Hybrid-Delta Drucken und Fräsen
geschrieben von angelo
|
Hybrid-Delta Drucken und Fräsen 19. March 2013 12:24 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 1.807 |
Hallo RepRaper,
allmählich wächst eine Idee.
Einige Fragen wollte ich stellen:
Hat jemand mit diesen Linearlagern Erfahrung ?
[www.dold-mechatronik.de]
Taugen die was?
Wie rechnet man noch einmal die Lager bei vorsichtigem Einsatz dieses Dremels ?
[www.kress-elektrik.com][catUid]=17&tx_commerce_pi1[showUid]=35
Hat jemand eine Information inwieweit der maximale Winkel bei diesem Gelenkauge ist ?
[www.dold-mechatronik.de]
(wenn nicht auch egl, bestell einfach mal und messe am lebenden Objekt :-)
Wie rechnet man bei Carbonrohr die Scherkräfte aus, bzw wo kann man "Knickungstabellen" einsehen ?
[www.carbon-shop.eu]
(inhomogenes Material mit Faservolumenanteil: ca. 65%, keine Ahnung vielleicht mit Sicherheitsfaktor 2 bis 6 berechnen? )
363 mm Lang 8mm Innendurchmesser.
Bei MAXX-Power Motor 530 Watt motor bei 29.000 1/min. -> ca. 500 Umdrehungen pro Sekunde / Streben ca. 100 Watt pro strebe am Gelenk bei einem "Knick-Hebel" zweimal gelagert von max DM mitte gleich 181,5 mm. (100w*500/s/ 0.1815m =9075 N)
Ergo ungefähr 150N/mm² ( ca. 10000N/ 70 mm² = 150 N/mm²)
Reicht bei 8 mm Bohrung ein Aussendurchmesser von 12 mm aus ?
Sorry, hab das als Maschbautechniker 1992 als letztes gerechnet.
Würde mir viel Eindenk-Arbeit sparen.
Danke
Have Fun
Angelo
allmählich wächst eine Idee.
Einige Fragen wollte ich stellen:
Hat jemand mit diesen Linearlagern Erfahrung ?
[www.dold-mechatronik.de]
Taugen die was?
Wie rechnet man noch einmal die Lager bei vorsichtigem Einsatz dieses Dremels ?
[www.kress-elektrik.com][catUid]=17&tx_commerce_pi1[showUid]=35
Hat jemand eine Information inwieweit der maximale Winkel bei diesem Gelenkauge ist ?
[www.dold-mechatronik.de]
(wenn nicht auch egl, bestell einfach mal und messe am lebenden Objekt :-)
Wie rechnet man bei Carbonrohr die Scherkräfte aus, bzw wo kann man "Knickungstabellen" einsehen ?
[www.carbon-shop.eu]
(inhomogenes Material mit Faservolumenanteil: ca. 65%, keine Ahnung vielleicht mit Sicherheitsfaktor 2 bis 6 berechnen? )
363 mm Lang 8mm Innendurchmesser.
Bei MAXX-Power Motor 530 Watt motor bei 29.000 1/min. -> ca. 500 Umdrehungen pro Sekunde / Streben ca. 100 Watt pro strebe am Gelenk bei einem "Knick-Hebel" zweimal gelagert von max DM mitte gleich 181,5 mm. (100w*500/s/ 0.1815m =9075 N)
Ergo ungefähr 150N/mm² ( ca. 10000N/ 70 mm² = 150 N/mm²)
Reicht bei 8 mm Bohrung ein Aussendurchmesser von 12 mm aus ?
Sorry, hab das als Maschbautechniker 1992 als letztes gerechnet.
Würde mir viel Eindenk-Arbeit sparen.
Danke
Have Fun
Angelo
|
Re: Hybrid-Delta Drucken und Fräsen 20. March 2013 00:38 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 675 |
|
Re: Hybrid-Delta Drucken und Fräsen 20. March 2013 04:38 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 1.807 |
|
Re: Hybrid-Delta Drucken und Fräsen 20. March 2013 07:40 |
Registrierungsdatum: 13 Jahre zuvor Beiträge: 7.616 |
Quote
Wie rechnet man noch einmal die Lager bei vorsichtigem Einsatz dieses Dremels ?
Die in der Hobby-CNC-Szene üblichen 220V-Motoren sind für RepRap-Drucker 10 Nummern zu gross. Da vibriert alles durch, oder fliegt gar auseinander. Eine Proxxon Micromot 50 ist so ungefähr die richtige Grössenordnung.
Quote
Wie rechnet man bei Carbonrohr die Scherkräfte aus, bzw wo kann man "Knickungstabellen" einsehen ?
Werkzeugmaschinen werden nicht nach Festigkeit, sondern nach Steifigkeit berechnet. Kommt man in den Bereich der Festigkeitsgrenzen, ist eh alles viel zu weich.
| Generation 7 Electronics | Teacup Firmware | RepRap DIY |
|
Re: Hybrid-Delta Drucken und Fräsen 20. March 2013 07:55 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 1.807 |
|
Re: Hybrid-Delta Drucken und Fräsen 21. March 2013 10:51 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 490 |
Gibt es generell gesagt irgendeinen Grund, wieso man nicht mit Riemen fräsen sollte, außer dass die Auflösung *theoretisch* nicht ganz so hoch ist wie mit Spindeln?
Mein Drucker hat nämlich 0.05mm Auflösung im Vollschrittmodus mit Riemen. Wenn ich jetzt ordentlich breite Riemen nehmen würde, wäre ja der Antrieb stabil genug, die Kräfte aufzunehmen (die restliche Konstruktion wird es aber auf keinen Fall tun).
Von der Konstruktion würde ich auch eher vom Delta mit Riemen abraten, wenn du damit auch noch fräsen willst. Was ist, wenn die Schrittmotorsteuerung versagt? Glaube, das könnte etwas fatal enden. Vielleicht wären die Steilgewindespindeln ja was - mit der Einschränkung, dass du eine nehmen müsstest, die gerade noch selbsthemmend ist?
Allerdings würde der Delta ja in Ordnung sein (solange du nicht top-Ansprüche beim Fräsen stellst), wenn du ihn stabil baust. Torsion scheint schwieriger und uneleganter zu eliminieren zu sein als Scherbewegungen. Massive Aluprofile könnten helfen...
Mein Drucker hat nämlich 0.05mm Auflösung im Vollschrittmodus mit Riemen. Wenn ich jetzt ordentlich breite Riemen nehmen würde, wäre ja der Antrieb stabil genug, die Kräfte aufzunehmen (die restliche Konstruktion wird es aber auf keinen Fall tun).
Von der Konstruktion würde ich auch eher vom Delta mit Riemen abraten, wenn du damit auch noch fräsen willst. Was ist, wenn die Schrittmotorsteuerung versagt? Glaube, das könnte etwas fatal enden. Vielleicht wären die Steilgewindespindeln ja was - mit der Einschränkung, dass du eine nehmen müsstest, die gerade noch selbsthemmend ist?
Allerdings würde der Delta ja in Ordnung sein (solange du nicht top-Ansprüche beim Fräsen stellst), wenn du ihn stabil baust. Torsion scheint schwieriger und uneleganter zu eliminieren zu sein als Scherbewegungen. Massive Aluprofile könnten helfen...
|
Re: Hybrid-Delta Drucken und Fräsen 21. March 2013 11:01 |
Administrator Registrierungsdatum: 16 Jahre zuvor Beiträge: 13.890 |
... Riemen sind bei mechanischer Resonanz-Anregung (z.B. wenn die Schneide ins Material reinhackt) viel zu elastisch, so daß das keine wirklich glatten/geraden Frässpuren ergibt 
Viktor
--------
Aufruf zum Projekt "Müll-freie Meere" - [reprap.org] -- Deutsche Facebook-Gruppe - [www.facebook.com]
Call for the project "garbage-free seas" - [reprap.org]
Viktor
--------
Aufruf zum Projekt "Müll-freie Meere" - [reprap.org] -- Deutsche Facebook-Gruppe - [www.facebook.com]
Call for the project "garbage-free seas" - [reprap.org]
|
Re: Hybrid-Delta Drucken und Fräsen 21. March 2013 11:31 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 490 |
|
Re: Hybrid-Delta Drucken und Fräsen 21. March 2013 13:23 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 1.807 |
Hallo uGen,
Hallo VDX,
zunächst wollte ich sowieso mal VDX fragen, ob ich dir meine Delta-Konstruktionszeichnung/Entwurf schicken darf.
Ich würde gerne dir zu Ehren diesen RepRap -> Tripod Max benennen (VDX war einer der Ideengeber überhaupt für mich).
Fräsen kommt aus Kostengründen leider nicht in Frage.
Über Bohren (flexible Welle zwecks Lochbild für Knotenbleche) und Lasern
(es gibt mitlerweile kleine und leichte zum Gravieren), könnte man mit Riementrieb, beim Delta da 3 x Riemen bei dehnungstechnisch immer gleichzeitig im Einsatz sind und immer 3 Motoren gleichzeitig Spannen und Halten, nachdenken.
Da ich mir konkret über den "Speziellen Bauraum" des Deltas gedanken gemacht habe, glaube ich einen Ansatz gefunden zu haben, wie ich das ganze Gestell vestreben/verspannen, bzw. versteifen könnte.
Mein konstruktiver Ehrgeiz soll sein, das ich :
a) alles aus Standardteilen (Baumarkt bzw. DIN-Norm Teile -> Fachhandel) beziehen kann. Alles andere sich selbstverständlich reprap-technisch sich drucken lässt.
b) "Normale" Menschen die Möglichkeit haben, sich einen Delta zusammenstecken zu können. Vorbild -> IKEA Möbel und Modulbauweise z.B. nicht Ramps x.x sondern Elektronkeinheit mit vorgeflashter Firmware und/oder speziefischen Bowden-Extruder, mit schön gelisteter BOM und saubere Bauanleitung für Normalsterbliche und Erfolgsgarantie etc. :-).
und letzendlich:
c) damit sich dieser Delta verbreitet und ande "schlauere" Köpfe Ideen bringen um noch besser zu werden, nicht teurer als 600 Euro Präzision bei max. + 0,1 mm auf DM 200 mm Längenmass ergo präzieses Bauvolumen von DM200x300 mm Höhe ( unpräzieses Bauvolumen max. ca. x/y Durchmesser 350mm x 450 mm hoch). Natürlich auch endlich mal mit der eigentlich mechanischen -> deltaspeziefischen und durch steifen Rahmen Ausnutzung von realem Speed beim praktischem Drucken, denke da an durchschnittlich sauberen :-) vorwärts-marsch-galoppi Vorschub von 300mm/s weil schön anzusehen etc.. Aussenmasse grade Tischgrösse 800x800 und 1200 mm hoch, das das grade noch auf einem Tisch bei normaler Zimmerdecke und einen normalen Türrahmen in ein Zimmer passt.
Ich spinne einmal rum mit meiner Vision.
Das krieg ich mit eurer Hilfe doch bestimmt hin, oder :-)
Have Fun
Hallo VDX,
zunächst wollte ich sowieso mal VDX fragen, ob ich dir meine Delta-Konstruktionszeichnung/Entwurf schicken darf.
Ich würde gerne dir zu Ehren diesen RepRap -> Tripod Max benennen (VDX war einer der Ideengeber überhaupt für mich).
Fräsen kommt aus Kostengründen leider nicht in Frage.
Über Bohren (flexible Welle zwecks Lochbild für Knotenbleche) und Lasern
(es gibt mitlerweile kleine und leichte zum Gravieren), könnte man mit Riementrieb, beim Delta da 3 x Riemen bei dehnungstechnisch immer gleichzeitig im Einsatz sind und immer 3 Motoren gleichzeitig Spannen und Halten, nachdenken.
Da ich mir konkret über den "Speziellen Bauraum" des Deltas gedanken gemacht habe, glaube ich einen Ansatz gefunden zu haben, wie ich das ganze Gestell vestreben/verspannen, bzw. versteifen könnte.
Mein konstruktiver Ehrgeiz soll sein, das ich :
a) alles aus Standardteilen (Baumarkt bzw. DIN-Norm Teile -> Fachhandel) beziehen kann. Alles andere sich selbstverständlich reprap-technisch sich drucken lässt.
b) "Normale" Menschen die Möglichkeit haben, sich einen Delta zusammenstecken zu können. Vorbild -> IKEA Möbel und Modulbauweise z.B. nicht Ramps x.x sondern Elektronkeinheit mit vorgeflashter Firmware und/oder speziefischen Bowden-Extruder, mit schön gelisteter BOM und saubere Bauanleitung für Normalsterbliche und Erfolgsgarantie etc. :-).
und letzendlich:
c) damit sich dieser Delta verbreitet und ande "schlauere" Köpfe Ideen bringen um noch besser zu werden, nicht teurer als 600 Euro Präzision bei max. + 0,1 mm auf DM 200 mm Längenmass ergo präzieses Bauvolumen von DM200x300 mm Höhe ( unpräzieses Bauvolumen max. ca. x/y Durchmesser 350mm x 450 mm hoch). Natürlich auch endlich mal mit der eigentlich mechanischen -> deltaspeziefischen und durch steifen Rahmen Ausnutzung von realem Speed beim praktischem Drucken, denke da an durchschnittlich sauberen :-) vorwärts-marsch-galoppi Vorschub von 300mm/s weil schön anzusehen etc.. Aussenmasse grade Tischgrösse 800x800 und 1200 mm hoch, das das grade noch auf einem Tisch bei normaler Zimmerdecke und einen normalen Türrahmen in ein Zimmer passt.
Ich spinne einmal rum mit meiner Vision.
Das krieg ich mit eurer Hilfe doch bestimmt hin, oder :-)
Have Fun
|
Re: Hybrid-Delta Drucken und Fräsen 21. March 2013 13:45 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 490 |
Das mit dem "einfach zusammenstecken" wäre eigentlich ganz gut...ich betreue gerade einen, der einen Rostock baut und kein Plan von der Sache hat :/
Wenn man nun also den Rahmen so eindeutig und konstruktionsbedingt präzise zusammenbauen könnte, dass Laien auch nichts falsch machen können, dann wären wir schon einen Schritt weiter.
Wie willst du den Rahmen denn eigentlich genau bauen?
Wenn man nun also den Rahmen so eindeutig und konstruktionsbedingt präzise zusammenbauen könnte, dass Laien auch nichts falsch machen können, dann wären wir schon einen Schritt weiter.
Wie willst du den Rahmen denn eigentlich genau bauen?
|
Re: Hybrid-Delta Drucken und Fräsen 21. March 2013 15:55 |
Administrator Registrierungsdatum: 16 Jahre zuvor Beiträge: 13.890 |
Hi Angelo,
> zunächst wollte ich sowieso mal VDX fragen, ob
> ich dir meine Delta-Konstruktionszeichnung/Entwurf
> schicken darf.
> Ich würde gerne dir zu Ehren diesen RepRap ->
> Tripod Max benennen (VDX war einer der Ideengeber
> überhaupt für mich).
... ich habe keine irgendwie geartete Namensrechte auf 'Tripod' -- das kommt wohl aus dem Griechischen ... du kannst aber ruhig auf den Kleinen Verweisen
Den Entwurf würde ich mir gerne ansehen ... irgendwann baue ich mir doch noch einen Knickarm-Delta mit Laserkopf, für den ich die Motoren mit 1/256 Highspeed Mikroschritt-Karten auch schon seit fast 4 Jahren rumliegen habe
Viktor
--------
Aufruf zum Projekt "Müll-freie Meere" - [reprap.org] -- Deutsche Facebook-Gruppe - [www.facebook.com]
Call for the project "garbage-free seas" - [reprap.org]
> zunächst wollte ich sowieso mal VDX fragen, ob
> ich dir meine Delta-Konstruktionszeichnung/Entwurf
> schicken darf.
> Ich würde gerne dir zu Ehren diesen RepRap ->
> Tripod Max benennen (VDX war einer der Ideengeber
> überhaupt für mich).
... ich habe keine irgendwie geartete Namensrechte auf 'Tripod' -- das kommt wohl aus dem Griechischen ... du kannst aber ruhig auf den Kleinen Verweisen
Den Entwurf würde ich mir gerne ansehen ... irgendwann baue ich mir doch noch einen Knickarm-Delta mit Laserkopf, für den ich die Motoren mit 1/256 Highspeed Mikroschritt-Karten auch schon seit fast 4 Jahren rumliegen habe
Viktor
--------
Aufruf zum Projekt "Müll-freie Meere" - [reprap.org] -- Deutsche Facebook-Gruppe - [www.facebook.com]
Call for the project "garbage-free seas" - [reprap.org]
|
Re: Hybrid-Delta Drucken und Fräsen 24. March 2013 04:54 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 58 |
[www.youtube.com]
[www.youtube.com]
[www.youtube.com]
Da gibt es einiges zum Thema, im Nachbarforum (cncecke) gibt es jemanden der sich wohl auch Beruflich lange mit Riemen beschäftigt hat... aber man die Dehnung wohl nicht in den Griff bekommt. Es gibt auch einen Antrieb über ein Stahlband mit zwei verkeilten Rollen zwichen 2 schienen, ich komme aber nicht auf den Namen... aaaa doch Rolamite war es.
Aber 300mm/s, 0,1mm, 600€... Ich lege mich mal weit aus dem Fenster und behaupte das fast alle RepRap 3D Drucker von 30mm/s nach 300mm/s eine Abweichung im Druckbild von mehr als 0,1mm haben ... natürlich bei akzeptablen Beschleunigungen . Es muss nicht schön aussehen sondern auch bei "Gap Fill" schnell sein ohne sich auf zu schwingen. Konturen schnell abfahren ist doch meist kein Problem, das füllen der kleinen Flächen bereitet mir mehr Kopfweh. Dann ist man mit den Riemen aber schnell am Ende, braucht steile Kugelgewindespindeln, und vielleicht auch Servomotoren... und schwups landet man bei Maschinen wie oben verlinkt.
Zur Geschwindigkeit gibt es leider wenige tests, oder ich hab da noch nicht viel gefunden/gesehen bei 3D Druckern.
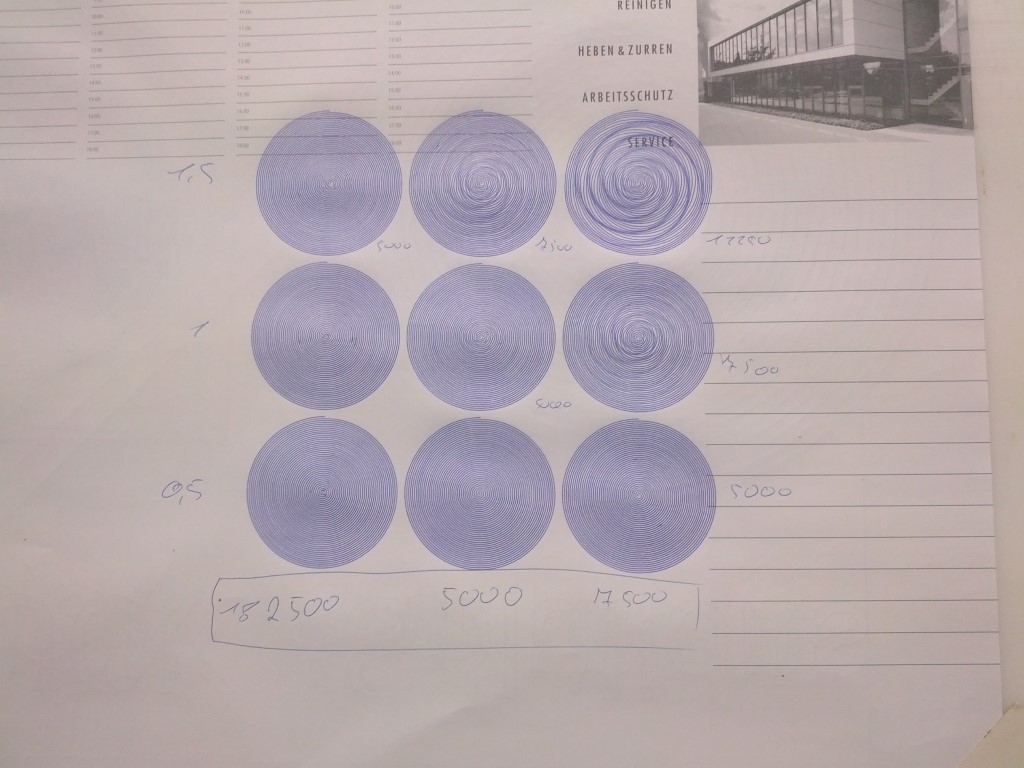
Im Anhang mal ein Bild von meinem CNC Plasmaschneider, Spiralen mit verschiedenen Geschwindigkeiten / Beschleunigungen, das ganze dann auch noch für kleine Vierecke wo man schön die Schwingungen sieht... (hab ich leider kein Bild mehr von). Klar kann ich mit 24m/min verfahren, ich muss aber sehen das ich schnell um die Ecken komme und nichts Schwingt... und dann kommt schnell Ernüchterung auf, wie auf dem Bild zu sehen
VDX, was du immer alles noch vor hast... dir fehlt etwas Zeit in deinem Leben was... geht uns allen wohl so.
[www.youtube.com]
[www.youtube.com]
Da gibt es einiges zum Thema, im Nachbarforum (cncecke) gibt es jemanden der sich wohl auch Beruflich lange mit Riemen beschäftigt hat... aber man die Dehnung wohl nicht in den Griff bekommt. Es gibt auch einen Antrieb über ein Stahlband mit zwei verkeilten Rollen zwichen 2 schienen, ich komme aber nicht auf den Namen... aaaa doch Rolamite war es
.Aber 300mm/s, 0,1mm, 600€...
Ich lege mich mal weit aus dem Fenster und behaupte das fast alle RepRap 3D Drucker von 30mm/s nach 300mm/s eine Abweichung im Druckbild von mehr als 0,1mm haben ... natürlich bei akzeptablen Beschleunigungen . Es muss nicht schön aussehen sondern auch bei "Gap Fill" schnell sein ohne sich auf zu schwingen. Konturen schnell abfahren ist doch meist kein Problem, das füllen der kleinen Flächen bereitet mir mehr Kopfweh. Dann ist man mit den Riemen aber schnell am Ende, braucht steile Kugelgewindespindeln, und vielleicht auch Servomotoren... und schwups landet man bei Maschinen wie oben verlinkt. Zur Geschwindigkeit gibt es leider wenige tests, oder ich hab da noch nicht viel gefunden/gesehen bei 3D Druckern.
Im Anhang mal ein Bild von meinem CNC Plasmaschneider, Spiralen mit verschiedenen Geschwindigkeiten / Beschleunigungen, das ganze dann auch noch für kleine Vierecke wo man schön die Schwingungen sieht
... (hab ich leider kein Bild mehr von). Klar kann ich mit 24m/min verfahren, ich muss aber sehen das ich schnell um die Ecken komme und nichts Schwingt... und dann kommt schnell Ernüchterung auf, wie auf dem Bild zu sehen VDX, was du immer alles noch vor hast... dir fehlt etwas Zeit in deinem Leben was
... geht uns allen wohl so.
{kind=link}
{kind=link}
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.