Probleme mit dem Filament-Transport
geschrieben von Helmi
|
Probleme mit dem Filament-Transport 15. April 2012 16:54 |
Administrator Registrierungsdatum: 12 Jahre zuvor Beiträge: 819 |
Moin,
ich drucke im Moment mit 70 mm/s seit ein paar Tagen. Das lief bis dato recht problemlos. Seit gestern kommt es nun zu Problemen. Bereits mehrfach kam es entweder zu einzelnen Aussetzern oder dem kompletten Versagen der Extrusion. Letztlich stellte sich heraus, dass der Extruder das Filament nicht durch die Düse bekommt.
Ich drucke ABS (das neue von GRRF) mit 215°C - bei 220°C gibt's schon Hitzebläschen, ich denke also die Temperatur sollte (wenngleich sie niedrig klingt) ok sein. Ich habe auf diesem Weg in den letzten Tagen auch einen kompletten Drucker gedruckt ohne große Probleme und mit überzeugender Qualität.
Beim testen der Extrusion hab ich festgestellt, dass bei ca. 100mm/min schon Ende ist - beim Anfassen des Filaments am Extrudereingang merkt man dass er versucht nachzuschieben, dann aber "durchrutscht". Ich hab die "Druckplatte" am Extruder bereits geöffnet und die Filamentschraube gesäubert sowie den Innenraum ausgeblasen. Ich verwende den Wade-Extruder von Wolfgang. Zum Staubschutz hab ich ein Schaumstoffpolster am Einlass. Ich muß die Schrauben mit den Federn vehrältnismäßig stark anziehen um Grip zu bekommen. Mir ist nicht bewusst wie das zuvor war, aber ich hab beim auseinanderbauen festgestellt, dass die Achse/Filemantschraube recht viel Spiel hat und keinen besonders genauen Sitz - ist das normal oder kann hier was passiert sein? Im innenraum hab ich recht viele "Späne" gehabt die wohl ein weitere Beweis für das "durchdrehen" sind.
Kanns sein dass die Düse verschmutzt ist ohne, dass man das beim drucken bemerkt? Sprich es wird bei langsameren Geschwindigkeiten sauber extrudiert, aber höherer Durchsatz ist nicht möglich?
Ich möchteö ungern auf Verdacht den Extruder komplett zerlegen und ihn am Ende nicht mehr zusammenkriegen bevor ich nicht meinen zweiten Extruder hier hab
Ich bin dankbar für jeden Tipp!
Frank
ich drucke im Moment mit 70 mm/s seit ein paar Tagen. Das lief bis dato recht problemlos. Seit gestern kommt es nun zu Problemen. Bereits mehrfach kam es entweder zu einzelnen Aussetzern oder dem kompletten Versagen der Extrusion. Letztlich stellte sich heraus, dass der Extruder das Filament nicht durch die Düse bekommt.
Ich drucke ABS (das neue von GRRF) mit 215°C - bei 220°C gibt's schon Hitzebläschen, ich denke also die Temperatur sollte (wenngleich sie niedrig klingt) ok sein. Ich habe auf diesem Weg in den letzten Tagen auch einen kompletten Drucker gedruckt ohne große Probleme und mit überzeugender Qualität.
Beim testen der Extrusion hab ich festgestellt, dass bei ca. 100mm/min schon Ende ist - beim Anfassen des Filaments am Extrudereingang merkt man dass er versucht nachzuschieben, dann aber "durchrutscht". Ich hab die "Druckplatte" am Extruder bereits geöffnet und die Filamentschraube gesäubert sowie den Innenraum ausgeblasen. Ich verwende den Wade-Extruder von Wolfgang. Zum Staubschutz hab ich ein Schaumstoffpolster am Einlass. Ich muß die Schrauben mit den Federn vehrältnismäßig stark anziehen um Grip zu bekommen. Mir ist nicht bewusst wie das zuvor war, aber ich hab beim auseinanderbauen festgestellt, dass die Achse/Filemantschraube recht viel Spiel hat und keinen besonders genauen Sitz - ist das normal oder kann hier was passiert sein? Im innenraum hab ich recht viele "Späne" gehabt die wohl ein weitere Beweis für das "durchdrehen" sind.
Kanns sein dass die Düse verschmutzt ist ohne, dass man das beim drucken bemerkt? Sprich es wird bei langsameren Geschwindigkeiten sauber extrudiert, aber höherer Durchsatz ist nicht möglich?
Ich möchteö ungern auf Verdacht den Extruder komplett zerlegen und ihn am Ende nicht mehr zusammenkriegen bevor ich nicht meinen zweiten Extruder hier hab
Ich bin dankbar für jeden Tipp!
Frank
|
Re: Probleme mit dem Filament-Transport 16. April 2012 02:18 |
Administrator Registrierungsdatum: 12 Jahre zuvor Beiträge: 819 |
|
Re: Probleme mit dem Filament-Transport 16. April 2012 03:53 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 7.505 |
Hallo Helmi,
wenn du beim ABS schon "Hitzebläschen" hast, bist du wohl schon zu heiß.
Wenn man ABS aber zu heiß macht, zersetzt es sich. Ich hab da mal mit einem Fachmann gesprochen und ihn auf sowas angesprochen. Die nennen das dann Cracken. Das ABS kristallisiert an der Innenfläche der Düse und bildet eine Schicht, die nicht mehr weich wird. Vielleicht hast du schon mal so Bilder von Aterienverkalkung gesehen ? Genauso geht es der Düse dann innen auch. Der Durchfluss wird immer geringer. Hatte ich letzten Monat auch, da war mir selber der Termistor aus der Bohrung gerutscht... Dann hab ich den Metallteil der Düse in Aceton gelegt. Mir aus eine Stück flexiblen Draht ein kleines "Bürstchen gemacht und das ABS damit unter viel aufwand aus der Düse geholt. Dabei ist mir auch aufgefallen das das ABS vom Okka kaum Acetonlöslich ist, es wird nur Schleimig, Verflüssigt sich aber nicht. Also mußte ich mechanisch nachhelfen.
Beim durchfahren mit meinen Bürstchen in der Düse konnte ich diesen festen Bereich in der Höhe wo das Heizklötzchen ist, sehr deutlich spüren.
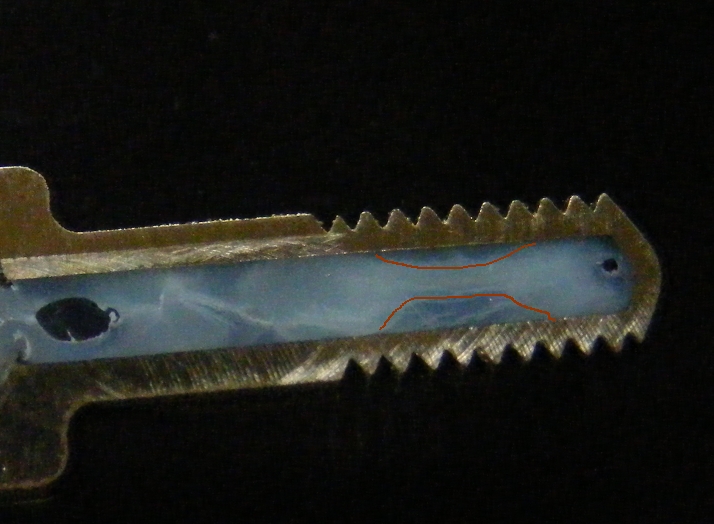
Vor 2 Monaten habe ich aus diesem Grund mal eine Düse Quer auf geschnitten... weil ich diesen Verdacht schon mal hatte...
Da wurde weißese ABS mit gedruckt... man sieht sehr gut wo das Heizklötzchen war... da ist eine farbliche Veränderung...das ist das geCrackte Material was an der Düsenwand fest sitzt und den Durchmesser verjüngt.
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
wenn du beim ABS schon "Hitzebläschen" hast, bist du wohl schon zu heiß.
Wenn man ABS aber zu heiß macht, zersetzt es sich. Ich hab da mal mit einem Fachmann gesprochen und ihn auf sowas angesprochen. Die nennen das dann Cracken. Das ABS kristallisiert an der Innenfläche der Düse und bildet eine Schicht, die nicht mehr weich wird. Vielleicht hast du schon mal so Bilder von Aterienverkalkung gesehen ? Genauso geht es der Düse dann innen auch. Der Durchfluss wird immer geringer. Hatte ich letzten Monat auch, da war mir selber der Termistor aus der Bohrung gerutscht... Dann hab ich den Metallteil der Düse in Aceton gelegt. Mir aus eine Stück flexiblen Draht ein kleines "Bürstchen gemacht und das ABS damit unter viel aufwand aus der Düse geholt. Dabei ist mir auch aufgefallen das das ABS vom Okka kaum Acetonlöslich ist, es wird nur Schleimig, Verflüssigt sich aber nicht. Also mußte ich mechanisch nachhelfen.
Beim durchfahren mit meinen Bürstchen in der Düse konnte ich diesen festen Bereich in der Höhe wo das Heizklötzchen ist, sehr deutlich spüren.
Vor 2 Monaten habe ich aus diesem Grund mal eine Düse Quer auf geschnitten... weil ich diesen Verdacht schon mal hatte...

Da wurde weißese ABS mit gedruckt... man sieht sehr gut wo das Heizklötzchen war... da ist eine farbliche Veränderung...das ist das geCrackte Material was an der Düsenwand fest sitzt und den Durchmesser verjüngt.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org |  |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Probleme mit dem Filament-Transport 16. April 2012 04:01 |
Administrator Registrierungsdatum: 12 Jahre zuvor Beiträge: 819 |
Hmm shit das hab ich fast befürchtet.
Danke erstmal für deine Ausführungen, Wolfgang.
Wie gesagt bin ich mit der Temperatur ja runter wegen der Bläschen, aber natürlich nicht auszuschließen, dass da vorher schon was schief gelaufen ist was dazu geführt hat.
Mal sehen ob ich das alles hinkriege mit der Reinigung.
Frank
Danke erstmal für deine Ausführungen, Wolfgang.
Wie gesagt bin ich mit der Temperatur ja runter wegen der Bläschen, aber natürlich nicht auszuschließen, dass da vorher schon was schief gelaufen ist was dazu geführt hat.
Mal sehen ob ich das alles hinkriege mit der Reinigung.
Frank
|
Re: Probleme mit dem Filament-Transport 16. April 2012 05:23 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 7.505 |
Bläschen könnten aber auch Lufteinschlüsse im Filament sein ?? Ich hatte schon (China)Filament hier, das hatte innen lauter kleine Luftblasen drin. Das war aber durchsichtiges PLA dadurch konnte ich das erst sehen. Bei ABS würde man das nicht sehen.
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Probleme mit dem Filament-Transport 16. April 2012 05:24 |
Administrator Registrierungsdatum: 12 Jahre zuvor Beiträge: 819 |
|
Re: Probleme mit dem Filament-Transport 16. April 2012 06:13 |
Administrator Registrierungsdatum: 16 Jahre zuvor Beiträge: 13.888 |
... ich habe noch ein paar Meter schwarzes ABS da, welches beim Drucken mit der passenden Temperatur ebenfalls Bläschen erzeugt - da ist Feuchtigkeit drin, die beim Erhitzen über 100°C wie ein Hefeteig 'treibt'.
Hier gibts einige Threads dazu - du kannst das Filament einige Stunden im Ofen bei knapp unter Erweichungstemperatur erwärmen, um das Wasser auszutreiben ... und/oder einige Wochen in einem halbwegs luftdichten Kasten mit Luftentfeuchter-Perlen lagern ...
Viktor
--------
Aufruf zum Projekt "Müll-freie Meere" - [reprap.org] -- Deutsche Facebook-Gruppe - [www.facebook.com]
Call for the project "garbage-free seas" - [reprap.org]
Hier gibts einige Threads dazu - du kannst das Filament einige Stunden im Ofen bei knapp unter Erweichungstemperatur erwärmen, um das Wasser auszutreiben ... und/oder einige Wochen in einem halbwegs luftdichten Kasten mit Luftentfeuchter-Perlen lagern ...
Viktor
--------
Aufruf zum Projekt "Müll-freie Meere" - [reprap.org] -- Deutsche Facebook-Gruppe - [www.facebook.com]
Call for the project "garbage-free seas" - [reprap.org]
|
Re: Probleme mit dem Filament-Transport 16. April 2012 07:33 |
Administrator Registrierungsdatum: 12 Jahre zuvor Beiträge: 819 |
Hmm also wenn ich sehe, dass die Temperatur bei der das Filament Blasen wirft gleichzeitig noch dafür sorgt, dass es sehr, sehr flüssig und extrem glänzend wird, denke ich nicht, dass es die richtige sondern eher eine zu Hohe Temperatur ist.
Mir fehlt zwar die langjährige Erfahrung aber bei der Temperatur bei der ich bis dato gedruckt habe (siehe oben - ca. 210-215°C) wurden die Druckteile doch sehr sauber und der Filamenttransport verlief auch problemlos. Alles ohne Blasen. die gabs eben erst bei über 220°C.
Frank
Mir fehlt zwar die langjährige Erfahrung aber bei der Temperatur bei der ich bis dato gedruckt habe (siehe oben - ca. 210-215°C) wurden die Druckteile doch sehr sauber und der Filamenttransport verlief auch problemlos. Alles ohne Blasen. die gabs eben erst bei über 220°C.
Frank
|
Re: Probleme mit dem Filament-Transport 29. May 2012 06:32 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 29 |
Hallo ihr Lieben,
mal eine Frage:
könnte mir mal jemand allgemein beschreiben, wie man zu hohe und zu niedrige Temperaturen erkennt?
Bei mir kommen immer so Bollen mit, ich würde es nicht als Blase bezeichnen, sondern immer dick,dünn, dick dünn...
Zu niedrig: Es läuft nicht mehr? Es läuft zu zäh? Extruder blockiert?
Zu hoch: Blasen? Verfärbungen?
Was sind eure Erfahrungen:
PLA 195-210°
ABS.240°
Ich weiß nicht, wie ich die richtige Temperatur finde. Meine Extruder/ HotEnd Kombi blockiert in letzer Zeit immer dämlich…
Danke
mal eine Frage:
könnte mir mal jemand allgemein beschreiben, wie man zu hohe und zu niedrige Temperaturen erkennt?
Bei mir kommen immer so Bollen mit, ich würde es nicht als Blase bezeichnen, sondern immer dick,dünn, dick dünn...
Zu niedrig: Es läuft nicht mehr? Es läuft zu zäh? Extruder blockiert?
Zu hoch: Blasen? Verfärbungen?
Was sind eure Erfahrungen:
PLA 195-210°
ABS.240°
Ich weiß nicht, wie ich die richtige Temperatur finde. Meine Extruder/ HotEnd Kombi blockiert in letzer Zeit immer dämlich…
Danke
|
Re: Probleme mit dem Filament-Transport 29. May 2012 10:17 |
Registrierungsdatum: 13 Jahre zuvor Beiträge: 395 |
Hallo OttoRap,
Um die richtige Temperatur zu finden mache ich's in etwa so:
1. Hobbet Bolt (Transportschraube) aus dem Extruder entfernen
2. Temperaturmässig unten anfangen (PLA bei 180-190°, ABS bei 220° oder so... ev auch tiefer - je nach hot-end kann die Anzeige in der Software stark von der tatsächlichen Temperatur abweichen!).
3. Bei erreichen der Soll-Temperatur das Filament von Hand in den Extruder schieben.
4. Schrittweise Tempereatur erhöhen (in 3-5° schritten) und austesten, wo der "sweet spot" beim Extrudieren ist (also der Temperaturbereich, bei dem sich das Material am besten aus dem Extruder drücken lässt.
--> Ich benutze unterschiedliche Extruder für ABS und PLA! Das hilft einerseits verstopfungen durch das eine oder andere Material zu vermeiden und andererseits kann ich so mit dem PTFE bei der PLA-Version ganz nahe an den Heizblock ran, wo mir das beim ABS extruder bereits zerlegt würde wegen zu hoher Temperatur.
Tipp für ABS: Nicht zu Heiss! Sonst zerlegst du das Material (=Ungesund & Bauteile werden Spröde). Heisser ist nicht immer besser!
Tipp für PLA: Je heisser je flüssiger (aber auch je länger wird der Bereich wo das Filament bereits weich wird und ev. auf dem Weg zum Heizelement sich verklemmen kann! Kühlen der Materialzuführung hilft hier! Ein PTFE-Liner bis runter zum Heizelement ist ausserdem mehr als nur empfehlenswert!).
Gruss
Sebastian
Um die richtige Temperatur zu finden mache ich's in etwa so:
1. Hobbet Bolt (Transportschraube) aus dem Extruder entfernen
2. Temperaturmässig unten anfangen (PLA bei 180-190°, ABS bei 220° oder so... ev auch tiefer - je nach hot-end kann die Anzeige in der Software stark von der tatsächlichen Temperatur abweichen!).
3. Bei erreichen der Soll-Temperatur das Filament von Hand in den Extruder schieben.
4. Schrittweise Tempereatur erhöhen (in 3-5° schritten) und austesten, wo der "sweet spot" beim Extrudieren ist (also der Temperaturbereich, bei dem sich das Material am besten aus dem Extruder drücken lässt.
--> Ich benutze unterschiedliche Extruder für ABS und PLA! Das hilft einerseits verstopfungen durch das eine oder andere Material zu vermeiden und andererseits kann ich so mit dem PTFE bei der PLA-Version ganz nahe an den Heizblock ran, wo mir das beim ABS extruder bereits zerlegt würde wegen zu hoher Temperatur.
Tipp für ABS: Nicht zu Heiss! Sonst zerlegst du das Material (=Ungesund & Bauteile werden Spröde). Heisser ist nicht immer besser!
Tipp für PLA: Je heisser je flüssiger (aber auch je länger wird der Bereich wo das Filament bereits weich wird und ev. auf dem Weg zum Heizelement sich verklemmen kann! Kühlen der Materialzuführung hilft hier! Ein PTFE-Liner bis runter zum Heizelement ist ausserdem mehr als nur empfehlenswert!).
Gruss
Sebastian
|
Re: Probleme mit dem Filament-Transport 30. May 2012 15:13 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 7.505 |
Hi,
ich hab bisher auch immer ABS bei 240° gedruckt...
aber ich hab ABS schwarz bekommen, da ist das nicht so.
Hier einige Makroaufnahmen bei 65-facher Vergrößerung:
Hier bei 245° (das ABS zersetzt sich schon)
Hier bei 240°
Hier bei 235°
Hier bei 230°
Hier bei 225°
Sobald ich dann noch tiefer gehe, geht es nicht mehr durch die Düse...
Bei 240° kann ich mit bis zu 80mm/s fahren (drüber wird es auf Grund der Konstruktion des Druckers zu unsauber)
Bei 225° muss ich aber runter bis auf ca 30mm/s weil das Material zu zäh wird.
Ich vermute das ABS hat Wasser gezogen...dann kocht das beim Drucken aus. Jedenfalls normal ist das nicht.
So sieht es in etwa aus wenn das ABS sich sauber bei 240° drucken lässt.
Also....ABS ist nicht gleich ABS. Man muss mittlerweile echt Glück haben etwas vernünftiges zu bekommen
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
ich hab bisher auch immer ABS bei 240° gedruckt...
aber ich hab ABS schwarz bekommen, da ist das nicht so.
Hier einige Makroaufnahmen bei 65-facher Vergrößerung:
Hier bei 245° (das ABS zersetzt sich schon)

Hier bei 240°

Hier bei 235°

Hier bei 230°

Hier bei 225°

Sobald ich dann noch tiefer gehe, geht es nicht mehr durch die Düse...
Bei 240° kann ich mit bis zu 80mm/s fahren (drüber wird es auf Grund der Konstruktion des Druckers zu unsauber)
Bei 225° muss ich aber runter bis auf ca 30mm/s weil das Material zu zäh wird.
Ich vermute das ABS hat Wasser gezogen...dann kocht das beim Drucken aus. Jedenfalls normal ist das nicht.
So sieht es in etwa aus wenn das ABS sich sauber bei 240° drucken lässt.

{kind=link}
{kind=link}
Also....ABS ist nicht gleich ABS. Man muss mittlerweile echt Glück haben etwas vernünftiges zu bekommen
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Probleme mit dem Filament-Transport 05. June 2012 05:18 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 29 |
Hallo Elk und Stoffel,
vielen Dank für eure Erklärungen. Das hat mir schon sehr geholfen und die ABS Bilder sind mehr als spannend!
Nachdem ich alle Temeraturen durchprobiert habe, bin ich mir recht sicher, dass ich bei meinem PLA kein Temperatur Problem, sondern ein Hot-End Problem habe: Egal ob bei 190, 195 oder 205 Grad, ich bring nicht die nötige Menge durch den Extruder& Hotend. Es wirkt "bollig" weil zu wenig Material kam und kein konstanter Faden da ist - nicht weil es zu heiß war (Hitzebollen).
Wenn ich bei 10 - 15 mm/s fahre, bekomme ich ein halbwegs sauberes Ergebnis. Schade schade. Das ist mir echt zu wenig. Ich habe ein JHead Nozzle MK1. Vll. sollte ich mir mal ein neues zulegen.
Irgendwelche Anregungen?
LG
Michael
vielen Dank für eure Erklärungen. Das hat mir schon sehr geholfen und die ABS Bilder sind mehr als spannend!
Nachdem ich alle Temeraturen durchprobiert habe, bin ich mir recht sicher, dass ich bei meinem PLA kein Temperatur Problem, sondern ein Hot-End Problem habe: Egal ob bei 190, 195 oder 205 Grad, ich bring nicht die nötige Menge durch den Extruder& Hotend. Es wirkt "bollig" weil zu wenig Material kam und kein konstanter Faden da ist - nicht weil es zu heiß war (Hitzebollen).
Wenn ich bei 10 - 15 mm/s fahre, bekomme ich ein halbwegs sauberes Ergebnis. Schade schade. Das ist mir echt zu wenig. Ich habe ein JHead Nozzle MK1. Vll. sollte ich mir mal ein neues zulegen.
Irgendwelche Anregungen?
LG
Michael
|
Re: Probleme mit dem Filament-Transport 05. June 2012 06:03 |
Registrierungsdatum: 13 Jahre zuvor Beiträge: 395 |
Hi Michael,
Dein HotEnd kenne ich nicht. Wenn Du PLA verarbeiten willst: Nimm eines was bis unten mit PTFE gefüttert ist.
Ich baue meine selbst - in etwa so wie HIER beschrieben.
Ansonsten sollen die HIER sehr gut sein - hab ich noch nie getestet aber schon sehr viel gutes drüber gehört.
gruss Sebastian
Dein HotEnd kenne ich nicht. Wenn Du PLA verarbeiten willst: Nimm eines was bis unten mit PTFE gefüttert ist.
Ich baue meine selbst - in etwa so wie HIER beschrieben.
Ansonsten sollen die HIER sehr gut sein - hab ich noch nie getestet aber schon sehr viel gutes drüber gehört.
gruss Sebastian
|
Re: Probleme mit dem Filament-Transport 06. June 2012 17:04 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 7.505 |
Also bei PLA ist es so, je wärmer du das machst, je flüssiger wird das eigentlich...
Wenn das bei hoher Temperatur immer noch nicht kommt, stimmt was mechanisch nicht. Du müsstest raus finden wo die Düse blockiert.
15mm/s ist wirklich etwas wenig... aber das kann viele Ursachen haben... kann auch am Transport selber liegen. Wenn der nicht richtig greift.
Oder wenn irgendwo innerhalb der Düse ein Spalt entsteht, wo sich das Material zwischen drückt, dann blockiert die auch...
Nimm das Ding doch mal auseinander und guck rein was da los ist. Wenn da ein Teflonschlauch drin ist, darf der sich nicht nach oben weg drücken können. Ich glaub so ein Problem hatte der mal mit seiner Düse. Ob das heute noch so ist wies ich nicht.
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
Wenn das bei hoher Temperatur immer noch nicht kommt, stimmt was mechanisch nicht. Du müsstest raus finden wo die Düse blockiert.
15mm/s ist wirklich etwas wenig... aber das kann viele Ursachen haben... kann auch am Transport selber liegen. Wenn der nicht richtig greift.
Oder wenn irgendwo innerhalb der Düse ein Spalt entsteht, wo sich das Material zwischen drückt, dann blockiert die auch...
Nimm das Ding doch mal auseinander und guck rein was da los ist. Wenn da ein Teflonschlauch drin ist, darf der sich nicht nach oben weg drücken können. Ich glaub so ein Problem hatte der mal mit seiner Düse. Ob das heute noch so ist wies ich nicht.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.