHR dünn wird. Wie kann ich das denn ändern? Muss ich dafür lediglich die Z-Achse etwas höher homen?
Ich hoffe, es ist erstmal alles klar und verständlich - ansonsten, fragt bitte gerne nach, ich bin um jede Hilfe dankbar
/edit: und was hab ich natürlich vergessen? Die Slic3r-Config-ini... Jetzt ist sie auch da.
1-mal bearbeitet. Zuletzt am 22.07.18 19:02.
Ich habe bisher vier Drucke gestartet, der erste war der Würfel, die anderen drei waren Z-Wobble-Brackets, die ich allerdings alle abgebrochen habe. Vielleicht könnt ihr mir sagen warum.
Als Slicer nutze ich bislang Slic3r, schlicht und ergreifend weil meine Kollegen bei der Arbeit den nutzen und ich dort Fragen stellen kann. Die Config-Ini hänge ich an.
Druck 1, der Würfel: ich war sehr positiv überrascht, da ich bis auf die Temperatur überhaupt nichts eingestellt habe, das Ergebnis aber trotzdem ziemlich gut wurde. Man sieht allerdings sehr stark den Z-Wobble, den auszumerzen mein erstes großes Projekt ist...
Meine Druckbettnivellierung und der Abstand für den First Layer scheinen recht gut zu passen, ich habe eine schön glatte, durchgehende Oberfläche. Die obere Fläche macht auf mich auch einen recht guten Eindruck, was sagt ihr dazu? Außerdem habe ich die Größe des Würfels nachgemessen und komme in allen drei Dimensionen auf ziemlich exakt 20 mm. Infill betrug hier 20%.
Die Drucke 2-4: nachdem der Würfel so schön funktioniert hat, habe ich mich frischen Mutes an die Wobble-Brackets (thingiverse:1777052) gemacht und mal geschaut, was der Slic3r denn eigentlich alles an Einstellungen bietet. Erste große Überraschung: der Nozzle-Durchmesser war auf 0,5 mm gestellt, verbaut ist (zumindest laut Gravur) eine 0,3er. Also korrigiert, und weiter gehts. Infill bei diesen Teilen sollte 50% betragen, das erschien mir sinnvoll, da sie ja doch ein wenig Last abbekommen. Der Infill verbindet sich aber teilweise nicht mit dem Perimeter (vorallem bei den beiden linken am Radius des unteren Langlochs zu sehen) und wirkt zudem ein wenig spinnwebenartig. Zudem zeigen sich "Einbrüche", am deutlichsten zu erkennen beim linken Versuch, sowohl unter dem linken kleinen Loch als auch schräg rechts unter dem unteren kleinen Loch (das kaum als beabsichtigtes Loch zu erkennen ist^^).
Beim dritten Versuch, ganz rechts, habe ich den Nozzle-Durchmesser im Slic3r wieder auf 0,5 gesetzt, um das nochmal auszuprobieren. Es ergeben sich auch deutlich dichtere Bahnen, die auch mit dem Perimeter verschmelzen. Allerdings kann das ja nicht des Pudels Kern sein. Was muss ich denn ändern, um das Problem in den Griff zu kriegen?
Außerdem ist mir aufgefallen, dass die erste Schicht sehr, SEHR dünn wird. Wie kann ich das denn ändern? Muss ich dafür lediglich die Z-Achse etwas höher homen?
Ich hoffe, es ist erstmal alles klar und verständlich - ansonsten, fragt bitte gerne nach, ich bin um jede Hilfe dankbar
/edit: und was hab ich natürlich vergessen? Die Slic3r-Config-ini... Jetzt ist sie auch da.
1-mal bearbeitet. Zuletzt am 22.07.18 19:02.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Anonymous User
Re: Druckbild-Analyse 23. July 2018 02:39 |
Bin zwar nicht der beste Ansprechpartner, aber das sieht mir ganz schlimm nach underextrusion(zu wenig Material aus), also mal den Flow-Parameter von 100% mit aus probieren auf den richtigen Wert anheben.Bei von dir angehängten Datei wäre das Folgenes:extrusion_multiplier =
LG 3D TECH
EDIT: Danke wersy, war da ja mal wieder ganz brain afk.
Es wird natürlich nicht gleich mehr Material extrudiert.
Bin selbst noch ein viel zu großer Anfänger und habe mich mal wieder von meiner Naivität leiten lassen .
.
So was überlasse ich besser den Profis.
2-mal bearbeitet. Zuletzt am 23.07.18 09:20.
LG 3D TECH
EDIT: Danke wersy, war da ja mal wieder ganz brain afk.
Es wird natürlich nicht gleich mehr Material extrudiert.
Bin selbst noch ein viel zu großer Anfänger und habe mich mal wieder von meiner Naivität leiten lassen
.So was überlasse ich besser den Profis.
2-mal bearbeitet. Zuletzt am 23.07.18 09:20.
|
Re: Druckbild-Analyse 23. July 2018 03:13 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 922 |
Extruder-Steps hast du eingestellt nehme ich an? Falls nicht, bitte als allererstes prüfen.
Das die Bahnen trotz kalibriertem Extruder nicht richtig verschmelzen liegt häufig an den Voreinstellungen von Slic3r 1.2.9.
Wenn du bei dieser Version bleibst würde ich zunächst alle Extrusionsbreiten so wie hier beschrieben einstellen:
[renedruckt.blogspot.com]
Alternativ kannst du die Slic3r Prusa Edition verwenden.
Dort gibt es regelmäßig neue Releases und die Default-Werte sind vernünftig gesetzt, zumindest in diesem Punkt.
Die nutze ich seit einiger Zeit, bin sehr zufrieden. Nimm aber die stabilen, nicht Alpha oder Beta ...
Best regards / Viele Grüße
Till
Quote
firefrog
Beim dritten Versuch, ganz rechts, habe ich den Nozzle-Durchmesser im Slic3r wieder auf 0,5 gesetzt, um das nochmal auszuprobieren. Es ergeben sich auch deutlich dichtere Bahnen, die auch mit dem Perimeter verschmelzen. Allerdings kann das ja nicht des Pudels Kern sein.
Das die Bahnen trotz kalibriertem Extruder nicht richtig verschmelzen liegt häufig an den Voreinstellungen von Slic3r 1.2.9.
Wenn du bei dieser Version bleibst würde ich zunächst alle Extrusionsbreiten so wie hier beschrieben einstellen:
[renedruckt.blogspot.com]
Alternativ kannst du die Slic3r Prusa Edition verwenden.
Dort gibt es regelmäßig neue Releases und die Default-Werte sind vernünftig gesetzt, zumindest in diesem Punkt.
Die nutze ich seit einiger Zeit, bin sehr zufrieden. Nimm aber die stabilen, nicht Alpha oder Beta ...
Best regards / Viele Grüße
Till
|
Re: Druckbild-Analyse 23. July 2018 06:41 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 966 |
Hi Firefrog,
was hast du denn überhaupt für ein Gerät da stehen? Vorgefertigt oder selbst zusammen gebaut? Wo geordert?
Was ist für ein Hotend verbaut?
Dann:
Nimm dir mal nen Kugelschreiber, schraub ihn auseinander und bieg aus der Feder mal nen Teil raus. Steck ihn von unten in die Düse.
Wenn er passt => 0,4mm
Hat er Spiel => 0,5mm
Passt er nicht => 0,3mm
Keine Ahnung woher deine Düse kommt, Gravur stimmt in den meisten Fällen, aber sicher ist sicher.
Ansonsten empfehle ich dir, schon mal ein paar Düsen vorzuordern. 0.3er und 0.4er würde ich empfehlen. 0.5er und aufwärts auch wenn du nur groß druckst. Allerdings keine 0.2er und darunter - da gehen wir in ne andere Liga imo.
Warum: Im Worst Case ist deine Düse jetzt schon verstopft. Das Druckbild kenn ich von PTFE Resten oder anderem Schmutz im Hotend. Da bleibt dir "neue rein" oder "ausbrennen"
Die Extruderkalibrierung ist ein Muss, zur not noch mal überprüfen ob die auch noch stimmt. Erst wenn die durch ist, kannst du am Multiplier spielen.
Zur Extruderkalibrierung würde ich auch eine PID Kalibrierung mitmachen - außer er hält jetzt schon konstant die Temperatur. Und mit Konstant meine ich 200°C eingestellt und du hast eine schöne gerade mit seltenen Aussetzern auf 201°C oder 199°C.
Wenn du sagst "Der Würfel ist ziemlich exakt 20mm" - definiere exakt. 20.05 x 20.05 x 20.05? Oder dann doch eher 20.15 x 20.07 x 20.01 ?
Alle Angaben ohne Gewähr
was hast du denn überhaupt für ein Gerät da stehen? Vorgefertigt oder selbst zusammen gebaut? Wo geordert?
Was ist für ein Hotend verbaut?
Dann:
Nimm dir mal nen Kugelschreiber, schraub ihn auseinander und bieg aus der Feder mal nen Teil raus. Steck ihn von unten in die Düse.
Wenn er passt => 0,4mm
Hat er Spiel => 0,5mm
Passt er nicht => 0,3mm
Keine Ahnung woher deine Düse kommt, Gravur stimmt in den meisten Fällen, aber sicher ist sicher.
Ansonsten empfehle ich dir, schon mal ein paar Düsen vorzuordern. 0.3er und 0.4er würde ich empfehlen. 0.5er und aufwärts auch wenn du nur groß druckst. Allerdings keine 0.2er und darunter - da gehen wir in ne andere Liga imo.
Warum: Im Worst Case ist deine Düse jetzt schon verstopft. Das Druckbild kenn ich von PTFE Resten oder anderem Schmutz im Hotend. Da bleibt dir "neue rein" oder "ausbrennen"
Die Extruderkalibrierung ist ein Muss, zur not noch mal überprüfen ob die auch noch stimmt. Erst wenn die durch ist, kannst du am Multiplier spielen.
Zur Extruderkalibrierung würde ich auch eine PID Kalibrierung mitmachen - außer er hält jetzt schon konstant die Temperatur. Und mit Konstant meine ich 200°C eingestellt und du hast eine schöne gerade mit seltenen Aussetzern auf 201°C oder 199°C.
Wenn du sagst "Der Würfel ist ziemlich exakt 20mm" - definiere exakt. 20.05 x 20.05 x 20.05? Oder dann doch eher 20.15 x 20.07 x 20.01 ?
Alle Angaben ohne Gewähr
|
Re: Druckbild-Analyse 23. July 2018 07:40 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 1.112 |
Quote
3D TECH
Wenn du ne 0.5mm Nozzle anstatt einer 0.3mm einträgst, wird natürlich mehr Material extrudiert, was deine Beobachtung erklärt.
Bitte nicht doch solche Parolen verbreiten.
Es gibt noch genug Anfänger hier im Forum, die das dann auch glauben.
Das wurde schon so oft besprochen, ich möchte das nicht schon wieder durchkauen.
Gruß Michael
1-mal bearbeitet. Zuletzt am 23.07.18 13:47.
Konstruktionen: [www.thingiverse.com]
Videos: [www.youtube.com]
Mein Club: [hackerspace-ffm.de]
Drucker:
Wersybot - seit 2012
JGAurora A5
CR10-V2
|
Re: Druckbild-Analyse 23. July 2018 17:23 |
Registrierungsdatum: 5 Jahre zuvor Beiträge: 78 |
Quote
Terri
was hast du denn überhaupt für ein Gerät da stehen? Vorgefertigt oder selbst zusammen gebaut? Wo geordert?
Was ist für ein Hotend verbaut?
... Sorry, das hätte ich dazuschreiben sollen, da hast du vollkommen Recht. Daher das erstmal außerhalb der zeitlichen Reihenfolge: Es ist ein Geeetech Prusa i3 pro W, als Bausatz bei Amazon geholt. Laut Hersteller-Doku ist ein Mk8 verbaut. Woran erkennt man das denn? Ich habe keine Aufkleber, Gravuren oder ähnliches finden können. Soll ich mal ein Foto reinstellen?
Quote
3D TECH
Bin zwar nicht der beste Ansprechpartner, aber das sieht mir ganz schlimm nach underextrusion(zu wenig Material aus), also mal den Flow-Parameter von 100% mit aus probieren auf den richtigen Wert anheben.Bei von dir angehängten Datei wäre das Folgenes:extrusion_multiplier =
Den Flow-Parameter zu ändern hat leider nur noch mehr Probleme bereitet. Das Filament wird sehr "gepulst" extrudiert und macht unsaubere Perimeter. Ich habe auch (da ich die Option für den globalen Flow nicht gefunden hab^^) vorher mal mit der Infill Extrusion Width rumgespielt und diese höher gesetzt. Dadurch wurde der Infill zwar deutlich schöner, aber nur für die ersten paar Layer, danach kam wieder die zerrissenes-Spinnennetz-Optik durch und der Motor fing teilweise an zu rattern. Meine Vermutung ist daher, dass es am Extrudermotor bzw. dem Treiber liegt, da ich mit diesem gewisse Probleme habe. Ich hoffe, mir morgen bei der Arbeit oder dem lokalen MakerSpace einen Ersatztreiber ausleihen zu können, um weiter zu testen. Ein Ersatzteil ist auch schon vom Händler auf dem Weg zu mir, aber das dauert natürlich ein wenig, bis der ankommt.
Dein Edit mit Bezug auf Wersy bezieht sich auf etwas, das du gelöscht hast, vermute ich? War ja aber eh falsch, von daher gehe ich mal nicht näher drauf ein

Quote
microfortnight
Extruder-Steps hast du eingestellt nehme ich an? Falls nicht, bitte als allererstes prüfen.
Das die Bahnen trotz kalibriertem Extruder nicht richtig verschmelzen liegt häufig an den Voreinstellungen von Slic3r 1.2.9.
Wenn du bei dieser Version bleibst würde ich zunächst alle Extrusionsbreiten so wie hier beschrieben einstellen:
[renedruckt.blogspot.com]
Alternativ kannst du die Slic3r Prusa Edition verwenden.
Dort gibt es regelmäßig neue Releases und die Default-Werte sind vernünftig gesetzt, zumindest in diesem Punkt.
Die nutze ich seit einiger Zeit, bin sehr zufrieden. Nimm aber die stabilen, nicht Alpha oder Beta ...
Ich habe den Extruder vorhin nochmal überprüft, als ich das Hotend wegen einer Verstopfung eh demontieren musste. Bei 70 mm, die ich ihn habe fahren lassen, bin ich auf 69,3 mm Filament gekommen, allerdings natürlich noch mit verbleibender "Restbiegung" des Filaments. Ist das genau genug, oder besteht da noch Verbesserungsbedarf?
Beim Slic3r habe ich mittlerweile auch auf die Prusa-Edition gewechselt, die hatte ich bloß beim erstmaligen Runterladen nicht gesehen und dachte, die PE wäre noch generell im Alpha-Stadium. Arbeite ab jetzt also mit PE 1.40.1.
Quote
Terri
[Fullquote-Reduktion]
- Kugelschreiber-Feder
- neue Düsen
- Extruderkalibrierung/PID-Kalibrierung
Testwürfel
Zu deiner Idee mit dem Kugelschreiber: ich fürchte, da muss man aufpassen - die Feder vom ersten Kugelschreiber, den ich zerlegt habe, sah mir doch ein wenig dick aus, Nachmessen hat ergeben dass sie 0,7 stark ist. Darf man also leider nicht so pauschalisieren
Davon ab - man hat ja mehr als einen Kuli im Schreibtisch liegen - passt der Düsendurchmesser aber. Die ersten Lagen werden auch immer gut, von daher gehe ich nicht davon aus dass die Düse verstopft ist. Eine 0,4er oder 0,5er habe ich mir aber auch schon überlegt, einfach zwecks der Druckgeschwindigkeit. Lohnt sich das? Oder bleibt man, sofern man nicht wirklich feine und wirklich große Drucke abwechselt, eher bei einer Größe, weil man nach dem Wechsel der Düse wieder alles kalibrieren muss? Ich vermute bei mir ja eher letzteres, weil ich doch prinzipiell ein recht fauler Mensch bin^^
Die Extruder-Messung habe ich ja in der Antwort zu microfortnight schon geschrieben
die Temperaturregelung funktioniert noch nicht ganz so gut, wie du es beschreibst ("seltene Aussetzer um ein Grad"), ich werde die PID-Kalibrierung also noch nachholen. Irgendwo hab ich mir da auch schon was dazu abgespeichert, werd ich gleich mal raussuchen Ich habe den Würfel jetzt im Büro stehen lassen, da ich heute mit einem Kollegen über die Druckergebnisse gesprochen habe. Ich kann also nicht nachmessen, und jetzt nochmal einen drucken, ohne etwas verbessert zu haben, halte ich für Verschwendung - vorallem, da sich die Maße in X und Y dank Z-Wobble ja noch ziemlich verschieben. Ich würde also gerne erstmal die Wobble-Brackets drucken (wahrscheinlich morgen bei der Arbeit, da liegt auch PETG rum, was für mechanisch belastete Teile ja sinnvoller ist, allerdings wurden heute die Drucker geupdated, und sowas dauert bei uns dann gerne mal...), bevor ich an der Maßhaltigkeit herumspiele.
Quote
wersy
Bitte nicht doch solche Parolen verbreiten.
Es gibt noch genug Anfänger hier im Forum, die das dann auch glauben.
Das wurde schon so oft besprochen, ich möchte das nicht schon wieder durchkauen.
Gruß Michael
Mache ich mir jetzt Feinde, wenn ich nachfrage was es damit auf sich hat, statt selbst zu suchen? Ich komme auf Anhieb nicht auf einen vernünftigen Suchbegriff, der mir Threads über absichtlich falsch konfigurierte Düsendurchmesser ausspuckt^^
so, abschließend ein kurzes TL;DR:
Ich vermute, dass die Underextrusion des Infills auf mangelnder Kraft des Extruder-Motors basiert, die ihrerseits durch einen defekten Treiber verursacht wird. Ich werde den Treiber ersetzen, danach die Extruder-Steps nochmal kalibrieren, und bis dahin wahrscheinlich auch schon Z-Wobble-Brackets auf einem anderen Drucker gedruckt haben. Dann kommt Runde... zwei? drei? viele?
Vielen Dank für eure Kommentare und Anregungen!
1-mal bearbeitet. Zuletzt am 23.07.18 17:24.
|
Re: Druckbild-Analyse 23. July 2018 19:39 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 124 |
Du solltest die Hebel am Extruder, die das Filament gegen das Ritzel drücken, mal genauer untersuchen. Bei mir waren die auch einfach zu schlapp, was zu massiver Unterextrusion geführt hat.
Falls die Hebel bei Dir nur mit Federn unter Spannung gehalten werden könnte das auch der Grund für die Unterextrusion sein.
Einfache Lösung: Schraube durch
Und Ja, wenn 70mm gefördert werden, sollten auch möglichst 70mm bei rauskommen. Da ist also noch Spielraum
Geeetech i3 - RUMBA mit 2x TMC2100 (x/y) und 3x DRV8825 (z1/z2/E) - Full-Metal China V6 - Wade's Style Bowdenextruder - BLtouch - TR8x8 mit Anti-Wobble
Falls die Hebel bei Dir nur mit Federn unter Spannung gehalten werden könnte das auch der Grund für die Unterextrusion sein.
Einfache Lösung: Schraube durch
Und Ja, wenn 70mm gefördert werden, sollten auch möglichst 70mm bei rauskommen. Da ist also noch Spielraum
Geeetech i3 - RUMBA mit 2x TMC2100 (x/y) und 3x DRV8825 (z1/z2/E) - Full-Metal China V6 - Wade's Style Bowdenextruder - BLtouch - TR8x8 mit Anti-Wobble
|
Re: Druckbild-Analyse 24. July 2018 13:13 |
Registrierungsdatum: 5 Jahre zuvor Beiträge: 78 |
Quote
wbR80
Du solltest die Hebel am Extruder, die das Filament gegen das Ritzel drücken, mal genauer untersuchen. Bei mir waren die auch einfach zu schlapp, was zu massiver Unterextrusion geführt hat.
Falls die Hebel bei Dir nur mit Federn unter Spannung gehalten werden könnte das auch der Grund für die Unterextrusion sein.
Einfache Lösung: Schraube durch
Und Ja, wenn 70mm gefördert werden, sollten auch möglichst 70mm bei rauskommen. Da ist also noch Spielraum
Die Idee behalte ich mal im Hinterkopf. Der Hebel wird zwar nur von einer Feder gespannt, die ist aber ziemlich kräftig und der Extruder presst ganz schöne Rillen ins Filament. Daran scheitert es also (zumindest momentan) nicht...
Wenn der Extruder wieder funktioniert und der Ersatz-Treiber da und eingebaut ist, werde ich das nochmal nachkalibrieren.
Jetzt muss ich aber erstmal die Elektronik wieder hinkriegen, nachdem da irgendwas den Geist aufgegeben zu haben scheint. Falls sich jemand ein bisschen damit auskennt: ich wäre über Hilfe hier sehr dankbar, bei elektronischen Komponenten bin ich schnell am Ende meines Lateins... =/
1-mal bearbeitet. Zuletzt am 24.07.18 13:15.
|
Re: Druckbild-Analyse 10. August 2018 16:01 |
Registrierungsdatum: 5 Jahre zuvor Beiträge: 78 |
Moin,
ich hätt da mal wieder was für euch...
Ich habe mittlerweile meine Stepper-Treiber halbwegs im Griff, die Z-Gewindestangen gewechselt und eine Bauteilkühlung montiert. Alles in allem kriege ich mittlerweile halbwegs anständige Drucke - bis heute.
Um das Mainboard vor Fremdeinwirkung - und mich vor Stromschlägen - zu schützen, den Kabelsalat aufzuräumen und die Kühlung zu verbessern, wollte ich ein Gehäuse für das Board drucken, namentlich Thing:1279978 auf bekannter Seite.
Der Ansatz funktioniert wunderbar, obwohl ich zum ersten Mal so ein großes Teil drucke. Habe einige Millimeter Brim hinzugefügt, um Warping an den Ecken zu vermeiden. Layerhöhe liegt bei 0,2 mm mit einer 0,3er Düse, soll ja kein Hochpräzisionsbauteil werden.
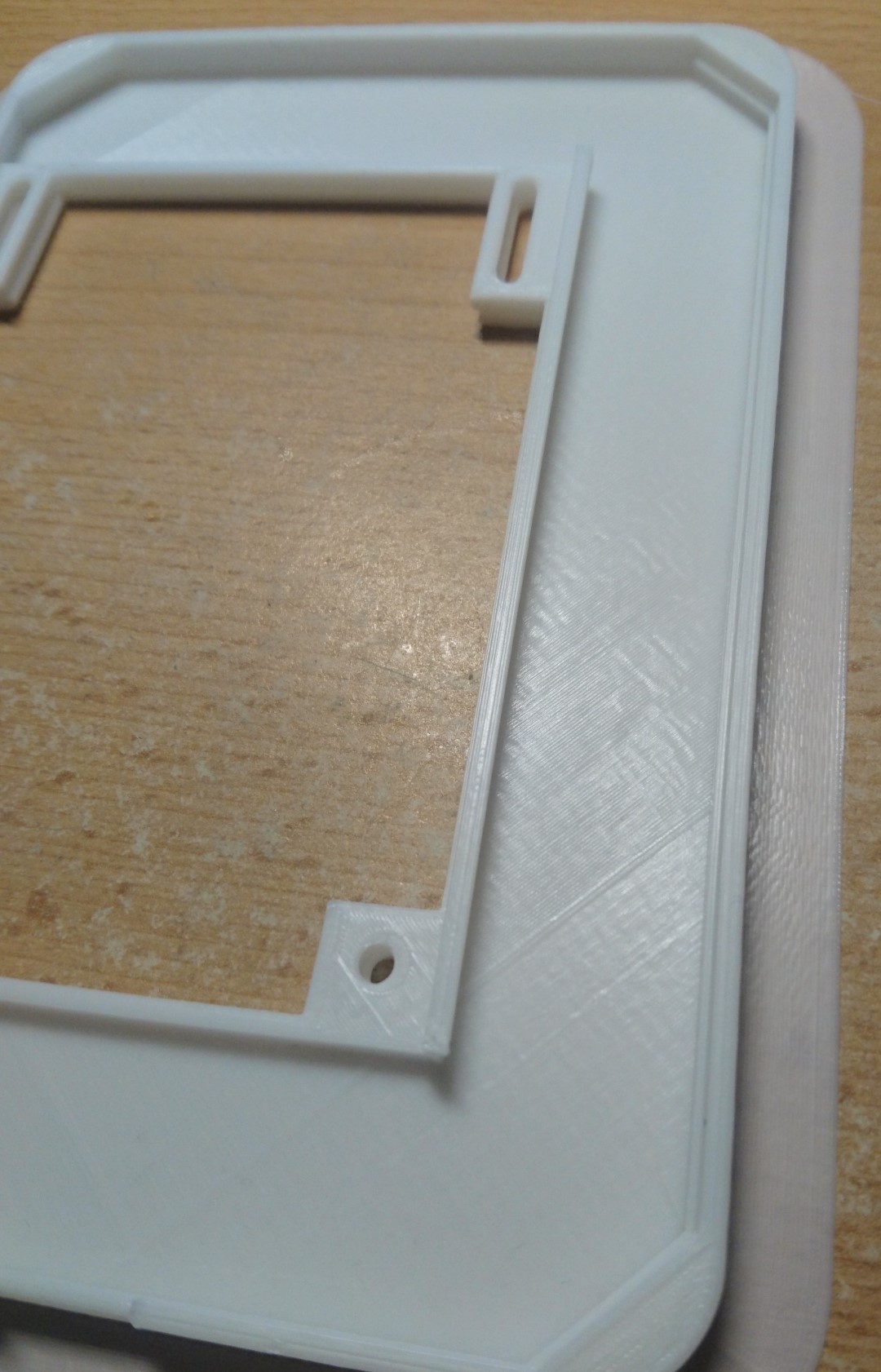
Wie im ersten Screenshot zu sehen ist, sehen die Bodenflächen ziemlich gut aus. Keinerlei Probleme mit der Haftung der späteren Layer an den früheren, leichtes Warping an den Innenkanten (lässt sich das bei Slic3r irgendwie vermeiden? Derdiedas Brim wird ja nur an der Außenkante hinzugefügt, kann man das auch bei innenliegenden, großen Freiräumen einstellen?), aber nichts wildes.
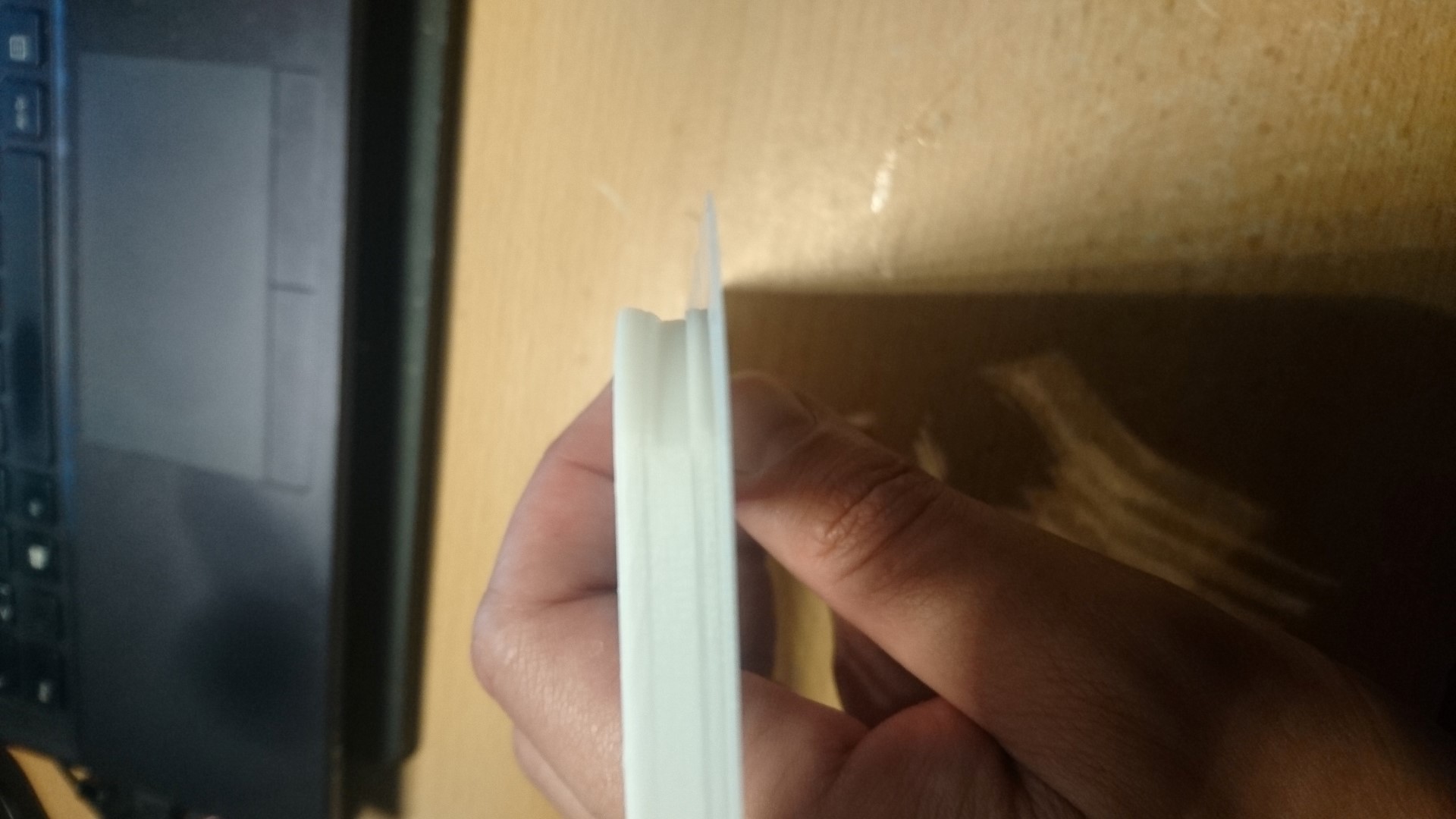
Jetzt aber zum eigentlichen Problem: nach etwa 2 mm zeigt sich ein deutlicher Sprung in Y-Richtung von rund 1 mm, wie auf Bild 2 zu sehen. Damit verbunden ist ein X-Sprung von ein oder zwei Zehnteln - allerdings auf beiden Seiten nach außen. Das Teil wird also in Y-Richtung versetzt, in X-Richtung gestreckt. Ohne das Teil jetzt aufzusägen (ich will grad nicht so eine Sauerei in der Wohnung machen, falls das angefragt wird, werde ich es aber nachholen), würde ich sagen, dieser Sprung liegt auf einer Höhe mit dem Ende der "Bodenplatte". Können sich durch geringere Belastung veränderte Ströme/Spannungen ergeben, die zu einem derartigen Verhalten führen?
Nach weiteren knappen 3 mm, in denen die Y-Kante eine saubere vertikale Fläche ohne Sprünge hingelegt hat, fängt sie dann wieder an, zurück zu wandern - allerdings eben nicht sprunghaft, sondern über weitere knapp 3,5 mm. Auf dieser Höhe war sie wieder gleichauf mit der ursprünglichen Außenwand; ich habe den Druck hier abgebrochen, hätte ich gewusst, dass es gerade aussieht als wäre die Fläche "nur" zurückgewandert, hätte ich noch ein zwei Layer laufen lassen, um zu sehen, ob es dabei bleibt oder von hier aus noch weiter wandert. Die X-Richtung ist von diesem Versatz nahezu unbeeinträchtigt (de facto hab ich auf dem Foto die einzige Ecke erwischt, an der man überhaupt eine Linie sieht ).
).
Hat jemand eine Idee, was hier das Problem ist? Überhitzen die Treiber, so dass ich Schritte verliere? Aber warum dann erst in die eine, dann in die andere Richtung, und warum einmal plötzlich und einmal über mehrere Layer verteilt? Habe ich ein mechanisches Problem, das erst bei größeren Drucken ersichtlich wird? Warum dann aber bei kleineren nicht? Oder ist die stl bzw. der daraus generierte g-code im Argen? Gibt es eigentlich g-code-Reader, die mir aus den ganzen Koordinaten-Daten ein Bild erstellen, was der Drucker daraus voraussichtlich macht?
Um vorweg noch einige Informationen zu geben, die möglicherweise relevant sein könnten: ich habe einen Geeetech i3 Pro W, die Z-Achsen sind gegen Trapezgewindespindeln getauscht, als Stepper sind die Standard-A4998 drauf (X- und Y-Achse bei jeweils etwa 0,85 Volt Vref), Achsen und Extruder sind kalibriert. Firmware ist Marlin 1.1.8 und ich verwende Slic3r - Config.h, die Bauteil-stl sowie die gcode-Datei kann ich gerne nochladen, falls das interessant ist.
1-mal bearbeitet. Zuletzt am 10.08.18 16:03.
ich hätt da mal wieder was für euch...
Ich habe mittlerweile meine Stepper-Treiber halbwegs im Griff, die Z-Gewindestangen gewechselt und eine Bauteilkühlung montiert. Alles in allem kriege ich mittlerweile halbwegs anständige Drucke - bis heute.
Um das Mainboard vor Fremdeinwirkung - und mich vor Stromschlägen - zu schützen, den Kabelsalat aufzuräumen und die Kühlung zu verbessern, wollte ich ein Gehäuse für das Board drucken, namentlich Thing:1279978 auf bekannter Seite.
Der Ansatz funktioniert wunderbar, obwohl ich zum ersten Mal so ein großes Teil drucke. Habe einige Millimeter Brim hinzugefügt, um Warping an den Ecken zu vermeiden. Layerhöhe liegt bei 0,2 mm mit einer 0,3er Düse, soll ja kein Hochpräzisionsbauteil werden.
Wie im ersten Screenshot zu sehen ist, sehen die Bodenflächen ziemlich gut aus. Keinerlei Probleme mit der Haftung der späteren Layer an den früheren, leichtes Warping an den Innenkanten (lässt sich das bei Slic3r irgendwie vermeiden? Derdiedas Brim wird ja nur an der Außenkante hinzugefügt, kann man das auch bei innenliegenden, großen Freiräumen einstellen?), aber nichts wildes.
Jetzt aber zum eigentlichen Problem: nach etwa 2 mm zeigt sich ein deutlicher Sprung in Y-Richtung von rund 1 mm, wie auf Bild 2 zu sehen. Damit verbunden ist ein X-Sprung von ein oder zwei Zehnteln - allerdings auf beiden Seiten nach außen. Das Teil wird also in Y-Richtung versetzt, in X-Richtung gestreckt. Ohne das Teil jetzt aufzusägen (ich will grad nicht so eine Sauerei in der Wohnung machen, falls das angefragt wird, werde ich es aber nachholen), würde ich sagen, dieser Sprung liegt auf einer Höhe mit dem Ende der "Bodenplatte". Können sich durch geringere Belastung veränderte Ströme/Spannungen ergeben, die zu einem derartigen Verhalten führen?
Nach weiteren knappen 3 mm, in denen die Y-Kante eine saubere vertikale Fläche ohne Sprünge hingelegt hat, fängt sie dann wieder an, zurück zu wandern - allerdings eben nicht sprunghaft, sondern über weitere knapp 3,5 mm. Auf dieser Höhe war sie wieder gleichauf mit der ursprünglichen Außenwand; ich habe den Druck hier abgebrochen, hätte ich gewusst, dass es gerade aussieht als wäre die Fläche "nur" zurückgewandert, hätte ich noch ein zwei Layer laufen lassen, um zu sehen, ob es dabei bleibt oder von hier aus noch weiter wandert. Die X-Richtung ist von diesem Versatz nahezu unbeeinträchtigt (de facto hab ich auf dem Foto die einzige Ecke erwischt, an der man überhaupt eine Linie sieht
).Hat jemand eine Idee, was hier das Problem ist? Überhitzen die Treiber, so dass ich Schritte verliere? Aber warum dann erst in die eine, dann in die andere Richtung, und warum einmal plötzlich und einmal über mehrere Layer verteilt? Habe ich ein mechanisches Problem, das erst bei größeren Drucken ersichtlich wird? Warum dann aber bei kleineren nicht? Oder ist die stl bzw. der daraus generierte g-code im Argen? Gibt es eigentlich g-code-Reader, die mir aus den ganzen Koordinaten-Daten ein Bild erstellen, was der Drucker daraus voraussichtlich macht?
Um vorweg noch einige Informationen zu geben, die möglicherweise relevant sein könnten: ich habe einen Geeetech i3 Pro W, die Z-Achsen sind gegen Trapezgewindespindeln getauscht, als Stepper sind die Standard-A4998 drauf (X- und Y-Achse bei jeweils etwa 0,85 Volt Vref), Achsen und Extruder sind kalibriert. Firmware ist Marlin 1.1.8 und ich verwende Slic3r - Config.h, die Bauteil-stl sowie die gcode-Datei kann ich gerne nochladen, falls das interessant ist.
1-mal bearbeitet. Zuletzt am 10.08.18 16:03.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Druckbild-Analyse 10. August 2018 16:38 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 300 |
@Hallo firefrog
Für den E (Extruder) 0.6V.
Vref = 0.1A * 8 * 0.05 = 0.4V
MFG Stefan
Mein erster Drucker ein Prusa Mendel i2 + RAMPS 1.4 & LCD 12864 Graphic Smart Controller,
P3Steel Mein P3Steel noch im bau
Marlin 2.0
Für X und Y ist das zu hoch fange mal mit 0.4V an, für Z je nach dem ob du zwei Stepper an einem treiber hast 0.8V sonst 0.4V einfach mal so an testen.Quote
...Standard-A4998 drauf (X- und Y-Achse bei jeweils etwa 0,85 Volt Vref)
Für den E (Extruder) 0.6V.
Vref = 0.1A * 8 * 0.05 = 0.4V
MFG Stefan
Mein erster
Drucker ein Prusa Mendel i2 + RAMPS 1.4 & LCD 12864 Graphic Smart Controller,P3Steel Mein P3Steel noch im bau
Marlin 2.0
|
Re: Druckbild-Analyse 10. August 2018 16:58 |
Registrierungsdatum: 5 Jahre zuvor Beiträge: 78 |
Quote
Micro3D
Für X und Y ist das zu hoch fange mal mit 0.4V an, für Z je nach dem ob du zwei Stepper an einem treiber hast 0.8V sonst 0.4V einfach mal so an testen.
Für den E (Extruder) 0.6V.
MFG Stefan
Hallo Micro3D,
meinst du, dass die Treiber überhitzen und deswegen Mist verzapfen?
|
Re: Druckbild-Analyse 12. August 2018 03:45 |
Registrierungsdatum: 5 Jahre zuvor Beiträge: 78 |
So, und die nächsten Versuche. Ich habe Vref von X und Y runtergedreht, der Fehler bleibt aber bestehen.
Es läuft alles wunderbar für etwa zweieinhalb Stunden. Dann verliert die Y-Ache (bis auf einmal, da wars Z) einmalig ein paar Steps, dann geht wieder alles geregelt weiter. Bei Versuch 2 habe ich direkt beim ersten Fehler abgebrochen. Bei Versuch 3 habe ich die ersten beiden Male beobachten und korrigieren können, beim dritten mal (knapp 8h im Druck) war ich zu langsam und außerdem gerade auf dem Weg ins Bett, der Drucker hätte die Nacht durchmachen wollen.
Erstaunlich finde ich, dass Druck 2 und 3 nahezu an der gleichen Stelle den ersten Fehler gemacht haben - kann es folglich am G-Code liegen? gibt es einen G-Code-Interpreter, der mir daraus ein Modell simuliert?
Ich bin ratlos, was ich noch machen kann. Liegt das an der Kühlung des Boards? Warum kommen die Fehler dann aber nicht häufiger? Kann soetwas durch einen falsch gespannten Riemen autreten? Zu straff, zu locker? Aber da dann die gleiche Frage, warum nur alle drei Stunden und nicht häufiger? Mir gehen echt die Ideen aus >.<
Es läuft alles wunderbar für etwa zweieinhalb Stunden. Dann verliert die Y-Ache (bis auf einmal, da wars Z) einmalig ein paar Steps, dann geht wieder alles geregelt weiter. Bei Versuch 2 habe ich direkt beim ersten Fehler abgebrochen. Bei Versuch 3 habe ich die ersten beiden Male beobachten und korrigieren können, beim dritten mal (knapp 8h im Druck) war ich zu langsam und außerdem gerade auf dem Weg ins Bett, der Drucker hätte die Nacht durchmachen wollen.
Erstaunlich finde ich, dass Druck 2 und 3 nahezu an der gleichen Stelle den ersten Fehler gemacht haben - kann es folglich am G-Code liegen? gibt es einen G-Code-Interpreter, der mir daraus ein Modell simuliert?
Ich bin ratlos, was ich noch machen kann. Liegt das an der Kühlung des Boards? Warum kommen die Fehler dann aber nicht häufiger? Kann soetwas durch einen falsch gespannten Riemen autreten? Zu straff, zu locker? Aber da dann die gleiche Frage, warum nur alle drei Stunden und nicht häufiger? Mir gehen echt die Ideen aus >.<
{kind=link}
{kind=link}
|
Re: Druckbild-Analyse 12. August 2018 04:56 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 118 |
Hi firefrog,
um einen G-Code Fehler auszuschliessen, stell mal den G-Code hier ein, (von dem kaputten Teil).
Normalerweise kann man im Repetierhost sehen ob das Modell ein Fehler hat.
Druckst du via SD-Karte, oder Rechner?
Der Drucker sollte nicht unbeaufsichtigt laufen, Achtung Brandgefahr.
Gruss
Peppi
um einen G-Code Fehler auszuschliessen, stell mal den G-Code hier ein, (von dem kaputten Teil).
Normalerweise kann man im Repetierhost sehen ob das Modell ein Fehler hat.
Druckst du via SD-Karte, oder Rechner?
Der Drucker sollte nicht unbeaufsichtigt laufen, Achtung Brandgefahr.
Gruss
Peppi
|
Re: Druckbild-Analyse 12. August 2018 19:31 |
Registrierungsdatum: 5 Jahre zuvor Beiträge: 78 |
Hi LundM,
sorry, ich war den ganzen Tag unterwegs.
Ich drucke von einer SD-Karte aus. Der G-Code ist hier zu finden..
Danke schonmal.
sorry, ich war den ganzen Tag unterwegs.
Ich drucke von einer SD-Karte aus. Der G-Code ist hier zu finden..
Danke schonmal.
|
Re: Druckbild-Analyse 13. August 2018 05:42 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 118 |
Hi firefrog ,
an deinem Gcode konnte ich nichts auffälliges finden, der ist i.O.
Den Travel-Speed würde ich auf 80mm/s setzen, es könnte sein, das dein Drucker die 130mm/s nicht mitmacht,
oder mal deine SD-Karte tauschen, (vielleicht Lesefehler).
Peppi
an deinem Gcode konnte ich nichts auffälliges finden, der ist i.O.
Den Travel-Speed würde ich auf 80mm/s setzen, es könnte sein, das dein Drucker die 130mm/s nicht mitmacht,
oder mal deine SD-Karte tauschen, (vielleicht Lesefehler).
Das aber Später... Dann solltest du unbedingt deine Düsengröße Feststellen, 13Std für so ein Druck ist schon heftig.Gruss
Peppi
|
Re: Druckbild-Analyse 13. August 2018 06:06 |
Registrierungsdatum: 5 Jahre zuvor Beiträge: 78 |
Moin LundM,
danke fürs Checken. Dafür, dass der Code in Ordnung ist, spricht ja auch, dass ich zum Teil die verlorenen Steps hören konnte. Ich glaube, das hatte ich bislang noch nicht explizit so geschrieben.
Hmm, aber wenn der Travel Speed das Problem wäre, müsste das doch die ganze Zeit auftauchen, oder? Ich werds aber trotzdem mal runtersetzen, um es zu testen.
Die SD-Karte ist relativ alt, das stimmt. Mal gucken ob ich da noch irgendwo eine rumfliegen habe. Bis wieviel GB schlucken die Drucker standardmäßig, kann man das sagen? Ich meine gelesen zu haben, dass manche Probleme mit ihren 200-GB-Karten hatten...?
Ein Kollege meinte noch, ich solle probieren, die Treiber durchzutauschen (X gegen Y etc.), um zu sehen, ob das Problem dann "mitwandert". Das hört sich auch nach einem vernünftigen Ansatz an. Einziges Problem das ich damit habe: ich muss immer erstmal 3h drucken, bis das Problem auftritt. Das geht mit ein paar Versuchen schon ins Geld. Ist es möglich, z.B. nach dem ersten Layer - damit man eine Referenz hat - die Extrusionswerte im G-Code zu löschen, so dass der Kopf einfach nur "trocken" seine Bahnen abfährt? Oder ändere ich damit zu viele Parameter und verfälsche das Ergebnis?
Was meinst du in deinem Zitat mit "Düsengröße feststellen"? Ich habe eine 0,3er Düse drin, war das die Frage? Ich hätte die LH noch höher setzen können, da hatte ich vergessen vom Standard umzuschalten. Es wird aber in den Kommentaren dieses Teils auf Thingiverse generell von einer Druckzeit von rund 12h gesprochen, bis auf einen, der sie auf 4h gedrückt haben will, aber nicht dazu schreibt wie.
Grüße
der Frosch
1-mal bearbeitet. Zuletzt am 13.08.18 06:06.
danke fürs Checken. Dafür, dass der Code in Ordnung ist, spricht ja auch, dass ich zum Teil die verlorenen Steps hören konnte. Ich glaube, das hatte ich bislang noch nicht explizit so geschrieben.
Hmm, aber wenn der Travel Speed das Problem wäre, müsste das doch die ganze Zeit auftauchen, oder? Ich werds aber trotzdem mal runtersetzen, um es zu testen.
Die SD-Karte ist relativ alt, das stimmt. Mal gucken ob ich da noch irgendwo eine rumfliegen habe. Bis wieviel GB schlucken die Drucker standardmäßig, kann man das sagen? Ich meine gelesen zu haben, dass manche Probleme mit ihren 200-GB-Karten hatten...?
Ein Kollege meinte noch, ich solle probieren, die Treiber durchzutauschen (X gegen Y etc.), um zu sehen, ob das Problem dann "mitwandert". Das hört sich auch nach einem vernünftigen Ansatz an. Einziges Problem das ich damit habe: ich muss immer erstmal 3h drucken, bis das Problem auftritt. Das geht mit ein paar Versuchen schon ins Geld. Ist es möglich, z.B. nach dem ersten Layer - damit man eine Referenz hat - die Extrusionswerte im G-Code zu löschen, so dass der Kopf einfach nur "trocken" seine Bahnen abfährt? Oder ändere ich damit zu viele Parameter und verfälsche das Ergebnis?
Was meinst du in deinem Zitat mit "Düsengröße feststellen"? Ich habe eine 0,3er Düse drin, war das die Frage? Ich hätte die LH noch höher setzen können, da hatte ich vergessen vom Standard umzuschalten. Es wird aber in den Kommentaren dieses Teils auf Thingiverse generell von einer Druckzeit von rund 12h gesprochen, bis auf einen, der sie auf 4h gedrückt haben will, aber nicht dazu schreibt wie.
Grüße
der Frosch
1-mal bearbeitet. Zuletzt am 13.08.18 06:06.
|
Re: Druckbild-Analyse 13. August 2018 06:33 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 966 |
Das wäre ja Verschwendung! Im Normalfall reichen doch 16GB locker aus, die standard GCodes übersteigen selten die 50MB Marke, das größte was ich mal hatte waren glaub 120MB. War auch nen 72 Std Druck.Quote
firefrog
Hmm, aber wenn der Travel Speed das Problem wäre, müsste das doch die ganze Zeit auftauchen, oder? Ich werds aber trotzdem mal runtersetzen, um es zu testen.
Die SD-Karte ist relativ alt, das stimmt. Mal gucken ob ich da noch irgendwo eine rumfliegen habe. Bis wieviel GB schlucken die Drucker standardmäßig, kann man das sagen? Ich meine gelesen zu haben, dass manche Probleme mit ihren 200-GB-Karten hatten...?
Wenn der Steploss im Extruder liegt, kannst nix anderes machen als mit Filament drucken. Würde er auf X/Y liegen, könntest einfach kein Filament reinpacken und bei 180°C "trocken" drucken. Repetier lässt auch einen "Kaltdruck" zu, sofern du es in der Firmware aktivierst. Bei Marlin weiß ich es nicht.Quote
firefrog
Ein Kollege meinte noch, ich solle probieren, die Treiber durchzutauschen (X gegen Y etc.), um zu sehen, ob das Problem dann "mitwandert". Das hört sich auch nach einem vernünftigen Ansatz an. Einziges Problem das ich damit habe: ich muss immer erstmal 3h drucken, bis das Problem auftritt. Das geht mit ein paar Versuchen schon ins Geld. Ist es möglich, z.B. nach dem ersten Layer - damit man eine Referenz hat - die Extrusionswerte im G-Code zu löschen, so dass der Kopf einfach nur "trocken" seine Bahnen abfährt? Oder ändere ich damit zu viele Parameter und verfälsche das Ergebnis?
Was deinen Gcode Interpreter betrifft: Zieh den Gcode einfach mal in Cura / Slic3r / Pronterface / Repetierhost rein. Allesamt zeigen sie dir anhand des GCodes dein Modell inkl. Travel Moves etc.
Ansonsten was mir bei der Modellgeometrie noch einfällt:
Ich hab jetzt gesehen dass du bei 210HE / 65HB druckst.
Welches Material druckst du? PETG oder PLA? ein kurzes STRG+F hat mir hier im Thread nix geliefert.
Folgendes ist mir bei meinem Delta passiert:
Hohe Acceleration bei 150mm/s Travel haben die Treiber nicht gepackt. Die Motoren fingen an zu stottern. Obendrein ist das - logischerweise - bei einem Retract passiert. Dieses Ruckeln führte dazu, dass der Effektor auch noch an bereits ausgehärteten Stellen hängen blieb - ähnliche Überhänge / Abstehende Teile wie bei dir im Druck. Ergebnis => Steploss, Shifting in X / Y etc.
Z-Hop hat hier etwas geholfen, ebenso das runterschrauben von der Acceleration.
Weiterer Punkt ist natürlich, wenn ich PLA bei 30mm/s mit 210°C drucke, muss ich mich nicht wundern wenn sich das irgendwo aufstellt weil es zu warm ist und mein Druckkopf beim Travel dran hängen bleibt. Kann auch zu Steploss führen und auch an der gleichen Stelle.
Nur noch mal ein paar Anhaltspunkte, nach denen man schauen kann
Alle Angaben ohne Gewähr
|
Re: Druckbild-Analyse 13. August 2018 07:03 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 118 |
Hi firefrog,
Eine 4-8GB Karte ist schon gut >8GB würde ich nicht nehmen.
Das Zeitproblem können wir ja später klären.
Um deinen Druck in den Testmodus zu setzen musst du im Startcode ganz am Anfang
M111 S8 eintragen, damit druckt er ohne Filament, zum testen.
Kannste mal den Thingiverse Link von dem Teil hier einstellen.
Gruss
Peppi
@ dass ich zum Teil die verlorenen Steps hören konnte...Das könnte schon die Ursache sein, zuviel Travel-Speed.
Eine 4-8GB Karte ist schon gut >8GB würde ich nicht nehmen.
@ Ich hätte die LH noch höher setzen können...Die Druck-Zeit hat auch was mit der Layerbreite zu tun.
Das Zeitproblem können wir ja später klären.
Um deinen Druck in den Testmodus zu setzen musst du im Startcode ganz am Anfang
M111 S8 eintragen, damit druckt er ohne Filament, zum testen.
Kannste mal den Thingiverse Link von dem Teil hier einstellen.
Gruss
Peppi
|
Re: Druckbild-Analyse 13. August 2018 07:28 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 118 |
|
Re: Druckbild-Analyse 13. August 2018 08:22 |
Registrierungsdatum: 5 Jahre zuvor Beiträge: 78 |
Hallo Terri,
ja natürlich wäre das an dieser Stelle Verschwendung. Aber eine größere Karte kann man später noch sinnvoller anderweitig verwenden, daher die Frage. Wenn ich schon eine neue kaufe (ich glaub, ich hab keine mehr...), will ich ja auch eine möglichst vielseitig einsetzbare. Und dann möchte ich eben sicher gehen, dass ich nicht z.B. eine 32 GB-Karte kaufe, der Drucker aber nur maximal 16 GB verkraftet - daher die Frage
Mit "einfach reinziehen" kriege ich den G-Code nicht in Slic3r angezeigt. Aber es wäre wahrscheinlich auch nicht sinnvoll, den Fehler mit dem Programm zu suchen, das ihn vielleicht verursacht hat. Da würde ich also ein anderes verwenden - kann ich allerdings aktuell nicht, da ich auf der Arbeit nur Slic3r zur Verfügung habe.
Ich drucke PLA, bevor ich das nicht halbwegs unter Kontrolle habe, werde ich nicht mit den komplizierteren Kunststoffen anfangen 210/65 gelten allerdings nur für den ersten Layer, danach senke ich auf 205/60 ab. Bisher habe ich auch mit dem Flow keine Probleme gehabt, und seit die Bauteilkühlung dran ist, klappt das auch für Überhänge und Bridges ganz gut.
Du hast allerdings Recht, Überhänge biegen sich teilweise etwas auf. Diese waren aber bisher immer klein und weich genug, dass der Kopf sie einfach wieder flachgedrückt hat, wenn er das nächste Mal an der Stelle war. Deine Ausführung zu deinem Delta klingen nachvollziehbar. Ich werde beim nächsten Druck auf jeden Fall mal Beschleunigung und Travel Speed runter schrauben und Z-Hop aktivieren. Allerdings sind ja auch schon Fehler auf der "Bodenplatte" des Teils aufgetreten, bevor Wände und Überhänge ins Spiel kamen. Vielen Dank für die ausführlichen Tipps.
LundM:
was ist denn das Problem mit größeren Karten, solange der Drucker die Größe verträgt? Ich weiß, dass es bei manchen Geräten Kompatibilitätsprobleme gibt mit SD-HC und SD-XC und wie die Standards alle heißen, aber ansonsten...?
Bei der Sache mit der Druckzeit gebe ich dir uneingeschränkt Recht, ich würde gerne erstmal konsistent drucken können, ungeachtet der Zeit, und darauf dann aufbauen.
Der Startcode ist gut zu wissen, danke - hätte ich aber auch drauf kommen können, einfach mal im Befehlsverzeichnis nach einem Test-Befehl zu suchen...
Das Teil ist dieses hier auf Thingiverse, um genau zu sein da dann "set_frame_81mm-wide.STL", da es mehrere Versionen der Datei gibt.
Den Part über Terri und seine Glaskugel muss ich nicht verstehen, oder?
Liebe Grüße
der Frosch
/edit: nur als kurze Info, ich habe nicht all eure Tipps genommen und bin wieder weg, ich komme lediglich momentan nicht zum Drucken, da andere Projekte im Vordergrund stehen und der Druck, an dem ich testen muss, so dermaßen lang dauert. Wahrscheinlich nächste Woche geht es aber weiter, hoffentlich mit neuen Erkenntnissen und schrittverlustfreien Drucken
1-mal bearbeitet. Zuletzt am 15.08.18 06:00.
ja natürlich wäre das an dieser Stelle Verschwendung. Aber eine größere Karte kann man später noch sinnvoller anderweitig verwenden, daher die Frage. Wenn ich schon eine neue kaufe (ich glaub, ich hab keine mehr...), will ich ja auch eine möglichst vielseitig einsetzbare. Und dann möchte ich eben sicher gehen, dass ich nicht z.B. eine 32 GB-Karte kaufe, der Drucker aber nur maximal 16 GB verkraftet - daher die Frage
Mit "einfach reinziehen" kriege ich den G-Code nicht in Slic3r angezeigt. Aber es wäre wahrscheinlich auch nicht sinnvoll, den Fehler mit dem Programm zu suchen, das ihn vielleicht verursacht hat. Da würde ich also ein anderes verwenden - kann ich allerdings aktuell nicht, da ich auf der Arbeit nur Slic3r zur Verfügung habe.
Ich drucke PLA, bevor ich das nicht halbwegs unter Kontrolle habe, werde ich nicht mit den komplizierteren Kunststoffen anfangen
210/65 gelten allerdings nur für den ersten Layer, danach senke ich auf 205/60 ab. Bisher habe ich auch mit dem Flow keine Probleme gehabt, und seit die Bauteilkühlung dran ist, klappt das auch für Überhänge und Bridges ganz gut.Du hast allerdings Recht, Überhänge biegen sich teilweise etwas auf. Diese waren aber bisher immer klein und weich genug, dass der Kopf sie einfach wieder flachgedrückt hat, wenn er das nächste Mal an der Stelle war. Deine Ausführung zu deinem Delta klingen nachvollziehbar. Ich werde beim nächsten Druck auf jeden Fall mal Beschleunigung und Travel Speed runter schrauben und Z-Hop aktivieren. Allerdings sind ja auch schon Fehler auf der "Bodenplatte" des Teils aufgetreten, bevor Wände und Überhänge ins Spiel kamen. Vielen Dank für die ausführlichen Tipps.
LundM:
was ist denn das Problem mit größeren Karten, solange der Drucker die Größe verträgt? Ich weiß, dass es bei manchen Geräten Kompatibilitätsprobleme gibt mit SD-HC und SD-XC und wie die Standards alle heißen, aber ansonsten...?
Bei der Sache mit der Druckzeit gebe ich dir uneingeschränkt Recht, ich würde gerne erstmal konsistent drucken können, ungeachtet der Zeit, und darauf dann aufbauen.
Der Startcode ist gut zu wissen, danke - hätte ich aber auch drauf kommen können, einfach mal im Befehlsverzeichnis nach einem Test-Befehl zu suchen...
Das Teil ist dieses hier auf Thingiverse, um genau zu sein da dann "set_frame_81mm-wide.STL", da es mehrere Versionen der Datei gibt.
Den Part über Terri und seine Glaskugel muss ich nicht verstehen, oder?
Liebe Grüße
der Frosch
/edit: nur als kurze Info, ich habe nicht all eure Tipps genommen und bin wieder weg, ich komme lediglich momentan nicht zum Drucken, da andere Projekte im Vordergrund stehen und der Druck, an dem ich testen muss, so dermaßen lang dauert. Wahrscheinlich nächste Woche geht es aber weiter, hoffentlich mit neuen Erkenntnissen und schrittverlustfreien Drucken
1-mal bearbeitet. Zuletzt am 15.08.18 06:00.
|
Re: Druckbild-Analyse 02. September 2018 17:01 |
Registrierungsdatum: 5 Jahre zuvor Beiträge: 78 |
Moinmoin,
so, nach längerer Abstinenz, in der ich andere Sachen erledigen musste, versuche ich jetzt wieder, Herr über das Plastik zu werden.
Was ich in den letzten Tagen gemacht habe:
- Lager der Y-Achse getauscht. Die alten Lager (LM8UU, gefühlt aus der Restekiste) hatten geschätzt 0,5 mm Spiel oder mehr. Zudem wiesen sie unterschiedlich starke Reibung auf: wenn ich sie auf die Achse gesteckt und diese gekippt habe, fing ein Lager bei etwa 10° Neigung an zu rutschen, das zweite bei 20° und das dritte erst nahe 45°. Zudem hat mindestens eins geklackert.
- die Frontplatte, an der der Riemenspanner gelagert ist, verstärkt.
- Travelspeed von 130 auf 100 reduziert
- Acceleration herabgesetzt: Accel 1000 -> 800, A-retract 2000 -> 1600, A-travel 3000 -> 2000, AMax für X und Y 4000 -> 3000.
Ich hatte vermutet, dass durch die Biegung der Frontplatte die Y-Achsen ebenso (leicht) verbogen werden und dies in Verbindung mit den schlechten Lagern und über die Zeit erwärmten Treibern letztlich dazu führt, dass die Achse nach, wie oben geschrieben, längerer Zeit anfängt, Schritte zu verlieren. In einem ersten Test hat sich das nicht bewahrheitet.
Dank des M111-Befehls (der sich übrigens auch beliebig im GCode anwenden lässt) habe ich aktuell eine erste Schicht, die mir anzeigt, wo der Druckkopf sein *sollte* und wo er gerade druckt. So fallen verlorene Schritte auch auf, wenn ich sie z.B. wegen Kopfhörern nicht höre.
Die Beschleunigungswerte habe ich erst in diesem Versuch reduziert. Bisher scheint es zu funktionieren, der (Trocken-)Druck läuft aber auch erst seit 45 min. Hier hätte ich allerdings noch eine Frage: Marlin gibt mir ja die Werte Acceleration sowie AMax-Werte für alle vier Motoren. Der "Hauptwert" liegt dabei standardmäßig bei 1000, die AMax-Werte für die zwei Flächenachsen bei 4000. Was genau sagen mir denn die Werte für die einzelnen Achsen jetzt? Und warum sind diese so hoch, wenn die generelle Beschleunigung (also der erste Wert) weit darunter liegt?
Sollte die zu hohe Beschleunigung der Fehler gewesen sein: was kann ich tun, um diese wieder erhöhen zu können? Das Druckbett leichter machen? Die Achse/den Rahmen aussteifen?
Ich hoffe mal auf weitere Hilfe und melde mich ansonsten, wenn es vom aktuellen Versuch Neuigkeiten gibt.
/edit: ich habe gestern nach etwa 3 3/4 Stunden abgebrochen, da ich ins Bett bin. Bis dahin gab es aber keinen Fehler. Heute hatte ich nicht lang genug am Stück Zeit, daher (hoffentlich) morgen nochmal ein Versuch, bevor ich wieder ein paar Tage unterwegs bin.
1-mal bearbeitet. Zuletzt am 03.09.18 15:47.
so, nach längerer Abstinenz, in der ich andere Sachen erledigen musste, versuche ich jetzt wieder, Herr über das Plastik zu werden.
Was ich in den letzten Tagen gemacht habe:
- Lager der Y-Achse getauscht. Die alten Lager (LM8UU, gefühlt aus der Restekiste) hatten geschätzt 0,5 mm Spiel oder mehr. Zudem wiesen sie unterschiedlich starke Reibung auf: wenn ich sie auf die Achse gesteckt und diese gekippt habe, fing ein Lager bei etwa 10° Neigung an zu rutschen, das zweite bei 20° und das dritte erst nahe 45°. Zudem hat mindestens eins geklackert.
- die Frontplatte, an der der Riemenspanner gelagert ist, verstärkt.
- Travelspeed von 130 auf 100 reduziert
- Acceleration herabgesetzt: Accel 1000 -> 800, A-retract 2000 -> 1600, A-travel 3000 -> 2000, AMax für X und Y 4000 -> 3000.
Ich hatte vermutet, dass durch die Biegung der Frontplatte die Y-Achsen ebenso (leicht) verbogen werden und dies in Verbindung mit den schlechten Lagern und über die Zeit erwärmten Treibern letztlich dazu führt, dass die Achse nach, wie oben geschrieben, längerer Zeit anfängt, Schritte zu verlieren. In einem ersten Test hat sich das nicht bewahrheitet.
Dank des M111-Befehls (der sich übrigens auch beliebig im GCode anwenden lässt) habe ich aktuell eine erste Schicht, die mir anzeigt, wo der Druckkopf sein *sollte* und wo er gerade druckt. So fallen verlorene Schritte auch auf, wenn ich sie z.B. wegen Kopfhörern nicht höre.
Die Beschleunigungswerte habe ich erst in diesem Versuch reduziert. Bisher scheint es zu funktionieren, der (Trocken-)Druck läuft aber auch erst seit 45 min. Hier hätte ich allerdings noch eine Frage: Marlin gibt mir ja die Werte Acceleration sowie AMax-Werte für alle vier Motoren. Der "Hauptwert" liegt dabei standardmäßig bei 1000, die AMax-Werte für die zwei Flächenachsen bei 4000. Was genau sagen mir denn die Werte für die einzelnen Achsen jetzt? Und warum sind diese so hoch, wenn die generelle Beschleunigung (also der erste Wert) weit darunter liegt?
Sollte die zu hohe Beschleunigung der Fehler gewesen sein: was kann ich tun, um diese wieder erhöhen zu können? Das Druckbett leichter machen? Die Achse/den Rahmen aussteifen?
Ich hoffe mal auf weitere Hilfe und melde mich ansonsten, wenn es vom aktuellen Versuch Neuigkeiten gibt.
/edit: ich habe gestern nach etwa 3 3/4 Stunden abgebrochen, da ich ins Bett bin. Bis dahin gab es aber keinen Fehler. Heute hatte ich nicht lang genug am Stück Zeit, daher (hoffentlich) morgen nochmal ein Versuch, bevor ich wieder ein paar Tage unterwegs bin.
1-mal bearbeitet. Zuletzt am 03.09.18 15:47.
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.