Anpassung Parameter nach Extrudertausch
|
Anpassung Parameter nach Extrudertausch 01. January 2019 18:36 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 425 |
vorab:
 Gutes Neues Jahr an alle
Gutes Neues Jahr an alle Wie im Titel beschrieben, bin ich gerade am Umbau des Extruders. Gregs 3mm -> MK8 1,75mm
Klar, dass der damit neu kalibriert werden muss. Geht ja recht schön mit den M92-Befehlen die steps/mm anzupassen, bis das Ergebnis stimmt.
Diesen einen Wert anzupassen (und in der Firmware zu verewigen), sollte imho reichen, oder? Alle anderen Parameter (Geschwindigkeit, Beschleunigung etc...) basieren doch darauf.
Oder überseh ich da etwas?
Prusa I3 mit Anpassungen nach toolson | MK3 Heizbett | 1,75mm E3D-Clone mit 40W Heizpatrone und Titan-Direct Extruder | Marlin 2.0 bugfix auf MKS SGEN_L mit TMC2008 | Simplify3D 4.1.1
|
Re: Anpassung Parameter nach Extrudertausch 06. January 2019 17:54 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 425 |
Also, ich hab mal nur den Parameter steps/mm für E0 geändert. (Bei 200mm Extrusion kamen auch genau 200mm aus dem Extruder)
Noch den Filament Durchmesser auf den ermitttelten Wert eingetragen (1,71mm). Sonst aber alle Parameter gleich gelassen.
Die ersten Ergebnisse waren etwas ernüchternd. -> xyz Kalibrierwürfel mit REC ABS-Filament von Reichelt
Lauter Blobs an den Travelstellen, total verschmierte Buchstaben und das Filament hats immer in den nächsten Layer hochgezogen. (Würfel auf der linken Seite der Bilder)
Wie damals gelernt, hab ich jetzt am EW (0,41...0,48) und am FD (1,71 ....1,80) rumgespielt. Immer in den Gedanken, dass die Blobs vom Oozen kommen, ich wohl zu viel extrudiere und noch Druck in der Düse habe.
Auch mal den Retract von 1mm auf 0 zurück genommen. Aber am Ergebnis hat sich nicht viel geändert.
Ja, da waren meine Ideen vorerst am Ende. Die erste Rolle Filamant auch gleich, und in der Tonne stapeln sich die Würfel..LOL
Bin dann auf ganz andere Dinge gekommen: Das Filament wurde nicht schnell genug hart, bzw. wurde vom Druckkopf zu warm gehalten. Mit Verhüterli war keine grosse Verbesserung.
Aber mit leichtem Bauteillüfter (20%) war das Ergebnis um Welten besser. Allerdings warpt es halt dann wieder, wenn ich den Lüfter zu früh zuschalte.

Das Warpen sieht man ganz gut auf den rechten Würfeln.
Lüfter hab ich beim alten Hotend für ABS nie benötigt...




Ach ja: Das Wellenmuster beim linken Würfel resultiert daraus, dass ich bei dem nur einen Perimeter gedruckt habe. Sobald ich auf 2 Perimeter umgestellt habe, waren die Wellen weg.
2-mal bearbeitet. Zuletzt am 06.01.19 18:15.
Prusa I3 mit Anpassungen nach toolson | MK3 Heizbett | 1,75mm E3D-Clone mit 40W Heizpatrone und Titan-Direct Extruder | Marlin 2.0 bugfix auf MKS SGEN_L mit TMC2008 | Simplify3D 4.1.1
|
Re: Anpassung Parameter nach Extrudertausch 06. January 2019 17:57 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 425 |
Sieht man schön auf der Z-Ebene
Ich hab dann mal mit Retract-Werten von 0 / 1 / 3mm (auf den Bildern von links nach rechts) gespielt, aber keine Änderung gesehen :-(



Was mir an den Würfeln noch auffällt, sind die "Ausbuchtungen" an den senkrechten Kanten.
1-mal bearbeitet. Zuletzt am 06.01.19 18:06.
Prusa I3 mit Anpassungen nach toolson | MK3 Heizbett | 1,75mm E3D-Clone mit 40W Heizpatrone und Titan-Direct Extruder | Marlin 2.0 bugfix auf MKS SGEN_L mit TMC2008 | Simplify3D 4.1.1
|
Re: Anpassung Parameter nach Extrudertausch 06. January 2019 18:01 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 425 |
du wolltest meine conf.h aus Marlin 1.1.8 und die aktuellen Parameter,
Ich häng mal die configuration.h sowie einen aktuellen gcode des Cal-Würfels an. Glaube da stehen die benötigten Werte drin?
Prusa I3 mit Anpassungen nach toolson | MK3 Heizbett | 1,75mm E3D-Clone mit 40W Heizpatrone und Titan-Direct Extruder | Marlin 2.0 bugfix auf MKS SGEN_L mit TMC2008 | Simplify3D 4.1.1
|
Re: Anpassung Parameter nach Extrudertausch 07. January 2019 09:56 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 857 |
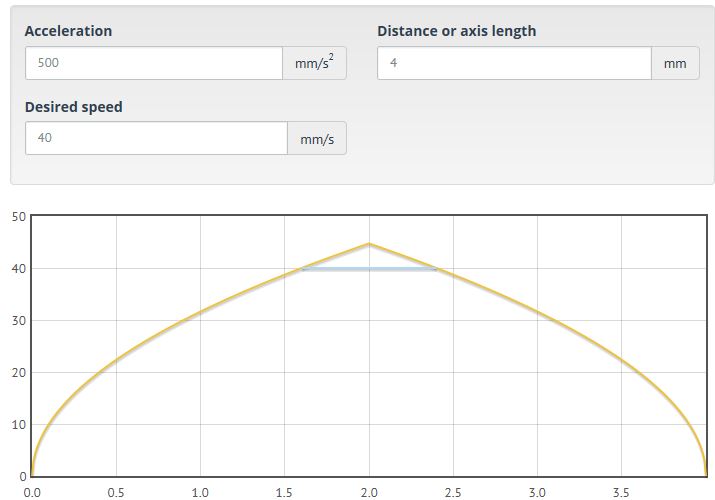
Dynamik ist gleich NULL für deinen Extruder, hier muss bei 1,75mm Filament das ~3-fache Volumen gefördert werden, also muß der Stepper dies auch beim Retract können.
S3D: startingGcode,M201 X1200 Y1200 E500 ;E10000 ; M201: Set max printing acceleration,M204 P3000.00 R500.00 T3000.00 ; M204: Default Acceleration
bremsen das System aus und führen zu einem langen verweilen im System, hier mal für 2mm Retract 4s Zeit (Rück-/Hinzug 4mm):
Auch in der Firmware ist mir das alles zu passiv eingestellt, da ruhig mal die Default Werte nutzen.
#define DEFAULT_AXIS_STEPS_PER_UNIT { 80, 80, 4000, 96.3663 } // ------------------------->(KRA_2019-01-04)
/**
* Default Max Feed Rate (mm/s)
* Override with M203
* X, Y, Z, E0 [, E1[, E2[, E3[, E4]]]]
*/
#define DEFAULT_MAX_FEEDRATE { 500, 500, 2, 45 } // ------------------------->(KRA_2018-01-11)
/**
* Default Max Acceleration (change/s) change = mm/s
* (Maximum start speed for accelerated moves)
* Override with M201
* X, Y, Z, E0 [, E1[, E2[, E3[, E4]]]]
*/
#define DEFAULT_MAX_ACCELERATION { 9000, 9000, 100, 300 } // ------------------------->(KRA_2018-01-11)
/**
* Default Acceleration (change/s) change = mm/s
* Override with M204
*
* M204 P Acceleration
* M204 R Retract Acceleration
* M204 T Travel Acceleration
*/
#define DEFAULT_ACCELERATION 3000 // X, Y, Z and E acceleration for printing moves
#define DEFAULT_RETRACT_ACCELERATION 300 // E acceleration for retracts // ------------------------->(KRA_2018-01-11)
#define DEFAULT_TRAVEL_ACCELERATION 3000 // X, Y, Z acceleration for travel (non printing) moves
#define DEFAULT_EJERK 2.0 // ------------------------->(KRA_2018-01-11)
Grüße Jörg
DIY Graber i3, based on Ramps 1.4 / LCD-SD-support / Marlin / MK8 upgraded direct drive

Home of Graber i3 reloaded, based on Ramps 1.4_TMC2100 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Und sollte ich vergessen haben, jemanden zu beschimpfen, dann bitte ich um Verzeihung!
Johannes Brahms
|
Re: Anpassung Parameter nach Extrudertausch 07. January 2019 10:36 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 425 |
danke dass du dir das mal angeschaut hast.
Hab verstanden, dass der Extrudermotor jetzt mehr Dynamik braucht, da er ja anstelle 3mm -> 1,75er Filamant fördert. Die Querschnittsfläche vom 1,75er Filamant ist ja nur1/3 vom 3er.
Also muss er für dieselbe Menge die dreifache Länge an Draht durch den Extruder jagen.
Dazu kommt ja auch noch, dass der alte eine Getriebeuntersetztung hatte.
Ich seh in deiner Grafik, dass ich die notwendige Geschwindigkeit fast nicht erreiche. Die meisste Zeit geht für Beschleunigung und Bremsen drauf.
Nettes Tool. Wo findet man das?
Du hast die entsprechenden Werte im S3D-Script und in der Firmware fett markiert.
Ja, wie oben erwähnt ist eigentlich nur der Wert für die steps per unit an den Extruder angepasst.Quote
Auch in der Firmware ist mir das alles zu passiv eingestellt, da ruhig mal die Default Werte nutzen.
Wie hoch kann ich mit den Werten gehen? Was/wo wären die von dir angesprochenenen Default Werte?
Prusa I3 mit Anpassungen nach toolson | MK3 Heizbett | 1,75mm E3D-Clone mit 40W Heizpatrone und Titan-Direct Extruder | Marlin 2.0 bugfix auf MKS SGEN_L mit TMC2008 | Simplify3D 4.1.1
|
Re: Anpassung Parameter nach Extrudertausch 07. January 2019 10:58 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 857 |
* Default Max Feed Rate (mm/s)
* Override with M203
* X, Y, Z, E0 [, E1[, E2[, E3[, E4]]]]
*/
#define DEFAULT_MAX_FEEDRATE { 500, 500, 2, 120 }
mal die defaults von Marlin:
/**
* Default Max Acceleration (change/s) change = mm/s
* (Maximum start speed for accelerated moves)
* Override with M201
* X, Y, Z, E0 [, E1[, E2[, E3[, E4]]]]
*/
#define DEFAULT_MAX_ACCELERATION { 3000, 3000, 100, 10000 }
/**
* Default Acceleration (change/s) change = mm/s
* Override with M204
*
* M204 P Acceleration
* M204 R Retract Acceleration
* M204 T Travel Acceleration
*/
#define DEFAULT_ACCELERATION 3000 // X, Y, Z and E acceleration for printing moves
#define DEFAULT_RETRACT_ACCELERATION 3000 // E acceleration for retracts
#define DEFAULT_TRAVEL_ACCELERATION 3000 // X, Y, Z acceleration for travel (non printing) moves
/**
* Default Jerk (mm/s)
* Override with M205 X Y Z E
*
* "Jerk" specifies the minimum speed change that requires acceleration.
* When changing speed and direction, if the difference is less than the
* value set here, it may happen instantaneously.
*/
#define DEFAULT_XJERK 10.0
#define DEFAULT_YJERK 10.0
#define DEFAULT_ZJERK 0.3
#define DEFAULT_EJERK 5.0
Die Grafik ist aus dem Online Prusa Calculator
Grüße Jörg
DIY Graber i3, based on Ramps 1.4 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Home of Graber i3 reloaded, based on Ramps 1.4_TMC2100 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Und sollte ich vergessen haben, jemanden zu beschimpfen, dann bitte ich um Verzeihung!
Johannes Brahms
|
Re: Anpassung Parameter nach Extrudertausch 07. January 2019 14:34 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 425 |
hab jetzt die Werte in der configuration.h geändert:
#define DEFAULT_AXIS_STEPS_PER_UNIT { 80, 80, 4000, 96.3663 }
#define DEFAULT_MAX_FEEDRATE { 500, 500, 2, 120 }
#define DEFAULT_MAX_ACCELERATION { 3000, 3000, 100, 10000}
#define DEFAULT_ACCELERATION 3000 // X, Y, Z and E acceleration for printing moves
#define DEFAULT_RETRACT_ACCELERATION 3000 // E acceleration for retracts
#define DEFAULT_TRAVEL_ACCELERATION 3000
#define DEFAULT_XJERK 10.0
#define DEFAULT_YJERK 10.0
#define DEFAULT_ZJERK 0.3
#define DEFAULT_EJERK 5.0
und auch das Startscript so angepasst, dass es nichts verändert. Könnte es mir ja gleich schenken. Dachte nur, falls ich nochmal an den Werten spielen soll, dann geht es hier schneller als den MEGA neu zu flashen.M201 X3000 Y3000 E10000 ; M201: Set max printing acceleration M204 P3000.00 R3000.00 T3000.00 ; M204: Default Acceleration M205 X10.0 ;minimum travel speed M205 Y10.0 ;minimum travel speed
Ich versteh nur nicht die beiden roten Zeilen. Da gehts doch beide Male um die Beschleunigung der Achsen. Für X und Y werden beide Male der Wert 3000 zugewiesen. Für Z und E aber unterschiedliche Werte.
Macht das Sinn, wenn ich bei Z für die maximale Beschleunigung 100 zuweise, aber dann die Beschleunigung fürs Drucken auf 3000 setze?
Beim Extruder ist es genau anders herum: erst 10000 und dann "nur" 3000.
Sonst keine Parameter verändert und neue Würfel gedruckt. Ohne Kühlung.
Das einzige was ich geändert habe war der Retract. Wieder von links nach rechts: 0mm / 1mm / 3mm



Wenn ich mir die Z-Seite so ansehe, dann würde ich sagen, dass ich wohl zu wenig Material extrudiere.
Die unschönen Effekte an den anderen Seiten und an den Kanten vermag ich nicht zu deuten.
Prusa I3 mit Anpassungen nach toolson | MK3 Heizbett | 1,75mm E3D-Clone mit 40W Heizpatrone und Titan-Direct Extruder | Marlin 2.0 bugfix auf MKS SGEN_L mit TMC2008 | Simplify3D 4.1.1
|
Re: Anpassung Parameter nach Extrudertausch 08. January 2019 00:28 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 857 |
Also das nur eine Step Anpassung nicht ausreichend ist.
Nachdem wir die Kinematik angesprochen haben, muß natürlich auch noch die Regelungstechnik nun noch angepasst werden, diese Werte erscheinen mir doch etwas untypisch
Check, ob der Thermistor Typ dem entspricht, was eingebaut ist -> PID Tuning ausführen.
// (Werte ermittelt mit Autotune "M303 S210")
#define DEFAULT_Kp 18.8
#define DEFAULT_Ki 1.11
#define DEFAULT_Kd 80.36
Hier stimmen Temperatur und EW nicht, aber bevor das Tuning wieder nach alt bekannter Art ausgeführt werden kann, müssen die ganzen Parameter stimmen.
Ich würde tendenziell auf 230° einstellen und den EW korrigieren, da ja die Fördermenge stimmt.
Erklärung zu MAX_ACC:
Das eine begrenzt die Maschinen Parameter -> also auch JERK in max Beschleunigung.
Das andere sind die Begrenzungen für die Druckbewegung, die sich im Druckergebnis auswirken.
DIY Graber i3, based on Ramps 1.4 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Home of Graber i3 reloaded, based on Ramps 1.4_TMC2100 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Und sollte ich vergessen haben, jemanden zu beschimpfen, dann bitte ich um Verzeihung!
Johannes Brahms
|
Re: Anpassung Parameter nach Extrudertausch 08. January 2019 02:07 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 425 |
ok, werde ich am Abend in Angriff nehmen.
Quote
helijoy
Nachdem wir die Kinematik angesprochen haben, muß natürlich auch noch die Regelungstechnik nun noch angepasst werden, diese Werte erscheinen mir doch etwas untypisch
Check, ob der Thermistor Typ dem entspricht, was eingebaut ist -> PID Tuning ausführen.
Ehrlich gesagt, hab ich das als unkritisch empfunden, nachdem sich die Temperaturregelung nicht anders verhalten hat, als beim alten Hotend.
Isttemperatur habe ich mit externem Messgerät validiert, und während des Druckens blieb die HE-Temp im Bereich +/- 1K
Das Hotend ist ja auch dasselbe wie beim Wade-Extruder, nur halt für 1,75 (anderer Teflon-Inliner im Heatsink/Heatbreak und andere Düse)
Aber aufgrund des dünneren, aber dafür schneller durchlaufenden Materials kann es sich anders verhalten.
Und du hast schon recht, neues Autotune ist gleich durchgeführt und schadet nicht.
Verbauter Thermistor Typ: Ja, das ist ne gute Frage
 Mal schaun, ob ich da Infos zu finde.
Mal schaun, ob ich da Infos zu finde. Edit: Lt. Hersteller ein 100K NTC. B-Wert 3950 mit einigen Fragezeichen...
Mit "hier" meinst du die letzten gedruckten Würfel?Quote
Hier stimmen Temperatur und EW nicht.....
Wenn ich das durchgeführt habe, dann druck ich mit 230° eine Reihe Würfel mit unterschiedlichem EW. OK?
1-mal bearbeitet. Zuletzt am 08.01.19 02:32.
Prusa I3 mit Anpassungen nach toolson | MK3 Heizbett | 1,75mm E3D-Clone mit 40W Heizpatrone und Titan-Direct Extruder | Marlin 2.0 bugfix auf MKS SGEN_L mit TMC2008 | Simplify3D 4.1.1
|
Re: Anpassung Parameter nach Extrudertausch 08. January 2019 02:45 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 857 |
wir haben ganz andere Materialstärken der Düse, kleinere Schmelzzone, mehr Düsenkörper usw.,
wenn die Temps validiert sind, ist das schon mal gut für die Thermistor Auswahl, das sollte dann passen.
Ich kann mich da vorerst nur auf deine Aussage stützen, dass nur die Extruder Steps verändert wurden.
Alles andere wird sich dann Stück für Stück klären, wenn entsprechende Themengebiete abgehandelt wurden.
Den Retract Vorschub (40mm/s) werden wir auch noch entsprechend nach oben angepassen, aber da sind wir noch nicht.
Ja, ich meine die letzten Würfel, auf Grund von zu viel Hitze eingezogene Kanten und nicht geschlossene Bahnen/Perimeter.
Grüße Jörg
DIY Graber i3, based on Ramps 1.4 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Home of Graber i3 reloaded, based on Ramps 1.4_TMC2100 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Und sollte ich vergessen haben, jemanden zu beschimpfen, dann bitte ich um Verzeihung!
Johannes Brahms
|
Re: Anpassung Parameter nach Extrudertausch 08. January 2019 04:58 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 425 |
Quote
helijoy
wir haben ganz andere Materialstärken der Düse, kleinere Schmelzzone, mehr Düsenkörper usw.,
Ideal wäre es imho, wenn man fürs PID-Tuning Materialfluss hätte. So tuned man ja auf einen statischen Zustand.
Wird halt bissl schwierig bei tieferen Temperaturen das Material durch die Düse zu jagen.

Drum wars mit Lüfter auch besser.Quote
Ja, ich meine die letzten Würfel, auf Grund von zu viel Hitze eingezogene Kanten und nicht geschlossene Bahnen/Perimeter.
Aber da hab ich wieder mal in die falsche Richtung gedacht. Hätte ja anstatt den Lüfter einzuschalten auch mit der Temperatur runter gehen können.

ohoh... ich muss noch viel lernen...
1-mal bearbeitet. Zuletzt am 08.01.19 05:02.
Prusa I3 mit Anpassungen nach toolson | MK3 Heizbett | 1,75mm E3D-Clone mit 40W Heizpatrone und Titan-Direct Extruder | Marlin 2.0 bugfix auf MKS SGEN_L mit TMC2008 | Simplify3D 4.1.1
|
Re: Anpassung Parameter nach Extrudertausch 08. January 2019 15:50 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 425 |
Dann eine Reihe mit unterschiedlichem EW gedruckt. 10K weniger am HE. Also 230°C
Ach ja: Retract hab ich mal bei 1mm gelassen
Angefangen bei EW0,42 wie bei den ersten Würfeln. Dann 0,44 / 0,46 / 0,48
Bei 0,48 hat dann der Würfel nicht mehr auf dem Bett gehalten. Auch vorher sind schon die Ecken gekommen. Bin dann ~ 0,1mm weiter ans Bett ran.
Die Ergebnisse...naja, seht selbst.
Man könnte meinen, dass die Kanten besser werden, aber das ist wohl nur der Kontraeffekt zum Warpen.
Und beim Toplayer sieht eigtl. der Würfel mit 0,42 am Besten aus.



1-mal bearbeitet. Zuletzt am 08.01.19 15:51.
Prusa I3 mit Anpassungen nach toolson | MK3 Heizbett | 1,75mm E3D-Clone mit 40W Heizpatrone und Titan-Direct Extruder | Marlin 2.0 bugfix auf MKS SGEN_L mit TMC2008 | Simplify3D 4.1.1
|
Re: Anpassung Parameter nach Extrudertausch 08. January 2019 16:02 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 857 |
 EW<0.42
EW<0.42Temp 220->210°
Retract iss hier nicht wirklich gut beurteilbar, sind ja alle Ecken mist
 ,wo auch kein Retract statt findet
,wo auch kein Retract statt findetJetzt müssen erst einmal die Bahnen schön aneinander liegen, ebenfalls bei den Perimetern und den Übergängen Infill zu Perimeter.
DIY Graber i3, based on Ramps 1.4 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Home of Graber i3 reloaded, based on Ramps 1.4_TMC2100 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Und sollte ich vergessen haben, jemanden zu beschimpfen, dann bitte ich um Verzeihung!
Johannes Brahms
|
Re: Anpassung Parameter nach Extrudertausch 08. January 2019 16:16 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 425 |
Quote
helijoy
Ja, ich habs mir eigentlich schon gedacht, wie ich die Top-Layer der Reihe gesehen habe.
Und mit der Temp geh ich auch mal runter.
Retract ganz raus? Wobei 1mm ist beim Bowden ja eh nix, wenn ich das richtig verstanden habe.
Darf ich mal fragen, wieso wir EW ändern und nicht FD?
Ich denk mal so: Wenn wir FD ändern, dann schiebt der Extruder mehr oder weniger Filamant aus der Düse,
Bei EW macht er ähnliches, aber legt die Bahnen zusätzlich weiter auseinander.
2-mal bearbeitet. Zuletzt am 08.01.19 16:20.
Prusa I3 mit Anpassungen nach toolson | MK3 Heizbett | 1,75mm E3D-Clone mit 40W Heizpatrone und Titan-Direct Extruder | Marlin 2.0 bugfix auf MKS SGEN_L mit TMC2008 | Simplify3D 4.1.1
|
Re: Anpassung Parameter nach Extrudertausch 08. January 2019 16:33 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 857 |
Gleiche Grund, die Bahnen sind alle samt nicht überlappend, es sind auch keine echten Aufreisser erkennbar, die nicht Anschlüsse sind noch dem zu weiten Abstand geschuldet.
Wir waren damals ja auch schon kälter unterwegs als üblich, denke da geht noch etwas bei 1,75.
Retract kannste erst einmal lassen, wie er ist.
EW verändert den Materialfluss nicht so gravierend (0,xx%) wie der bei Änderungen bei EM/FD (xx,0%)
1-mal bearbeitet. Zuletzt am 08.01.19 16:41.
DIY Graber i3, based on Ramps 1.4 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Home of Graber i3 reloaded, based on Ramps 1.4_TMC2100 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Und sollte ich vergessen haben, jemanden zu beschimpfen, dann bitte ich um Verzeihung!
Johannes Brahms
|
Re: Anpassung Parameter nach Extrudertausch 08. January 2019 19:28 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 425 |
220°C, 1mm Retract, EM 1,00
EW 0,36 / 0,38 / 0,40
Uns gehts atm nur um den Toplayer, oder? Weil bei allen anderen Problemen sehe ich keinerlei Verbesserung.



1-mal bearbeitet. Zuletzt am 08.01.19 19:30.
Prusa I3 mit Anpassungen nach toolson | MK3 Heizbett | 1,75mm E3D-Clone mit 40W Heizpatrone und Titan-Direct Extruder | Marlin 2.0 bugfix auf MKS SGEN_L mit TMC2008 | Simplify3D 4.1.1
|
Re: Anpassung Parameter nach Extrudertausch 09. January 2019 02:35 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 857 |
Nachtrag: jetzt wäre es eigentlich an der Zeit, mal einen Temptower zu drucken, um den druckbaren Temperaturbereich zu wissen.
1-mal bearbeitet. Zuletzt am 09.01.19 03:06.
DIY Graber i3, based on Ramps 1.4 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Home of Graber i3 reloaded, based on Ramps 1.4_TMC2100 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Und sollte ich vergessen haben, jemanden zu beschimpfen, dann bitte ich um Verzeihung!
Johannes Brahms
|
Re: Anpassung Parameter nach Extrudertausch 09. January 2019 06:50 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 425 |
Willst du einen bestimmten TempTower?Quote
helijoy
jetzt wäre es eigentlich an der Zeit, mal einen Temptower zu drucken, um den druckbaren Temperaturbereich zu wissen.
Druck gerade nen Tower.
Muss mir aber nochmal meinen TMC2208 anschauen.
Bei <210° hab ich laufend Schrittverluste.
Der TMC ist wie auch bei den Achsen auf 0,8A eingestellt. Hatte mit der Einstellung beim 3mm Extruder nie Probleme.
Der Stepper am Bowden könnte 1,5A.
Ich stell den Strom jetzt mal höher. Kann es evtl. auch sein, dass wir den Extruder zu dynamisch gemacht haben?
1-mal bearbeitet. Zuletzt am 09.01.19 10:33.
Prusa I3 mit Anpassungen nach toolson | MK3 Heizbett | 1,75mm E3D-Clone mit 40W Heizpatrone und Titan-Direct Extruder | Marlin 2.0 bugfix auf MKS SGEN_L mit TMC2008 | Simplify3D 4.1.1
|
Re: Anpassung Parameter nach Extrudertausch 09. January 2019 14:07 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 425 |
ein ernüchternder Nachmittag.
Urteilt selbst.
TempTower: Beim Linken hat der Druck abgebrochen, da hats mir das Teil von der Platte gezogen.
Ich hab dann nochmal einen neuen Druck mit 20° weniger gestartet. (rechter Tower). Steht halt im Plastik die falsche Temperatur drin.
Ab so 205° hat dann der Extruder mit Schrittverlusten angefangen, wohl weil das Plastik nicht mehr so locker durch die Düse geht.
Ähnliches merke ich auch, wenn ich beim FirstLayer zu nah am Bett bin. Dann hat das Hotend zu viel Widerstand, und der Extrudermotor kann das Filament nicht mehr schieben.
Auch nachdem ich den Motorstrom von 0,8 auf 1A angehoben habe.


Ich hab dann nochmal einen anderen Tower gedruckt. Der ist ohne Infill o.ä. Da kam dann auch der Speed Override zum Tragen (12s). Heisst der Drucker ist wesentlich langsamer gefahren.
Da siehst dann von vorne so aus, als ob die Temperatur über fast den ganzen Bereich ok wäre.
Auf der Rückseite sieht man aber, dass der ideale Bereich zwischen 220* und 210° wäre.
>220°C verläuft der Überhang. Unter 200° verlieren die Layer an Haftung.


Bringt uns das irgendwie weiter?
Prusa I3 mit Anpassungen nach toolson | MK3 Heizbett | 1,75mm E3D-Clone mit 40W Heizpatrone und Titan-Direct Extruder | Marlin 2.0 bugfix auf MKS SGEN_L mit TMC2008 | Simplify3D 4.1.1
|
Re: Anpassung Parameter nach Extrudertausch 09. January 2019 16:25 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 425 |
Da kommt jetzt schon das 2. Mal folgendes "Phänomen".
Durch den höheren Motorstrom 0,8 -> 1A hat der Extruder mehr Kraft. Und wenn er das Filamant nicht mehr durch die Düse schieben kann, dann macht er keine Schrittverluste, sondern dann sucht sich das Filamant einen anderen Weg. Nämlich im Extruder zwischen Zahnrad und Eingang Bowdenzug.
Ich fürchte, dass 210° doch zu kalt ist.
Prusa I3 mit Anpassungen nach toolson | MK3 Heizbett | 1,75mm E3D-Clone mit 40W Heizpatrone und Titan-Direct Extruder | Marlin 2.0 bugfix auf MKS SGEN_L mit TMC2008 | Simplify3D 4.1.1
|
Re: Anpassung Parameter nach Extrudertausch 09. January 2019 18:38 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 425 |



|
Re: Anpassung Parameter nach Extrudertausch 10. January 2019 03:36 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 448 |
Quote
herkra
[...] Der ist ohne Infill o.ä. Da kam dann auch der Speed Override zum Tragen (12s). Heisst der Drucker ist wesentlich langsamer gefahren. [...]
Infill und Speed Override machen dir den Heattower zu nicht und verfälschen das Ergebnis massiv.
Ich gehe sogar soweit und verwende einen Heattower der nur alle 5mm eine Verjüngung hat (was eine neue Temperatur andeutet) ohne Schrift und sonstigem. Das verfälscht alles das Ergebnis. Welche Schicht bei welcher Temperatur gedruckt wurde lässt sich auch so feststellen.
Gedruckt werden die bei mir mit:
- 1 Bottom Layer (um sicher zu gehen, dass die Düse voll ist und es den Turm nicht vom Bett fegt)
- 0 Toplayer
- 1 Perimeter im Vasenmodus
- Alle Geschwindigkeitsreduzierende Maßnahmen sind aus
- Der Tower wird in der Geschwindigkeit gedruckt in der man später auch drucken will.
P3Steel Toolson MK2 / TMC2209 + TMC2100 / Marlin 1.1.8 / Ramps 1.4 / 24V / S3D
|
Re: Anpassung Parameter nach Extrudertausch 10. January 2019 05:09 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 425 |
Findet man so was iwo als STL?Quote
MeisterMJ12
Ich gehe sogar soweit und verwende einen Heattower der nur alle 5mm eine Verjüngung hat (was eine neue Temperatur andeutet) ohne Schrift und sonstigem....l.
Oder hast du ein Bild. Dann bastel ich mir das in Fusion nach.
Edit: Meinst du so was: klick
Wobei der hat ja auch Zahlen dran.

Nochmal Edit:
Sowas: klick
Den druck ich jetzt mal.
3-mal bearbeitet. Zuletzt am 10.01.19 05:32.
Prusa I3 mit Anpassungen nach toolson | MK3 Heizbett | 1,75mm E3D-Clone mit 40W Heizpatrone und Titan-Direct Extruder | Marlin 2.0 bugfix auf MKS SGEN_L mit TMC2008 | Simplify3D 4.1.1
|
Re: Anpassung Parameter nach Extrudertausch 10. January 2019 07:10 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 448 |

|
Re: Anpassung Parameter nach Extrudertausch 10. January 2019 07:26 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 118 |
|
Re: Anpassung Parameter nach Extrudertausch 10. January 2019 07:36 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 425 |
|
Re: Anpassung Parameter nach Extrudertausch 10. January 2019 07:45 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 448 |
Würde dir allerdings empfehlen hierfür eine kleine Box 20x20x4mm zu nehmen.
- 1 Bottomlayer (selber Grund wie beim Turm)
- 2 Perimeter
- 0% Infill
Die 2 Perimeter lassen sich besser messen als 1er. Teilweise gehe ich hier auf 4 hoch, damit steigt auch die Genauigkeit je Perimeter mit. Außerdem merkst du sofort wenn du mit EM/EW zu weit unten bist und die Perimeter nicht mehr zusammenhalten. Darüber hinaus brauchen die beiden ja eine gewisse Überdeckung um sich zu verbinden, wenn du nur 1 Perimeter misst, fehlt der Anteil und die werden nur aneinander gelegt.
P3Steel Toolson MK2 / TMC2209 + TMC2100 / Marlin 1.1.8 / Ramps 1.4 / 24V / S3D
|
Re: Anpassung Parameter nach Extrudertausch 10. January 2019 08:06 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 425 |
Mit dem EW möchte ich doch den Fabrikationsfehler der Düse ausgleichen. Oder hab ich das falsch verstanden?
Ich drucke gerade ein paar o.g. TempTowers. Für mich mal zum vergleich mit unterschiedlichen EW-Werten.
Und ich merke schon, dass das Druckbild bei kleineren EW-Werten (weit unter 0,4) besser wird.
In die Richtung hat mich ja schon helijoy mit der TopLayer-Analyse getrieben.
Nochmal zum Thema Wandstärke messen.
Was wäre dann das richtige Ergebnis? Soll die Wandstärke dann so breit wie der Düsendurchmesser sein, oder wie der EW?
3-mal bearbeitet. Zuletzt am 10.01.19 08:20.
Prusa I3 mit Anpassungen nach toolson | MK3 Heizbett | 1,75mm E3D-Clone mit 40W Heizpatrone und Titan-Direct Extruder | Marlin 2.0 bugfix auf MKS SGEN_L mit TMC2008 | Simplify3D 4.1.1
|
Re: Anpassung Parameter nach Extrudertausch 10. January 2019 08:13 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 118 |
