Extruder einstellen, Protos
geschrieben von herrbert
|
Extruder einstellen, Protos 28. June 2012 05:43 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 27 |
Hallo,
ich habe heute nach langer Bauphase endlich meinen Protos fertig gestellt. Jetzt kann ich es kaum noch erwarten das Gerät in Aktion zu sehen. Alle Achsen laufen sauber und sind ausgerichtet, der Extruder fördert wunderbar. Womit ich aber nicht klar komme ist die Anleitung zum Einstellen des Extruders: [grrf.de]
Dort soll man die Schrittzahl des Extruders einstellen, in der Datei Configuration.h gibt es aber keine Zeile float axis_steps_per_uni, ich finde die Anleitung zu diesem Punkt ziemlich unvollständig. Vom Support der Firma GRRF bin ich etwas enttäuscht, telefonisch geben Sie keine Auskunft und auf Antworten per Mail warte ich auch vergeblich, schade. Hat jemand eine Anleitung oder kann kurz beschreiben, wie man den Extruder einstellt?
Danke
Viele Grüße
Bert
ich habe heute nach langer Bauphase endlich meinen Protos fertig gestellt. Jetzt kann ich es kaum noch erwarten das Gerät in Aktion zu sehen. Alle Achsen laufen sauber und sind ausgerichtet, der Extruder fördert wunderbar. Womit ich aber nicht klar komme ist die Anleitung zum Einstellen des Extruders: [grrf.de]
Dort soll man die Schrittzahl des Extruders einstellen, in der Datei Configuration.h gibt es aber keine Zeile float axis_steps_per_uni, ich finde die Anleitung zu diesem Punkt ziemlich unvollständig. Vom Support der Firma GRRF bin ich etwas enttäuscht, telefonisch geben Sie keine Auskunft und auf Antworten per Mail warte ich auch vergeblich, schade. Hat jemand eine Anleitung oder kann kurz beschreiben, wie man den Extruder einstellt?
Danke
Viele Grüße
Bert
|
Re: Extruder einstellen, Protos 28. June 2012 06:12 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 1.004 |
wenn du die marlin-fork als firmware drauf hast, dann stehn die extrudersteps/unit in der configuration_adv.h
etwa in der mitte unter
//// MOVEMENT SETTINGS
#define DEFAULT_AXIS_STEPS_PER_UNIT {80.376, 80.376, 2560, 172.222} // default steps per unit
in dem fall 177,222 für den extruder.
gruss hd
etwa in der mitte unter
//// MOVEMENT SETTINGS
#define DEFAULT_AXIS_STEPS_PER_UNIT {80.376, 80.376, 2560, 172.222} // default steps per unit
in dem fall 177,222 für den extruder.
gruss hd
|
Re: Extruder einstellen, Protos 28. June 2012 06:32 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 384 |

|
Re: Extruder einstellen, Protos 28. June 2012 06:46 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 27 |
Hallo HD,
danke, dann werd ich mir das mal ansehen. Ich habe jetzt trotzdem schon versucht mein erstes Teil zu drucken. Hab das Demo Teil was bei GRRF dabei war versucht, die Achsen werden alle schön abgefahren, nur nimmt der Extruder nich die korrekte Temperatur an, eingestellt ist 265 Grad, der Drucker heizt aber nur auf 210 Grad damit schmilzt das ABS aber nicht und der Extruder fördert nicht.
danke, dann werd ich mir das mal ansehen. Ich habe jetzt trotzdem schon versucht mein erstes Teil zu drucken. Hab das Demo Teil was bei GRRF dabei war versucht, die Achsen werden alle schön abgefahren, nur nimmt der Extruder nich die korrekte Temperatur an, eingestellt ist 265 Grad, der Drucker heizt aber nur auf 210 Grad damit schmilzt das ABS aber nicht und der Extruder fördert nicht.
|
Re: Extruder einstellen, Protos 28. June 2012 07:13 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 384 |
Hi,
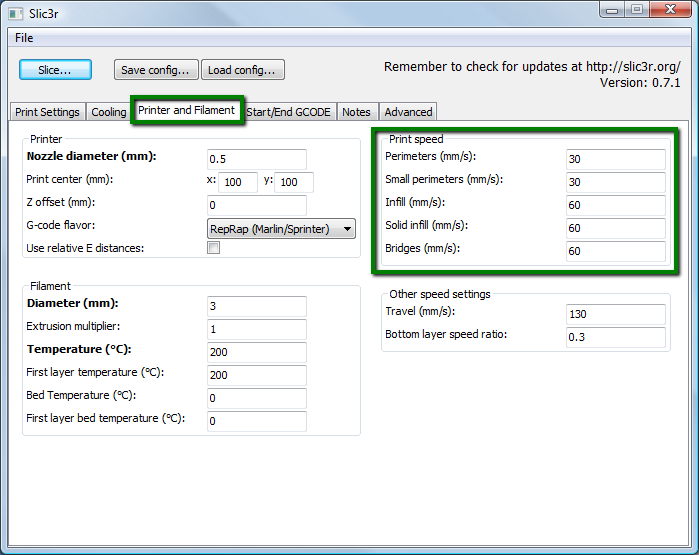
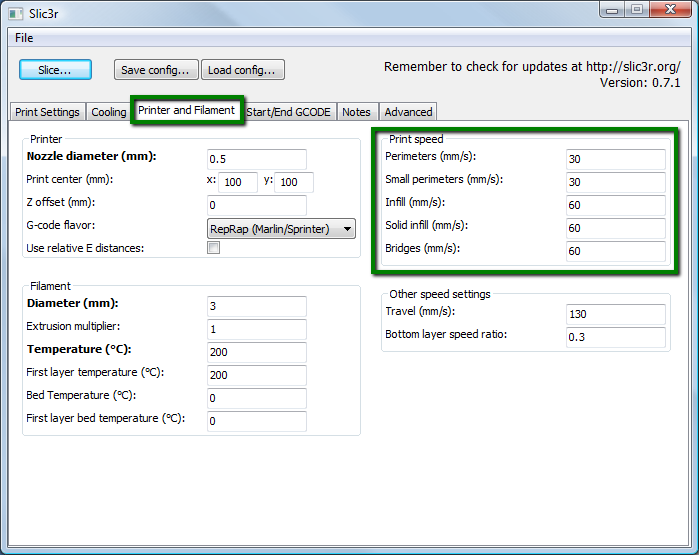
das steht im slicer den du verwendest skeinforge oder slic3er in dessen konfiguration. Das im Hostprogramm gilt nicht für Drucke.
3. Bild
https://grrf.de/de/dokumentation/3d-druck-praxishandbuch/druckaufbereitung-slicing/slic3r
Grüsse
Hirte
1-mal bearbeitet. Zuletzt am 28.06.12 07:19.
das steht im slicer den du verwendest skeinforge oder slic3er in dessen konfiguration. Das im Hostprogramm gilt nicht für Drucke.
3. Bild
https://grrf.de/de/dokumentation/3d-druck-praxishandbuch/druckaufbereitung-slicing/slic3r
Grüsse
Hirte
1-mal bearbeitet. Zuletzt am 28.06.12 07:19.
|
Re: Extruder einstellen, Protos 28. June 2012 07:18 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 1.004 |
schau mal ob in der config.h bei
//=============================Thermal Settings ============================
der thermistor richtig gewählt ist und ob bei
#define HEATER_0_MAXTEMP 275
was andres als 275 steht
evtl. hast du aber vieleicht beim slicen ein pla anstatt eines abs-profils gewählt?
gruss hd
//=============================Thermal Settings ============================
der thermistor richtig gewählt ist und ob bei
#define HEATER_0_MAXTEMP 275
was andres als 275 steht
evtl. hast du aber vieleicht beim slicen ein pla anstatt eines abs-profils gewählt?
gruss hd
|
Re: Extruder einstellen, Protos 28. June 2012 07:30 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 27 |
|
Re: Extruder einstellen, Protos 29. June 2012 08:47 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 27 |
Ich habe jetzt den Extruder nach Anleitung eingestellt, ich habe es aber nicht geschafft, dass er wirklich konstant die gleiche Menge fördert, ich habe die Federn mal härter, mal weicher eingestellt aber er fördert einfach nicht konstant, nach einer gewissen Druckzeit wird die Förderung immer schlechter bis der Extruder dann nicht mehr fördert und der Kunststoffdraht einfach geraspelt wird. Ich weiß nicht was ich noch ändern kann an der Einstellung.
|
Re: Extruder einstellen, Protos 29. June 2012 09:16 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 3.742 |
Mit welche geschwindlichkeit versuchts du zu drucken?
Bob Morrison
Wörth am Rhein, Germany
"Luke, use the source!"
BLOG - PHOTOS - Thingiverse
Bob Morrison
Wörth am Rhein, Germany
"Luke, use the source!"
BLOG - PHOTOS - Thingiverse
|
Re: Extruder einstellen, Protos 29. June 2012 19:14 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 24 |
Hatte auch das Problem das der Extruder mal mehr und mal weniger Material gefördert hat. Ist zwar etwas anders als bei dir, aber vielleicht gibt es dir ja einen Anhaltspunkt woran es bei dir leigen könnte.
Bei mir waren es mehrere Dinge (im Wechsel:-)):
1. Die Einkerbungen meiner Filamentschraube waren nicht gleich. Das fürte dazu, dass er mal mehr und mal weniger gefördert hat, bis die Schraube soviel Material weggeschreddert hatte da nischts mehr ging. Hab noch ein zusätzliches Problem mit dem Extruderzahnrad, da das auch nicht wirklich gleichförmig ist, aber das schlägt sich eigentlich nur beim retract wieder.
2. Umgebungstemperatur/Luftzug: Ich hatte nen kleinen Lüfterauf die Elektronik gerichtet, der ist umgekippt und blies nun Richtung Hotend. Damit kam das Hotend dann nicht mehr klar.
3. Filament nicht stark genug eingespannt. Passiert immer mal wieder.
Viel Erfolg bei der Fehlersuche...
punktum
Bei mir waren es mehrere Dinge (im Wechsel:-)):
1. Die Einkerbungen meiner Filamentschraube waren nicht gleich. Das fürte dazu, dass er mal mehr und mal weniger gefördert hat, bis die Schraube soviel Material weggeschreddert hatte da nischts mehr ging. Hab noch ein zusätzliches Problem mit dem Extruderzahnrad, da das auch nicht wirklich gleichförmig ist, aber das schlägt sich eigentlich nur beim retract wieder.
2. Umgebungstemperatur/Luftzug: Ich hatte nen kleinen Lüfterauf die Elektronik gerichtet, der ist umgekippt und blies nun Richtung Hotend. Damit kam das Hotend dann nicht mehr klar.
3. Filament nicht stark genug eingespannt. Passiert immer mal wieder.
Viel Erfolg bei der Fehlersuche...
punktum
|
Re: Extruder einstellen, Protos 30. June 2012 05:40 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 27 |
Hallo,
ich habe jetzt den Extruder nochmal eingestellt, er fördert jetzt auch wunderbar. Ich habe versucht die Testbox die bei der Slicer Software dabei zu Drucker. Den Rand und den ersten Layer druckt er perfekt, beim zweiten Layer druckt er aber dann mit so einem wahnsinnigen Extrudervorschub, dass er die Menge einfach nicht mehr fördern kann. Was sollte man denn als maximaler Exturdervorschub einstellen und wo?
Danke
Grüße
Bert
ich habe jetzt den Extruder nochmal eingestellt, er fördert jetzt auch wunderbar. Ich habe versucht die Testbox die bei der Slicer Software dabei zu Drucker. Den Rand und den ersten Layer druckt er perfekt, beim zweiten Layer druckt er aber dann mit so einem wahnsinnigen Extrudervorschub, dass er die Menge einfach nicht mehr fördern kann. Was sollte man denn als maximaler Exturdervorschub einstellen und wo?
Danke
Grüße
Bert
|
Re: Extruder einstellen, Protos 30. June 2012 06:01 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 27 |
|
Re: Extruder einstellen, Protos 30. June 2012 06:59 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 3.742 |
Die geschwindlichkeit ist dein Feed & Flow werten.
Bob Morrison
Wörth am Rhein, Germany
"Luke, use the source!"
BLOG - PHOTOS - Thingiverse
Bob Morrison
Wörth am Rhein, Germany
"Luke, use the source!"
BLOG - PHOTOS - Thingiverse
|
Re: Extruder einstellen, Protos 30. June 2012 07:06 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 27 |
|
Re: Extruder einstellen, Protos 30. June 2012 07:09 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 1.004 |
der speedmultiplier ist im slicer-profil.
ich glaub der steht im grrf-profil von haus aus auf 6.
die haben da schon seltsame werte, auch in der firmware.
weiss jemand wie z.b. hier
#define DEFAULT_AXIS_STEPS_PER_UNIT {80.376, 80.376, 2560, 172.222} // default steps per unit
die bruchteile zustande kommen?
gruss hd
p.s.: lies mal deine pm
ich glaub der steht im grrf-profil von haus aus auf 6.
die haben da schon seltsame werte, auch in der firmware.
weiss jemand wie z.b. hier
#define DEFAULT_AXIS_STEPS_PER_UNIT {80.376, 80.376, 2560, 172.222} // default steps per unit
die bruchteile zustande kommen?
gruss hd
p.s.: lies mal deine pm
|
Re: Extruder einstellen, Protos 30. June 2012 07:14 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 3.742 |

|
Re: Extruder einstellen, Protos 30. June 2012 07:36 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 1.004 |
|
Re: Extruder einstellen, Protos 30. June 2012 09:52 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 3.742 |
Kann ich mir nicht vorstellen, z.B. die X & Y achse sind direkt betrieben beim Mendel.
Ich hab 1,8° / schritt motoren, sprich 200 Schritten für eine umdrehung (360°).
Ich nutze 1/2 schritten, sprich 400 Schritten für eine umdrehung( 360°).
Meine rädchen (gears) haben 8 zähne (T5).
Das bedeutet das das eine umdrehung 8 zähne je 5mm = 40mm.
So 400 schritten = 40mm, oder 10 schritten/mm.
Beim 1/16 schritten wird das 8 mal grosser oder 80 schritten/mm.
So, NEIN, ich verstehe NICHT wo die komma zahlen herkommen.
Nichts, dezo trotz ist meine FiveD firmware so konfiguriert:
Bob Morrison
Wörth am Rhein, Germany
"Luke, use the source!"
BLOG - PHOTOS - Thingiverse
Ich hab 1,8° / schritt motoren, sprich 200 Schritten für eine umdrehung (360°).
Ich nutze 1/2 schritten, sprich 400 Schritten für eine umdrehung( 360°).
Meine rädchen (gears) haben 8 zähne (T5).
Das bedeutet das das eine umdrehung 8 zähne je 5mm = 40mm.
So 400 schritten = 40mm, oder 10 schritten/mm.
Beim 1/16 schritten wird das 8 mal grosser oder 80 schritten/mm.
So, NEIN, ich verstehe NICHT wo die komma zahlen herkommen.
Nichts, dezo trotz ist meine FiveD firmware so konfiguriert:
#ifdef MENDEL #ifdef SLOTTED_PULLEYS // define the XYZ parameters of Mendel - standard pulleys #define X_STEPS_PER_MM 10.047 #define X_STEPS_PER_INCH (X_STEPS_PER_MM*INCHES_TO_MM) // *RO #define INVERT_X_DIR 1 #define Y_STEPS_PER_MM 10.047 #define Y_STEPS_PER_INCH (Y_STEPS_PER_MM*INCHES_TO_MM) // *RO #define INVERT_Y_DIR 1 #define Z_STEPS_PER_MM 833.398 #define Z_STEPS_PER_INCH (Z_STEPS_PER_MM*INCHES_TO_MM) // *RO #define INVERT_Z_DIR 0 #endif
Bob Morrison
Wörth am Rhein, Germany
"Luke, use the source!"
BLOG - PHOTOS - Thingiverse
|
Re: Extruder einstellen, Protos 30. June 2012 10:17 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 1.004 |
dann entsprechen deine einstellungen auch denen von grrf: 8 x 10,047 = 80,376
für x und y achse hab ich bei mir die rechnerisch ermittelten 80 eingestellt.
wieso kommen sprinter und grrf da auf ein wenig höhere werte, was wird dadurch ausgeglichen?
vieleicht die schrumpfung beim erkalten?
vieleicht kann mir da jemand auf die sprünge helfen.
gruss hd
für x und y achse hab ich bei mir die rechnerisch ermittelten 80 eingestellt.
wieso kommen sprinter und grrf da auf ein wenig höhere werte, was wird dadurch ausgeglichen?
vieleicht die schrumpfung beim erkalten?
vieleicht kann mir da jemand auf die sprünge helfen.
gruss hd
|
Re: Extruder einstellen, Protos 30. June 2012 12:33 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 388 |
|
Re: Extruder einstellen, Protos 30. June 2012 12:43 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 1.004 |
|
Re: Extruder einstellen, Protos 30. June 2012 13:49 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 388 |
|
Re: Extruder einstellen, Protos 30. June 2012 13:56 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 1.004 |
|
Re: Extruder einstellen, Protos 30. June 2012 14:05 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 1.004 |
|
Re: Extruder einstellen, Protos 01. July 2012 02:40 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 27 |
Ich habe mir die Einstellungen nochmal in Slic3 angesehen, dass stimmt mit dem Screenshot überein, normal sollte er den Infill mit 60mm/min machen, bei mir macht es der Drucker aber mit einer Geschwindigkeit die nie und nimmer 60mm sondern eher 300mm entsprechen. Was bedeutet denn der Multiplier Wert?
|
Re: Extruder einstellen, Protos 01. July 2012 04:05 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 388 |
bei grrf verbiegen die den "Extrusion multiplier", d.h. künstlich wird da der Schraubendurchmesser der Filamentschraube verändert.
Richtig und schneller wäre es aber, die Steps/mm in der Firmware für den Extruder-Motor einzustellen.
Siehe auch hier: Slic3r
1-mal bearbeitet. Zuletzt am 01.07.12 04:07.
Richtig und schneller wäre es aber, die Steps/mm in der Firmware für den Extruder-Motor einzustellen.
Siehe auch hier: Slic3r
1-mal bearbeitet. Zuletzt am 01.07.12 04:07.
|
Re: Extruder einstellen, Protos 02. July 2012 05:08 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 27 |
Hallo,
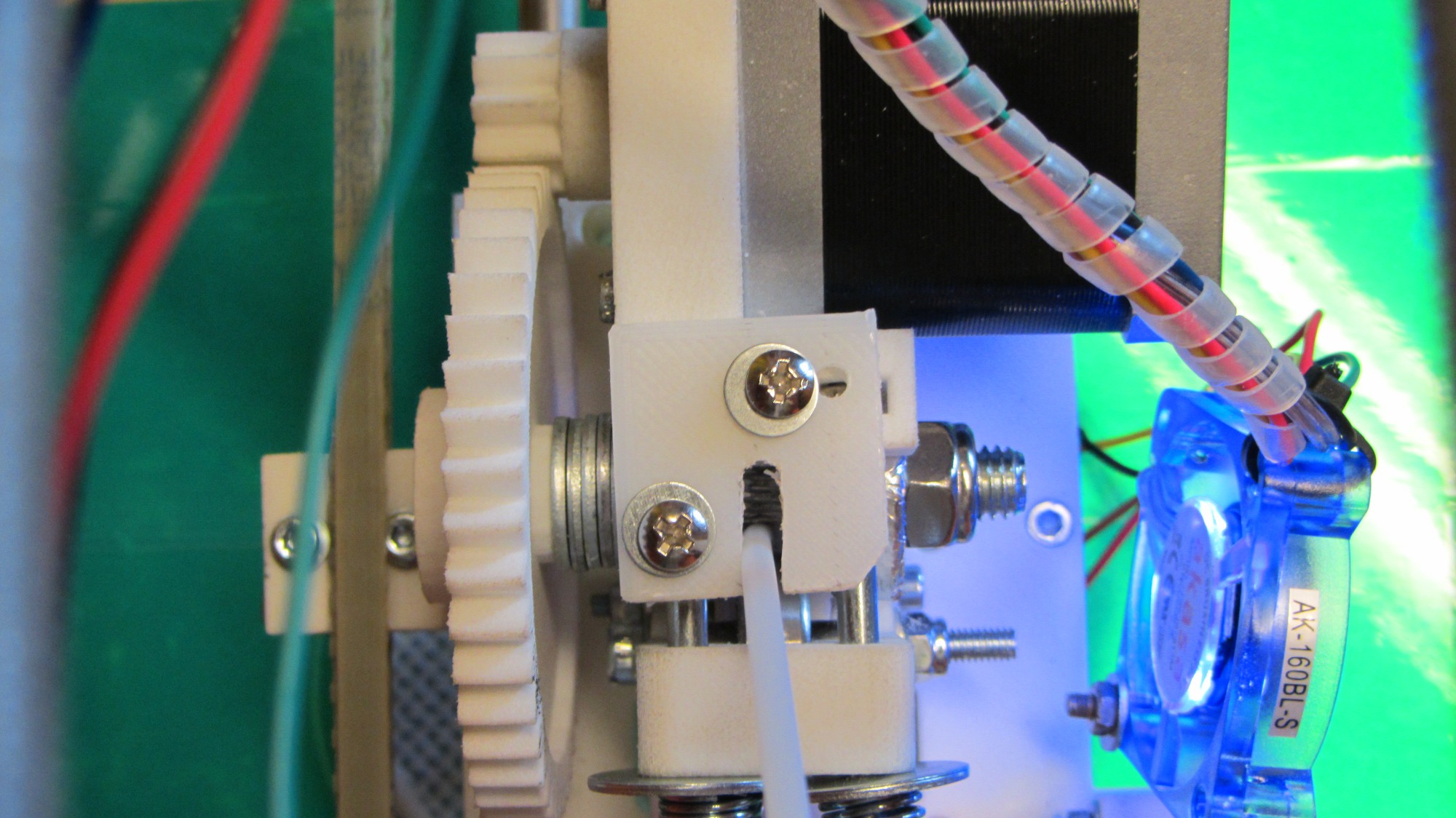
ich habe jetzt den Extruder kalibriert und die config Datei angepasst. Den multiplier habe ich auf 1 stehen. Ich weiß zwar immer noch nicht was der Wert bedeutet aber er druckt jetzt sehr gut. Ich habe mir noch zusätzlich eine kleine Platte auf den Extruder gebaut, da der Draht vorher oft ziemlich an den Rand lief, fast ausserhalb der Rändelung.
ich habe jetzt den Extruder kalibriert und die config Datei angepasst. Den multiplier habe ich auf 1 stehen. Ich weiß zwar immer noch nicht was der Wert bedeutet aber er druckt jetzt sehr gut. Ich habe mir noch zusätzlich eine kleine Platte auf den Extruder gebaut, da der Draht vorher oft ziemlich an den Rand lief, fast ausserhalb der Rändelung.
|
Re: Extruder einstellen, Protos 04. July 2012 14:19 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 1.004 |

|
Re: Extruder einstellen, Protos 05. July 2012 21:32 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 1.004 |
hab mir das grad mal in die standard configuration der orginalen marlin-firmware angeschaut, und da steht der wert von 78.7402.
der lässt sich aber einfach nachvollziehhen, wenn man annimmt, das marlin nen "xl belt" benutzt, und der hat eine teilung von (gerundet) 5,08mm.
ich hatte eine lange zeit mit losrollenlagern amerikanischer hersteller zu tun, da gabs bei der aufarbeitung (ausgelaufene lagerschale hohnen und grösser lagerollen auf nachgeschliffene wellle einpassen) probleme bei kleinen tolleranzfeldern.
der umrechnungswert nach iso ist 25,4. der grösste us hersteller, torrington schwört auf 25,4000508001016002032004064,
was die differenz von 0,0002 oben erklärt.
bringt mich aber mit den 80 eppes immer noch nicht weiter.
gruss hd
der lässt sich aber einfach nachvollziehhen, wenn man annimmt, das marlin nen "xl belt" benutzt, und der hat eine teilung von (gerundet) 5,08mm.
ich hatte eine lange zeit mit losrollenlagern amerikanischer hersteller zu tun, da gabs bei der aufarbeitung (ausgelaufene lagerschale hohnen und grösser lagerollen auf nachgeschliffene wellle einpassen) probleme bei kleinen tolleranzfeldern.
der umrechnungswert nach iso ist 25,4. der grösste us hersteller, torrington schwört auf 25,4000508001016002032004064,
was die differenz von 0,0002 oben erklärt.
bringt mich aber mit den 80 eppes immer noch nicht weiter.
gruss hd
|
Re: Extruder einstellen, Protos 09. July 2012 01:32 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 282 |
Das sind keine Zahnräder wo Du mit der Teilung rechnen kannst, Du must den Durchmesser der neutralen Faser nehmen. Da kannst Du die Zeichnungen der Hersteller benutzen. Je nach Vorspannung, und im Betrieb hast Du da aber auch noch Ungenauigkeiten, deshalb würde ich, den Weg mal messen, und den exakten Durchmesser dann ableiten.
Gruß Günter
Gruß Günter

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.