MendelMax 1.5 / Wade Extruder
geschrieben von somebuddy
|
MendelMax 1.5 / Wade Extruder 07. May 2013 08:17 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 23 |
Huhu
Bin 3D Druck anfänger und habe mir einen MendelMax 1.5 mit Wade Extruder zugelegt.
Alles soweit aufgebaut , aber irgendwie komme ich bei der kalibrierung nicht wirklich weiter.
Bzw. ich glaube es liegt am Extruder. Es scheint als würde er das Filament nicht ordentlich führen bzw. als würde es nicht immer gefördert werden.
Das Filament ( es soll 3mm PLA sein ) wirkt erschreckend steif. Dachte PLA wäre etwas Flexibler als ABS . Durch die Steifigkeit verutscht das filament immer wieder im Extruder.
Wirklich zum verzweifeln..
Mein Filament ist von [multec.de]. Ist das vielleicht einfach schlecht ? Ist in der Regel PLA oder ABS steifer / unflexibler ?
Vielen Dank
Bin 3D Druck anfänger und habe mir einen MendelMax 1.5 mit Wade Extruder zugelegt.
Alles soweit aufgebaut , aber irgendwie komme ich bei der kalibrierung nicht wirklich weiter.
Bzw. ich glaube es liegt am Extruder. Es scheint als würde er das Filament nicht ordentlich führen bzw. als würde es nicht immer gefördert werden.
Das Filament ( es soll 3mm PLA sein ) wirkt erschreckend steif. Dachte PLA wäre etwas Flexibler als ABS . Durch die Steifigkeit verutscht das filament immer wieder im Extruder.
Wirklich zum verzweifeln..
Mein Filament ist von [multec.de]. Ist das vielleicht einfach schlecht ? Ist in der Regel PLA oder ABS steifer / unflexibler ?
Vielen Dank
|
Re: MendelMax 1.5 / Wade Extruder 07. May 2013 08:27 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 3.742 |
PLA ist steif, ABS ist flexible (relativ).
Beim schmelzen riecht der PLA wie popcorn im Kino, ABS dagegen wie gift!
Bob Morrison
Wörth am Rhein, Germany
"Luke, use the source!"
BLOG - PHOTOS - Thingiverse
Beim schmelzen riecht der PLA wie popcorn im Kino, ABS dagegen wie gift!
Bob Morrison
Wörth am Rhein, Germany
"Luke, use the source!"
BLOG - PHOTOS - Thingiverse
|
Re: MendelMax 1.5 / Wade Extruder 07. May 2013 08:35 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 23 |
okay.. dann ist es PLA.
Irgendwie bekomme ich den Extruder einfach nicht so hin , dass der Vorschub zuverlässig funktioniert.
Was wäre denn ein passender Richtwert für steps/mm für den Wade Extruder mit J-HotEnd ? bzw. steps/mm für meine MendelMax 1.5 mit R2C2 Steuerung. 1/16 Microstepping soweit ich weiß.
Irgendwie bekomme ich den Extruder einfach nicht so hin , dass der Vorschub zuverlässig funktioniert.
Was wäre denn ein passender Richtwert für steps/mm für den Wade Extruder mit J-HotEnd ? bzw. steps/mm für meine MendelMax 1.5 mit R2C2 Steuerung. 1/16 Microstepping soweit ich weiß.
|
Re: MendelMax 1.5 / Wade Extruder 07. May 2013 08:38 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 308 |
Versuch mal die Spannung vom Idler (das Kugellager, was gegen das Filament drückt) zu erhöhen (nicht zu fest). Da sollten beim Standarte Wade 2 Schrauben für zuständig sein (schön gleichmäßig anziehen).
Was steht den im Slicer für eine Flow Rate? Wenn die zu hoch ist kann es auch Probleme geben (so 20-30 sollte ok sein für den Anfang).
Die Steps richten sich nach den Zahnrädern des Wades (http://calculator.josefprusa.cz/ hier lassen die sich berechnen).
mfg
1-mal bearbeitet. Zuletzt am 07.05.13 08:39.
Was steht den im Slicer für eine Flow Rate? Wenn die zu hoch ist kann es auch Probleme geben (so 20-30 sollte ok sein für den Anfang).
Die Steps richten sich nach den Zahnrädern des Wades (http://calculator.josefprusa.cz/ hier lassen die sich berechnen).
mfg
1-mal bearbeitet. Zuletzt am 07.05.13 08:39.
|
Re: MendelMax 1.5 / Wade Extruder 09. May 2013 08:50 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 23 |
wo finde ich die "flowrate" ? nutze pronterface..
unten bei mm/min steht bei mir auch 300 !?
ist das zuviel oder zu wenig !?
ich habe 3mm filament und folgendes HotEnd :
[reprapuniverse.com]
Danke schonmal !

unten bei mm/min steht bei mir auch 300 !?
ist das zuviel oder zu wenig !?
ich habe 3mm filament und folgendes HotEnd :
[reprapuniverse.com]
Danke schonmal !
|
Re: MendelMax 1.5 / Wade Extruder 09. May 2013 11:11 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 308 |
|
Re: MendelMax 1.5 / Wade Extruder 09. May 2013 11:57 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 7.505 |
Im Slicer ist das, nicht im Host 
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org |  |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: MendelMax 1.5 / Wade Extruder 09. May 2013 13:34 |
Administrator Registrierungsdatum: 12 Jahre zuvor Beiträge: 819 |
Mein persönlicher Tipp wäre ja geh mal zu Repetier und hol dir dort den aktuellen Host - wahlweise für Windows, Mac oder Linux. Slic3r ist dort bereits integriert - das sollte für die meisten Dinge auch erstmal völlig reichen. Wenn du später höhere Ansprüche hast, die der Slic3r nicht regeln kann (was immer unwahrscheinlicher wird) kannst du Optional auch das ebenfalls integrierte Skeinforge verwenden, aber das ist eher nix für Anfänger.
Zu deiner eigentlichen Frage nach Steps/mm - dürfte grob bei 900 liegen bei nem normalen Wade. Genau solltest du es dann am besten selbst justieren. Im Slic3r stellst du denn den möglichst genauen Durchmesser deines Filaments ein (an mehreren Stellen mit dem Messschieber messen und den Durchschnittswert nehmen). Wenn das passt kannst du die Kalibrierung anhand vom Slic3r vornehmen. Es empfiehlt sich die Kalibrierungsmethode von Alex zu nehmen, die er hier beschreibt: [github.com]
Mit dem Extrusion Multiplier kannst du dann die Flowrate so lange anpassen bis die Wandstärke mit der von Slic3r errechneten übereinstimmt - das führt in der Regel schnell und einfach zu guten Ergebnissen und erspart dir aufwändiges probieren mit einer Vielzahl von Werten. Das sind dann alles Schritte für spätere Optimierungen im Detail.
Frank
Zu deiner eigentlichen Frage nach Steps/mm - dürfte grob bei 900 liegen bei nem normalen Wade. Genau solltest du es dann am besten selbst justieren. Im Slic3r stellst du denn den möglichst genauen Durchmesser deines Filaments ein (an mehreren Stellen mit dem Messschieber messen und den Durchschnittswert nehmen). Wenn das passt kannst du die Kalibrierung anhand vom Slic3r vornehmen. Es empfiehlt sich die Kalibrierungsmethode von Alex zu nehmen, die er hier beschreibt: [github.com]
Mit dem Extrusion Multiplier kannst du dann die Flowrate so lange anpassen bis die Wandstärke mit der von Slic3r errechneten übereinstimmt - das führt in der Regel schnell und einfach zu guten Ergebnissen und erspart dir aufwändiges probieren mit einer Vielzahl von Werten. Das sind dann alles Schritte für spätere Optimierungen im Detail.
Frank
|
Re: MendelMax 1.5 / Wade Extruder 10. May 2013 08:48 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 16 |
Hallo,
zur Extruder-Kalibrierung kannst Dir auch die Seite von RichRap anschauen - hier ist die ganz gut erklärt
--> Slic3r is nicer
Ist nicht schwer - aber hat mir gut geholfen
Viele Grüße
domo_inox
zur Extruder-Kalibrierung kannst Dir auch die Seite von RichRap anschauen - hier ist die ganz gut erklärt
--> Slic3r is nicer
Ist nicht schwer - aber hat mir gut geholfen
Viele Grüße
domo_inox
|
Re: MendelMax 1.5 / Wade Extruder 10. May 2013 08:57 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 23 |
Vielen Dank !
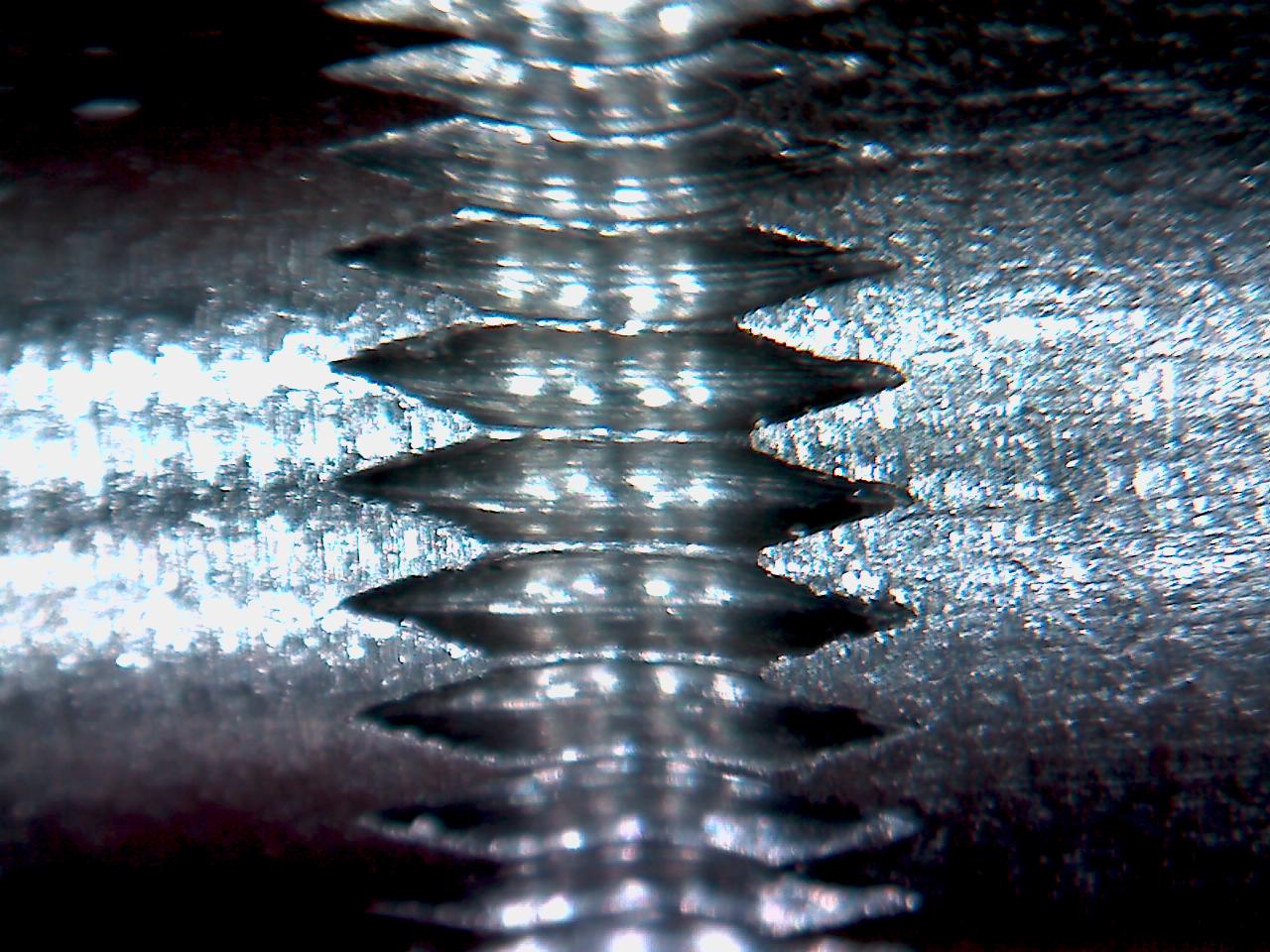
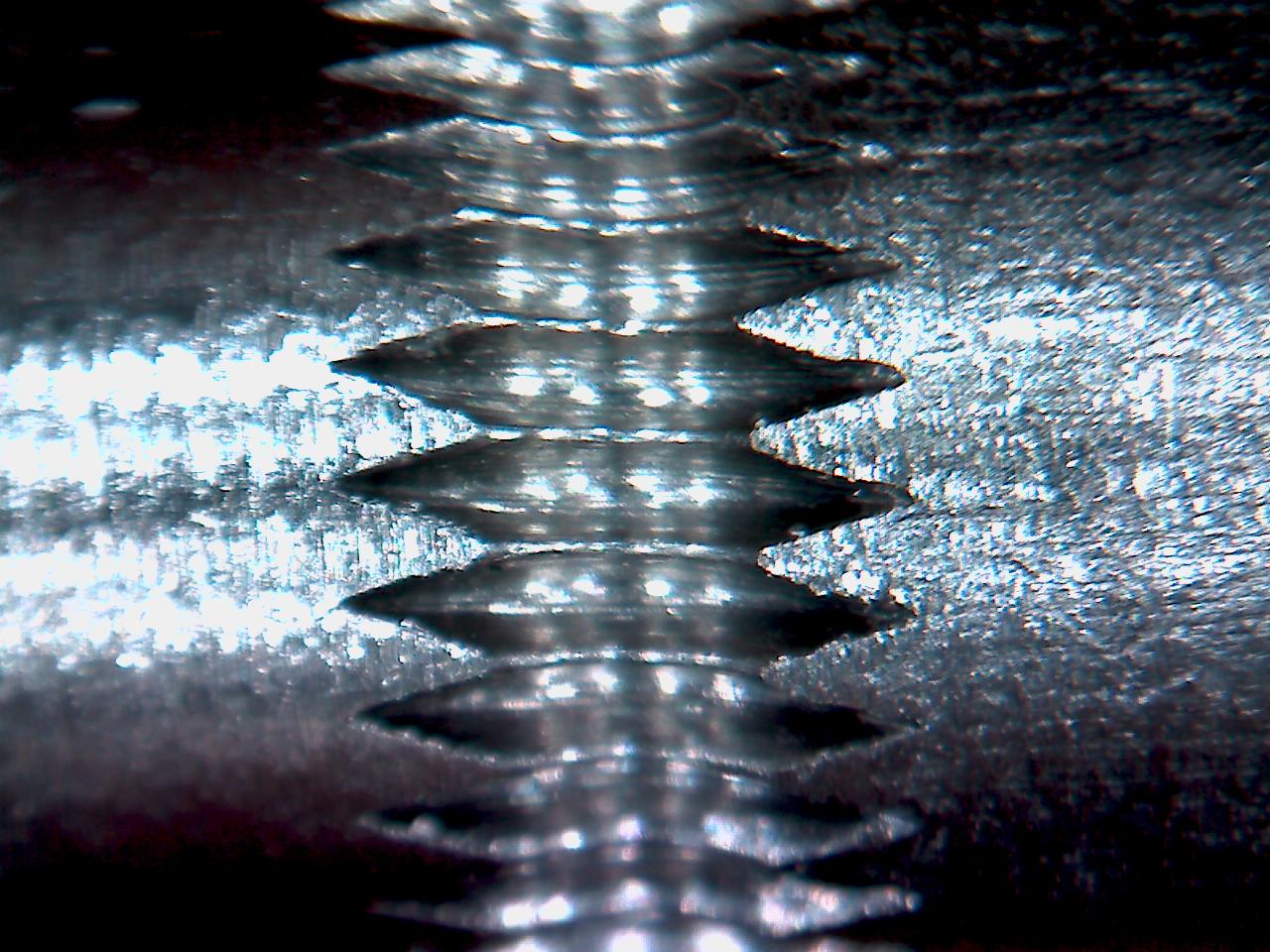
bei dieser hobbed bolt kann ich mir sogar vorstellen ,dass es funktioniert:
Die die ich gekauft habe sieht dagegen aus als hätte man sie gerade mal nur kurz mit dem dremel angeritzt..
Ich denke da fehlt einfach "grip"
bei dieser hobbed bolt kann ich mir sogar vorstellen ,dass es funktioniert:

Die die ich gekauft habe sieht dagegen aus als hätte man sie gerade mal nur kurz mit dem dremel angeritzt..
Ich denke da fehlt einfach "grip"
|
Re: MendelMax 1.5 / Wade Extruder 10. May 2013 09:07 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 7.505 |
Der ist schon viel zu tief gerändelt.... der reißt rechts und links nur unnötig Material aus den Filament... Das bringt überhaupt nix.
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: MendelMax 1.5 / Wade Extruder 10. May 2013 09:18 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 7.505 |
So sollten die optimalerweise gerändelt sein:
Und zwar mit M5 bei einer M8 Schraube.. sonst sind die zu fein und setzen sich zu.
Der Rest ist die Düse.... wenn die zu schwer geht, kannst du machen was du willst, der Transport geht dann nicht.
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.

Und zwar mit M5 bei einer M8 Schraube.. sonst sind die zu fein und setzen sich zu.
Der Rest ist die Düse.... wenn die zu schwer geht, kannst du machen was du willst, der Transport geht dann nicht.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: MendelMax 1.5 / Wade Extruder 10. May 2013 13:27 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 23 |
Habe nun etwas experimentiert.. Dennoch treibt mich das Ding in den Wahnsinn 
Scheinbar liegt das Problem mit an der ersten Schicht. Diese hat auf purem Glas scheinbar nicht genügend haftung.. sodass er beginnt einfach einen riesen plastik Klumpen zu bilden , welchen er dann gemütlich über den Tisch schiebt..
Wenn ich den Vorgang dann pausiere.. etwas hoch fahre , abwische und fortsetze geht es sogar ansatzweise.. ( manchmal ) aber das spätestens 10-13 schichten ist dann wieder irgendwo ein klumpen und das war es dann...
Habe wie gesagt die 0.35 düse. und die Layer Dicke nun auf 0.3 gestellt. Es sah zwischenzeitlich wirklich gut aus.. xy kalibrierung scheinen okay..
Z laut rechner ebenfalls und auch der extruder hat ja ein paar schichten lang gemacht was er sollte.
Scheinbar liegt das Problem mit an der ersten Schicht. Diese hat auf purem Glas scheinbar nicht genügend haftung.. sodass er beginnt einfach einen riesen plastik Klumpen zu bilden , welchen er dann gemütlich über den Tisch schiebt..
Wenn ich den Vorgang dann pausiere.. etwas hoch fahre , abwische und fortsetze geht es sogar ansatzweise.. ( manchmal ) aber das spätestens 10-13 schichten ist dann wieder irgendwo ein klumpen und das war es dann...
Habe wie gesagt die 0.35 düse. und die Layer Dicke nun auf 0.3 gestellt. Es sah zwischenzeitlich wirklich gut aus.. xy kalibrierung scheinen okay..
Z laut rechner ebenfalls und auch der extruder hat ja ein paar schichten lang gemacht was er sollte.
|
Re: MendelMax 1.5 / Wade Extruder 10. May 2013 13:49 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 7.505 |
ABS hält auf reinem Glas nicht.
Für PLA muss die Scheibe peinlichst sauber sein. Nach dem reinigen darfst du da nicht mehr drauf fassen.
Wenn die ersten paar schichten halten, solltest du den Extruder noch kalibrieren. Der muss genauso kalibriert werden, wie xyz auch.
Z kannst du ja auch messen...sag im Host er soll 20mm in die Höhe fahren, und miss ob es stimmt.
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
Für PLA muss die Scheibe peinlichst sauber sein. Nach dem reinigen darfst du da nicht mehr drauf fassen.
Wenn die ersten paar schichten halten, solltest du den Extruder noch kalibrieren. Der muss genauso kalibriert werden, wie xyz auch.
Z kannst du ja auch messen...sag im Host er soll 20mm in die Höhe fahren, und miss ob es stimmt.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: MendelMax 1.5 / Wade Extruder 10. May 2013 14:19 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 23 |
|
Re: MendelMax 1.5 / Wade Extruder 10. May 2013 14:26 |
Administrator Registrierungsdatum: 12 Jahre zuvor Beiträge: 819 |
Nene nimm nur die Glasscheibe, das sollte mit PLA schon klappen. Geh mal mit der Exutrdertemperatur noch ein wenig hoch und versuche obs dir haftet wenn es ein wenig "flüssiger" wird.
Wie Wolfgang schon sagte vorher mal die Glasplatte sauber machen - so ganz penibel muss das nach meiner Erfahrung gar nicht sein bei PLA. Wenn du Pech hast eignet sich deine Glasplatte nicht gut zum drucken, gibt da durchaus unterschiede, aber bei den meisten funktionierts. Ich würde vor allem nicht zu viel auf einmal versuchen zu ändern.
Ich hab das im anderen Thread heute schon mal geschrieben: Bevor die erste ebene nicht gut ist, brauchst du alles andere nicht beachten. Am besten Düsenabstand peinlich genau kalibrieren und so einstellen, dass die "spur" ungefähr zur hälfte Plattegdrückt wird auf der ersten ebene. Bei PLA und Glas die Temperatur von Glas und PLA vorsichtig erhähen und schauen ob das die Situation verbessert. Generelle Temperaturempfehlungen sind schwierig weil jedes Hotend und jede Bettheizung bzw. jeder Thermistor andere Realitäten misst und jedes Filament je nach Hersteller sich anders verhält.
Frank
Wie Wolfgang schon sagte vorher mal die Glasplatte sauber machen - so ganz penibel muss das nach meiner Erfahrung gar nicht sein bei PLA. Wenn du Pech hast eignet sich deine Glasplatte nicht gut zum drucken, gibt da durchaus unterschiede, aber bei den meisten funktionierts. Ich würde vor allem nicht zu viel auf einmal versuchen zu ändern.
Ich hab das im anderen Thread heute schon mal geschrieben: Bevor die erste ebene nicht gut ist, brauchst du alles andere nicht beachten. Am besten Düsenabstand peinlich genau kalibrieren und so einstellen, dass die "spur" ungefähr zur hälfte Plattegdrückt wird auf der ersten ebene. Bei PLA und Glas die Temperatur von Glas und PLA vorsichtig erhähen und schauen ob das die Situation verbessert. Generelle Temperaturempfehlungen sind schwierig weil jedes Hotend und jede Bettheizung bzw. jeder Thermistor andere Realitäten misst und jedes Filament je nach Hersteller sich anders verhält.
Frank
|
Re: MendelMax 1.5 / Wade Extruder 11. May 2013 02:52 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 120 |
somebuddy Wrote:
-------------------------------------------------------
> sollte ich die Glasscheibe bekleben ?
> Bzw. wie sorge ich für besseren "halt" ?
Die einfachste Möglichkeit für Einsteiger:
1. PLA verwenden.
2. Glasplatte mit Spiritus reinigen.
dann mit 3 Tropfen Holzleim (UHU Coll) auf 30 Tropfen Wasser einpinseln und gut abtrocknen lassen.
3. Bett (wenn möglich) auf 50 bis 60° aufheizen.
Nach der ersten Lage kann das Bett ausgeschaltet werden.
Die Schicht muß nach ein paar Drucken nachgepinselt werden. Hält bombenfest, manchmal so gut, daß beim Auskühlen Krater aus der Glasplatte herausreisen.
-------------------------------------------------------
> sollte ich die Glasscheibe bekleben ?
> Bzw. wie sorge ich für besseren "halt" ?
Die einfachste Möglichkeit für Einsteiger:
1. PLA verwenden.
2. Glasplatte mit Spiritus reinigen.
dann mit 3 Tropfen Holzleim (UHU Coll) auf 30 Tropfen Wasser einpinseln und gut abtrocknen lassen.
3. Bett (wenn möglich) auf 50 bis 60° aufheizen.
Nach der ersten Lage kann das Bett ausgeschaltet werden.
Die Schicht muß nach ein paar Drucken nachgepinselt werden. Hält bombenfest, manchmal so gut, daß beim Auskühlen Krater aus der Glasplatte herausreisen.
|
Re: MendelMax 1.5 / Wade Extruder 27. May 2013 16:45 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 3 |
Hey, bin selber Rookie und habe das gleiche Gerät (MendelMax 1.5) und auch die gleichen Probleme wie du. Ich geb dir mal kurz mein Vorgehen wieder:
- Zahnräder des Extruders so einstellen, dass sie optimal ineinander greifen
- wie oben schon erwähnt, den Druck des Kugellagers auf das Filament richtig einstellen (weder zu feste, noch zu lose)
-- hierzu habe ich gelesen, man solle einen Stift (Bohrer oder Schraubenzieher o.ä.) mit Durchmesser 2,5mm (für 3mm Filament) nehmen und die Schrauben soweit anziehen, dass dieser gerade angedrückt wird
- Abstand der Glasplatte zur Nozzle richtig einstellen, hierzu habe ich einen Pappstreifen genommen der ca. 0,2mm dick ist (mit Schieblehre gemessen) und die das Heizbett mit den Schrauben so justiert, dass der streifen gerade so darunter passt (mit etwas Reibung), dass an allen vier Ecken der Platte
- Zudem habe ich die Layerstärke von 0,3 auf 0,2 mm runtergeschraubt, was bei mir zu besseren Ergebnissen geführt hat.
Allerdings habe ich bei großflächigen Teilen immernoch Probleme, vermutlich liegt es hier nun an dem Feintuning der Temperatur, bzw. der Verfahrgeschwindigkeit?!
- Zudem: Retract (also Zurückziehen des Filaments habe ich gänzlich ausgeschaltet), da ich bemerkt habe, dass das filament oft sehr weit oben im Schaft festgeschmolzen ist und der untere Teil leer schien...
- Zur Bodenhaftung: Ich drucke ebenfalls PLA auf Glas und verwende Haarspray um einen besseren Haft hinzubekommen, allerdings mit mäßigem Erfolg. Besonders bei hohen Bauteilen mit geringer Auflagefläche, evtl. versuche ich den Tipp mit dem Holzleim...hat jemand erfahrungen mit aufgerauhtem Glas (Sandgestahlt)?
1-mal bearbeitet. Zuletzt am 27.05.13 16:47.
Rookie; MendelMax 1.5; Panelolu (with issues); PLA
- Zahnräder des Extruders so einstellen, dass sie optimal ineinander greifen
- wie oben schon erwähnt, den Druck des Kugellagers auf das Filament richtig einstellen (weder zu feste, noch zu lose)
-- hierzu habe ich gelesen, man solle einen Stift (Bohrer oder Schraubenzieher o.ä.) mit Durchmesser 2,5mm (für 3mm Filament) nehmen und die Schrauben soweit anziehen, dass dieser gerade angedrückt wird
- Abstand der Glasplatte zur Nozzle richtig einstellen, hierzu habe ich einen Pappstreifen genommen der ca. 0,2mm dick ist (mit Schieblehre gemessen) und die das Heizbett mit den Schrauben so justiert, dass der streifen gerade so darunter passt (mit etwas Reibung), dass an allen vier Ecken der Platte
- Zudem habe ich die Layerstärke von 0,3 auf 0,2 mm runtergeschraubt, was bei mir zu besseren Ergebnissen geführt hat.
Allerdings habe ich bei großflächigen Teilen immernoch Probleme, vermutlich liegt es hier nun an dem Feintuning der Temperatur, bzw. der Verfahrgeschwindigkeit?!
- Zudem: Retract (also Zurückziehen des Filaments habe ich gänzlich ausgeschaltet), da ich bemerkt habe, dass das filament oft sehr weit oben im Schaft festgeschmolzen ist und der untere Teil leer schien...
- Zur Bodenhaftung: Ich drucke ebenfalls PLA auf Glas und verwende Haarspray um einen besseren Haft hinzubekommen, allerdings mit mäßigem Erfolg. Besonders bei hohen Bauteilen mit geringer Auflagefläche, evtl. versuche ich den Tipp mit dem Holzleim...hat jemand erfahrungen mit aufgerauhtem Glas (Sandgestahlt)?
1-mal bearbeitet. Zuletzt am 27.05.13 16:47.
Rookie; MendelMax 1.5; Panelolu (with issues); PLA
|
Re: MendelMax 1.5 / Wade Extruder 27. May 2013 17:15 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 565 |
Hi,
ich verwende zur besseren Haftung Tee Rum bzw Kuchen Rum, das gibt dann so eine leicht raue schicht ab denk mal das ist der Zucker und der Alk wird das ganze noch entfetten, sogar Papier gleitet da kaum drauf.
Z höhe ist bei mir auf 0 eingestellt. Z homing dann 0,1mm hoch fahren und mit einer Fühlerlehre 0,1mm eingestellt.
Zusätzlich wird bei mir noch das Glas auf ca 40C° geheizt, hält bombenfest.
ich verwende zur besseren Haftung Tee Rum bzw Kuchen Rum, das gibt dann so eine leicht raue schicht ab denk mal das ist der Zucker und der Alk wird das ganze noch entfetten, sogar Papier gleitet da kaum drauf.
Z höhe ist bei mir auf 0 eingestellt. Z homing dann 0,1mm hoch fahren und mit einer Fühlerlehre 0,1mm eingestellt.
Zusätzlich wird bei mir noch das Glas auf ca 40C° geheizt, hält bombenfest.
|
Re: MendelMax 1.5 / Wade Extruder 29. June 2013 18:19 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 23 |
hab es mittlerweile "einigermaßen" in den Griff bekommen.
Die ersten 2 Layers macht er irgendwie gar nichts.. außer einen Klumpen am Extruder ansammeln.. stoppe ich den Print , fahre die Z nach oben , mache den extruder sauber und fahre mit dem Druck fort , dann geht es bis ca 50% weiter. Dann fängt er irgendwann an beim Infill mist zu machen und verschmiert es. Auch die letzten Layer werden nicht ordentlich..
muss ich den Druck vielleicht weiter "oben" beginnen ? weiß nicht wo ich nach dem Fehler suchen soll.
[s1.directupload.net]
[s14.directupload.net]
[s7.directupload.net]
[s14.directupload.net]
Jetzt nochmal Setup und Settings:
Setup:
[reprapuniverse.com]
R2C2 Elektronik
Dieser Wade sollte dabei gewesen sein : [reprapuniverse.com]
Habe ein Zahn Verhältnis von 45/11 gezählt.. kann das sein ?
Nozzle : [reprapuniverse.com]
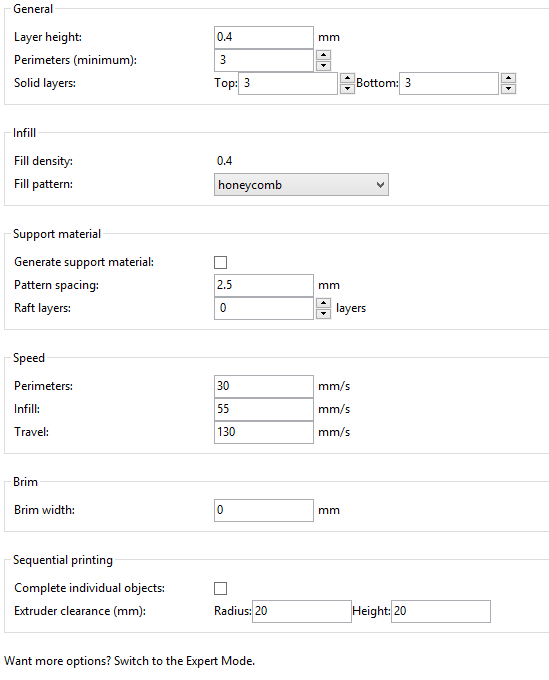
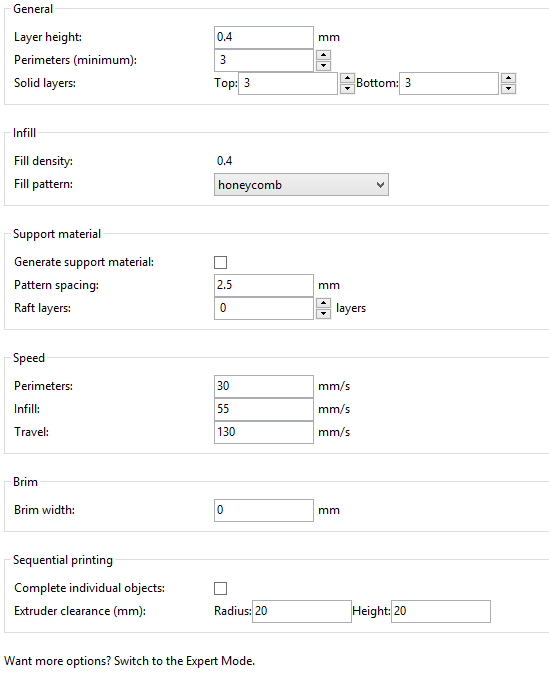
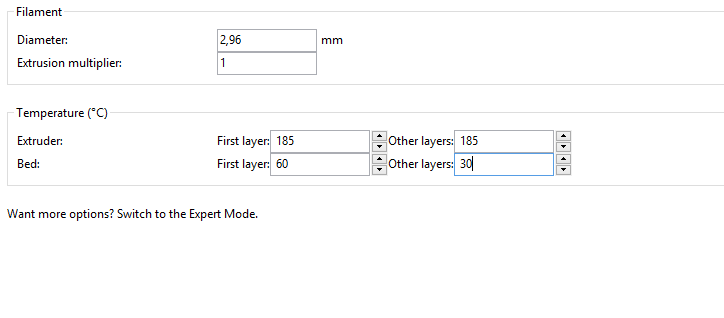
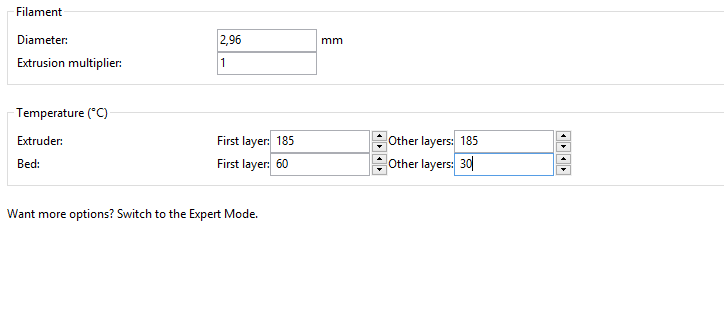
Settings:
Steps/mm am Extruder : 600
Die restlichen Settings habe ich im Anhang.
Ich hoffe ihr könnte mir einen Anhaltspunkt nennen.
Kalibrierung habe ich soweit "möglich" durchgeführt nach den Anleitungen.
Die ersten 2 Layers macht er irgendwie gar nichts.. außer einen Klumpen am Extruder ansammeln.. stoppe ich den Print , fahre die Z nach oben , mache den extruder sauber und fahre mit dem Druck fort , dann geht es bis ca 50% weiter. Dann fängt er irgendwann an beim Infill mist zu machen und verschmiert es. Auch die letzten Layer werden nicht ordentlich..
muss ich den Druck vielleicht weiter "oben" beginnen ? weiß nicht wo ich nach dem Fehler suchen soll.
[s1.directupload.net]
[s14.directupload.net]
[s7.directupload.net]
[s14.directupload.net]
Jetzt nochmal Setup und Settings:
Setup:
[reprapuniverse.com]
R2C2 Elektronik
Dieser Wade sollte dabei gewesen sein : [reprapuniverse.com]
Habe ein Zahn Verhältnis von 45/11 gezählt.. kann das sein ?
Nozzle : [reprapuniverse.com]
Settings:
Steps/mm am Extruder : 600
Die restlichen Settings habe ich im Anhang.
Ich hoffe ihr könnte mir einen Anhaltspunkt nennen.
Kalibrierung habe ich soweit "möglich" durchgeführt nach den Anleitungen.
|
Re: MendelMax 1.5 / Wade Extruder 29. June 2013 19:11 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 565 |
Ich denke dass bei dir das Heizbett beim ersten Layer zu weit weg ist.
Einfach mal bei Printer Settings Z-Offset ein -0.05 oder -0.1 eintragen und Testen.
Wenn es besser wird so lassen oder eben das Heizbett nachjustieren
Wenn keine Besserung, Haftung beim Glas verbessern.
-1. Layer mit ~10C° mehr Drucken
- Glasfläche entfetten und Zucker Wasser, Haarspray, Uhuwasser,.... auftragen
- Heizbett auf 50C° heizen
Beim Android Männchen ist ja alles super, die letzten Layer sind einfach zu heiss geworden. Entweder mir einem Lüfter vorsichtig Kühlen beim Drucken, oder die Geschwindigkeit soweit verringern dass es nicht mehr Schmiert.
Infill 0.4 ist recht viel.
Ich Drucke eigentlich immer mit 0.2.
Beim Infill würde ich auch nicht Honeycomb nehmen sondern Rectilinear und den Winkel (Fill angle) auf 90° Stellen. Das ist allerdings Geschmacksache.
ESteps von 600 kannst du als Richtwert nehmen, das richtige einstellen von den E Steps kannst du hier nachlesen.
Danach machst du das hier.
1-mal bearbeitet. Zuletzt am 29.06.13 19:12.
Einfach mal bei Printer Settings Z-Offset ein -0.05 oder -0.1 eintragen und Testen.
Wenn es besser wird so lassen oder eben das Heizbett nachjustieren
Wenn keine Besserung, Haftung beim Glas verbessern.
-1. Layer mit ~10C° mehr Drucken
- Glasfläche entfetten und Zucker Wasser, Haarspray, Uhuwasser,.... auftragen
- Heizbett auf 50C° heizen
Beim Android Männchen ist ja alles super, die letzten Layer sind einfach zu heiss geworden. Entweder mir einem Lüfter vorsichtig Kühlen beim Drucken, oder die Geschwindigkeit soweit verringern dass es nicht mehr Schmiert.
Infill 0.4 ist recht viel.
Ich Drucke eigentlich immer mit 0.2.
Beim Infill würde ich auch nicht Honeycomb nehmen sondern Rectilinear und den Winkel (Fill angle) auf 90° Stellen. Das ist allerdings Geschmacksache.
ESteps von 600 kannst du als Richtwert nehmen, das richtige einstellen von den E Steps kannst du hier nachlesen.
Danach machst du das hier.
1-mal bearbeitet. Zuletzt am 29.06.13 19:12.
|
Re: MendelMax 1.5 / Wade Extruder 29. June 2013 21:29 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 23 |
Habe die Ratschläge befolgt.. leider mit mäßigem Erfolg
Habe mal ein Video gemacht.. vielleicht veranschaulicht das mein Problem etwas besser :
[youtu.be]
Man sieht ganz deutlich am Anfang ( trotz gezuckerter Glasplatte ) ,dass er zu Beginn erstmal einen Filament Klumpen am Jhead sammelt und erst viel später wirklich anfängt zu drucken. Der Filament Klumpen zerstört dann meist den restlichen Druck.
Ich habe ebenso das Problem ,dass sobald das Hotend warm wird schon Filament austritt. Ist das normal ? Wenn ich nicht kurz vor Glasplatten Kontakt nochtmal abwische , habe ich garkeine Chance
Das war dann das Ergebnis ( Unterseite ) des Videos:
Habe mal ein Video gemacht.. vielleicht veranschaulicht das mein Problem etwas besser :
[youtu.be]
Man sieht ganz deutlich am Anfang ( trotz gezuckerter Glasplatte
) ,dass er zu Beginn erstmal einen Filament Klumpen am Jhead sammelt und erst viel später wirklich anfängt zu drucken. Der Filament Klumpen zerstört dann meist den restlichen Druck.Ich habe ebenso das Problem ,dass sobald das Hotend warm wird schon Filament austritt. Ist das normal ? Wenn ich nicht kurz vor Glasplatten Kontakt nochtmal abwische , habe ich garkeine Chance
Das war dann das Ergebnis ( Unterseite ) des Videos:

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: MendelMax 1.5 / Wade Extruder 29. June 2013 23:54 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 675 |
Hi
Also ich sehe da nicht das das was eingestellt ist !
1. Extrudermultiplier steht auf 1 ! da ist NIX eingestell
2 geh mal mit der Drucktemp auf 215 oder 230 Grad 185 ist viel zu wenig das das auf Glas halten soll, wiso drucken die Leute immer mit 185Grad ??
3 Dann Bett und extruder aufheizen
4 Papier ( DÜNN z.b Zeitschrift, kein kopierpapier) den Abstand DÜSE druckbett GENAU einstelllen,lieber zu dünn als zu weit ca 0.1mm abstand
5 Das Bett peinlichst genau ausnivellieren
6 Den Extruder nicht minuntenlang nach oben fahren das Filament austritt
7 eventuell Start und endcode einfügen damit die Düse VOR dem Druck auch mit Filament gefüllt ist den restlichen Uberschuss abstreifft und mal 2 oder 3 Skirts im Slicer einstellen
8 Bett auf KONSTAND 60Grand halten
Ps Entweder gleich auf kalten Bett mit Kaptonauflage ohne Bettheizung drucken
Oder warmes Bett ( 60 Grad) und Betttemp beibehalten z.b bei Bierbeschichtung, das Teil löst sich dann bei <38 Grad
Und mein Tip
Nimm mal Repetier Host anstatt Pronterface, damit kannst du wenn du EEprom in der Firmware an hast auch die Extruderwerte anständig einstellen, Proterface ist nach meiner Meinung umständlich und total veraltet was Reprap betrifft
Und WAS willst du mit Hauhalts Zucker ???
Haushaltszucker ist raffinierter Kristallzucker und der hat eine reine KRISTALINE Struktur, WIE soll Kristallzucker auf Glas halten wenn da kein Sirup mehr enthalten ist ??
Wer erzählt den so nen Mist ?
Wenn must du langkettigen nehmen zb. Malzzucker, aber doch kein raffinierter Haushalszucker
Z.b Malzbier oder Hefeweizen, oder Alt
oder Haarspray geht auch
Hardwarekiller
6-mal bearbeitet. Zuletzt am 30.06.13 00:38.
Also ich sehe da nicht das das was eingestellt ist !
1. Extrudermultiplier steht auf 1 ! da ist NIX eingestell
2 geh mal mit der Drucktemp auf 215 oder 230 Grad 185 ist viel zu wenig das das auf Glas halten soll, wiso drucken die Leute immer mit 185Grad ??
3 Dann Bett und extruder aufheizen
4 Papier ( DÜNN z.b Zeitschrift, kein kopierpapier) den Abstand DÜSE druckbett GENAU einstelllen,lieber zu dünn als zu weit ca 0.1mm abstand
5 Das Bett peinlichst genau ausnivellieren
6 Den Extruder nicht minuntenlang nach oben fahren das Filament austritt
7 eventuell Start und endcode einfügen damit die Düse VOR dem Druck auch mit Filament gefüllt ist den restlichen Uberschuss abstreifft und mal 2 oder 3 Skirts im Slicer einstellen
8 Bett auf KONSTAND 60Grand halten
Ps Entweder gleich auf kalten Bett mit Kaptonauflage ohne Bettheizung drucken
Oder warmes Bett ( 60 Grad) und Betttemp beibehalten z.b bei Bierbeschichtung, das Teil löst sich dann bei <38 Grad
Und mein Tip
Nimm mal Repetier Host anstatt Pronterface, damit kannst du wenn du EEprom in der Firmware an hast auch die Extruderwerte anständig einstellen, Proterface ist nach meiner Meinung umständlich und total veraltet was Reprap betrifft
Und WAS willst du mit Hauhalts Zucker ???
Haushaltszucker ist raffinierter Kristallzucker und der hat eine reine KRISTALINE Struktur, WIE soll Kristallzucker auf Glas halten wenn da kein Sirup mehr enthalten ist ??
Wer erzählt den so nen Mist ?
Wenn must du langkettigen nehmen zb. Malzzucker, aber doch kein raffinierter Haushalszucker
Z.b Malzbier oder Hefeweizen, oder Alt
oder Haarspray geht auch
Hardwarekiller
6-mal bearbeitet. Zuletzt am 30.06.13 00:38.
|
Re: MendelMax 1.5 / Wade Extruder 30. June 2013 07:35 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 23 |
Hardwarekiller Wrote:
-------------------------------------------------------
> Hi
>
> Also ich sehe da nicht das das was eingestellt ist
> !
>
> 1. Extrudermultiplier steht auf 1 ! da ist NIX
> eingestell
> 2 geh mal mit der Drucktemp auf 215 oder 230 Grad
> 185 ist viel zu wenig das das auf Glas halten
> soll, wiso drucken die Leute immer mit 185Grad
> ??
> 3 Dann Bett und extruder aufheizen
> 4 Papier ( DÜNN z.b Zeitschrift, kein
> kopierpapier) den Abstand DÜSE druckbett GENAU
> einstelllen,lieber zu dünn als zu weit ca 0.1mm
> abstand
> 5 Das Bett peinlichst genau ausnivellieren
> 6 Den Extruder nicht minuntenlang nach oben fahren
> das Filament austritt
> 7 eventuell Start und endcode einfügen damit die
> Düse VOR dem Druck auch mit Filament gefüllt ist
> den restlichen Uberschuss abstreifft und mal 2
> oder 3 Skirts im Slicer einstellen
> 8 Bett auf KONSTAND 60Grand halten
> Ps Entweder gleich auf kalten Bett mit
> Kaptonauflage ohne Bettheizung drucken
> Oder warmes Bett ( 60 Grad) und Betttemp
> beibehalten z.b bei Bierbeschichtung, das Teil
> löst sich dann bei <38 Grad
>
> Und mein Tip
> Nimm mal Repetier Host anstatt Pronterface, damit
> kannst du wenn du EEprom in der Firmware an hast
> auch die Extruderwerte anständig einstellen,
> Proterface ist nach meiner Meinung umständlich
> und total veraltet was Reprap betrifft
>
> Und WAS willst du mit Hauhalts Zucker ???
> Haushaltszucker ist raffinierter Kristallzucker
> und der hat eine reine KRISTALINE Struktur, WIE
> soll Kristallzucker auf Glas halten wenn da kein
> Sirup mehr enthalten ist ??
> Wer erzählt den so nen Mist ?
> Wenn must du langkettigen nehmen zb. Malzzucker,
> aber doch kein raffinierter Haushalszucker
> Z.b Malzbier oder Hefeweizen, oder Alt
> oder Haarspray geht auch
>
>
> Hardwarekiller
1. Extrudermultiplier habe ich mit 1 als "okay" empfunden ,da er ja wie im video zu sehen ist später auch druckt.
2. werde ich gleich testen.
3. mache ich immer vor dem Druck
4. auch erledigt
5. soweit mit meinen Mitteln möglich auch erledigt.
6. Der Endstop ist oben.. er fährt immer "erstmal" hoch und wieder runter.
7. wie mache ich das ?
8. auch erledigt
auf Repetier Host werde ich nun mal umsteigen und testen.
Das mit dem Zuckerwasser hatte ich so verstanden. Auch leider kein Haarspray im Haus gerade.. Glatzenträger :p
-------------------------------------------------------
> Hi
>
> Also ich sehe da nicht das das was eingestellt ist
> !
>
> 1. Extrudermultiplier steht auf 1 ! da ist NIX
> eingestell
> 2 geh mal mit der Drucktemp auf 215 oder 230 Grad
> 185 ist viel zu wenig das das auf Glas halten
> soll, wiso drucken die Leute immer mit 185Grad
> ??
> 3 Dann Bett und extruder aufheizen
> 4 Papier ( DÜNN z.b Zeitschrift, kein
> kopierpapier) den Abstand DÜSE druckbett GENAU
> einstelllen,lieber zu dünn als zu weit ca 0.1mm
> abstand
> 5 Das Bett peinlichst genau ausnivellieren
> 6 Den Extruder nicht minuntenlang nach oben fahren
> das Filament austritt
> 7 eventuell Start und endcode einfügen damit die
> Düse VOR dem Druck auch mit Filament gefüllt ist
> den restlichen Uberschuss abstreifft und mal 2
> oder 3 Skirts im Slicer einstellen
> 8 Bett auf KONSTAND 60Grand halten
> Ps Entweder gleich auf kalten Bett mit
> Kaptonauflage ohne Bettheizung drucken
> Oder warmes Bett ( 60 Grad) und Betttemp
> beibehalten z.b bei Bierbeschichtung, das Teil
> löst sich dann bei <38 Grad
>
> Und mein Tip
> Nimm mal Repetier Host anstatt Pronterface, damit
> kannst du wenn du EEprom in der Firmware an hast
> auch die Extruderwerte anständig einstellen,
> Proterface ist nach meiner Meinung umständlich
> und total veraltet was Reprap betrifft
>
> Und WAS willst du mit Hauhalts Zucker ???
> Haushaltszucker ist raffinierter Kristallzucker
> und der hat eine reine KRISTALINE Struktur, WIE
> soll Kristallzucker auf Glas halten wenn da kein
> Sirup mehr enthalten ist ??
> Wer erzählt den so nen Mist ?
> Wenn must du langkettigen nehmen zb. Malzzucker,
> aber doch kein raffinierter Haushalszucker
> Z.b Malzbier oder Hefeweizen, oder Alt
> oder Haarspray geht auch
>
>
> Hardwarekiller
1. Extrudermultiplier habe ich mit 1 als "okay" empfunden ,da er ja wie im video zu sehen ist später auch druckt.
2. werde ich gleich testen.
3. mache ich immer vor dem Druck
4. auch erledigt
5. soweit mit meinen Mitteln möglich auch erledigt.
6. Der Endstop ist oben.. er fährt immer "erstmal" hoch und wieder runter.
7. wie mache ich das ?
8. auch erledigt
auf Repetier Host werde ich nun mal umsteigen und testen.
Das mit dem Zuckerwasser hatte ich so verstanden. Auch leider kein Haarspray im Haus gerade.. Glatzenträger :p
|
Re: MendelMax 1.5 / Wade Extruder 30. June 2013 19:36 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 23 |
Der Haarspray Trick und das einstellen der Hotend Temp auf 220 haben deutliche Verbesserung gebracht. Dennoch muss ich immernoch aufpassen,dass ich kurz vor Aufsetzen das rausgepresste Filament wegwische , sonst gibt es Matsch. Drucke gerade das erste "größere" Teil.. schaun wir mal..
Allerdings wieder mit Pronterface.. irgendwie will der Repertier Host nicht so mit meiner R2C2 Platine.
Allerdings wieder mit Pronterface.. irgendwie will der Repertier Host nicht so mit meiner R2C2 Platine.
|
Re: MendelMax 1.5 / Wade Extruder 01. July 2013 04:49 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 1.004 |
|
Re: MendelMax 1.5 / Wade Extruder 01. July 2013 18:02 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 675 |
""1. Extrudermultiplier habe ich mit 1 als "okay" empfunden ,da er ja wie im video zu sehen ist später auch druckt""
Damit wird die 0.5mm Wand eingestellt, eine 1 ist das NIE meist liegt der Wert zwischen 0.75 - 0.85
Solange die 0.5mm Wand nicht 0.5mm dich ist passt NIX am Druck
""6. Der Endstop ist oben.. er fährt immer "erstmal" hoch und wieder runter. ""
Der Z Endstopp gehört normal unten hin.
Dann stellt man VOR jedem GCODE ein START.gcode dem eingentlichen Gcode davor.
Damit füllt man die Düse und legt damit utomatisch eine Wuststreiffen ab bis die Düse sauber ist, und dann SAUBER zum Druck kommt
Hier mal einen passender Start G-Code
G21
G90 ;Use Absolute Coordinates
G92 E0 ; Extruder Reset
G1 E2 F500
G92 E0
G4 P2000
G161 Z0
G92 E0
G1 F200
;G1 Z0.3
G1 F2000
G1 X100 E5.5
G92 E1
G1 F500
G1 E0
G92 E0
und hier der END Gcode
M106 ; Fan on
G92 Z0 ;set z 0
G91 ;relative positioning
G1 Z2.00 F300 ;2mm Z Achse nach oben
G90 ;absolute positioning
G1 X0 Y0 F8000 ;X und Y auf Nullpunkt fahren
M104 S0 ;Extruder ausschalten
Den Start G-Code füngst du unter Slic3r in Printer Settings /Custom Gcode
jeweils bei Start und end gcode ein
Dann solltest du Repetier Host nochmal versuchen !
Stell mal in Repetier Host unter
Konfiguration
dann
Druckereinstellungen
dann
Verbindung
a den richtigen Port ein
b die richtige Baudrate
c mal bei "Reset bei Verbindung"
Entweder
DTRlow->high>Low ein
oder
DTR wechseln
Damit sollte auch dann Repetier gehen
Michael
Damit wird die 0.5mm Wand eingestellt, eine 1 ist das NIE meist liegt der Wert zwischen 0.75 - 0.85
Solange die 0.5mm Wand nicht 0.5mm dich ist passt NIX am Druck
""6. Der Endstop ist oben.. er fährt immer "erstmal" hoch und wieder runter. ""
Der Z Endstopp gehört normal unten hin.
Dann stellt man VOR jedem GCODE ein START.gcode dem eingentlichen Gcode davor.
Damit füllt man die Düse und legt damit utomatisch eine Wuststreiffen ab bis die Düse sauber ist, und dann SAUBER zum Druck kommt
Hier mal einen passender Start G-Code
G21
G90 ;Use Absolute Coordinates
G92 E0 ; Extruder Reset
G1 E2 F500
G92 E0
G4 P2000
G161 Z0
G92 E0
G1 F200
;G1 Z0.3
G1 F2000
G1 X100 E5.5
G92 E1
G1 F500
G1 E0
G92 E0
und hier der END Gcode
M106 ; Fan on
G92 Z0 ;set z 0
G91 ;relative positioning
G1 Z2.00 F300 ;2mm Z Achse nach oben
G90 ;absolute positioning
G1 X0 Y0 F8000 ;X und Y auf Nullpunkt fahren
M104 S0 ;Extruder ausschalten
Den Start G-Code füngst du unter Slic3r in Printer Settings /Custom Gcode
jeweils bei Start und end gcode ein
Dann solltest du Repetier Host nochmal versuchen !
Stell mal in Repetier Host unter
Konfiguration
dann
Druckereinstellungen
dann
Verbindung
a den richtigen Port ein
b die richtige Baudrate
c mal bei "Reset bei Verbindung"
Entweder
DTRlow->high>Low ein
oder
DTR wechseln
Damit sollte auch dann Repetier gehen
Michael
|
Re: MendelMax 1.5 / Wade Extruder 03. July 2013 03:20 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 200 |
Hi,
von mir als Anfänger noch Drei Tips:
- Teilweise ist 0.1mm Düsenabstand noch zu viel. Die Düse mal auf 0 stellen, Einige Slicer mache noch Zuschläge für die Unebehheit des Betts dazu. Guck einfach wie der Skirt in der zweiten Runde aussieht Runde Wurst? Zu Hoch, leicht plattgedrückt OK
-Wenn nicht schon geschehen, den ersten Layer mit 30- 50% der Geschwindigkeit drucken. Kann man bei Slic3r unter Print Settings > Speed einstellen.
- Genau so unter Print Settings > Skirt and Brim zwei Loops einstellen, damit die Düse vor dem eigentlichen Werkstück frei gedruckt wird
Ich drucke ohne Heizbett auf angerautem Kapton mit Haarspray. Das ist in den Griff zu kommen
Gruß Dirk
von mir als Anfänger noch Drei Tips:
- Teilweise ist 0.1mm Düsenabstand noch zu viel. Die Düse mal auf 0 stellen, Einige Slicer mache noch Zuschläge für die Unebehheit des Betts dazu. Guck einfach wie der Skirt in der zweiten Runde aussieht Runde Wurst? Zu Hoch, leicht plattgedrückt OK
-Wenn nicht schon geschehen, den ersten Layer mit 30- 50% der Geschwindigkeit drucken. Kann man bei Slic3r unter Print Settings > Speed einstellen.
- Genau so unter Print Settings > Skirt and Brim zwei Loops einstellen, damit die Düse vor dem eigentlichen Werkstück frei gedruckt wird
Ich drucke ohne Heizbett auf angerautem Kapton mit Haarspray. Das ist in den Griff zu kommen
Gruß Dirk
|
Re: MendelMax 1.5 / Wade Extruder 03. July 2013 05:16 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 23 |
|
Re: MendelMax 1.5 / Wade Extruder 03. July 2013 13:51 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 7.505 |
[www.thingiverse.com]
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.