Extruder
geschrieben von Kryptoo
Hat sich mal jemand Gedanken zum Wade Extruder gemacht?
Da ich Anfänger bin treten bei mir gerade diverse Fehler auf, wie zb
das der Wade Extruder nicht exdrudiert.
wundern tut mich das nicht!
Ich habe mich bei der Montage schon gefragt wie das Ding den Druck
aufbauen soll. Die Filamentschraube hat wenn alles optimal ist max 40-50%
Kontakt , es ist also klaro das das suboptimal ist.
Ich habe mir daraufhin Gedanken gemacht wie man das ändern könnte.
Und Tadaaa ich hab ne Lösung!
Sobald ich meinen Prusa zum arbeiten überreden kann, werde ich als erstes den neuen Extruder drucken,
welcher schätzungsweise 80-90% Kontakt hat.
Die stl Dateien werde ich dann schnellst möglich veröffentlichen
Da ich Anfänger bin treten bei mir gerade diverse Fehler auf, wie zb
das der Wade Extruder nicht exdrudiert.
wundern tut mich das nicht!
Ich habe mich bei der Montage schon gefragt wie das Ding den Druck
aufbauen soll. Die Filamentschraube hat wenn alles optimal ist max 40-50%
Kontakt , es ist also klaro das das suboptimal ist.
Ich habe mir daraufhin Gedanken gemacht wie man das ändern könnte.
Und Tadaaa ich hab ne Lösung!
Sobald ich meinen Prusa zum arbeiten überreden kann, werde ich als erstes den neuen Extruder drucken,
welcher schätzungsweise 80-90% Kontakt hat.
Die stl Dateien werde ich dann schnellst möglich veröffentlichen
|
Re: Extruder 21. May 2012 05:39 |
Registrierungsdatum: 13 Jahre zuvor Beiträge: 443 |
|
Re: Extruder 21. May 2012 09:43 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 1.133 |
|
Re: Extruder 21. May 2012 14:17 |
Registrierungsdatum: 13 Jahre zuvor Beiträge: 395 |
Hallo Kryptoo,
der Wade (und seine Nachfolger/Variationen wie die von Greg Frost) bewährt sich vor allem dadurch, dass der sau simpel ist. Sofern dein Hot-End gut ist und der Idler richtig eingestellt ist, erreichst du vorher die Grenzen der möglichen X/Y fahr-Geschwindigkeit als jene des Extruders (zumindest was ich aus meiner Erfahrung mit 0.35mm düse sagen kann...). Ein gutes Hot-End ist meiner Erfahrung nach viel wichtiger und bringt mehr, als mit aller kraft den Filamentstrang in ein halbgutes Hotend zu drücken. Ich habe 4 verschiedene Wade's und einen Greg's Wade. Die arbeiten alle äusserst akkurat (seit ich die mittlerweile dritte Generation Hot-End verwende... mit den ersten beiden Konstruktionen hatte ich weniger Erfolg....). Je besser das Material bis zum Schmelzbereich deines Hot-Ends gleitet (Thema PTFE liner) und je kürzer der übergangsbereich zwischen hartem und geschmolzenem Material ist (Thema kühlung und thermische Trennung des Materialzubringers vom Heizelement) je besser wird auch dein Extruder laufen.
Ideal ist, wenn der Bereich in dem der Übergang des Materials vom festen Zustand in den gut fliessenden (also bei PLA bei ca. 180-210° Materialtemperatur) nur wenige Milimeter beträgt und möglichst nahe am Heizblock (oder sogar erst innerhalb dessen) und nicht schon auf halbem Weg von der Transportschraube nach unten stattfindet.
Dazu gibt es einige Tricks für den Selberbau, die ich gerne verrate, wenn Interesse besteht... (oder aber die vielgelobten Hot-Ends von Wolfgang (Stoffel15), die ich selbst noch nicht getestet habe, die wohl aber mit zum besten gehören, was auf dem Markt so zu kriegen ist!)
Der Eingriff vom Filament-transport ist bei mir stärker, als der Motor - heisst - ich müsste erst einen grösseren Motoren oder eine grössere Übersetzung der Zahnräder wählen, bevor der Eingriff der Transportschraube sich ins Filament frisst bzw. nicht mehr ausreichen würde (zumindest solange ich nicht das weiche PLA verarbeite... das ist dann nochmal etwas anderes).
Seit ich gute Hot-Ends verwende, habe ich keinerlei Probleme mehr mit dem Filamentvorschub gehabt (womit ich vorher zum Teil bei jedem zweiten Druck gekämpft habe...). Ein gut eingestellter Wade mag ausserdem bis zu 16kg drücken (vgl. hier direkt oberhalb von "the hot ent mount") - für mich reichts
bin aber auf deine Lösung gespannt!
Gruss Sebastian
der Wade (und seine Nachfolger/Variationen wie die von Greg Frost) bewährt sich vor allem dadurch, dass der sau simpel ist. Sofern dein Hot-End gut ist und der Idler richtig eingestellt ist, erreichst du vorher die Grenzen der möglichen X/Y fahr-Geschwindigkeit als jene des Extruders (zumindest was ich aus meiner Erfahrung mit 0.35mm düse sagen kann...). Ein gutes Hot-End ist meiner Erfahrung nach viel wichtiger und bringt mehr, als mit aller kraft den Filamentstrang in ein halbgutes Hotend zu drücken. Ich habe 4 verschiedene Wade's und einen Greg's Wade. Die arbeiten alle äusserst akkurat (seit ich die mittlerweile dritte Generation Hot-End verwende... mit den ersten beiden Konstruktionen hatte ich weniger Erfolg....). Je besser das Material bis zum Schmelzbereich deines Hot-Ends gleitet (Thema PTFE liner) und je kürzer der übergangsbereich zwischen hartem und geschmolzenem Material ist (Thema kühlung und thermische Trennung des Materialzubringers vom Heizelement) je besser wird auch dein Extruder laufen.
Ideal ist, wenn der Bereich in dem der Übergang des Materials vom festen Zustand in den gut fliessenden (also bei PLA bei ca. 180-210° Materialtemperatur) nur wenige Milimeter beträgt und möglichst nahe am Heizblock (oder sogar erst innerhalb dessen) und nicht schon auf halbem Weg von der Transportschraube nach unten stattfindet.
Dazu gibt es einige Tricks für den Selberbau, die ich gerne verrate, wenn Interesse besteht... (oder aber die vielgelobten Hot-Ends von Wolfgang (Stoffel15), die ich selbst noch nicht getestet habe, die wohl aber mit zum besten gehören, was auf dem Markt so zu kriegen ist!)
Der Eingriff vom Filament-transport ist bei mir stärker, als der Motor - heisst - ich müsste erst einen grösseren Motoren oder eine grössere Übersetzung der Zahnräder wählen, bevor der Eingriff der Transportschraube sich ins Filament frisst bzw. nicht mehr ausreichen würde (zumindest solange ich nicht das weiche PLA verarbeite... das ist dann nochmal etwas anderes).
Seit ich gute Hot-Ends verwende, habe ich keinerlei Probleme mehr mit dem Filamentvorschub gehabt (womit ich vorher zum Teil bei jedem zweiten Druck gekämpft habe...). Ein gut eingestellter Wade mag ausserdem bis zu 16kg drücken (vgl. hier direkt oberhalb von "the hot ent mount") - für mich reichts
bin aber auf deine Lösung gespannt!
Gruss Sebastian
|
Re: Extruder 21. May 2012 15:01 |
Registrierungsdatum: 13 Jahre zuvor Beiträge: 1.918 |
Elk Wrote:
-------------------------------------------------------
> Dazu gibt es einige Tricks für den Selberbau, die
> ich gerne verrate, wenn Interesse besteht... (oder
> aber die vielgelobten Hot-Ends von Wolfgang
> (Stoffel15), die ich selbst noch nicht getestet
> habe, die wohl aber mit zum besten gehören, was
> auf dem Markt so zu kriegen ist!)
Weih uns ein. Dass Wolfgangs Hotends ihren Ruf verdienen, kann ich bestätigen. Aber an Deinen Selberbauten wären wir natürlich trotzdem interessiert.
-------------------------------------------------------
> Dazu gibt es einige Tricks für den Selberbau, die
> ich gerne verrate, wenn Interesse besteht... (oder
> aber die vielgelobten Hot-Ends von Wolfgang
> (Stoffel15), die ich selbst noch nicht getestet
> habe, die wohl aber mit zum besten gehören, was
> auf dem Markt so zu kriegen ist!)
Weih uns ein. Dass Wolfgangs Hotends ihren Ruf verdienen, kann ich bestätigen. Aber an Deinen Selberbauten wären wir natürlich trotzdem interessiert.
|
Re: Extruder 21. May 2012 15:04 |
Registrierungsdatum: 13 Jahre zuvor Beiträge: 1.918 |
|
Re: Extruder 21. May 2012 16:06 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 548 |
|
Re: Extruder 21. May 2012 17:34 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 41 |
Wie im anderen Thread gesagt, du mußt das Cold End deines Hot Endes kühlen, damit der Übergang zwischen warm und kalt an der definierten Stelle stattfindet. Dann kann der Extruder den Druck auch deutlich weiter nach unten geben.
[repraphd.blogspot.com]
[repraphd.blogspot.com]
|
Re: Extruder 21. May 2012 18:13 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 7.505 |
Bei der Düse führen viele Wege nach Rom... es sind aber auch schon so manche nie dort angekommen

Da besteht im Moment eine Tendenz, die Zahnung vom Durchmesser her größer zu machen. Dadurch wird dann die Fläche die am Filament liegt größer. Aber... der Winkel wird ungünstiger, will sagen man braucht mehr Kraft um die Transportschraube zu drehen. DAS wird dann ausgeglichen mit einem Schrittmotor, der ein Planetengetriebe hat. Dabei wird dann aber immer schnell vergessen , das alleine dieser Motor fast doppelt so teuer ist wie der ganze Wade.
Der Wade geht einen schönen Mittelweg. Relativ einfach her zu stellen und dabei auch noch gut und günstig.
Wenn der so schlecht wäre, würde der sich nicht schon fast 2 Jahre halten...
Hier sind so viele kluge Köpfe versammelt... es wäre schon lange ein Extruder da der den Wade verdrängt hätte.
Also erst mal drucken und lernen, und danach weiter sehen.
Das sind mir die liebsten... "polter hier bin ich... ich kanns besser wie alle anderen"
die sterben nie aus, die komme immer wieder 
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org |  |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Extruder 21. May 2012 21:53 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 489 |
Hab nie gesagt das ich das besser kann als alle anderen!
Meine Aussage war nur das ich auf der Suche nach Optimierungen bin.
Ich bin Anfänger ! Und ich denke das die ganzen Fehler die bei mir gerade auftreten,
auch viele andere Anfänger haben.
Wozu gibt's sonst ein Forum???
Der Extruder der mit so vorschwebet , wird von 2 Filamenträdchen angetrieben .
In etwa wie eine Zahnradpumpe.
Ich versuche das gerade so zu konstruieren ,das es auch einfach und kostengünstig
nachzubauen ist. denn darum geht es beim RepRap ja.
Und noch eins zum Thema drucken lernen.!
Wenn das alles so konstruiert wäre das es auf Anhieb funktionieren würde, würde ich keine Fragen stellen.
Fakt ist aber leider auch das es zb zum Thema ( Aufbau der Elektronik ) keine! vernünftige Anleitung gibt! Das gilt auch fürs einstellen.
Bei der Sache mit dem Hotend gebe ich dir Recht, ich hätte das kühlen müssen! Das stand leider nur nicht
In meiner Anleitung . Naja hab jetzt eh ein neues bestellt. Hat schon mal jemand versucht das Hotend mit einer Wasserkühlung zu kühlen?
Hab hier noch eine kleine Anlage rumstehen.
Ps. Ich bin echt dankbar für eure Hilfe hier im Forum!!
Ich hätte nicht Tadaaaaa schreiben sollen :-) Ich wollte keinesfalls überheblich wirken!
4-mal bearbeitet. Zuletzt am 22.05.12 02:56.
Meine Aussage war nur das ich auf der Suche nach Optimierungen bin.
Ich bin Anfänger ! Und ich denke das die ganzen Fehler die bei mir gerade auftreten,
auch viele andere Anfänger haben.
Wozu gibt's sonst ein Forum???
Der Extruder der mit so vorschwebet , wird von 2 Filamenträdchen angetrieben .
In etwa wie eine Zahnradpumpe.
Ich versuche das gerade so zu konstruieren ,das es auch einfach und kostengünstig
nachzubauen ist. denn darum geht es beim RepRap ja.
Und noch eins zum Thema drucken lernen.!
Wenn das alles so konstruiert wäre das es auf Anhieb funktionieren würde, würde ich keine Fragen stellen.
Fakt ist aber leider auch das es zb zum Thema ( Aufbau der Elektronik ) keine! vernünftige Anleitung gibt! Das gilt auch fürs einstellen.
Bei der Sache mit dem Hotend gebe ich dir Recht, ich hätte das kühlen müssen! Das stand leider nur nicht
In meiner Anleitung . Naja hab jetzt eh ein neues bestellt. Hat schon mal jemand versucht das Hotend mit einer Wasserkühlung zu kühlen?
Hab hier noch eine kleine Anlage rumstehen.
Ps. Ich bin echt dankbar für eure Hilfe hier im Forum!!
Ich hätte nicht Tadaaaaa schreiben sollen :-) Ich wollte keinesfalls überheblich wirken!
4-mal bearbeitet. Zuletzt am 22.05.12 02:56.
|
Re: Extruder 22. May 2012 01:25 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 41 |
Gerade für den Prusa gibt es ganze Bücher zum Aufbau ...
Das ist wohl eine der besseren Anleitungen zum Justieren:
[reprap.org]
Hier sind unter anderem die Schaltpläne vom Ramps:
[reprap.org]
Wenn das Cold End kalt ist, reicht die Kraft vom Wades ... du fängst sonst nur an die geschmolzene Masse irgend wo an der Seite rauszudrücken und kämpfst mit oozen.
Absolut jeder mir bekannte Extruder verwendet das System "Schraube" gegen Lagerrolle gedrückt.
Die Form der Schraube entscheidet, wieviel Müll sich im Extruder ansammeln.
Der Wade hat dann noch eine kraftvolle Übersetzung und ist angeblichleicht zugänglich (gilt imho nicht wenn er auf einem Sells Mendel steckt.)
[repraphd.blogspot.com]
Das ist wohl eine der besseren Anleitungen zum Justieren:
[reprap.org]
Hier sind unter anderem die Schaltpläne vom Ramps:
[reprap.org]
Wenn das Cold End kalt ist, reicht die Kraft vom Wades ... du fängst sonst nur an die geschmolzene Masse irgend wo an der Seite rauszudrücken und kämpfst mit oozen.
Absolut jeder mir bekannte Extruder verwendet das System "Schraube" gegen Lagerrolle gedrückt.
Die Form der Schraube entscheidet, wieviel Müll sich im Extruder ansammeln.
Der Wade hat dann noch eine kraftvolle Übersetzung und ist angeblichleicht zugänglich (gilt imho nicht wenn er auf einem Sells Mendel steckt.)
[repraphd.blogspot.com]
|
Re: Extruder 22. May 2012 06:34 |
Registrierungsdatum: 13 Jahre zuvor Beiträge: 395 |
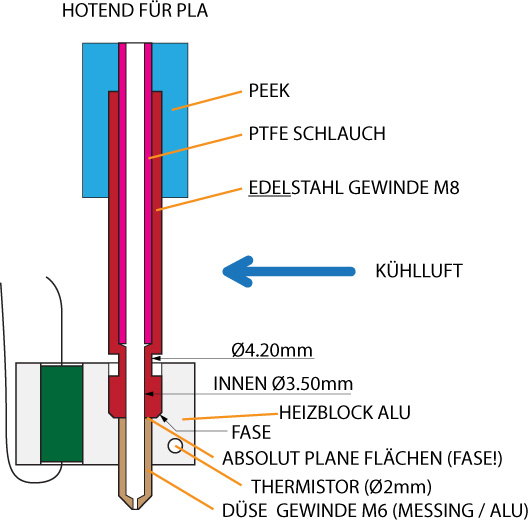
Also, so baue ich Hot-Ends für PLA...
Vorweg: Ich habe keine Drehbank, drum wird hier die "Improvisierte" herstellungsvariante (mit Ständerbohrmaschine) vorgestellt.
Die Darstellung ist schematisch.
Folgend meine Überlegungen:
Edelstahl ist schlecht Wärmeleitend.
Durch weniger Material kann auch weniger Wärme nach oben (darum der Einschnitt im Edelstahl auf 4.20mm) der noch halb in den Heizblock reicht).
Der Block hat von einer Seite ein M8, von der andern ein M6 gewinde. Dem M8 Edelstahl verpasse ich unten (und der M6 Düse oben) eine plane Fläche (500er Schleifpapier auf ein Brettchen kleben und mit der schnelldrehenden Ständerbohrmaschine das Teil auf das Schleifpapier absenken bis es glänzt )
Die Fase aussen ist dazu da, dass ich das M8-Teil bis ganz in den Block kriege.
Innen fase ich sowohl die Düse als auch den M8 Stahl ganz leicht an. Ich arbeite ohne Dichtungen, die beiden Gewinde im heissen (!) Zustand ordentlich festknallen reicht aus.
Der M8 Teil hat nur ca. 3 komplette Gewindegänge bis zum Einschnitt. So reduziere ich die Kontaktfläche und weniger Wärme fliesst in den Edelstahl über.
Düse und M8 Stahl sind mit einem 3.5mm Bohrer gebohrt (nicht gerieben... das kann aber alles noch verbessern denk ich).
Wichtig beim PLA ist, dass der PTFE-Schlauch möglichst weit nach unten bis fast zum Hot-End geht. PLA klebt sich sonst am Metall fest, sobald es weich wird (dass bei Erwärmung und Druck von oben der Filamentdurchmesser noch zunimmt reicht meist für ein Blockieren des Extruders...).
Meine vorherigen Designs haben viel mehr Extruderkraft benötigt - dadurch dass der Übergang von Heiss/Kalt nun möglichst klein ist und das PTFE bis ganz nach unten geht, kann ich ohne weiteres mit 90mm/s (X/Y Geschwindigkeit, 0.35mm Düse) PLA Drucken. Schneller habe ich noch nicht versucht, da ich den Prusa nicht übermässiger mechanischer Belastung aussetzen will...
Beim ABS sieht mein Hot-End etwas anders aus. Dort kühle ich nicht und lasse das PTFE nicht so nahe ans Hot-End ran (ca. 10mm-12mm abstand gegenüber ca. 2mm hier beim PLA Hot-End).
Werde bei gelegenheit mal ein paar Fotos vom Extruderpark machen...
Hoffe man versteht diese etwas eilig hingekrakelte Beschreibung, ansonsten gerne einfach nachfragen
Gruss
Sebastian
Vorweg: Ich habe keine Drehbank, drum wird hier die "Improvisierte" herstellungsvariante (mit Ständerbohrmaschine) vorgestellt.

Die Darstellung ist schematisch.
Folgend meine Überlegungen:
Edelstahl ist schlecht Wärmeleitend.
Durch weniger Material kann auch weniger Wärme nach oben (darum der Einschnitt im Edelstahl auf 4.20mm) der noch halb in den Heizblock reicht).
Der Block hat von einer Seite ein M8, von der andern ein M6 gewinde. Dem M8 Edelstahl verpasse ich unten (und der M6 Düse oben) eine plane Fläche (500er Schleifpapier auf ein Brettchen kleben und mit der schnelldrehenden Ständerbohrmaschine das Teil auf das Schleifpapier absenken bis es glänzt
)Die Fase aussen ist dazu da, dass ich das M8-Teil bis ganz in den Block kriege.
Innen fase ich sowohl die Düse als auch den M8 Stahl ganz leicht an. Ich arbeite ohne Dichtungen, die beiden Gewinde im heissen (!) Zustand ordentlich festknallen reicht aus.
Der M8 Teil hat nur ca. 3 komplette Gewindegänge bis zum Einschnitt. So reduziere ich die Kontaktfläche und weniger Wärme fliesst in den Edelstahl über.
Düse und M8 Stahl sind mit einem 3.5mm Bohrer gebohrt (nicht gerieben... das kann aber alles noch verbessern denk ich).
Wichtig beim PLA ist, dass der PTFE-Schlauch möglichst weit nach unten bis fast zum Hot-End geht. PLA klebt sich sonst am Metall fest, sobald es weich wird (dass bei Erwärmung und Druck von oben der Filamentdurchmesser noch zunimmt reicht meist für ein Blockieren des Extruders...).
Meine vorherigen Designs haben viel mehr Extruderkraft benötigt - dadurch dass der Übergang von Heiss/Kalt nun möglichst klein ist und das PTFE bis ganz nach unten geht, kann ich ohne weiteres mit 90mm/s (X/Y Geschwindigkeit, 0.35mm Düse) PLA Drucken. Schneller habe ich noch nicht versucht, da ich den Prusa nicht übermässiger mechanischer Belastung aussetzen will...
Beim ABS sieht mein Hot-End etwas anders aus. Dort kühle ich nicht und lasse das PTFE nicht so nahe ans Hot-End ran (ca. 10mm-12mm abstand gegenüber ca. 2mm hier beim PLA Hot-End).
Werde bei gelegenheit mal ein paar Fotos vom Extruderpark machen...
Hoffe man versteht diese etwas eilig hingekrakelte Beschreibung, ansonsten gerne einfach nachfragen
Gruss
Sebastian
{kind=link}
{kind=link}
|
Re: Extruder 23. May 2012 18:19 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 489 |
Kann es sein das mein Problem mit dem Extruder von schlechten
Filament kommt?
Ich habe mir nur so ein 10m Strang gekauft, welcher leider auch nicht ganz gerade ist .:-( bzw wellig)
Eine Frage habe ich noch.
Ich habe gelesen das es möglich sein soll das die Achsen beim anfahren des Nullpunkts
noch einmal mit langsamen Vorschub antasten zu lassen?!?
Wo kann ich das einstellen ( bei mir fährt er bis zum opto-stop mit Full Speed)
Ich habe Marlin als FW
2-mal bearbeitet. Zuletzt am 23.05.12 23:42.
Filament kommt?
Ich habe mir nur so ein 10m Strang gekauft, welcher leider auch nicht ganz gerade ist .:-( bzw wellig)
Eine Frage habe ich noch.
Ich habe gelesen das es möglich sein soll das die Achsen beim anfahren des Nullpunkts
noch einmal mit langsamen Vorschub antasten zu lassen?!?
Wo kann ich das einstellen ( bei mir fährt er bis zum opto-stop mit Full Speed)
Ich habe Marlin als FW
2-mal bearbeitet. Zuletzt am 23.05.12 23:42.
|
Re: Extruder 24. May 2012 04:40 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 384 |
Hi,
das gewellte ist auf jeden Fall nicht optimal. Ich habe das auch (PLA) von nem deutschen Shop (die verschweigen die Wellen auch nicht) aber man hat sicher einen kleineren Einstellungskorridor beim Drucken in dem es sich die Wellen nicht bemerkbar machen. Der Preis ist ja auch nicht so hoch wie der fürs ungewellte. Mein Tipp, zieh den Extruder Idler ordentlich an, spiel mit Temp, Speed und Layerhöhe <- in der Reihenfolge.
cu
Hirte.
das gewellte ist auf jeden Fall nicht optimal. Ich habe das auch (PLA) von nem deutschen Shop (die verschweigen die Wellen auch nicht) aber man hat sicher einen kleineren Einstellungskorridor beim Drucken in dem es sich die Wellen nicht bemerkbar machen. Der Preis ist ja auch nicht so hoch wie der fürs ungewellte. Mein Tipp, zieh den Extruder Idler ordentlich an, spiel mit Temp, Speed und Layerhöhe <- in der Reihenfolge.
cu
Hirte.
|
Re: Extruder 24. May 2012 05:59 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 103 |
Also ganz ehrlich, mit Material in der Qualität solltest du erst gar nicht anfangen, das macht keinen Spass, frustiert auf längere zeit und reproduzierbare Ergebnisse wirst nie kriegen.
---
Christian Metzen
1.75mm / 3mm ABS & PLA Filament
[fabber-parts.de]
---
Christian Metzen
1.75mm / 3mm ABS & PLA Filament
[fabber-parts.de]
|
Re: Extruder 24. May 2012 09:28 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 41 |
Das langsame Anfahren funktioniert in Marlin mit : #define HOMING_FEEDRATE hier einen geringen Wert als unter #define DEFAULT_MAX_FEEDRATE eintragen. Aber ACHTUNG, andere Einheiten.
[repraphd.blogspot.com]
[repraphd.blogspot.com]
|
Re: Extruder 24. May 2012 10:49 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 489 |
Juhu ER druckt.
Ich habe heute die neue Düse von GRRF bekommen und gleich montiert.
Das Filament hab ich mit Glasreiniger abgewischt, und ZACK das Ding läuft.
Nach 2 Monaten basteln.> <
<
Ich habe das Filament nach meinen Druck wieder aus dem Extruder entfernt, oder macht man das nicht?
Ich habe heute die neue Düse von GRRF bekommen und gleich montiert.
Das Filament hab ich mit Glasreiniger abgewischt, und ZACK das Ding läuft.
Nach 2 Monaten basteln.>
<Ich habe das Filament nach meinen Druck wieder aus dem Extruder entfernt, oder macht man das nicht?
|
Re: Extruder 24. May 2012 12:51 |
Registrierungsdatum: 13 Jahre zuvor Beiträge: 443 |
|
Re: Extruder 24. May 2012 16:36 |
Registrierungsdatum: 13 Jahre zuvor Beiträge: 395 |
|
Re: Extruder 25. May 2012 02:14 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 489 |
Bin gerade am Testdrucken
das ist bisher dabei rausgekommen. (siehe Fotos)
2 Probleme sehe ich da
1. Die Ecken
2. die Lagen gehen nach innen
Hat jemand eine Lösung für mich?
PLA
185 Grad
Printspeed 120
das ist bisher dabei rausgekommen. (siehe Fotos)
2 Probleme sehe ich da
1. Die Ecken
2. die Lagen gehen nach innen
Hat jemand eine Lösung für mich?
PLA
185 Grad
Printspeed 120
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Extruder 25. May 2012 03:51 |
Registrierungsdatum: 13 Jahre zuvor Beiträge: 395 |
Starte doch mal mit 30mm/s
Das sollte viel bringen.
Ich drucke PLA mit ca. 90mm/s (wenns schnell gehen soll) und um 30mm/s wenns schön werden soll. Infill kannst du immer noch schneller laufen lassen.
edit: Wenn du so kleine Objekte druckst , knall zwei oder drei gleichzeitig aufs Bett, dann kann jedes Teil zwischendurch wieder abkühlen. Kann gut sein, dass das Teil nicht genügend abkühlen konnte und sich deshalb verzogen hat.
1-mal bearbeitet. Zuletzt am 25.05.12 03:54.
Das sollte viel bringen.
Ich drucke PLA mit ca. 90mm/s (wenns schnell gehen soll) und um 30mm/s wenns schön werden soll. Infill kannst du immer noch schneller laufen lassen.
edit: Wenn du so kleine Objekte druckst , knall zwei oder drei gleichzeitig aufs Bett, dann kann jedes Teil zwischendurch wieder abkühlen. Kann gut sein, dass das Teil nicht genügend abkühlen konnte und sich deshalb verzogen hat.
1-mal bearbeitet. Zuletzt am 25.05.12 03:54.
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.