Druckprobleme - Verzug im Druck und keine vernünftigen Löcher
geschrieben von Jones
|
Druckprobleme - Verzug im Druck und keine vernünftigen Löcher 09. February 2012 11:18 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 26 |
Hallo zusammen,
ich hab mir einen Mendel Prusa gebaut der auch schon was länger fertig ist. Bisher hab ich es aber noch nicht geschafft wirklich gute Ausdrucke zu bekommen, ausser ich drucke sehr langsam aber das ist ja bei kleinen Objekten schon eine qual.
Ich habe einen Wade Extruder mit 0,35 mm Düse von Wolfgang und benutze 3mm PLA.
Als Host verwende ich Repetier-Host als Firmware mittlerweile Sprinter da es irgendwie die einzige Firmware ist die ich bisher ohne große Probleme zum laufen bekommen hab. Zum gcode erzeugen benutze ich Skeinforge hab aber auch schon mal SFACT und Slicer ausprobiert mit ähnlichen Ergebnissen.
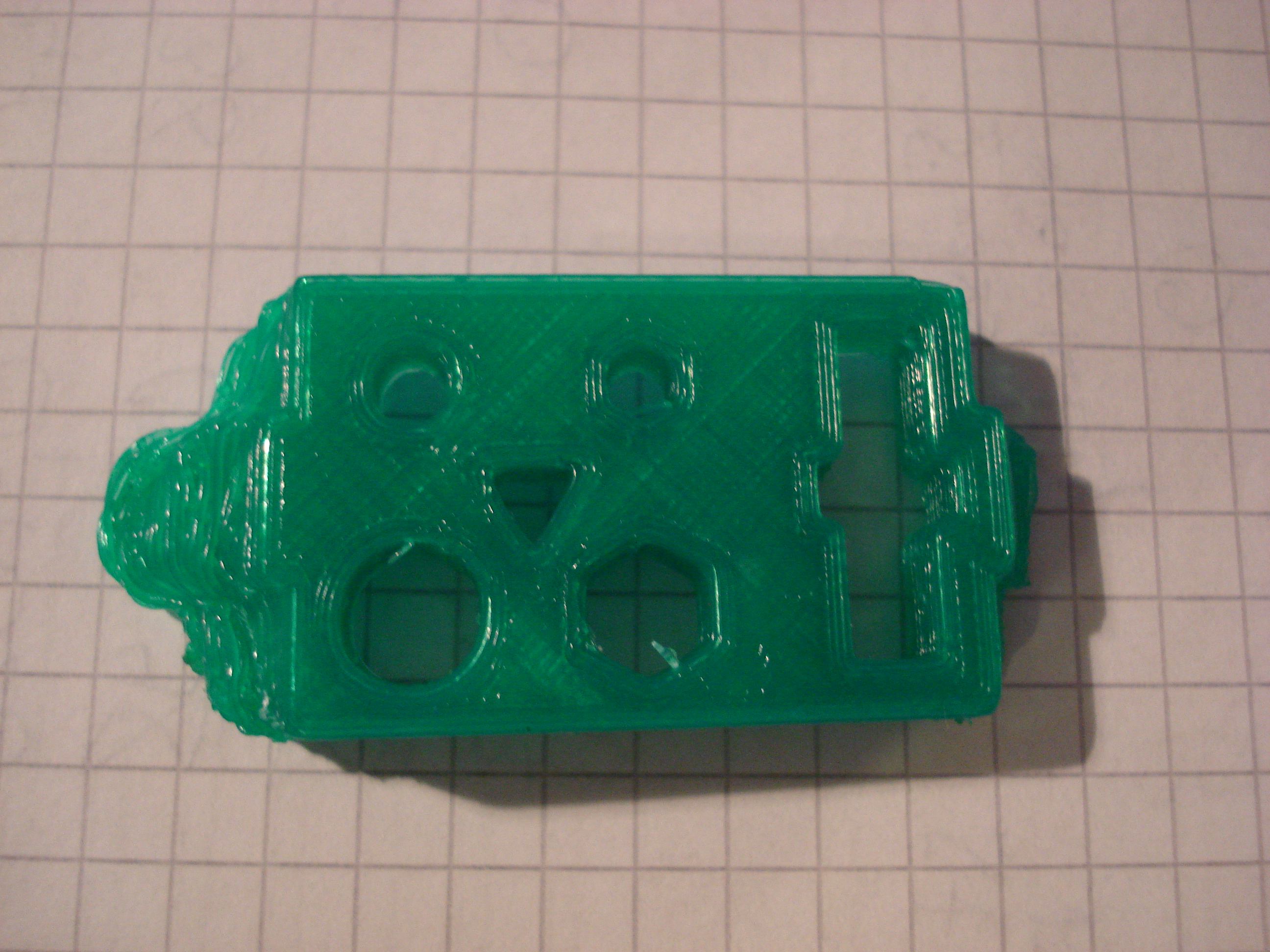
So nun zu meinem Problem, bei vielen Objekten biegen sich im unterem Bereich die Ecken nach oben so das wenn die Düse über diese Stellen fährt diese in Kontakt kommen und dann nach unten gedrückt wird.
Ich habe auch ein Heizbett was auf ca. 60°C erhitzt wird und drucke auf einer Glasplatte. Ich dachte gerade durch das Heizbett sollte das verziehen der Bauteile beseitigt werden?
Als nächstes wäre da noch das Thema runde Löcher. Die ersten Schichten sehen immer noch ganz ok aus aber wenn es dann weiter in die höhe geht kommt nichts brauchbares dabei raus. Die Löcher sind nicht mehr rund und zwischen infill und perimeter sind meist Hohlräume.
Zu den Temperaturen ich drucke den ersten Layer mit 220°C da ich das Gefühl habe das er sonst nicht auf dem Glas haftet. Der Rest wird dann bei 185°C gedruckt.
Wie nah sollte die Düse für den ersten Layer am Tisch sein? Ich hab irgendwo mal gelesen das gerade noch ein Blatt Papier dazwischen passen sollte. Soll der erste Layer also richtig aufgepresst werden dass er eher flach als rund ist?
Ich hab nochmal ein paar Bilder angehangen die die Probleme unterstreichen sollen.
Das eine soll der percision-block von hier http://www.thingiverse.com/thing:5573 sein.
Bei dem anderen handelt es sich um einen verstellbarem Z-Endstop halter http://www.thingiverse.com/thing:16380. Der ist wie ich finde garnicht so übel geworden aber wie man im unterem Bereich sehen kann biegt er sich auch nach oben und die Bohrungen sind auch nichts geworden. Ausserdem sieht man das sich irgendwie kurz vor der hälfte das Material verfärbt ich weiss nicht was das zu bedeuten hat. Danach wird der druck meines erachtens nach auch besser. Kann es sein das es was mit der Temperatur zu tun hat?
Also wie ihr seht das ist noch einiges zu tun ich hoffe ihr könnt mir ein paar tips geben wo und wie ich skeinforge richtig einstellen muss damit die Drucke sich verbessern.
Gruß,
Jones
ich hab mir einen Mendel Prusa gebaut der auch schon was länger fertig ist. Bisher hab ich es aber noch nicht geschafft wirklich gute Ausdrucke zu bekommen, ausser ich drucke sehr langsam aber das ist ja bei kleinen Objekten schon eine qual.
Ich habe einen Wade Extruder mit 0,35 mm Düse von Wolfgang und benutze 3mm PLA.
Als Host verwende ich Repetier-Host als Firmware mittlerweile Sprinter da es irgendwie die einzige Firmware ist die ich bisher ohne große Probleme zum laufen bekommen hab. Zum gcode erzeugen benutze ich Skeinforge hab aber auch schon mal SFACT und Slicer ausprobiert mit ähnlichen Ergebnissen.
So nun zu meinem Problem, bei vielen Objekten biegen sich im unterem Bereich die Ecken nach oben so das wenn die Düse über diese Stellen fährt diese in Kontakt kommen und dann nach unten gedrückt wird.
Ich habe auch ein Heizbett was auf ca. 60°C erhitzt wird und drucke auf einer Glasplatte. Ich dachte gerade durch das Heizbett sollte das verziehen der Bauteile beseitigt werden?
Als nächstes wäre da noch das Thema runde Löcher. Die ersten Schichten sehen immer noch ganz ok aus aber wenn es dann weiter in die höhe geht kommt nichts brauchbares dabei raus. Die Löcher sind nicht mehr rund und zwischen infill und perimeter sind meist Hohlräume.
Zu den Temperaturen ich drucke den ersten Layer mit 220°C da ich das Gefühl habe das er sonst nicht auf dem Glas haftet. Der Rest wird dann bei 185°C gedruckt.
Wie nah sollte die Düse für den ersten Layer am Tisch sein? Ich hab irgendwo mal gelesen das gerade noch ein Blatt Papier dazwischen passen sollte. Soll der erste Layer also richtig aufgepresst werden dass er eher flach als rund ist?
Ich hab nochmal ein paar Bilder angehangen die die Probleme unterstreichen sollen.
Das eine soll der percision-block von hier http://www.thingiverse.com/thing:5573 sein.
Bei dem anderen handelt es sich um einen verstellbarem Z-Endstop halter http://www.thingiverse.com/thing:16380. Der ist wie ich finde garnicht so übel geworden aber wie man im unterem Bereich sehen kann biegt er sich auch nach oben und die Bohrungen sind auch nichts geworden. Ausserdem sieht man das sich irgendwie kurz vor der hälfte das Material verfärbt ich weiss nicht was das zu bedeuten hat. Danach wird der druck meines erachtens nach auch besser. Kann es sein das es was mit der Temperatur zu tun hat?
Also wie ihr seht das ist noch einiges zu tun ich hoffe ihr könnt mir ein paar tips geben wo und wie ich skeinforge richtig einstellen muss damit die Drucke sich verbessern.
Gruß,
Jones
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Druckprobleme - Verzug im Druck und keine vernünftigen Löcher 09. February 2012 12:11 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 2.705 |
Hallo,
da ist wirklich noch Verbesserungsbedarf.
1. Höhe einstellen
Das mit dem Blatt darunter ist die kalibrierung des Z-Nullpunktes. Wenn du mit
G28 Z0
Auf 0 höhe herunterfährst sollte gerade noch ein Blatt darunter passen. Das ist nur damit der Kopf nicht über deine Platte schrammt wenn du ihn bei Z=0 bewegst.
Der erster Layer sollte ungefähr so hoch sein, wie die anderen. Wegen dem Blatt und wegen besserer Haftung kann man diese Höhe etwas gegenüber den anderen reduzieren.
2. Aufwölben
Das Aufwölben entsteht beim Abkühlen durch die Längenreduktion. Durch die Heizplatte erfolgt ein langsameres und gleichmäßigeres Abkühlen, was dem entgegen wirken soll. Zusätzlich soll es helfen, eine bessere Verbindung einzugehen. Wie gut das mit einer Glasplatte klappt kann ich nicht sagen, aber mit Kapton Band klappt es bei mir super. Ich drucke aber PLA immer mit 170°C (Angabe des Sensors, im Block sind es dann doch ein paar mehr Grad). Mit 220° anzufangen und dann runterzugehen verstärkt eigentlich das Problem, da hier noch mehr Temperaturunterschiede entstehen.
Üblicherweise wird der erste Layer langsamer gedruckt, um eine bessere Verbindung zum Untergrund zu bekommen und um das Filament nicht ungewollt zu verschieben.
Wenn ich dann das Objekt entfernen will muss ich es immer senkrecht abziehen, da es so gut haftet, dass in Längsrichtung nichts passiert. Nur so als Test ob die Haftung gut ist.
3. Kreise
Ich konnte nicht sehen wie viele Perimeter du gedruckt hattest, sah mir aber nach 1-2 aus. 3 sind hier besser um den kreisen mehr stabilität zu geben. Das andere Problem ist dein infill, der nur an manchen Stellen kontakt zu den Kreisen hat. Diese ziehen den Kreis dann noch in die Länge was das Problem immer weiter verschlimmert. In Skeinforge kannst du den Overlap erhöhen (infill perimeter overlap), damit du mehr Verbindungspunkte zum Kreis und damit mehr Stabilität bekommst. Zusammen mit dem 3. Perimeter solte es besser werden.
Repetier-Software - the home of Repetier-Host (Windows, Linux and Mac OS X) and Repetier-Firmware.
Repetier-Server - the solution to control your printer from everywhere.
Visit us on Facebook and Twitter!
da ist wirklich noch Verbesserungsbedarf.
1. Höhe einstellen
Das mit dem Blatt darunter ist die kalibrierung des Z-Nullpunktes. Wenn du mit
G28 Z0
Auf 0 höhe herunterfährst sollte gerade noch ein Blatt darunter passen. Das ist nur damit der Kopf nicht über deine Platte schrammt wenn du ihn bei Z=0 bewegst.
Der erster Layer sollte ungefähr so hoch sein, wie die anderen. Wegen dem Blatt und wegen besserer Haftung kann man diese Höhe etwas gegenüber den anderen reduzieren.
2. Aufwölben
Das Aufwölben entsteht beim Abkühlen durch die Längenreduktion. Durch die Heizplatte erfolgt ein langsameres und gleichmäßigeres Abkühlen, was dem entgegen wirken soll. Zusätzlich soll es helfen, eine bessere Verbindung einzugehen. Wie gut das mit einer Glasplatte klappt kann ich nicht sagen, aber mit Kapton Band klappt es bei mir super. Ich drucke aber PLA immer mit 170°C (Angabe des Sensors, im Block sind es dann doch ein paar mehr Grad). Mit 220° anzufangen und dann runterzugehen verstärkt eigentlich das Problem, da hier noch mehr Temperaturunterschiede entstehen.
Üblicherweise wird der erste Layer langsamer gedruckt, um eine bessere Verbindung zum Untergrund zu bekommen und um das Filament nicht ungewollt zu verschieben.
Wenn ich dann das Objekt entfernen will muss ich es immer senkrecht abziehen, da es so gut haftet, dass in Längsrichtung nichts passiert. Nur so als Test ob die Haftung gut ist.
3. Kreise
Ich konnte nicht sehen wie viele Perimeter du gedruckt hattest, sah mir aber nach 1-2 aus. 3 sind hier besser um den kreisen mehr stabilität zu geben. Das andere Problem ist dein infill, der nur an manchen Stellen kontakt zu den Kreisen hat. Diese ziehen den Kreis dann noch in die Länge was das Problem immer weiter verschlimmert. In Skeinforge kannst du den Overlap erhöhen (infill perimeter overlap), damit du mehr Verbindungspunkte zum Kreis und damit mehr Stabilität bekommst. Zusammen mit dem 3. Perimeter solte es besser werden.
Repetier-Software - the home of Repetier-Host (Windows, Linux and Mac OS X) and Repetier-Firmware.
Repetier-Server - the solution to control your printer from everywhere.
Visit us on Facebook and Twitter!
|
Re: Druckprobleme - Verzug im Druck und keine vernünftigen Löcher 09. February 2012 14:36 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 1.133 |
|
Re: Druckprobleme - Verzug im Druck und keine vernünftigen Löcher 09. February 2012 17:34 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 7.505 |
Wo hast du denn das widerliche Material her 
Ne mal ernst...
Was ich versuchen würde... Temperatur hoch, auf 200°.. Gucken ob es besser wird ... Dem Perimeter mehr Material geben... der tendiert dazu sich zusammen zu ziehen, was meist auf zu wenig Material deutet.
Dann heiz die Platte mal auf 70°-75° ... kann sein das es dann unten bleibt. Glas muß außerdem peinlichst sauber sein. Das kleinste bisschen Hautfett und es hält nicht mehr.
Es gibt PLA , das muß man sogar bei 210° drucken... ABER es gibt auch welches das braucht nur 170° ... da steckt man leider nicht drin.
Doch das sieht für mich zu kalt aus. PLA glänzt normalerweise wenn es richtig temperiert ist. Aber ich weis ja nicht was das für eins ist.
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
Ne mal ernst...
Was ich versuchen würde... Temperatur hoch, auf 200°.. Gucken ob es besser wird ... Dem Perimeter mehr Material geben... der tendiert dazu sich zusammen zu ziehen, was meist auf zu wenig Material deutet.
Dann heiz die Platte mal auf 70°-75° ... kann sein das es dann unten bleibt. Glas muß außerdem peinlichst sauber sein. Das kleinste bisschen Hautfett und es hält nicht mehr.
Es gibt PLA , das muß man sogar bei 210° drucken... ABER es gibt auch welches das braucht nur 170° ... da steckt man leider nicht drin.
Doch das sieht für mich zu kalt aus. PLA glänzt normalerweise wenn es richtig temperiert ist. Aber ich weis ja nicht was das für eins ist.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org |  |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Druckprobleme - Verzug im Druck und keine vernünftigen Löcher 10. February 2012 12:29 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 26 |
Hallo,
hatte heute leider nicht all zu viel Zeit aber schon ein paar eurer vorschläge umgesetzt.
Die Höhe für den ersten Layer ist jetzt ganz gut eingestellt denke ich.
Das Problem mit den Löchern dieht auch schon viel besser aus, habe jetzt 3 Perimeter und den Overlap erhöht das hat schon ganz gut geholfen.
Das Problem mit dem Wölben hat sich aber noch nicht ganz gelegt. Es ist zwar schon besser geworden aber noch nicht ganz verschwunden. Ich denke etwas mehr Material in den Premimeter hat dabei ganz gut geholfen.
Mit den Temperaturen komm ich immer noch nicht ganz klar hab schon viel ausprobiert aber kein vernüftiges Ergebnis erzielt. Ich denke wenn ich den ersten Layer mit 220°C drucke und das Heizbett auf 70°C ist klebt die erste Schicht am besten. Wenn ich weniger mache hab ich oft das Problem das der erste cm Material nicht haftet und wenn dann die Düse an dem Stück vorbei fährt und der dann an der heissen Düse kleben bleibt zieht er den Rest hinter sich her.
@Wolfgang, das Material hab ich von reprapworld. Hab leider noch nicht die Erfahrung um sagen zu können ob es gutes oder schlechtes Material ist aber wenn du auf diese weißen punkte auf der Z-Endstops anspielst, da hab ich mit einer Klinge ein paar Reste abgeschnitten.
Da ich die Düse ja von dir habe, welche einstellungen würdest du für Layer Thickness empfehlen. Zuerst hatte ich diesen Wert auf 0.32 stehen nach dem Beitrag von Willy hab ich mal weniger probiert, konnte aber kaum veränderungen feststellen.
@Repetier, sehe ich das richtig das du den Repetier-Host und Firmware entwickelt hast?
Wenn ja hätte ich auch nochmal zwei Fragen
1. Ich kriege Skeinforge nicht in den Host integriert da kommt immer so eine Fehlermeldung das er was nicht findet. Hatte das Problem auch bei Github gesehen, da ging es irgendwie um den export Zusatz im Namen. Den hab ich auch entfenrt im Host und in Skeinforge, hat aber leider nichts gebracht.
2. Die Firmware hatte ich auch getestet hatte mir auch ganz gut gefallen, nur konnte ich irgendwie nicht die Y-Achse kalibrieren. Egal welchen Wert ich eingestellt habe, den Weg den sie Zurück legt hat sich nicht geändert.
So geschafft, hoffe ich hab keine wichtigen Informationen vergessen. Wenn ja liefer ich sie morgen nach, da werde ich auch nochmal ein paar Bilder hochladen hab nur heute wenig Zeit.
Grüße,
Jones
hatte heute leider nicht all zu viel Zeit aber schon ein paar eurer vorschläge umgesetzt.
Die Höhe für den ersten Layer ist jetzt ganz gut eingestellt denke ich.
Das Problem mit den Löchern dieht auch schon viel besser aus, habe jetzt 3 Perimeter und den Overlap erhöht das hat schon ganz gut geholfen.
Das Problem mit dem Wölben hat sich aber noch nicht ganz gelegt. Es ist zwar schon besser geworden aber noch nicht ganz verschwunden. Ich denke etwas mehr Material in den Premimeter hat dabei ganz gut geholfen.
Mit den Temperaturen komm ich immer noch nicht ganz klar hab schon viel ausprobiert aber kein vernüftiges Ergebnis erzielt. Ich denke wenn ich den ersten Layer mit 220°C drucke und das Heizbett auf 70°C ist klebt die erste Schicht am besten. Wenn ich weniger mache hab ich oft das Problem das der erste cm Material nicht haftet und wenn dann die Düse an dem Stück vorbei fährt und der dann an der heissen Düse kleben bleibt zieht er den Rest hinter sich her.
@Wolfgang, das Material hab ich von reprapworld. Hab leider noch nicht die Erfahrung um sagen zu können ob es gutes oder schlechtes Material ist aber wenn du auf diese weißen punkte auf der Z-Endstops anspielst, da hab ich mit einer Klinge ein paar Reste abgeschnitten.
Da ich die Düse ja von dir habe, welche einstellungen würdest du für Layer Thickness empfehlen. Zuerst hatte ich diesen Wert auf 0.32 stehen nach dem Beitrag von Willy hab ich mal weniger probiert, konnte aber kaum veränderungen feststellen.
@Repetier, sehe ich das richtig das du den Repetier-Host und Firmware entwickelt hast?
Wenn ja hätte ich auch nochmal zwei Fragen
1. Ich kriege Skeinforge nicht in den Host integriert da kommt immer so eine Fehlermeldung das er was nicht findet. Hatte das Problem auch bei Github gesehen, da ging es irgendwie um den export Zusatz im Namen. Den hab ich auch entfenrt im Host und in Skeinforge, hat aber leider nichts gebracht.
2. Die Firmware hatte ich auch getestet hatte mir auch ganz gut gefallen, nur konnte ich irgendwie nicht die Y-Achse kalibrieren. Egal welchen Wert ich eingestellt habe, den Weg den sie Zurück legt hat sich nicht geändert.
So geschafft, hoffe ich hab keine wichtigen Informationen vergessen. Wenn ja liefer ich sie morgen nach, da werde ich auch nochmal ein paar Bilder hochladen hab nur heute wenig Zeit.
Grüße,
Jones
|
Re: Druckprobleme - Verzug im Druck und keine vernünftigen Löcher 10. February 2012 12:50 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 2.705 |
@Jones
Gut das es schon mal etwas geholfen hat. Da ich nicht mit Glas arbeite habe ich da aber keine Erfahrung, wie man die Haftung erhöhen kann. Hängt wohl auch von der Glassorte ab. Ansonsten wie gesagt Kapton Band drüber kleben und mal damit versuchen, wenn es sonst nicht klappt.
Und ja ich habe beides entwickelt.
Zu 1.
Die Frage ist was er nicht findet. Die Lösung sollte sich im Log finden. Wenn du siehst, das er das Objekt zerlegt sind die Pfade zu python/craft schon mal richtig. Als letztes erscheint im log unter welchem namen Skeinforge das Ergebnis exportiert hat. Je nach Einstellung unter Skeinforge im Export-Modul sind die Namen unterschiedlich.
Vergleiche einfach mal den dort angezeigten Namen mit deinen Einstellungen, dann sollte klar sein, welcher Wert funktionieren müsste.
Zu 2.
Hast du die Y Schritte im Host über EEPROM Settings versucht zu ändern oder in der configuration.h? Wenn du EEPROM aktiviert hast, haben diese Vorrang vor den configuration.h Einstellungen.
Repetier-Software - the home of Repetier-Host (Windows, Linux and Mac OS X) and Repetier-Firmware.
Repetier-Server - the solution to control your printer from everywhere.
Visit us on Facebook and Twitter!
Gut das es schon mal etwas geholfen hat. Da ich nicht mit Glas arbeite habe ich da aber keine Erfahrung, wie man die Haftung erhöhen kann. Hängt wohl auch von der Glassorte ab. Ansonsten wie gesagt Kapton Band drüber kleben und mal damit versuchen, wenn es sonst nicht klappt.
Und ja ich habe beides entwickelt.
Zu 1.
Die Frage ist was er nicht findet. Die Lösung sollte sich im Log finden. Wenn du siehst, das er das Objekt zerlegt sind die Pfade zu python/craft schon mal richtig. Als letztes erscheint im log unter welchem namen Skeinforge das Ergebnis exportiert hat. Je nach Einstellung unter Skeinforge im Export-Modul sind die Namen unterschiedlich.
Vergleiche einfach mal den dort angezeigten Namen mit deinen Einstellungen, dann sollte klar sein, welcher Wert funktionieren müsste.
Zu 2.
Hast du die Y Schritte im Host über EEPROM Settings versucht zu ändern oder in der configuration.h? Wenn du EEPROM aktiviert hast, haben diese Vorrang vor den configuration.h Einstellungen.
Repetier-Software - the home of Repetier-Host (Windows, Linux and Mac OS X) and Repetier-Firmware.
Repetier-Server - the solution to control your printer from everywhere.
Visit us on Facebook and Twitter!
|
Re: Druckprobleme - Verzug im Druck und keine vernünftigen Löcher 11. February 2012 02:51 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 184 |
Hallo Jones,
sag mal hast Du den Lüfter auf einer Seite montiert? Seh auf den Bildern leider nicht ob es dir alle Ecken hochzieht oder nur auf einer Seite.
Auch wenn ich Wolfgang ganz ungern widerspreche, aber ich kratze Reste vom PLA mit dem Fingernagel von der Glasplatte.
Da wird nix nachgewischt zwecks Hautfett oder so.
Ich wär mal ganz dankbar wenn ich die Teile überhaupt mal leichter von dem Ding bekommen würd > <
<
Läuft im Übrigen mit 60°, wobei ich so ab 45° zum drucken anfangen kann.
Gruß
Mike
sag mal hast Du den Lüfter auf einer Seite montiert? Seh auf den Bildern leider nicht ob es dir alle Ecken hochzieht oder nur auf einer Seite.
Auch wenn ich Wolfgang ganz ungern widerspreche, aber ich kratze Reste vom PLA mit dem Fingernagel von der Glasplatte.
Da wird nix nachgewischt zwecks Hautfett oder so.
Ich wär mal ganz dankbar wenn ich die Teile überhaupt mal leichter von dem Ding bekommen würd >
<Läuft im Übrigen mit 60°, wobei ich so ab 45° zum drucken anfangen kann.
Gruß
Mike
|
Re: Druckprobleme - Verzug im Druck und keine vernünftigen Löcher 11. February 2012 15:52 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 7.505 |
Mike, das kommt auch immer etwas auf die PLA-Sorte an... manches kannst du auf nem Stück Papier drucken und es hält und bleibt unten... andere Sorten machen dich verrückt... weil sie einfach kaum haften und sich verziehen wie ABS.
Du kannst das nicht einfach so pauschal vergleichen...
es gibt PLA das kannst du bei 170° drucken. Es gibt aber auch welches, das braucht über 210°.
Und das wird alles als PLA verkloppt... was da nun alles drin ist ?????
Ich möchte es manchmal nicht wirklich wissen... (womit wir uns da vergiften)
(womit wir uns da vergiften)
Wenn die Glasplatte kalt ist, dürften die Teile nur noch auf der Platte liegen... nix mehr kleben.
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
Du kannst das nicht einfach so pauschal vergleichen...
es gibt PLA das kannst du bei 170° drucken. Es gibt aber auch welches, das braucht über 210°.
Und das wird alles als PLA verkloppt... was da nun alles drin ist ?????
Ich möchte es manchmal nicht wirklich wissen...
(womit wir uns da vergiften)Wenn die Glasplatte kalt ist, dürften die Teile nur noch auf der Platte liegen... nix mehr kleben.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Druckprobleme - Verzug im Druck und keine vernünftigen Löcher 12. February 2012 02:13 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 184 |
Okok..
hast ja recht Wolfi.
Ich stelle hiermit richtig: Meine PLA-Sorten mit extra hohem Anteil an ****stoffen kleben wie Sau :-)
Naja.. ABS zu drucken is vermutlich auch ned wirklich gesünder.
Aber zurück zum Thema: Wenn ich es von der Seite mit nem Lüfter anblase passiert mir des auch. Ansonsten is das PLA doch eigentlich recht handsam.
hast ja recht Wolfi.
Ich stelle hiermit richtig: Meine PLA-Sorten mit extra hohem Anteil an ****stoffen kleben wie Sau :-)
Naja.. ABS zu drucken is vermutlich auch ned wirklich gesünder.
Aber zurück zum Thema: Wenn ich es von der Seite mit nem Lüfter anblase passiert mir des auch. Ansonsten is das PLA doch eigentlich recht handsam.
|
Re: Druckprobleme - Verzug im Druck und keine vernünftigen Löcher 12. February 2012 08:00 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 7.505 |
Aber der ELK ist ja grade wieder Material am Testen, das ist alles PLA.. verhält sich aber unterschiedlich. Wie er sagt, zum Teil schon fast wie ABS. DAS war das, was ich damit sagen will.
Bei ABS ist es noch schlimmer... man sollte das Material mal analysieren lassen...
oder jemanden finden der "konstant" gutes Material produziert.
Manchmal werde ich den Eindruck nicht los, das diverse Hersteller von vorne heraus davon ausgehen, "das sind Privatanwender, die können eh nicht kontrollieren was da alles drin ist"... und sich dann entsprechend verhalten Hauptsache der Rubel rollt.
Hauptsache der Rubel rollt.
Da wir ja keine Normen haben an die man sich halten muss...und wie schreibt man in Chinesisch Norm oder Gesundheit ?
Naja, aber damit ist unserem Freund leider nicht geholfen.
1-mal bearbeitet. Zuletzt am 12.02.12 08:46.
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
Bei ABS ist es noch schlimmer... man sollte das Material mal analysieren lassen...
oder jemanden finden der "konstant" gutes Material produziert.
Manchmal werde ich den Eindruck nicht los, das diverse Hersteller von vorne heraus davon ausgehen, "das sind Privatanwender, die können eh nicht kontrollieren was da alles drin ist"... und sich dann entsprechend verhalten
Hauptsache der Rubel rollt. Da wir ja keine Normen haben an die man sich halten muss...und wie schreibt man in Chinesisch Norm oder Gesundheit ?
Naja, aber damit ist unserem Freund leider nicht geholfen.
1-mal bearbeitet. Zuletzt am 12.02.12 08:46.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Druckprobleme - Verzug im Druck und keine vernünftigen Löcher 13. February 2012 13:34 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 26 |
Hallo zusammen,
hab mal wieder ein paar einstellungen durchprobiert aber bisher immer noch keine brauchbaren Ergebnisse erhalten.
@Repetier, hab die Probleme beheben können. Wegen dem Host und Skeinforge lag es daran das ich bei GCode extension: das gcode ohne einen Punkt stehen hatte, jetzt klappt es.
Das Problem mit der Firmware lag tatsächlich an den EEPROM Einstellung, nach dem ich es deaktiviert hatte ging es mit der configuration.h, danke.
@theMike, ich hab nirgends einen Lüfter angebracht und alle Seiten Wölben sich nach oben, also hauptsächlich in den Ecken des Bauteils. Auf geraden längeren Strecken sieht es ganz gut aus.
Also wie ihr auf den Bilden sehen könnt sind die Löcher jetzt schonmal ganz ok und ich glaube das größte Problem liegt momentan an den Überhängen, da diese überhaupt nichts werden. Das nächste sind dann immer noch die Ecken die sich nach oben Wölben.
Drucken tu ich momentan bei 220°C für den ersten Layer und alles weitere mit 200°C. Das Heizbett hab ich auf 65°C, damit hält auch meist der erste Layer ganz gut und wenn er fertig ist und das Bett abgekühlt ist kann ich das Teil auch einfach von der Platte nehmen wie Wolfgang sagt.
Gruß,
Jones
hab mal wieder ein paar einstellungen durchprobiert aber bisher immer noch keine brauchbaren Ergebnisse erhalten.
@Repetier, hab die Probleme beheben können. Wegen dem Host und Skeinforge lag es daran das ich bei GCode extension: das gcode ohne einen Punkt stehen hatte, jetzt klappt es.
Das Problem mit der Firmware lag tatsächlich an den EEPROM Einstellung, nach dem ich es deaktiviert hatte ging es mit der configuration.h, danke.
@theMike, ich hab nirgends einen Lüfter angebracht und alle Seiten Wölben sich nach oben, also hauptsächlich in den Ecken des Bauteils. Auf geraden längeren Strecken sieht es ganz gut aus.
Also wie ihr auf den Bilden sehen könnt sind die Löcher jetzt schonmal ganz ok und ich glaube das größte Problem liegt momentan an den Überhängen, da diese überhaupt nichts werden. Das nächste sind dann immer noch die Ecken die sich nach oben Wölben.
Drucken tu ich momentan bei 220°C für den ersten Layer und alles weitere mit 200°C. Das Heizbett hab ich auf 65°C, damit hält auch meist der erste Layer ganz gut und wenn er fertig ist und das Bett abgekühlt ist kann ich das Teil auch einfach von der Platte nehmen wie Wolfgang sagt.
Gruß,
Jones
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Druckprobleme - Verzug im Druck und keine vernünftigen Löcher 13. February 2012 14:15 |
Registrierungsdatum: 13 Jahre zuvor Beiträge: 339 |
|
Re: Druckprobleme - Verzug im Druck und keine vernünftigen Löcher 14. February 2012 16:34 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 26 |
Ja, hab nur das eine Teil gedruckt aber jetzt hab ich es auch mit vier versucht, mit gleichem Resultat.
Hab es auch ganz langsam versucht mit 10 mm/s und auch ohne Heizbett nur mit Kapton.
Aber irgendwie bringt es alles nicht den gewünschten Erfolg.
Also der größere Überhang wird nie was. Ich hab das gefühl das er zum Teil die Layer nicht so übereinander legt wie er es soll aber das liegt wahrscheinlich daran das der Rand sich immer nach oben wölbt. Langsam weiss ich nicht was ich noch ausprobieren soll damit das endlich mal funktioniert.
Oder meint ihr das das Material einfach sch***** ist?
Gruß,
Jones
1-mal bearbeitet. Zuletzt am 14.02.12 16:34.
Hab es auch ganz langsam versucht mit 10 mm/s und auch ohne Heizbett nur mit Kapton.
Aber irgendwie bringt es alles nicht den gewünschten Erfolg.
Also der größere Überhang wird nie was. Ich hab das gefühl das er zum Teil die Layer nicht so übereinander legt wie er es soll aber das liegt wahrscheinlich daran das der Rand sich immer nach oben wölbt. Langsam weiss ich nicht was ich noch ausprobieren soll damit das endlich mal funktioniert.
Oder meint ihr das das Material einfach sch***** ist?
Gruß,
Jones
1-mal bearbeitet. Zuletzt am 14.02.12 16:34.
|
Re: Druckprobleme - Verzug im Druck und keine vernünftigen Löcher 15. February 2012 14:17 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 7.505 |
Wenn ich mir die Teile so ansehe, stimmt das Verhältnis von Infill zum Perimeter nicht. Wenn das Infill dicht genug ist, hast du im Perimeter zu viel...
So wie das Infill ist, ist es OK, nur im Perimeter hat du jetzt zu viel, deshalb verhält der sich jetzt so komisch. Das überschüssige Material versucht irgendwo hin zu gehen, in deinem Fall nach oben und über den Rand der Schrägen.
Das Material ist auch nicht sehr Anwenderfreundlich
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
So wie das Infill ist, ist es OK, nur im Perimeter hat du jetzt zu viel, deshalb verhält der sich jetzt so komisch. Das überschüssige Material versucht irgendwo hin zu gehen, in deinem Fall nach oben und über den Rand der Schrägen.
Das Material ist auch nicht sehr Anwenderfreundlich
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Druckprobleme - Verzug im Druck und keine vernünftigen Löcher 04. March 2012 02:03 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 184 |
Guten Morgen,
also Du hast doch da so eine Nase, also einen Überhang der nicht auf der Platte aufliegt oder?
Oder hat es das Ding von der Platte weggezogen?
Bei solchen Teilen ist es echt so, dass zu viel Wärme reinkommt. Hatt ja Vollnormal auch schon gesagt.
Passiert mir laufend mit extrem dünnwandigen Teilen. Da wird das Material dann aufgehäuft.
Also entweder vier Teile (siehe Vollnormal) oder kühlen.
Gruß
Mike
also Du hast doch da so eine Nase, also einen Überhang der nicht auf der Platte aufliegt oder?
Oder hat es das Ding von der Platte weggezogen?
Bei solchen Teilen ist es echt so, dass zu viel Wärme reinkommt. Hatt ja Vollnormal auch schon gesagt.
Passiert mir laufend mit extrem dünnwandigen Teilen. Da wird das Material dann aufgehäuft.
Also entweder vier Teile (siehe Vollnormal) oder kühlen.
Gruß
Mike
|
Re: Druckprobleme - Verzug im Druck und keine vernünftigen Löcher 15. March 2012 10:32 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 26 |
Hallo,
ist zwar schon was länger her hatte aber wenig Zeit in den letzten Wochen.
Ich hab meine Probleme mittlerweile gelöst oder eher umgangen.
Zum einem bin ich auf Slicer umgestiegen, da es hier mit direkt viel besser funktioniert hat. Irgendwie hat mir Skeinforge wirklich immer viel zu viel Material gedruckt. Es kam mir so vor als würde mit jedem Layer mehr Material im Perimeter gedruckt werden. Mit Slicer war es nicht so und in Skeinforge konnte ich keine Einstellungen finden an der es eventuell liegen könnte.
Ein weiterer Punkt war auch das Material. Ich konnte zwar mittlerweile ganz gute Drucke erzielen aber das Aufwölben bei Überhängen ließ sich nie ganz vermeiden. Dann hab ich mir neues Material geholt, mit dem geht es noch besser und noch leichter. Zwar wölbt es sich immer noch etwas bei Überhängen aber insgesamt sehen die Drucke doch schon um einiges besser und sauberer aus.
Viele Grüße
Jones
ist zwar schon was länger her hatte aber wenig Zeit in den letzten Wochen.
Ich hab meine Probleme mittlerweile gelöst oder eher umgangen.
Zum einem bin ich auf Slicer umgestiegen, da es hier mit direkt viel besser funktioniert hat. Irgendwie hat mir Skeinforge wirklich immer viel zu viel Material gedruckt. Es kam mir so vor als würde mit jedem Layer mehr Material im Perimeter gedruckt werden. Mit Slicer war es nicht so und in Skeinforge konnte ich keine Einstellungen finden an der es eventuell liegen könnte.
Ein weiterer Punkt war auch das Material. Ich konnte zwar mittlerweile ganz gute Drucke erzielen aber das Aufwölben bei Überhängen ließ sich nie ganz vermeiden. Dann hab ich mir neues Material geholt, mit dem geht es noch besser und noch leichter. Zwar wölbt es sich immer noch etwas bei Überhängen aber insgesamt sehen die Drucke doch schon um einiges besser und sauberer aus.
Viele Grüße
Jones
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.