Cura 1. Layer
geschrieben von Arakon
|
Cura 1. Layer 15. November 2014 03:40 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 157 |
Ich slice seit kurzem mit Cura, weil damit die Supports und die obere Oberfläche deutlich besser rauskommen, als mit Skeinforge.
Allerdings hab ich ein seltsames Problem mit dem ersten Layer.
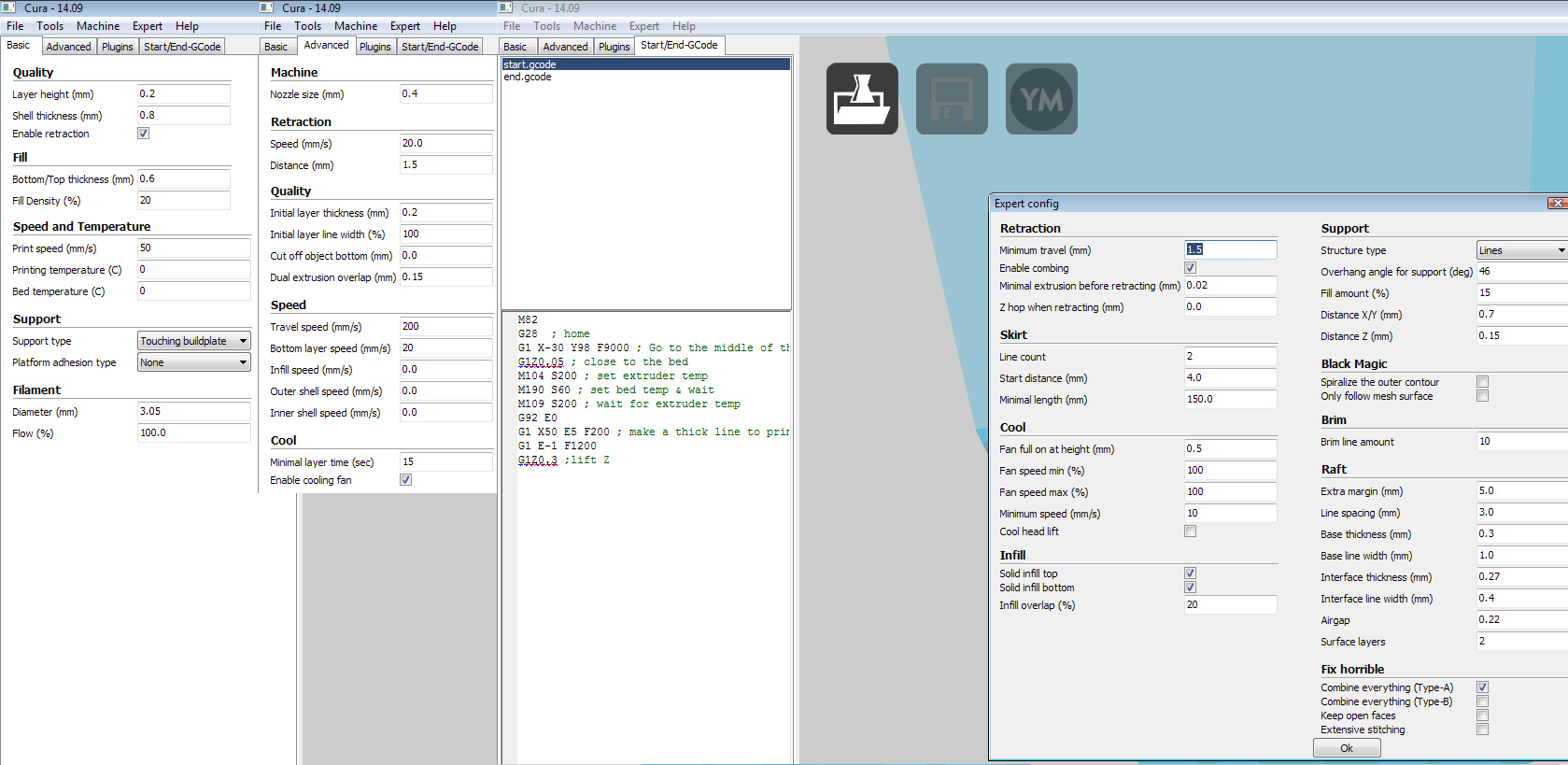
Der ist immer extrem dünn. Beim Mendel90 start.code wird normal eine dicke Linie gemalt um den Extruder bereit zu machen, danach macht das Teil einen Skirt. Die Linie wird manchmal absolut gar nicht gezogen (man sieht aber auf dem Druckbett, dass der Extruder drübergewischt ist), der Skirt ist extrem schmal (0.1mm breit, oder sogar weniger) und auch sehr dünn.
Das Seltsame ist, dass die gleichen Objekte, sliced mit Skeinforge und den (mMn) gleichen Settings, völlig problemlos Skirt und Priming Linie ziehen. Am Drucker selbst ist nichts geändert worden.
Der Rest des Drucks kommt auch äusserst sauber raus.
Als Laie würde ich sagen, die Düse ist beim ersten Layer zu tief.. aber das sollte eigentlich nicht möglich sein, der Abstand ist in der Firmware vorgegeben.
Settings hab ich drangehängt. Skirt Lines ist eigentlich bei 1, ich hatte das nur experimentell auf 2 gestellt, aber konnte es noch nicht testen.
Allerdings hab ich ein seltsames Problem mit dem ersten Layer.
Der ist immer extrem dünn. Beim Mendel90 start.code wird normal eine dicke Linie gemalt um den Extruder bereit zu machen, danach macht das Teil einen Skirt. Die Linie wird manchmal absolut gar nicht gezogen (man sieht aber auf dem Druckbett, dass der Extruder drübergewischt ist), der Skirt ist extrem schmal (0.1mm breit, oder sogar weniger) und auch sehr dünn.
Das Seltsame ist, dass die gleichen Objekte, sliced mit Skeinforge und den (mMn) gleichen Settings, völlig problemlos Skirt und Priming Linie ziehen. Am Drucker selbst ist nichts geändert worden.
Der Rest des Drucks kommt auch äusserst sauber raus.
Als Laie würde ich sagen, die Düse ist beim ersten Layer zu tief.. aber das sollte eigentlich nicht möglich sein, der Abstand ist in der Firmware vorgegeben.
Settings hab ich drangehängt. Skirt Lines ist eigentlich bei 1, ich hatte das nur experimentell auf 2 gestellt, aber konnte es noch nicht testen.
|
Re: Cura 1. Layer 15. November 2014 05:20 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 857 |
Hi Arakon,
mal Settings die nicht nur für den 1. Layer als gut befunden sind.
Basic:
Bei Layerhöhe von 0,2´
Fill Bottom/Top thickness 0.8 (ist für <2 auch gut für schöne Topfills)
Advanced:
Bei 0,4 Düse
Retract Speed 30-40 mm/s
Quality Initial Layer thickness 0.3mm bei 100%
Speed - Bottom Speed 20-25 mm/s
Cool - Minimal layer time 5s (gerade bei kleinen Teilen wichtig, nicht zu lange auf dem Druck zu verweilen, da untere Schichten wieder mit aufgewärmt werden)
Die Experten Settings standard lassen.
Bei Skirt kann man die Distanz auf 200 setzen, wenn noch nicht genug Material am Anfang zuverlässig geliefert wird.
Infill Overlap reicht eigentlich 15%
Deinen Start GCode kann ich nicht so ganz nachvollziehen, wenn alles mit der Druckbett Kalibrierung Blatt/Düse eingestellt ist, sollte der GCode eigentlich wie unten aussehen:
Im Standard nimmt Cura beim Endcode für Extruder G1 E-1 F300 und
G1 Z+0.5 E-5 X-20 Y-20 F{travel_speed} ;move Z up a bit and retract filament even more,
dies wird beim Anfang eines neuen Drucks mit etwas G1 F200 E3 kompensiert.
G21 ;metric values
G90 ;absolute positioning
M82 ;set extruder to absolute mode
M107 ;start with the fan off
G28 X0 Y0 ;move X/Y to min endstops
G28 Z0 ;move Z to min endstops
G1 Z15.0 F{travel_speed} ;move the platform down 15mm
G92 E0 ;zero the extruded length
G1 F200 E3 ;extrude 3mm of feed stock
G92 E0 ;zero the extruded length again
G1 F{travel_speed}
;Put printing message on LCD screen
M117 Printing...
Benötige nicht wirklich irgendwelche manuellen Z Lifts usw. Klar kann man machen um Filamentabstreiffunktion zu implementieren, nur muß der Rest dazu passen.
So ganz kann man Skeinforge und Cura Settings nicht übernehmen, da bei Skeinforge noch Abhängigkeiten fine getuned werden können. Cura bietet schon gute Abstimmungen zwischen den einzelnen Parametern.
Deswegen empfehle ich Druckereinsteigern, hiermit zu starten, um erst einmal ein Gefühl dafür bekommen zu können.
Nacher sind dann die Slic3r und Skeinforge für knifflige Drucke interessant.
Grüße Jörg
1-mal bearbeitet. Zuletzt am 15.11.14 05:30.
DIY Graber i3, based on Ramps 1.4 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Und sollte ich vergessen haben, jemanden zu beschimpfen, dann bitte ich um Verzeihung!
Johannes Brahms
mal Settings die nicht nur für den 1. Layer als gut befunden sind.
Basic:
Bei Layerhöhe von 0,2´
Fill Bottom/Top thickness 0.8 (ist für <2 auch gut für schöne Topfills)
Advanced:
Bei 0,4 Düse
Retract Speed 30-40 mm/s
Quality Initial Layer thickness 0.3mm bei 100%
Speed - Bottom Speed 20-25 mm/s
Cool - Minimal layer time 5s (gerade bei kleinen Teilen wichtig, nicht zu lange auf dem Druck zu verweilen, da untere Schichten wieder mit aufgewärmt werden)
Die Experten Settings standard lassen.
Bei Skirt kann man die Distanz auf 200 setzen, wenn noch nicht genug Material am Anfang zuverlässig geliefert wird.
Infill Overlap reicht eigentlich 15%
Deinen Start GCode kann ich nicht so ganz nachvollziehen, wenn alles mit der Druckbett Kalibrierung Blatt/Düse eingestellt ist, sollte der GCode eigentlich wie unten aussehen:
Im Standard nimmt Cura beim Endcode für Extruder G1 E-1 F300 und
G1 Z+0.5 E-5 X-20 Y-20 F{travel_speed} ;move Z up a bit and retract filament even more,
dies wird beim Anfang eines neuen Drucks mit etwas G1 F200 E3 kompensiert.
G21 ;metric values
G90 ;absolute positioning
M82 ;set extruder to absolute mode
M107 ;start with the fan off
G28 X0 Y0 ;move X/Y to min endstops
G28 Z0 ;move Z to min endstops
G1 Z15.0 F{travel_speed} ;move the platform down 15mm
G92 E0 ;zero the extruded length
G1 F200 E3 ;extrude 3mm of feed stock
G92 E0 ;zero the extruded length again
G1 F{travel_speed}
;Put printing message on LCD screen
M117 Printing...
Benötige nicht wirklich irgendwelche manuellen Z Lifts usw. Klar kann man machen um Filamentabstreiffunktion zu implementieren, nur muß der Rest dazu passen.
So ganz kann man Skeinforge und Cura Settings nicht übernehmen, da bei Skeinforge noch Abhängigkeiten fine getuned werden können. Cura bietet schon gute Abstimmungen zwischen den einzelnen Parametern.
Deswegen empfehle ich Druckereinsteigern, hiermit zu starten, um erst einmal ein Gefühl dafür bekommen zu können.
Nacher sind dann die Slic3r und Skeinforge für knifflige Drucke interessant.
Grüße Jörg
1-mal bearbeitet. Zuletzt am 15.11.14 05:30.
DIY Graber i3, based on Ramps 1.4 / LCD-SD-support / Marlin / MK8 upgraded direct drive

{kind=link}
{kind=link}
Home of Graber i3 reloaded, based on Ramps 1.4_TMC2100 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Und sollte ich vergessen haben, jemanden zu beschimpfen, dann bitte ich um Verzeihung!
Johannes Brahms
|
Re: Cura 1. Layer 15. November 2014 06:43 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 157 |
|
Re: Cura 1. Layer 15. November 2014 08:09 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 157 |
Ich glaube, ich habe den Unterschied gefunden.
Layer 1 wird in Skeinforge auf Z 0.400 gelegt, in Cura auf 0.2.
Jeweils bei 0.2 mm Layerhöhe.
Ich hab mal grob die ersten 3 Layer angehängt, da sieht man den Unterschied. Lieg ich da richtig?
Mein Cura Startcode sieht jetzt übrigens so aus:
Wenn ich in der fettgedruckten Zeile Z auf 0.4 setze, sollte doch die gleiche Höhe rauskommen wie bei Skeinforge, oder?
G1Z0.05 ist übrigens nur drin, um ein Sabbern der Düse beim Aufheizen zu stoppen.
Ich hab eben auch nochmal am Skirt nachgemessen, zumindest da, wo er auch gedruckt wurde.. der ist fast genau 0.2 mm dünner als mit Skeinforge (0.04mm vs. 0.24mm), was meine Theorie da bestätigen würde.
2-mal bearbeitet. Zuletzt am 15.11.14 08:31.
Layer 1 wird in Skeinforge auf Z 0.400 gelegt, in Cura auf 0.2.
Jeweils bei 0.2 mm Layerhöhe.
Ich hab mal grob die ersten 3 Layer angehängt, da sieht man den Unterschied. Lieg ich da richtig?
Mein Cura Startcode sieht jetzt übrigens so aus:
M82 ;set extruder to absolute mode
M107 ;start with the fan off
M140 S60
G28
G1 X0 Y98 F9000
G1Z0.05
M109 S200
M190 S60
G21 ;metric values
G90 ;absolute positioning
G1 Z15.0 F{travel_speed} ;move the platform down 15mm
G92 E0 ;zero the extruded length
G1 F100 E10 ;extrude 3mm of feed stock
G1 X50 E5 F200
G92 E0 ;zero the extruded length again
G1 Y150 F7800 Z0.2
G1 F{travel_speed}
;Put printing message on LCD screen
M117 Printing...
Wenn ich in der fettgedruckten Zeile Z auf 0.4 setze, sollte doch die gleiche Höhe rauskommen wie bei Skeinforge, oder?
G1Z0.05 ist übrigens nur drin, um ein Sabbern der Düse beim Aufheizen zu stoppen.
Ich hab eben auch nochmal am Skirt nachgemessen, zumindest da, wo er auch gedruckt wurde.. der ist fast genau 0.2 mm dünner als mit Skeinforge (0.04mm vs. 0.24mm), was meine Theorie da bestätigen würde.
2-mal bearbeitet. Zuletzt am 15.11.14 08:31.
|
Re: Cura 1. Layer 15. November 2014 08:53 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 857 |
Hallo Arakon,
da fehlt noch einiges an Verständnis, iss nicht schlimm, aber nochmal...
Cura ist bei dir auf "Quality Initial Layer thickness 0.2mm" eingestellt. Das heißt der erste Layer wird mit 0,2mm gedruckt. Wenn du 0,4mm haben willst dann auch so einstellen, ob´s jetzt Sinn macht oder nicht.
Oben sind meine Empfehlungen und da ist Quality Initial Layer thickness auf 0.3mm eingestellt, bei einer 0.4er Düse.
Zu deinem Startcode, wenn im Endcode das Filament um 5mm zurückgezogen wird, muß diese Distanz auch annähernd beim nächsten Druckstart auch wieder ausgegeben werden, hier nur 3mm damit das Austropfen der Düse nicht gleich anfängt, der Rest wird beim Skirt legen erledigt, oder bei dir halt mit der ersten gefahrenen Linie.
Was nophead einstellt /empfiehlt, hebt nicht Cura Settings auf, du mußt verstehen, wie du es in Cura passend umsetzt, also bitte "das Ganze" sehen, in diesem Fall Start-/Endcode.
Wenn du G1 Y150 F7800 Z0.2 im Startcode setzt, wird das nur hier verwendet bis der eigentliche Druck des Teils beginnt, ab da wird mit den Parametern von Cura gedruckt und das wäre bei Quality Initial Layer thickness 0.2mm mit 0,2mm oder bei Quality Initial Layer thickness 0.3mm dann mit 0,3mm der erste Layer gedruckt.
Grüße Jörg
1-mal bearbeitet. Zuletzt am 15.11.14 08:56.
DIY Graber i3, based on Ramps 1.4 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Und sollte ich vergessen haben, jemanden zu beschimpfen, dann bitte ich um Verzeihung!
Johannes Brahms
da fehlt noch einiges an Verständnis, iss nicht schlimm, aber nochmal...
Cura ist bei dir auf "Quality Initial Layer thickness 0.2mm" eingestellt. Das heißt der erste Layer wird mit 0,2mm gedruckt. Wenn du 0,4mm haben willst dann auch so einstellen, ob´s jetzt Sinn macht oder nicht.
Oben sind meine Empfehlungen und da ist Quality Initial Layer thickness auf 0.3mm eingestellt, bei einer 0.4er Düse.
Zu deinem Startcode, wenn im Endcode das Filament um 5mm zurückgezogen wird, muß diese Distanz auch annähernd beim nächsten Druckstart auch wieder ausgegeben werden, hier nur 3mm damit das Austropfen der Düse nicht gleich anfängt, der Rest wird beim Skirt legen erledigt, oder bei dir halt mit der ersten gefahrenen Linie.
Was nophead einstellt /empfiehlt, hebt nicht Cura Settings auf, du mußt verstehen, wie du es in Cura passend umsetzt, also bitte "das Ganze" sehen, in diesem Fall Start-/Endcode.
Wenn du G1 Y150 F7800 Z0.2 im Startcode setzt, wird das nur hier verwendet bis der eigentliche Druck des Teils beginnt, ab da wird mit den Parametern von Cura gedruckt und das wäre bei Quality Initial Layer thickness 0.2mm mit 0,2mm oder bei Quality Initial Layer thickness 0.3mm dann mit 0,3mm der erste Layer gedruckt.
Grüße Jörg
1-mal bearbeitet. Zuletzt am 15.11.14 08:56.
DIY Graber i3, based on Ramps 1.4 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Home of Graber i3 reloaded, based on Ramps 1.4_TMC2100 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Und sollte ich vergessen haben, jemanden zu beschimpfen, dann bitte ich um Verzeihung!
Johannes Brahms
|
Re: Cura 1. Layer 15. November 2014 09:04 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 157 |
Das Problem ist nicht die initial layer thickness. Ich will den Layer nicht dicker haben (das führt ja auch zu mehr Filamentausgabe), sondern dass mir Cura nicht beim ersten Layer ein Muster in die Haarsprayschicht fräst, während es bei Skeinforge den ersten Layer sauber aufs Bett drückt. Cura fängt effektiv 0.2 mm tiefer an zu drucken, als Skeinforge, trotz der Einstellung 0.2mm für den ersten Layer bei beiden.
|
Re: Cura 1. Layer 15. November 2014 09:28 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 857 |
Ähm, wenn die Düse sich in dein Druckbett eingräbt liegt nicht an Cura!
Wenn du in deinem Startcode einen falschen Offset setzt, und den Nullpunkt 0,2mm unter dem Bett setzt, dann muß er bei Z0.2 (wäre dann im Absoluten Koordinatensystem Z0), über das Bett kratzen.
Ich würde das Profil des Mendel in Cura neu anlegen und den standard Startcode erst einmal benutzen.
Dann passen auch deine Abstände. Vorrausgesetzt das Bett ist richtig kallibriert!
DIY Graber i3, based on Ramps 1.4 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Und sollte ich vergessen haben, jemanden zu beschimpfen, dann bitte ich um Verzeihung!
Johannes Brahms
Wenn du in deinem Startcode einen falschen Offset setzt, und den Nullpunkt 0,2mm unter dem Bett setzt, dann muß er bei Z0.2 (wäre dann im Absoluten Koordinatensystem Z0), über das Bett kratzen.
Ich würde das Profil des Mendel in Cura neu anlegen und den standard Startcode erst einmal benutzen.
Dann passen auch deine Abstände. Vorrausgesetzt das Bett ist richtig kallibriert!
DIY Graber i3, based on Ramps 1.4 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Home of Graber i3 reloaded, based on Ramps 1.4_TMC2100 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Und sollte ich vergessen haben, jemanden zu beschimpfen, dann bitte ich um Verzeihung!
Johannes Brahms
|
Re: Cura 1. Layer 15. November 2014 09:55 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 157 |
Genau nach dem Offset frage ich doch. Der standard Startcode macht nichts anderes als mein aktueller (ausser meinen Extruder schreddern, weil das Ding versucht zu homen wenn die Düse ganz unten ist und damit in meine Clips gerammt wird). Er versucht immer noch, sich ins Druckbett zu graben. Das ist mit einem neuen Profil, nur Temperatur und Nullpunkt (0.0) angepasst.
Siehe Bild. Skeinforge macht eine schöne, solide Linie als Outline, Cura kratzt über das Bett und kriegt kein Filament raus, weil die Düse geblockt ist. Bei Skeinforge ist es der Skirt, den hat Cura gar nicht erst sichtbar aufs Bett gekriegt, beim Cura Foto eben die erste Objektoutline.
Edit: Ich hab jetzt mal trotzdem mit der initial layer height rumgespielt. Wenn ich die auf 0.45 setze und dafür die initial layer width runterschraube, klappt es einigermaßen. Dennoch ist seltsamerweise der Skirt immer einen knappen halben mm dünner, als dann der eigentliche bottom layer.
2-mal bearbeitet. Zuletzt am 15.11.14 10:29.
Siehe Bild. Skeinforge macht eine schöne, solide Linie als Outline, Cura kratzt über das Bett und kriegt kein Filament raus, weil die Düse geblockt ist. Bei Skeinforge ist es der Skirt, den hat Cura gar nicht erst sichtbar aufs Bett gekriegt, beim Cura Foto eben die erste Objektoutline.
Edit: Ich hab jetzt mal trotzdem mit der initial layer height rumgespielt. Wenn ich die auf 0.45 setze und dafür die initial layer width runterschraube, klappt es einigermaßen. Dennoch ist seltsamerweise der Skirt immer einen knappen halben mm dünner, als dann der eigentliche bottom layer.
2-mal bearbeitet. Zuletzt am 15.11.14 10:29.
{kind=link}
{kind=link}
|
Re: Cura 1. Layer 15. November 2014 11:35 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 857 |
Ich glaub du willst es nicht verstehen, mach es doch nicht komplizierter als es ist.
Erst einmal postest du hier zweierlei Startcodes, dann stimmen die Reihenfolgen nicht.
Cura hat keinen Offset, den hast du dir mit deinem Startcode reingebaut.
Nimm den Standard von Cura, dann kannst du Stück für Stück deinen GCode in die Startroutine reinbasteln.
Ich weiß auch nicht, warum der Mittelpunk X/Y0 sein soll, es wird ja ebenfalls Marlin beim Mendel90 als Firmware verwand.
Würde für X/Y 0 links vorne des Druckbetts definieren, wird durch Center X/Y0 deaktiviert, ist im Moment aktiv. Naja und halt hier ín der Firmware neu eingestellt und uploaden:
#define X_MIN_POS 0
#define X_MAX_POS 200
#define Y_MIN_POS 0
#define Y_MAX_POS 200
Falls du es doch aktiv läßt, dann unten die Zeile hiermit ersetzen G28 X-100 Y-100 ;move X/Y to min endstops
Das ist der Standard GCode
;Sliced at: {day} {date} {time}
;Basic settings: Layer height: {layer_height} Walls: {wall_thickness} Fill: {fill_density}
;Print time: {print_time}
;Filament used: {filament_amount}m {filament_weight}g
;Filament cost: {filament_cost}
M190 S{print_bed_temperature} ;Uncomment to add your own bed temperature line
M109 S{print_temperature} ;Uncomment to add your own temperature line
G21 ;metric values
G90 ;absolute positioning
M82 ;set extruder to absolute mode
M107 ;start with the fan off
G28 X0 Y0 ;move X/Y to min endstops
G28 Z0 ;move Z to min endstops
G1 Z15.0 F{travel_speed} ;move the platform down 15mm
G92 E0 ;zero the extruded length
G1 F200 E3 ;extrude 3mm of feed stock
G92 E0 ;zero the extruded length again
G1 F{travel_speed}
;Put printing message on LCD screen
M117 Printing...
Wenn du mal G1 Z0 in der Commandoshell eingibst, dann muß das Null sein und ein Blattpapier muss leicht unterschiebar sein. 0.4 bei Skeinforge kann keiner sagen ob das das dann auch soviel Abstand zum Druckbett wirklich ist. Wenn alles Ok mit deinen Endstopps, dann ist bei Cura da genauso Null wie bei Skeinforge. Normal meckert Cura z.B. wenn die Layer hight genauso groß ist wie der Düsendurchmesser.
Naja, du wirst das schon finden, mehr kann ich dazu nicht mehr schreiben.
Hier noch die GCode-Übersicht reprap.org/wiki/Gcode
DIY Graber i3, based on Ramps 1.4 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Und sollte ich vergessen haben, jemanden zu beschimpfen, dann bitte ich um Verzeihung!
Johannes Brahms
Erst einmal postest du hier zweierlei Startcodes, dann stimmen die Reihenfolgen nicht.
Cura hat keinen Offset, den hast du dir mit deinem Startcode reingebaut.
Nimm den Standard von Cura, dann kannst du Stück für Stück deinen GCode in die Startroutine reinbasteln.
Ich weiß auch nicht, warum der Mittelpunk X/Y0 sein soll, es wird ja ebenfalls Marlin beim Mendel90 als Firmware verwand.
Würde für X/Y 0 links vorne des Druckbetts definieren, wird durch Center X/Y0 deaktiviert, ist im Moment aktiv. Naja und halt hier ín der Firmware neu eingestellt und uploaden:
#define X_MIN_POS 0
#define X_MAX_POS 200
#define Y_MIN_POS 0
#define Y_MAX_POS 200
Falls du es doch aktiv läßt, dann unten die Zeile hiermit ersetzen G28 X-100 Y-100 ;move X/Y to min endstops
Das ist der Standard GCode
;Sliced at: {day} {date} {time}
;Basic settings: Layer height: {layer_height} Walls: {wall_thickness} Fill: {fill_density}
;Print time: {print_time}
;Filament used: {filament_amount}m {filament_weight}g
;Filament cost: {filament_cost}
M190 S{print_bed_temperature} ;Uncomment to add your own bed temperature line
M109 S{print_temperature} ;Uncomment to add your own temperature line
G21 ;metric values
G90 ;absolute positioning
M82 ;set extruder to absolute mode
M107 ;start with the fan off
G28 X0 Y0 ;move X/Y to min endstops
G28 Z0 ;move Z to min endstops
G1 Z15.0 F{travel_speed} ;move the platform down 15mm
G92 E0 ;zero the extruded length
G1 F200 E3 ;extrude 3mm of feed stock
G92 E0 ;zero the extruded length again
G1 F{travel_speed}
;Put printing message on LCD screen
M117 Printing...
Wenn du mal G1 Z0 in der Commandoshell eingibst, dann muß das Null sein und ein Blattpapier muss leicht unterschiebar sein. 0.4 bei Skeinforge kann keiner sagen ob das das dann auch soviel Abstand zum Druckbett wirklich ist. Wenn alles Ok mit deinen Endstopps, dann ist bei Cura da genauso Null wie bei Skeinforge. Normal meckert Cura z.B. wenn die Layer hight genauso groß ist wie der Düsendurchmesser.
Naja, du wirst das schon finden, mehr kann ich dazu nicht mehr schreiben.
Hier noch die GCode-Übersicht reprap.org/wiki/Gcode
DIY Graber i3, based on Ramps 1.4 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Home of Graber i3 reloaded, based on Ramps 1.4_TMC2100 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Und sollte ich vergessen haben, jemanden zu beschimpfen, dann bitte ich um Verzeihung!
Johannes Brahms
|
Re: Cura 1. Layer 15. November 2014 12:11 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 157 |
Der Mendel90 hat nunmal 0,0 als Center, das ist nopheads' Entscheidung gewesen beim Erstellen des Kits. Ausserdem hat Z einen max Endstop und nicht min. G28 führt hierbei ein korrektes Homing aus. Um die Seite zu zitieren, die du verlinkt hast:
Den zweiten start.gcode hatte ich auf deine Empfehlung hin benutzt, darum sind 2 im Thread vorhanden. G1 Z0 setzt das Ding auch auf die richtige Position. Dein letzter start gcode gibt mir exakt das gleiche Ergebnis, ohne Änderung. Cura startet den Druck ca. 0.2mm tiefer als Skeinforge. Mit Skeinforge ist der Skirt 0.24 mm dick, mit Cura 0.04, wenn er überhaupt rauskommt.
Das kann auch nicht wirklich was mit dem start gcode zu tun haben, weil Cura den ersten Layer eben durchgängig im eigentlichen gcode 0.2mm tiefer ansetzt als skeinforge.
Egal, das klappt so einigermaßen mit dem layer height.
Also ist es wurscht, ob ich G28 jetzt in 2 Zeilen mit Koordinaten verpacke, oder nur G28 verwende.Quote
If you add coordinates, then just the axes with coordinates specified will be zeroed. Thus
G28 X0 Y72.3
will zero the X and Y axes, but not Z. The actual coordinate values are ignored.
Den zweiten start.gcode hatte ich auf deine Empfehlung hin benutzt, darum sind 2 im Thread vorhanden. G1 Z0 setzt das Ding auch auf die richtige Position. Dein letzter start gcode gibt mir exakt das gleiche Ergebnis, ohne Änderung. Cura startet den Druck ca. 0.2mm tiefer als Skeinforge. Mit Skeinforge ist der Skirt 0.24 mm dick, mit Cura 0.04, wenn er überhaupt rauskommt.
Das kann auch nicht wirklich was mit dem start gcode zu tun haben, weil Cura den ersten Layer eben durchgängig im eigentlichen gcode 0.2mm tiefer ansetzt als skeinforge.
G0 F12000 X-22.007 Y0.034 Z0.200gegen
G1 X4.724 Y-36.82 Z0.4 F1500.0 E0.1021Mag sein, dass das eine Eigenart vom Mendel90 ist, dass man einen Offset bräuchte (der von Skeinforge auch generiert wird), aber ich bräuchte eben idealerweise in Cura die Möglichkeit, Z überall um 0.2 mm zu erhöhen damit ich das gleiche Ergebnis im ersten Layer bekomme. Alternativ könnte ich jedes Mal das Bett neu justieren, wenn ich zwischen den Slicern wechseln will, aber das kommt mir dann doch etwas albern vor.
Egal, das klappt so einigermaßen mit dem layer height.
|
Re: Cura 1. Layer 15. November 2014 12:55 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 4.977 |
|
Re: Cura 1. Layer 15. November 2014 13:02 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 157 |
|
Re: Cura 1. Layer 15. November 2014 13:28 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 4.977 |
Nur kurz noch als Info. Mit G1 Z0.25 geht man auf Z = 0.25 und mit G92 Z0.05 sagt man dem Drucker das seine jetzige Position z = 0.05 ist. Also 0.2mm höhe als vorher. Den Rest vom Code sieht man das dann allerdings nicht mehr an. Da steht dann immer noch Z0.2 etc. aber der Drucker ist in dem Moment schon 0.2mm höher.
|
Re: Cura 1. Layer 15. November 2014 13:30 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 157 |
|
Re: Cura 1. Layer 15. November 2014 14:34 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 857 |
Quote
Arakon
Der Mendel90 hat nunmal 0,0 als Center, das ist nopheads' Entscheidung gewesen beim Erstellen des Kits. Ausserdem hat Z einen max Endstop und nicht min. G28 führt hierbei ein korrektes Homing aus. Um die Seite zu zitieren, die du verlinkt hast:
Also ist es wurscht, ob ich G28 jetzt in 2 Zeilen mit Koordinaten verpacke, oder nur G28 verwende.Quote
If you add coordinates, then just the axes with coordinates specified will be zeroed. Thus
G28 X0 Y72.3
will zero the X and Y axes, but not Z. The actual coordinate values are ignored.
Den zweiten start.gcode hatte ich auf deine Empfehlung hin benutzt, darum sind 2 im Thread vorhanden. G1 Z0 setzt das Ding auch auf die richtige Position. Dein letzter start gcode gibt mir exakt das gleiche Ergebnis, ohne Änderung. Cura startet den Druck ca. 0.2mm tiefer als Skeinforge. Mit Skeinforge ist der Skirt 0.24 mm dick, mit Cura 0.04, wenn er überhaupt rauskommt.
Das kann auch nicht wirklich was mit dem start gcode zu tun haben, weil Cura den ersten Layer eben durchgängig im eigentlichen gcode 0.2mm tiefer ansetzt als skeinforge.
G0 F12000 X-22.007 Y0.034 Z0.200gegen
G1 X4.724 Y-36.82 Z0.4 F1500.0 E0.1021Mag sein, dass das eine Eigenart vom Mendel90 ist, dass man einen Offset bräuchte (der von Skeinforge auch generiert wird), aber ich bräuchte eben idealerweise in Cura die Möglichkeit, Z überall um 0.2 mm zu erhöhen damit ich das gleiche Ergebnis im ersten Layer bekomme. Alternativ könnte ich jedes Mal das Bett neu justieren, wenn ich zwischen den Slicern wechseln will, aber das kommt mir dann doch etwas albern vor.
Egal, das klappt so einigermaßen mit dem layer height.
Ist ja korrekt, muß auf die Korrektur hinweisen, weil Cura bei aktiven Machine Center X/Y 0, nicht der passende Startcode angewand wird.
Also für mich hört sich das nach einem nicht korrkt kalibrierten Druckbett an, sorry.
Wenn ich jetzt die ganze Ausführung hier richtig verstehe, druckst du...
Bei Skeinforge mit der Startlayer Höhe von 0.4mm
Bei Cura mit Startlayer Höhe von 0.2mm
Hier wunderst du dich dann bei Cura, das die Düse über das Bett kratzt. Egal ob Endstopp oben oder unten, es muß der selbe Nullpunkt gelten.
Hast du ein Display dran, wo du drüber Nullen/Homen kannst und dann Z0 anfährst? Wie ist dann der Abstand, für mich nur zum Verständnis, weil es kann nicht sein?
Bitte korrigiere mich, wenn ich das falsch interpretiere!
Folgende Limits und Travelwege sind beim Mendel90 Standard definiert:
#define X_MIN_POS -100
#define X_MAX_POS 100
#define Y_MIN_POS -100
#define Y_MAX_POS 100
#define Z_MIN_POS 0
#define Z_MAX_POS (Z_HOME_POS - 0.1)
#define X_HOME_POS (X_MIN_POS - 1)
#define Y_HOME_POS (Y_MIN_POS - 1)
#define Z_HOME_POS (203.0)
Aus diesen Werten ergibt sich für Z ein Travel nach Homing 203.0- 0.1=202.9, also 0,1mm über dem Bett. Da dürfte also selbst bei 0,2mm nichts kratzen, da die Düse insgesamt 0,3mm über dem Bett sein sollte.
Bei dir aber etwas von 0,04, bei Nutzung von Cura. Hoffe du verstehst nun, wo da der Knoten ist, es ist alles kompensierbar, aber bei Nutzung anderer Software, kommt´s dann immer wieder zu Problemen mit den Parametern. Man kann mit dem Befehl G28 Z202.7 auch den Homepunkt setzen, somit wird der Steuerung gesagt, der Endschalter hat an der Position 202,7mm ausgelöst. Da wären dann auch die 0,2mm Differenz (offset) mit drin, aber das ist schmu, würd ich so nicht machen. Mit G28 werden die Home-Werte der Firmware gesetzt.
Das Bett der Software anpassen, ist natürlich indiskutabel, die Werte müssen, egal welche Software, gleich sein!
Hoffe, konnte das eigentliche Problem näher bringen, Cura hat keine Probleme mit Druckern, es müssen nur entsprechend die Parameter verstanden werden, die bei anderen Slicern benutzt werden.
Benutze selber Slic3r/Pronterface, Cura, Octoprint mit CuraEngine oder Repetier-Host inkl. Slic3r/Cura Slice Engine, alle haben die selbe Layerhöhe. Bei mir ist bei Z0 halt der entsprechende Platz für ein Blattpapier zwischen Düse/Bett.
1-mal bearbeitet. Zuletzt am 15.11.14 14:35.
DIY Graber i3, based on Ramps 1.4 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Home of Graber i3 reloaded, based on Ramps 1.4_TMC2100 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Und sollte ich vergessen haben, jemanden zu beschimpfen, dann bitte ich um Verzeihung!
Johannes Brahms
|
Re: Cura 1. Layer 15. November 2014 14:48 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 157 |
Quote
Bei Skeinforge mit der Startlayer Höhe von 0.4mm
Bei Cura mit Startlayer Höhe von 0.2mm
Nein. Beide sind auf 0.2mm (Dicke) für alle Layer eingestellt.
Z-Travel bzw. Z_Home muss kalibriert werden, in meinem Fall komme ich auf 204.39mm raus.
D.h. bei Z0 bin ich direkt überm Bett (0.0mm), bei Z Max bei 204.39mm (nach Endstop Anschlag).
Laut Nophead soll der Drucker auch exakt so kalibriert werden, weil laut seiner Aussage "Wie dick exakt ist denn ein beliebiges Blatt Papier?". Der Altitude Wert macht dann wohl den Rest, laut Wurstnase.. und genau das Gegenstück dazu hatte ich gesucht. Eine solche Funktion scheint es in Cura direkt nicht zu geben. Die Option hatte ich auch nicht auf dem Schirm, bis Wurstnase die erwähnt hat, daher wusste ich beim Posten meiner Frage noch nicht, dass dieser Wert einen Einfluss auf die Starthöhe hat.
|
Re: Cura 1. Layer 15. November 2014 15:23 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 857 |
Nein, wie geschrieben, Cura setzt keinen Offset, weiß auch nicht, wofür das in Skeinforge gut ist.
Ok, Verstanden, also addiert Skeinforge über Altitude noch 0.2 rein, weil im GCode von dir Z0.4 drinsteht.
Die Lösung von Wurstnase funktioniert, aber irgendwie beunruhigt mich so ein Setting, beim nächsten Udate und alles muß neu eingestellt werden.
Naja und das mit dem Blattpapier bei 80g/m², die sind so alle ziemlich gleich, sonst würde sich so ein 500Blatt Packet (ca. 5cm, oder 0,1mm je Blatt) sich auch immens verändern und die Druckerhersteller hätten ein Fachproblem. Aber das ist jetzt reine Polemik, das spielt hier keine Rolle. Versuche zu verstehen, wo bei dir die 0,2mm auf der Strecke bleiben, die im Moment über Software kompensiert werden müssen.
DIY Graber i3, based on Ramps 1.4 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Und sollte ich vergessen haben, jemanden zu beschimpfen, dann bitte ich um Verzeihung!
Johannes Brahms
Ok, Verstanden, also addiert Skeinforge über Altitude noch 0.2 rein, weil im GCode von dir Z0.4 drinsteht.
Die Lösung von Wurstnase funktioniert, aber irgendwie beunruhigt mich so ein Setting, beim nächsten Udate und alles muß neu eingestellt werden.
Naja und das mit dem Blattpapier bei 80g/m², die sind so alle ziemlich gleich, sonst würde sich so ein 500Blatt Packet (ca. 5cm, oder 0,1mm je Blatt) sich auch immens verändern und die Druckerhersteller hätten ein Fachproblem. Aber das ist jetzt reine Polemik, das spielt hier keine Rolle. Versuche zu verstehen, wo bei dir die 0,2mm auf der Strecke bleiben, die im Moment über Software kompensiert werden müssen.
DIY Graber i3, based on Ramps 1.4 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Home of Graber i3 reloaded, based on Ramps 1.4_TMC2100 / LCD-SD-support / Marlin / MK8 upgraded direct drive
Und sollte ich vergessen haben, jemanden zu beschimpfen, dann bitte ich um Verzeihung!
Johannes Brahms
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.