Mein erster Gehäusedruckversuch mit Skeinforge
geschrieben von poolspieler
|
Mein erster Gehäusedruckversuch mit Skeinforge 01. June 2012 05:54 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 15 |
Hallo zusammen,
ich habe vor kurzem meine CNC Fräse um einen Extruder erweitert - mit Unterstützung von Repetier --> Vielen dank nochmal von dieser Stelle!
Meine Konfiguration:
- Wade Extruder mit 0,3mm Düse
- 3mm PLA Filament
- CNC wird mit modifiziertem EMC2 gesteuert
- GCode wird mit Skeinforge erzeugt
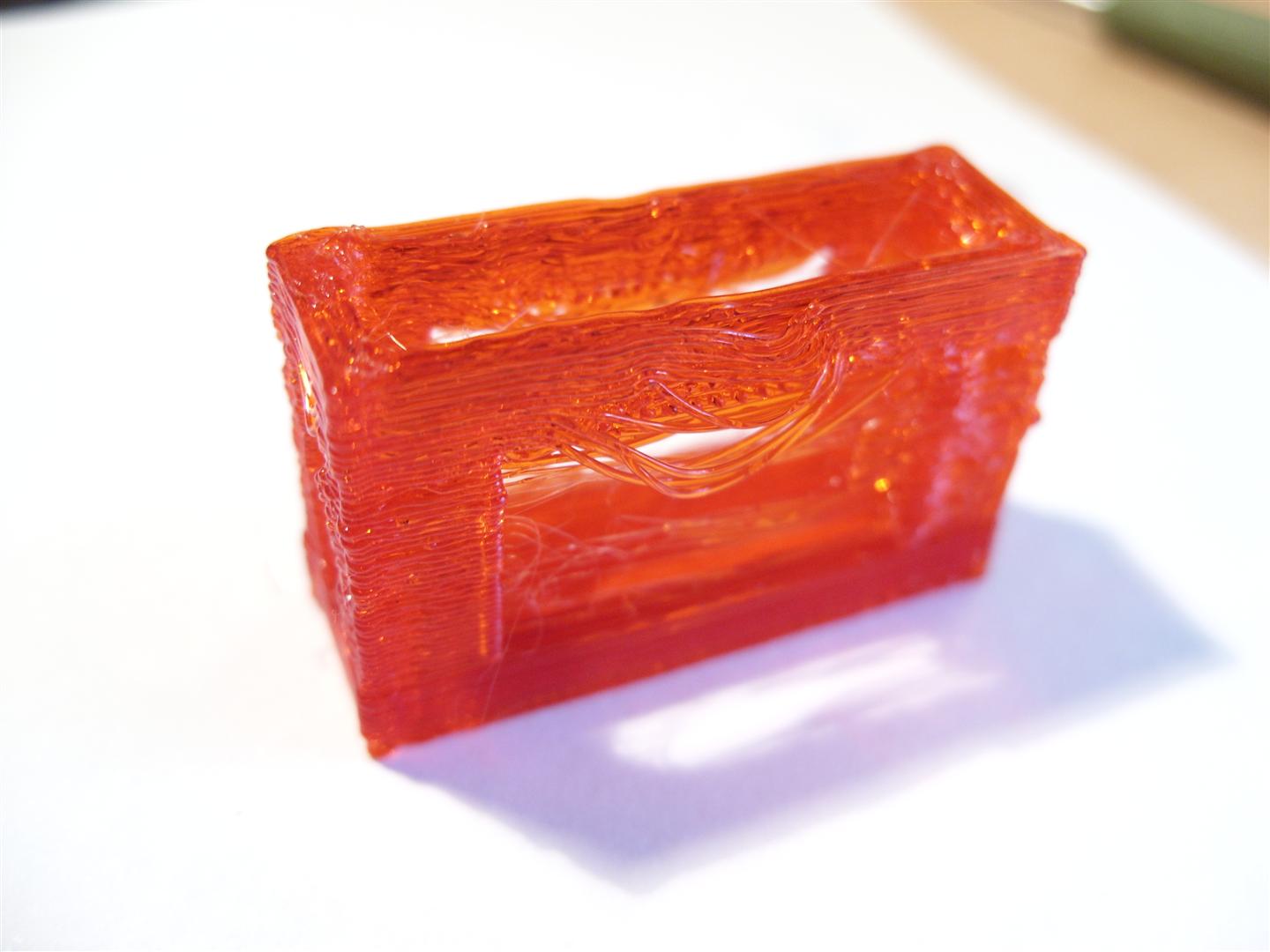
Meine ersten Druckergebnisse waren schon mal ganz ansehnlich. Jetzt möchte ich ein Gehäuse mit einer Öffnung für einen Lüfter drucken.
Deshalb habe ich den angehängten Testdruck mit mehreren Durchbrüchen in einem Gehäuse erzeugt.
Leider funktioniert das nicht wie gewünscht.
Das Gehäuse ist aussen 30mmx10mm mit einer Wandstärke von 2mm.
Die Brücken über den Durchbrüchen funktionieren nicht. Einzelne Filamentfäden fallen einfach in Leere.
Ich habe schon viele Testdrucke mit unterschiedlichsten Konfigurationen und Temperaturen (zwischen 180°C und 200°C) ausprobiert.
Anbei seht ihr mein "bestes" Ergebnis... :-(
Über ein paar Hinweise würde ich mich freuen!
Vielen Dank,
Gruß,
Poolspieler
ich habe vor kurzem meine CNC Fräse um einen Extruder erweitert - mit Unterstützung von Repetier --> Vielen dank nochmal von dieser Stelle!
Meine Konfiguration:
- Wade Extruder mit 0,3mm Düse
- 3mm PLA Filament
- CNC wird mit modifiziertem EMC2 gesteuert
- GCode wird mit Skeinforge erzeugt
Meine ersten Druckergebnisse waren schon mal ganz ansehnlich. Jetzt möchte ich ein Gehäuse mit einer Öffnung für einen Lüfter drucken.
Deshalb habe ich den angehängten Testdruck mit mehreren Durchbrüchen in einem Gehäuse erzeugt.
Leider funktioniert das nicht wie gewünscht.
Das Gehäuse ist aussen 30mmx10mm mit einer Wandstärke von 2mm.
Die Brücken über den Durchbrüchen funktionieren nicht. Einzelne Filamentfäden fallen einfach in Leere.
Ich habe schon viele Testdrucke mit unterschiedlichsten Konfigurationen und Temperaturen (zwischen 180°C und 200°C) ausprobiert.
Anbei seht ihr mein "bestes" Ergebnis... :-(
Über ein paar Hinweise würde ich mich freuen!
Vielen Dank,
Gruß,
Poolspieler
Anhänge:
Öffnen | Download - SDC11021.JPG (77.3 KB)
Öffnen | Download - SDC11022.JPG (91.7 KB)
Öffnen | Download - SDC11023.JPG (75.1 KB)
Öffnen | Download - SDC11024.JPG (77 KB)
Öffnen | Download - SDC11025.JPG (68.2 KB)
Öffnen | Download - Zeichnung1.jpg (130.4 KB)
Öffnen | Download - Zeichnung2.jpg (124.3 KB)
Öffnen | Download - SDC11021.JPG (77.3 KB)
{kind=link}
{kind=link}
Öffnen | Download - SDC11022.JPG (91.7 KB)
{kind=link}
{kind=link}
Öffnen | Download - SDC11023.JPG (75.1 KB)
{kind=link}
{kind=link}
Öffnen | Download - SDC11024.JPG (77 KB)
{kind=link}
{kind=link}
Öffnen | Download - SDC11025.JPG (68.2 KB)
{kind=link}
{kind=link}
Öffnen | Download - Zeichnung1.jpg (130.4 KB)
{kind=link}
{kind=link}
Öffnen | Download - Zeichnung2.jpg (124.3 KB)
{kind=link}
{kind=link}
|
Re: Mein erster Gehäusedruckversuch mit Skeinforge 01. June 2012 07:07 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 201 |
|
Re: Mein erster Gehäusedruckversuch mit Skeinforge 01. June 2012 07:17 |
Registrierungsdatum: 13 Jahre zuvor Beiträge: 443 |
|
Re: Mein erster Gehäusedruckversuch mit Skeinforge 01. June 2012 10:41 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 2.705 |
Brücken mit PLA zu drucken ist nicht so ganz einfach, weil das so gut fließt. ABS ist da unproblematischer, hat dafür aber andere Tücken. Hier ein paar grundlegende Tipps:
- Temperatur eher bei 180 als 200.
- Lüfter könnte Wunder bewirken. Das PLA muss hart sein bevor es zu weit runterhängt.
- Wenn du die Flowrate zur Geschwindigkeit drosselst ziehst du das Filament mehr und es hängt weniger durch. Insbesondere wenn width/height zu groß ist für den natürlichen Ausfluß ist das wichtig. Du hast ja keine Lage darunter, wo du das Filament flachdrücken kannst. Die Flowrate sollte also so eingestellt sein, dass das ausgedrückte Filament gerade ausreicht, um den Querschnitt deiner Düse zu füllen. Eher noch etwas weniger.
- Mit CNC vielleicht nicht so einfach, aber fahr etwas schneller wenn möglich.
Repetier-Software - the home of Repetier-Host (Windows, Linux and Mac OS X) and Repetier-Firmware.
Repetier-Server - the solution to control your printer from everywhere.
Visit us on Facebook and Twitter!
- Temperatur eher bei 180 als 200.
- Lüfter könnte Wunder bewirken. Das PLA muss hart sein bevor es zu weit runterhängt.
- Wenn du die Flowrate zur Geschwindigkeit drosselst ziehst du das Filament mehr und es hängt weniger durch. Insbesondere wenn width/height zu groß ist für den natürlichen Ausfluß ist das wichtig. Du hast ja keine Lage darunter, wo du das Filament flachdrücken kannst. Die Flowrate sollte also so eingestellt sein, dass das ausgedrückte Filament gerade ausreicht, um den Querschnitt deiner Düse zu füllen. Eher noch etwas weniger.
- Mit CNC vielleicht nicht so einfach, aber fahr etwas schneller wenn möglich.
Repetier-Software - the home of Repetier-Host (Windows, Linux and Mac OS X) and Repetier-Firmware.
Repetier-Server - the solution to control your printer from everywhere.
Visit us on Facebook and Twitter!
|
Re: Mein erster Gehäusedruckversuch mit Skeinforge 01. June 2012 16:20 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 15 |
Hallo zusammen,
vielen Dank für Eure Antworten/Fragen. Ich war gerade ein paar Stunden Offline...
Hier weitere Details zu meiner Konfiguration:
Layer Height (mm): 0,3
Feed Rate: 12
Flow Rate: 10
zu den restlichen Einstellungen habe ich Euch Screenshots von Skeinforge angehängt...
Zu den Fragen/Antworten von Repetier:
- bei 180°C hat sich der aktuelle "Faden" nicht mit dem Rest verbunden. Es scheint, als wäre das Filament bereits zu stark erkaltet, wenn es das bereits vorhandene Werkstück erreicht
- Einen Lüfter werde ich ausprobieren - müßten aber wahrscheinlich sogar zwei oder drei sein, damit bei größeren Werkstücken überall ein Luftstrom vorhanden ist - oder?
- könnte es sein, dass sich die einzelnen Lagen mit einem Lüfter nicht gut miteinander verbinden und leicht voneinander ablösen lassen?
- Wenn ich die Flow Rate zu stark drossel bzw. die Feed Rate zu stark erhöhe, dann wird die Schichtdicke von 0,3mm nicht erreicht. Schon nach wenigen Lagen ist dann zwischen Düse und Werkstück ein viel zu großer Spalt. Wahrscheinlich müßte ich NUR für die Brücken diese Einstellungen verändern (also Bridge Feed Rate und Bridge Flow Rate) oder?
- Wenn ich schneller fahre (was meine CNC hergeben würde, 20mm/s wäre möglich), dann kommt anscheinend der Extruder nicht mehr mit. In den angehängten Bildern seht Ihr eine höhere Feed Rate bei 200°C. Auch bei 190°C das selbe Ergebnis. Es wird anscheinend nicht genug Filament nachgefördert... Welche Feed- und Flow Rate fährst Du?
Viele Grüße,
Poolspieler
vielen Dank für Eure Antworten/Fragen. Ich war gerade ein paar Stunden Offline...
Hier weitere Details zu meiner Konfiguration:
Layer Height (mm): 0,3
Feed Rate: 12
Flow Rate: 10
zu den restlichen Einstellungen habe ich Euch Screenshots von Skeinforge angehängt...
Zu den Fragen/Antworten von Repetier:
- bei 180°C hat sich der aktuelle "Faden" nicht mit dem Rest verbunden. Es scheint, als wäre das Filament bereits zu stark erkaltet, wenn es das bereits vorhandene Werkstück erreicht
- Einen Lüfter werde ich ausprobieren - müßten aber wahrscheinlich sogar zwei oder drei sein, damit bei größeren Werkstücken überall ein Luftstrom vorhanden ist - oder?
- könnte es sein, dass sich die einzelnen Lagen mit einem Lüfter nicht gut miteinander verbinden und leicht voneinander ablösen lassen?
- Wenn ich die Flow Rate zu stark drossel bzw. die Feed Rate zu stark erhöhe, dann wird die Schichtdicke von 0,3mm nicht erreicht. Schon nach wenigen Lagen ist dann zwischen Düse und Werkstück ein viel zu großer Spalt. Wahrscheinlich müßte ich NUR für die Brücken diese Einstellungen verändern (also Bridge Feed Rate und Bridge Flow Rate) oder?
- Wenn ich schneller fahre (was meine CNC hergeben würde, 20mm/s wäre möglich), dann kommt anscheinend der Extruder nicht mehr mit. In den angehängten Bildern seht Ihr eine höhere Feed Rate bei 200°C. Auch bei 190°C das selbe Ergebnis. Es wird anscheinend nicht genug Filament nachgefördert... Welche Feed- und Flow Rate fährst Du?
Viele Grüße,
Poolspieler
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Mein erster Gehäusedruckversuch mit Skeinforge 01. June 2012 17:58 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 2.705 |
Die screenshots deiner Skeinforge Einstellungen waren eine gute idee, die passen nämlich nicht so ganz.
1. Feedrate und Flowrate gleich setzen. Wenn dabei zu viel Filament herauskomt must du Filament Packing Density in Carve reduzieren. Der Parameter ist dazu gedacht das Feedrate und Flowrate übereinstimmen.
2. Layerhöhe 0.3 bei width/height 1.8 ergibt ein gedruckter Querschnitt von A = (((0.3^2) * pi) / 4) + (0.3 * (0.3 * (1.8 - 1))) = 0.142685835 mm^2 zu einem Querschnitt der Düse von 0.3^2*pi/4 = 0.0706858347 - Beim bridging muss also flowrate/feedrate = 0.0706858347/0.142685835 = 0.495394898 sein. Also bei Bridge feedrate multiplier 1.0 muss beim flow ratio 0.495394898 rein oder etwas weniger. Vorausgesetzt der Querschnitt der Düse ist wirklich 0.3 mm.
3. Reduzierung des Tempos für erste Layer ist bei deinem Tempo nicht nötig. Habe mit meiner 0.5er Düse mit PLA 60mm/s gedruckt und ersten layer mit 20-30 mm/s.
4. Reduzier die Layerhöhe um eine bessere Verbindung zur darunter liegenden layer zu bekommen. 0.2 bis 0.25mm sollten passen.
5. Lüfter müsste eigentlich nur am Schlitten befestigt werden und auf das Filament zeigen, dann sollte einer reichen. Das problem ist, wenn er den Druckkopf anstrahlt ändert sich die Temperatur auch im Extruder. Daher würde ich ihn wohl immer mit gleicher Leistung laufen lassen, dann sollte der Extruder das ausgleichen. Habe aber wegen fehlendem Lüfter da keine Erfahrungswerte.
6. Was ist das für ein Extruder der keine 20mm/s schafft? Andere fahren sogar mehr als 100mm/s. Es ist aber zugegebenermaßen etwas gefühl nötig, die richtiger Spannung am idler hinzubekommen, das er nicht durchdreht oder sich festfrist.
7. Mess noch mal deinen PLA Durchmesser, ob der wirklich nur 2,8mm ist. Ich hatte von 2 Herstellern immer 2,87mm. Das macht einen Unterschied für die Berechnung.
8. Bevor du Brücken druckst, teste ob die anderen Einstellungen passen. Also dünnwandige Wände mit einer Schicht um width/height zu prüfen. Eine ebene Fläche mit 100% infill um zu testen ob die Filamentmenge passt oder ob das nur an Filament überquellt (filament packing density) was sich ebenfalls auf das wirkliche width/height auswirkt.
Ok, ich hoffe ich habe dich nicht zu sehr verwirrt. Bei so vielen Parametern verliert man schnell den Überblick.
Repetier-Software - the home of Repetier-Host (Windows, Linux and Mac OS X) and Repetier-Firmware.
Repetier-Server - the solution to control your printer from everywhere.
Visit us on Facebook and Twitter!
1. Feedrate und Flowrate gleich setzen. Wenn dabei zu viel Filament herauskomt must du Filament Packing Density in Carve reduzieren. Der Parameter ist dazu gedacht das Feedrate und Flowrate übereinstimmen.
2. Layerhöhe 0.3 bei width/height 1.8 ergibt ein gedruckter Querschnitt von A = (((0.3^2) * pi) / 4) + (0.3 * (0.3 * (1.8 - 1))) = 0.142685835 mm^2 zu einem Querschnitt der Düse von 0.3^2*pi/4 = 0.0706858347 - Beim bridging muss also flowrate/feedrate = 0.0706858347/0.142685835 = 0.495394898 sein. Also bei Bridge feedrate multiplier 1.0 muss beim flow ratio 0.495394898 rein oder etwas weniger. Vorausgesetzt der Querschnitt der Düse ist wirklich 0.3 mm.
3. Reduzierung des Tempos für erste Layer ist bei deinem Tempo nicht nötig. Habe mit meiner 0.5er Düse mit PLA 60mm/s gedruckt und ersten layer mit 20-30 mm/s.
4. Reduzier die Layerhöhe um eine bessere Verbindung zur darunter liegenden layer zu bekommen. 0.2 bis 0.25mm sollten passen.
5. Lüfter müsste eigentlich nur am Schlitten befestigt werden und auf das Filament zeigen, dann sollte einer reichen. Das problem ist, wenn er den Druckkopf anstrahlt ändert sich die Temperatur auch im Extruder. Daher würde ich ihn wohl immer mit gleicher Leistung laufen lassen, dann sollte der Extruder das ausgleichen. Habe aber wegen fehlendem Lüfter da keine Erfahrungswerte.
6. Was ist das für ein Extruder der keine 20mm/s schafft? Andere fahren sogar mehr als 100mm/s. Es ist aber zugegebenermaßen etwas gefühl nötig, die richtiger Spannung am idler hinzubekommen, das er nicht durchdreht oder sich festfrist.
7. Mess noch mal deinen PLA Durchmesser, ob der wirklich nur 2,8mm ist. Ich hatte von 2 Herstellern immer 2,87mm. Das macht einen Unterschied für die Berechnung.
8. Bevor du Brücken druckst, teste ob die anderen Einstellungen passen. Also dünnwandige Wände mit einer Schicht um width/height zu prüfen. Eine ebene Fläche mit 100% infill um zu testen ob die Filamentmenge passt oder ob das nur an Filament überquellt (filament packing density) was sich ebenfalls auf das wirkliche width/height auswirkt.
Ok, ich hoffe ich habe dich nicht zu sehr verwirrt. Bei so vielen Parametern verliert man schnell den Überblick.
Repetier-Software - the home of Repetier-Host (Windows, Linux and Mac OS X) and Repetier-Firmware.
Repetier-Server - the solution to control your printer from everywhere.
Visit us on Facebook and Twitter!
|
Re: Mein erster Gehäusedruckversuch mit Skeinforge 16. June 2012 16:21 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 15 |
Hallo Zusammen,
erstmal danke für Eure Antworten!
Ich habe seeehr viel getestet.
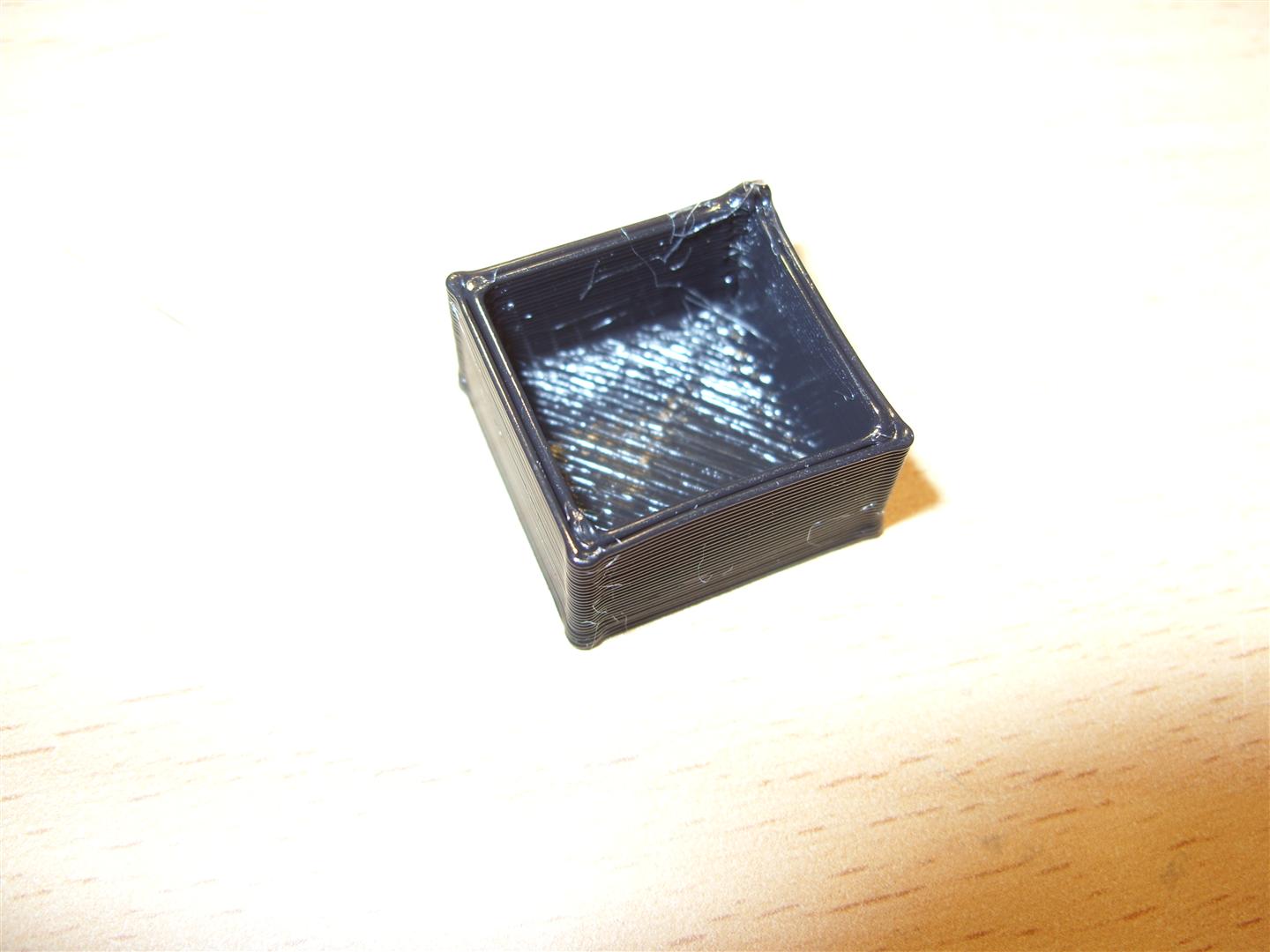
Die Hinweise von Repetier waren gut und haben zumindest zu einem einigermaßen ansehnlichen Ergebnis geführt (siehe Bild).
So richtig zufrieden bin ich damit aber noch nicht...
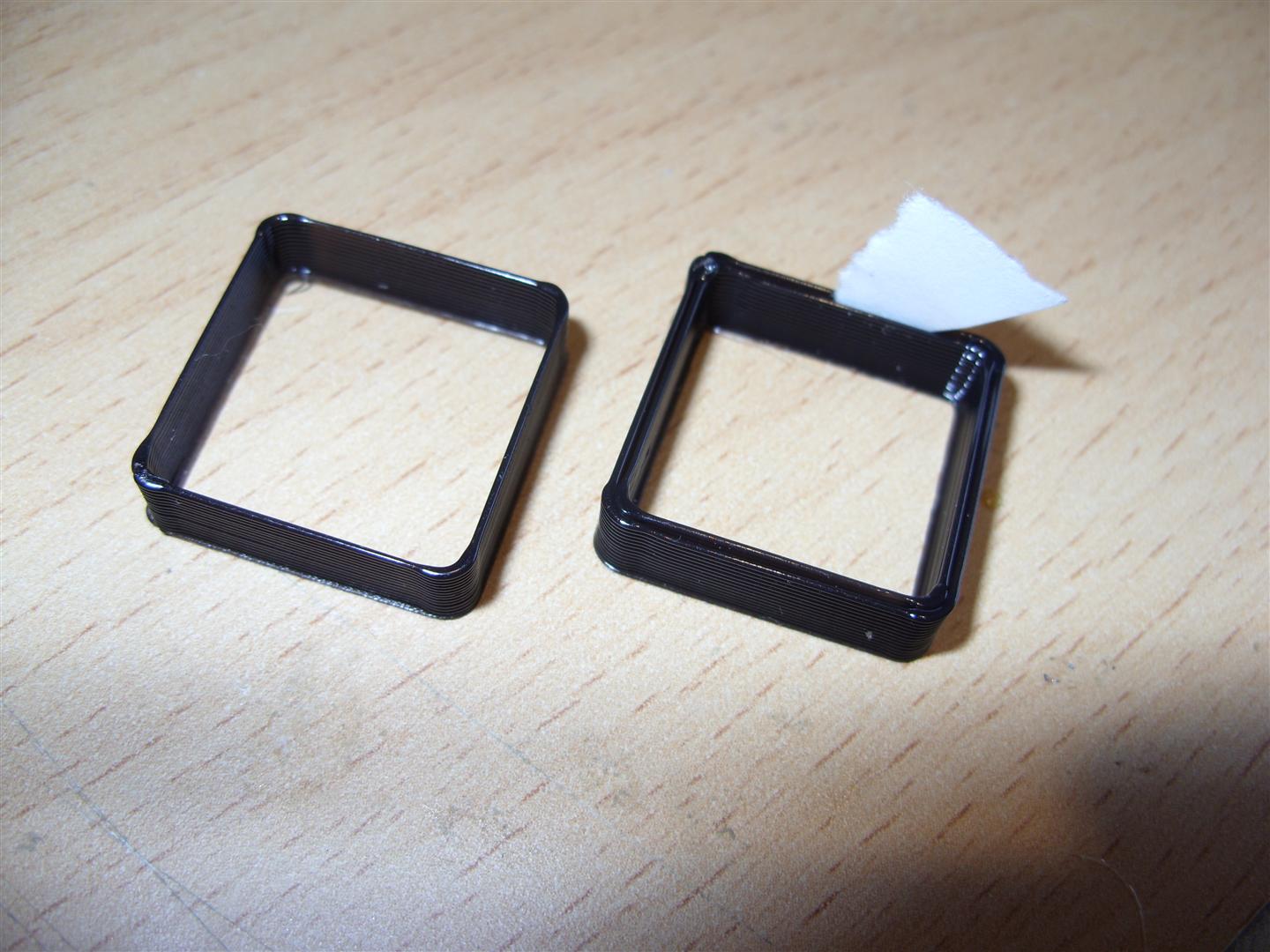
Mir habe einige Leute gesagt, es sei einfacher, mit einer 0,5mm Düse anzufangen. Diese habe ich vor einigen Tagen bekommen - und erste Tests damit gemacht.
Die Druckergebnisse scheinen wirklich besser damit zu sein. Allerdings ist da jetzt alles anders:
- anderer Extruder
- Andere Düse/Hotend (0,5mm)
- Anderes Filament (PLA Schwarz von einem anderen Zulieferer - dieses scheint etwas flexibler zu sein und einen etwas niedrigeren Schmelzpunkt zu haben... Kann mich aber auch täuschen...)
Hier nun meine verzweifelte Frage:
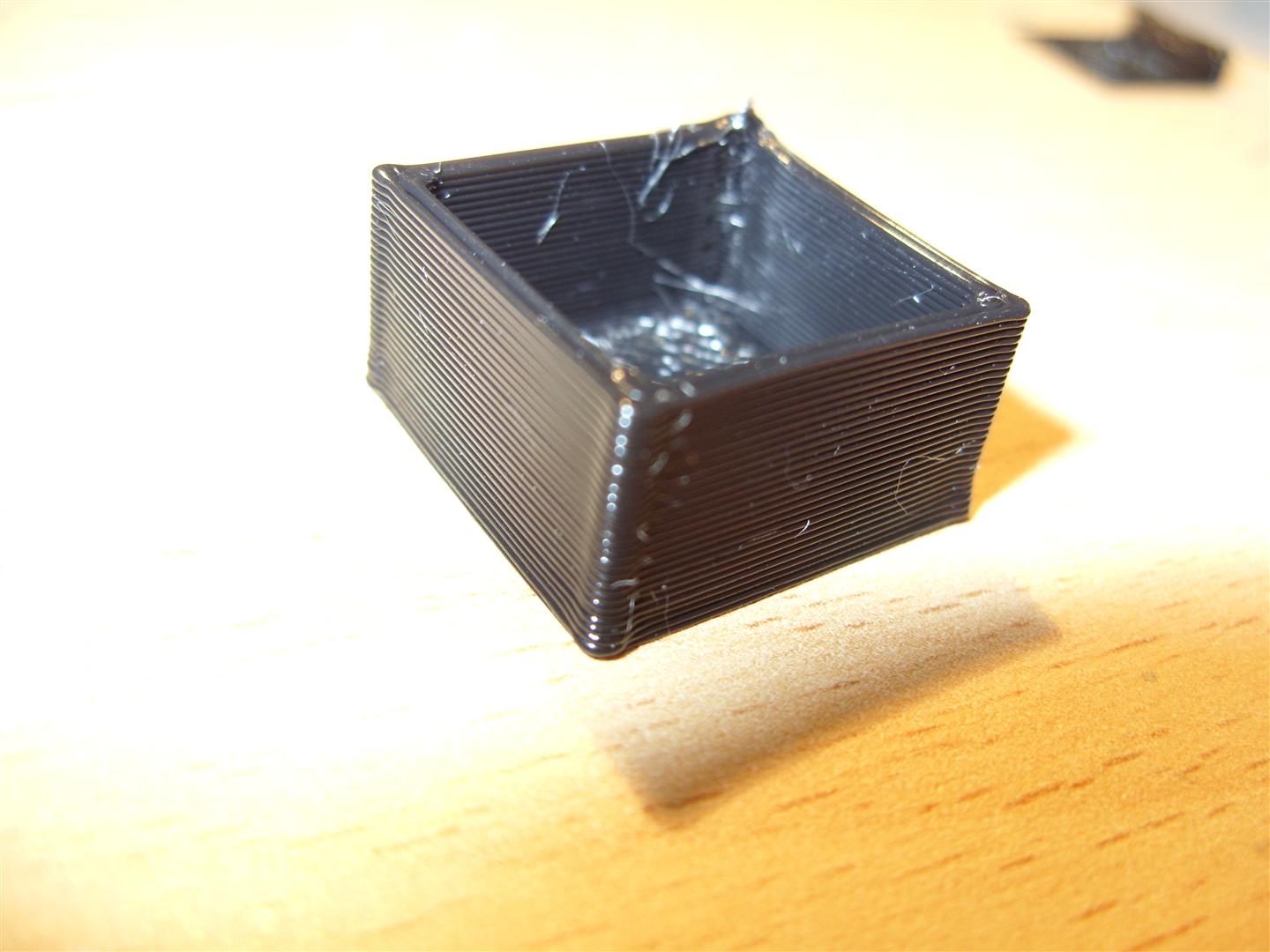
Wie Ihr im Bild (schwarzer Quader) sehen könnt, sind die Druckergebnisse schon recht gleichmäßig. Ich bin aber nicht in der Lage, zwei nebeneinanderliegende Perimeter miteinander zu verschmelzen. Auch wenn ich die Wände so dick mache, dass ein Infill dazwischen liegt, verbinden sich Infill und Perimeter größtenteils nicht. Man kann problemlos den Fingernagel dazwischen stecken. Ich habe schon mit unterschiedlichen Temperaturen (175 - 190 Grad) getestet. Ich habe unterschiedlich große Flow-Rates eingestellt. Und auch mit dem Parameter Carv/Edge Width over Height (ratio) gespielt - alles vergebens die Perimeter wollen nicht miteinander verschmelzen...
die Perimeter wollen nicht miteinander verschmelzen...
Weiß jemand Rat?
Gruß,
Poolspieler
P.s.: Wenn ich die 0,5mm Düse unter Kontrolle habe, dann werde ich mich (bei Gelegenheit...) wieder an die 0,3mm Düse trauen. Wobei ich sagen muss, dass für größerer Teile (z.B. Gehäuse) die 0,5mm Düse besser geeignet scheint...
erstmal danke für Eure Antworten!
Ich habe seeehr viel getestet.
Die Hinweise von Repetier waren gut und haben zumindest zu einem einigermaßen ansehnlichen Ergebnis geführt (siehe Bild).
So richtig zufrieden bin ich damit aber noch nicht...
Mir habe einige Leute gesagt, es sei einfacher, mit einer 0,5mm Düse anzufangen. Diese habe ich vor einigen Tagen bekommen - und erste Tests damit gemacht.
Die Druckergebnisse scheinen wirklich besser damit zu sein. Allerdings ist da jetzt alles anders:
- anderer Extruder
- Andere Düse/Hotend (0,5mm)
- Anderes Filament (PLA Schwarz von einem anderen Zulieferer - dieses scheint etwas flexibler zu sein und einen etwas niedrigeren Schmelzpunkt zu haben... Kann mich aber auch täuschen...)
Hier nun meine verzweifelte Frage:
Wie Ihr im Bild (schwarzer Quader) sehen könnt, sind die Druckergebnisse schon recht gleichmäßig. Ich bin aber nicht in der Lage, zwei nebeneinanderliegende Perimeter miteinander zu verschmelzen. Auch wenn ich die Wände so dick mache, dass ein Infill dazwischen liegt, verbinden sich Infill und Perimeter größtenteils nicht. Man kann problemlos den Fingernagel dazwischen stecken. Ich habe schon mit unterschiedlichen Temperaturen (175 - 190 Grad) getestet. Ich habe unterschiedlich große Flow-Rates eingestellt. Und auch mit dem Parameter Carv/Edge Width over Height (ratio) gespielt - alles vergebens
die Perimeter wollen nicht miteinander verschmelzen...Weiß jemand Rat?
Gruß,
Poolspieler
P.s.: Wenn ich die 0,5mm Düse unter Kontrolle habe, dann werde ich mich (bei Gelegenheit...) wieder an die 0,3mm Düse trauen. Wobei ich sagen muss, dass für größerer Teile (z.B. Gehäuse) die 0,5mm Düse besser geeignet scheint...
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Mein erster Gehäusedruckversuch mit Skeinforge 16. June 2012 18:23 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 198 |
Mit welchem Slicer arbeitest Du denn? Den mußt Du als Erstes in Zusammenarbeit mit Deiner Maschine kalibrieren. Dann klappt es auch mit dem Verschmelzen.
Beispiel Skeinforge: 1. Testdruck mit dem 0.5mm-Single-Wall.stl. Bei Layer-Height=0,4mm sollte Edge-With-over Ratio=1.25 stehen (0,5/0,4=1.25)
2. Wandstärke des gedruckten Teils messen. Wenn sie nicht 0,5mm ist, über den Dreisatz die erforderliche Flow-Rate ermitteln und eingeben. Falls dasedruckte Objekt löchrig ist, solltes Du die Feedrate reduzieren. Für das 0.5mm-Single-Wall habe ich nur 30mm/s. Die Flow-Rate musst Du dann im gleichen Maße senken.
3. Neuen Testdruck starten und Wandstärke messen. Wenn die Wandstärke noch nicht 0,5mm ist, "goto 2. else goto 4."
4. Du hast jetzt Dein Gespann Slicer + Drucker mit 0,5mm-Düse auf 0,5mm-Wandstärke kalibriert. Mit diesen Einstellungen kannst Du jetzt Deinen Drucker mit verschiedenen Geschwindigkeiten fahren. Dabei gilt: Feed-Rate * X = Flow-Rate * X
Gute Nacht sagt
Mirko
PS: Eventuelle Schreibfehler schiebe ich auf unser Dorffest zum 700 jährigen Bestehen, von dem ich gerade komme.
Beispiel Skeinforge: 1. Testdruck mit dem 0.5mm-Single-Wall.stl. Bei Layer-Height=0,4mm sollte Edge-With-over Ratio=1.25 stehen (0,5/0,4=1.25)
2. Wandstärke des gedruckten Teils messen. Wenn sie nicht 0,5mm ist, über den Dreisatz die erforderliche Flow-Rate ermitteln und eingeben. Falls dasedruckte Objekt löchrig ist, solltes Du die Feedrate reduzieren. Für das 0.5mm-Single-Wall habe ich nur 30mm/s. Die Flow-Rate musst Du dann im gleichen Maße senken.
3. Neuen Testdruck starten und Wandstärke messen. Wenn die Wandstärke noch nicht 0,5mm ist, "goto 2. else goto 4."
4. Du hast jetzt Dein Gespann Slicer + Drucker mit 0,5mm-Düse auf 0,5mm-Wandstärke kalibriert. Mit diesen Einstellungen kannst Du jetzt Deinen Drucker mit verschiedenen Geschwindigkeiten fahren. Dabei gilt: Feed-Rate * X = Flow-Rate * X
Gute Nacht sagt
Mirko
PS: Eventuelle Schreibfehler schiebe ich auf unser Dorffest zum 700 jährigen Bestehen, von dem ich gerade komme.
|
Re: Mein erster Gehäusedruckversuch mit Skeinforge 18. June 2012 10:51 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 15 |
Hallo Mirko,
danke für Deine Antwort - nach einem Dorffest würde ich so eine Antwort nicht mehr zustande bringen...
Ich habe es ausprobiert. Meine Kalibrierung war tatsächlich nicht korrekt (ich habe versucht, über Filament Packing Density zu kalibrieren...).
Ich habe wie oben von Dir beschrieben kalibriert.
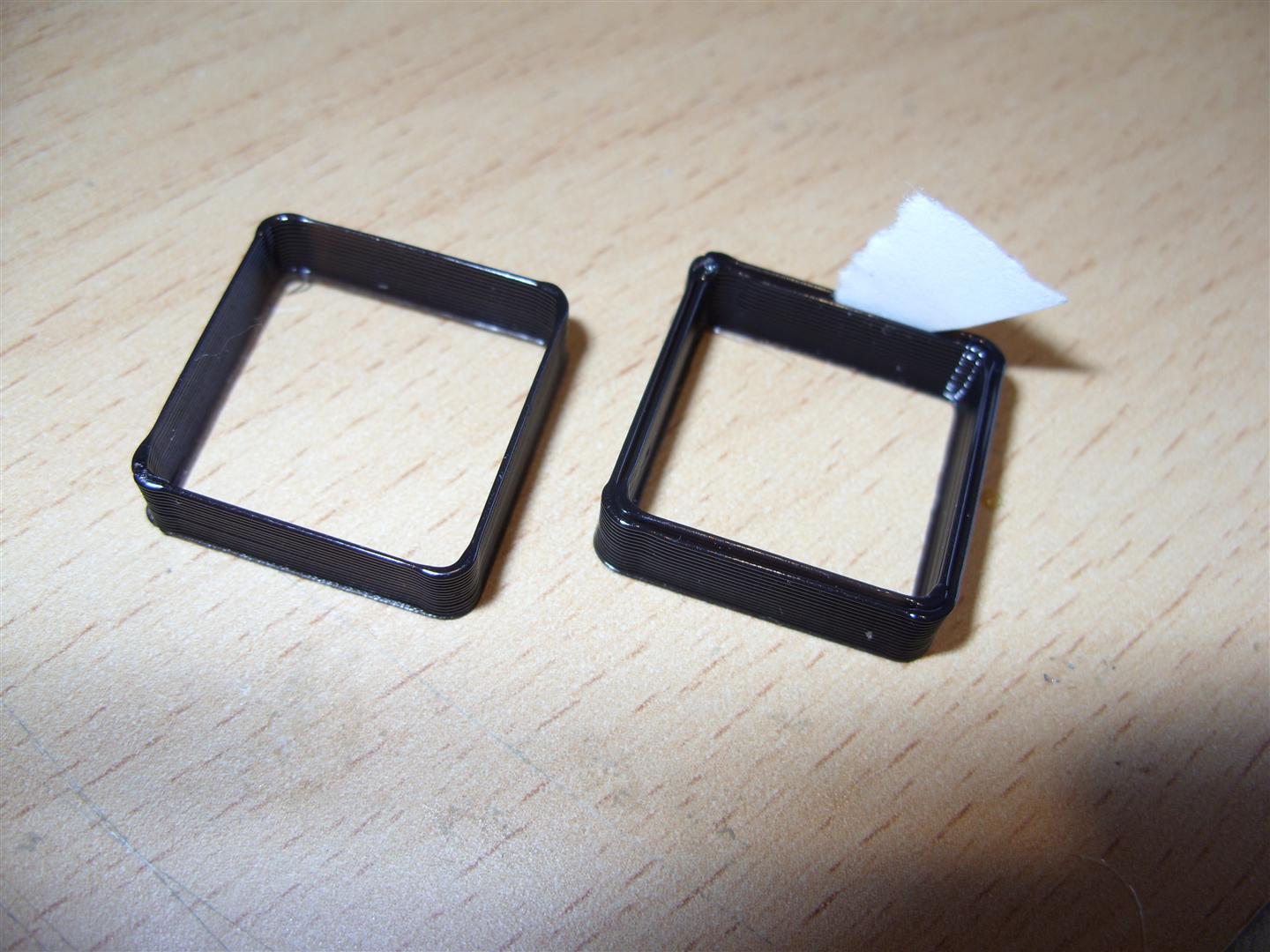
Nun kann ich wunderbar single-Wall-Objekte mit exakt 0,5mm Stärke drucken. ABER:
Wie im Bild (rechts) zu erkennen, verbinden sie die Perimeter immer noch nicht *heul*
*heul*
Ich habe es sowohl MIT, als auch OHNE externen Lüfter probiert.
Auch bei 175°C und 185°C - ich weiß nicht mehr weiter...
Gruß,
Poolspieler
danke für Deine Antwort - nach einem Dorffest würde ich so eine Antwort nicht mehr zustande bringen...
Ich habe es ausprobiert. Meine Kalibrierung war tatsächlich nicht korrekt (ich habe versucht, über Filament Packing Density zu kalibrieren...).
Ich habe wie oben von Dir beschrieben kalibriert.
Nun kann ich wunderbar single-Wall-Objekte mit exakt 0,5mm Stärke drucken. ABER:
Wie im Bild (rechts) zu erkennen, verbinden sie die Perimeter immer noch nicht
*heul*Ich habe es sowohl MIT, als auch OHNE externen Lüfter probiert.
Auch bei 175°C und 185°C - ich weiß nicht mehr weiter...
Gruß,
Poolspieler
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Mein erster Gehäusedruckversuch mit Skeinforge 18. June 2012 16:44 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 198 |
Wie groß ist den die Wandstärke des zu druckenden Objekts? Der Slicer muss nämlich auch die Möglichkeit nerhalten, die endstehende Lücke zwischen Innenwand und Außenwand zu füllen. Wenn der Abstand kleiner als Deine Druckbreite ist, hat er da manchmal Probleme. Voraussetzung ist allerdings, daß "Edge-Width-over Ratio" richtig eingegeben wurde!
Beispiel 1: Wand=1,3mm -> Spalt=0,3mm < 0,5mm -> Füllen nein
Beispiel 2: Wand=1,6mm -> Spalt=0,6mm >= 0,5mm -> Füllen ja
Prüfe das mal nach.
Grüße von
Mirko
1-mal bearbeitet. Zuletzt am 18.06.12 18:03.
Beispiel 1: Wand=1,3mm -> Spalt=0,3mm < 0,5mm -> Füllen nein
Beispiel 2: Wand=1,6mm -> Spalt=0,6mm >= 0,5mm -> Füllen ja
Prüfe das mal nach.
Grüße von
Mirko
1-mal bearbeitet. Zuletzt am 18.06.12 18:03.
|
Re: Mein erster Gehäusedruckversuch mit Skeinforge 18. June 2012 17:51 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 15 |
|
Re: Mein erster Gehäusedruckversuch mit Skeinforge 18. June 2012 18:10 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 198 |
|
Re: Mein erster Gehäusedruckversuch mit Skeinforge 19. June 2012 06:45 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 15 |
Hallo Mirko,
ich bin gerade auf 0,8mm runter gegangen (wegen dem Perimeter Overlap ist das für eine Periemeterbreite von 0,5mm möglich bzw. NÖTIG).
Es ist ja eigentlich logisch, wenn der Abstand der Perimeter genau der Breite entspricht, dann kann sich das nicht (oder fast nicht) mit einander verschmelzen.
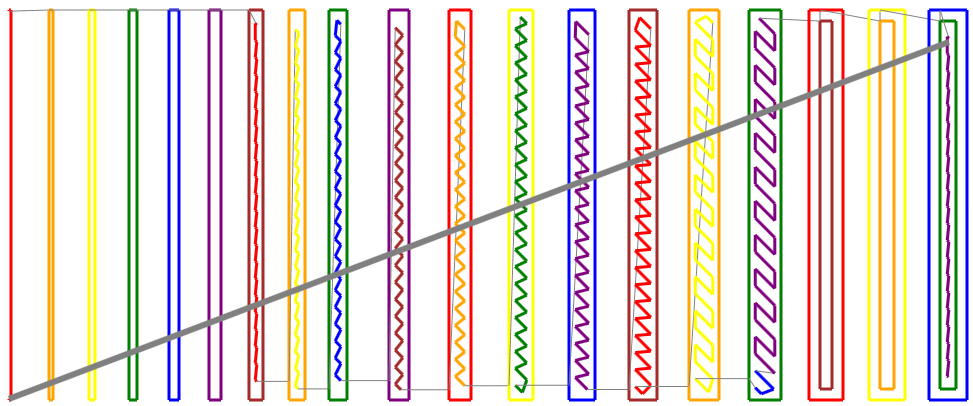
Zur Veranschaulichung habe ich mal Balken von 0,4mm bis 2,0mm Breite erzeugt und mit Skeinforge berechnen lassen.
Hier sieht man sehr schön den Effekt, den ich meine.
Vielleicht gibt es aber noch einen Parameter, mit dem man auch die "Zwischengrößen" gut drucken kann... ohne dass Luft dazwischen ist.
--> Wennn man eine Wandstärke von z.B. 1,1mm drucken will:
Breite des Periemters/Infill sei 0,5mm.
Bei einem Overlap von 0,2 (ratio) ist dann für eine dritte Bahn einfach kein Platz.
Perimeter1 0,5mm
+ Perimeter2 0,5mm
- Overlap Perimeter1 0,1mm
- Overlap Perimeter2 0,1mm
+ theoretisches Infill 0,5mm
= 1,3mm --> GEHT ALSO NICHT
Es werden also nur die zwei Perimeter OHNE Infill gedruckt. Oder habe ich was falsch verstanden...???
Viele Grüße,
Poolspieler
ich bin gerade auf 0,8mm runter gegangen (wegen dem Perimeter Overlap ist das für eine Periemeterbreite von 0,5mm möglich bzw. NÖTIG).
Es ist ja eigentlich logisch, wenn der Abstand der Perimeter genau der Breite entspricht, dann kann sich das nicht (oder fast nicht) mit einander verschmelzen.
Zur Veranschaulichung habe ich mal Balken von 0,4mm bis 2,0mm Breite erzeugt und mit Skeinforge berechnen lassen.
Hier sieht man sehr schön den Effekt, den ich meine.
Vielleicht gibt es aber noch einen Parameter, mit dem man auch die "Zwischengrößen" gut drucken kann... ohne dass Luft dazwischen ist.
--> Wennn man eine Wandstärke von z.B. 1,1mm drucken will:
Breite des Periemters/Infill sei 0,5mm.
Bei einem Overlap von 0,2 (ratio) ist dann für eine dritte Bahn einfach kein Platz.
Perimeter1 0,5mm
+ Perimeter2 0,5mm
- Overlap Perimeter1 0,1mm
- Overlap Perimeter2 0,1mm
+ theoretisches Infill 0,5mm
= 1,3mm --> GEHT ALSO NICHT
Es werden also nur die zwei Perimeter OHNE Infill gedruckt. Oder habe ich was falsch verstanden...???
Viele Grüße,
Poolspieler
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Mein erster Gehäusedruckversuch mit Skeinforge 19. June 2012 15:22 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 198 |
Das ist genau das, was ich aussagen wollte. Um die Überlappung hatte ich mir an der Stelle noch keine Gedanken gemacht. Da bist Du also schon ein Stück weiter gegangen. Respekt!
In Deinem Beispiel sieht man auch schön, wie er bei eingestellten "Extra Shells" erst normal füllt, und ab einer bestimmten Wandstärke plötzlich die zusätzlichen Bahnen legt.
Grüße von
Mirko
In Deinem Beispiel sieht man auch schön, wie er bei eingestellten "Extra Shells" erst normal füllt, und ab einer bestimmten Wandstärke plötzlich die zusätzlichen Bahnen legt.
Grüße von
Mirko
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.