Druck Qualität sehr schlecht
geschrieben von Hux Flux
|
Druck Qualität sehr schlecht 12. May 2013 17:26 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 565 |
Hallo,
ich hab diverse Probleme mit der Druck Qualität.
Drucker ist ein Prusa mit gen7 und Repetier Host/Firmware.
Alles ist soweit eingerichtet und kalibriert, doch leider ist die Druckqualität miserabel.
Bild 1 zeigt meine Kalibrier Drucke.
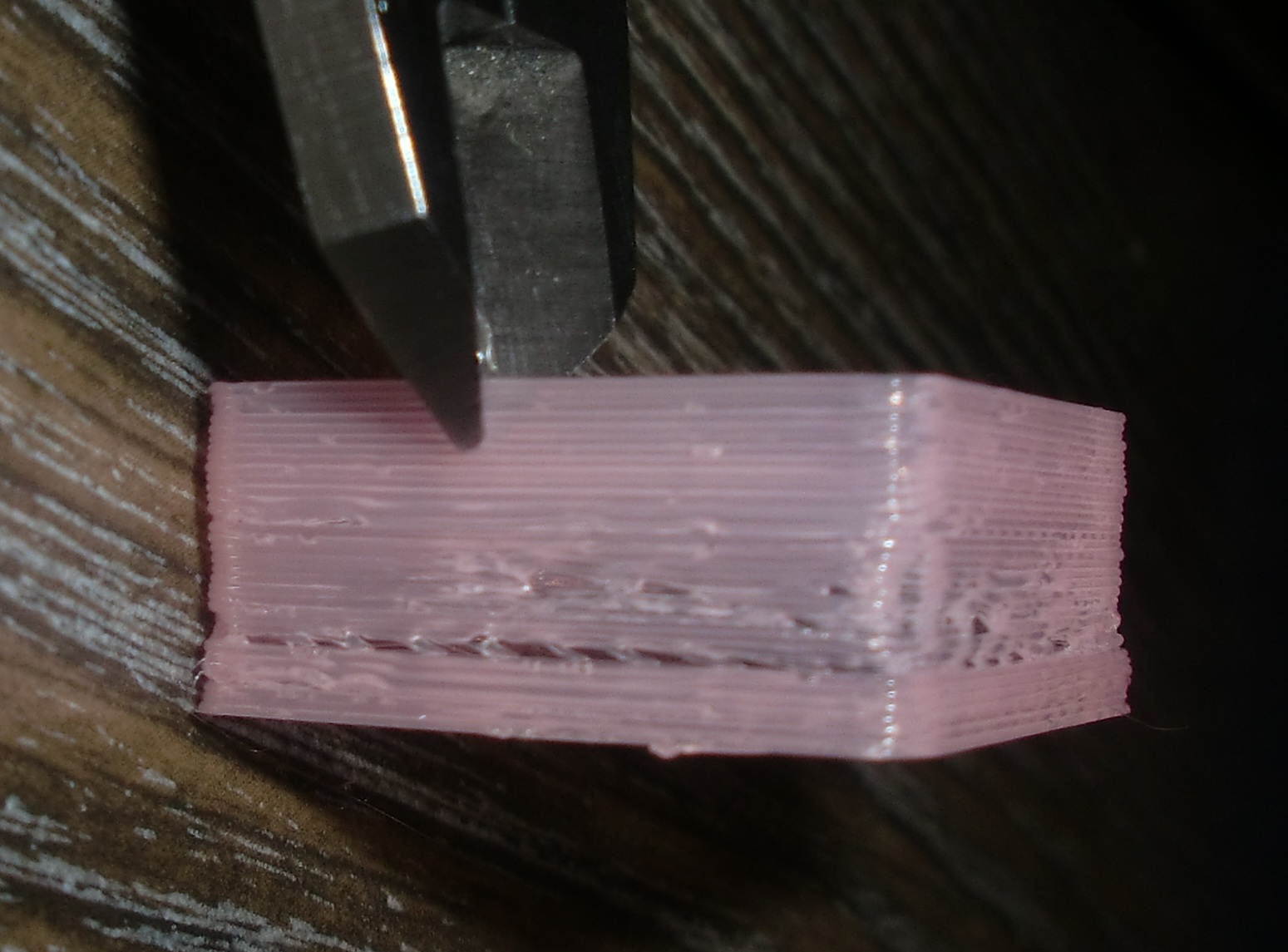
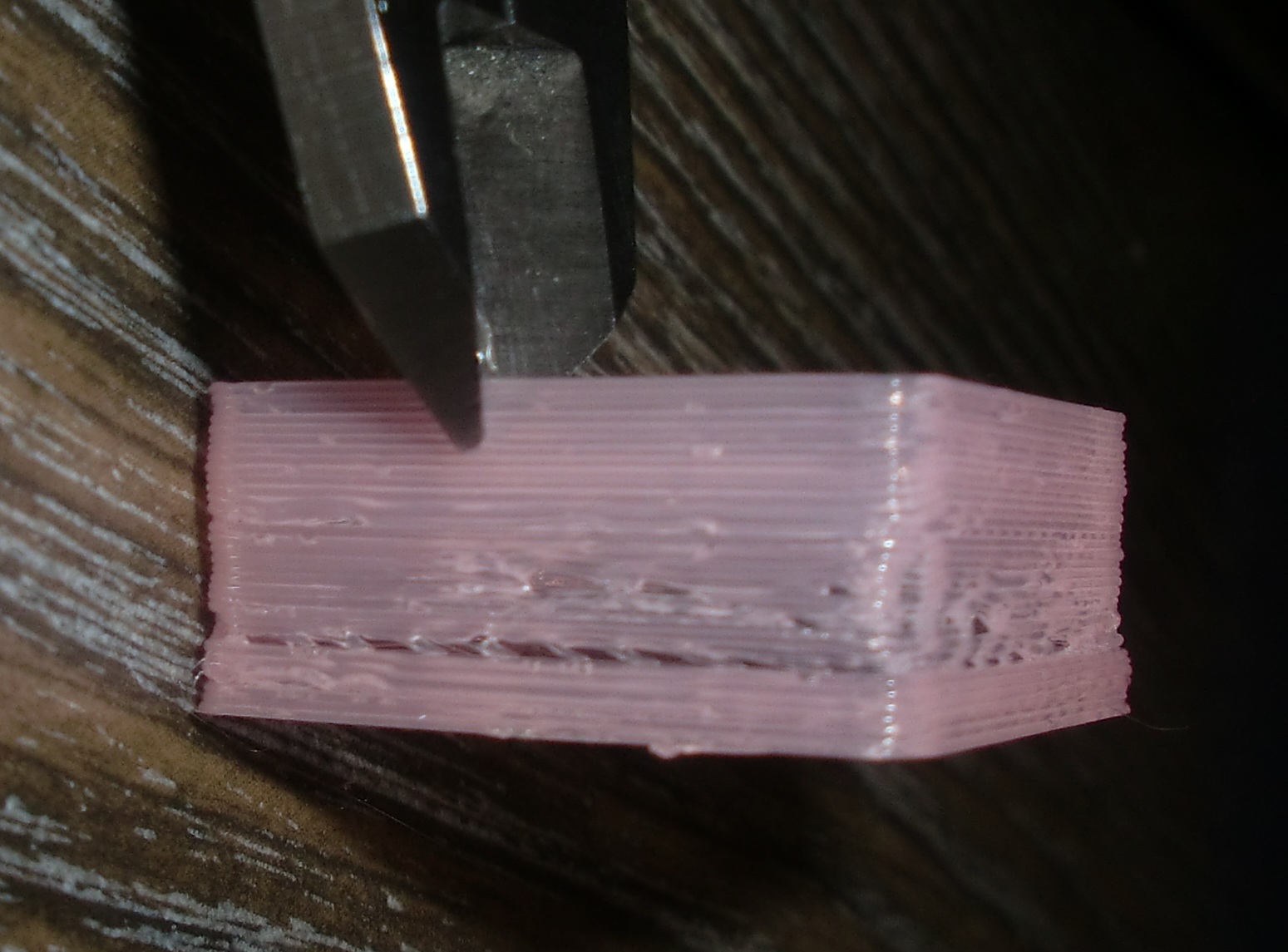
Bild 2 Wanddicke ist 0,7mm wie im Slicer vorberechnet. Höhe genau 10mm.
Bild 3 Das selbe Teil von der Seite, die unterten Layer sind komischerweise schlecht geworden.
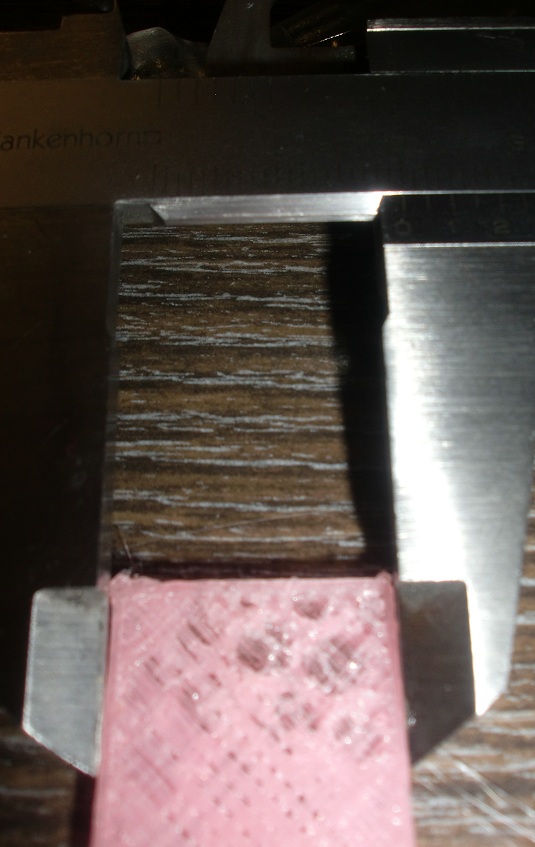
Bild 4 Sollte die Breite von dem Druckteil zeigen, sind 20mm. Länge war 40mm.
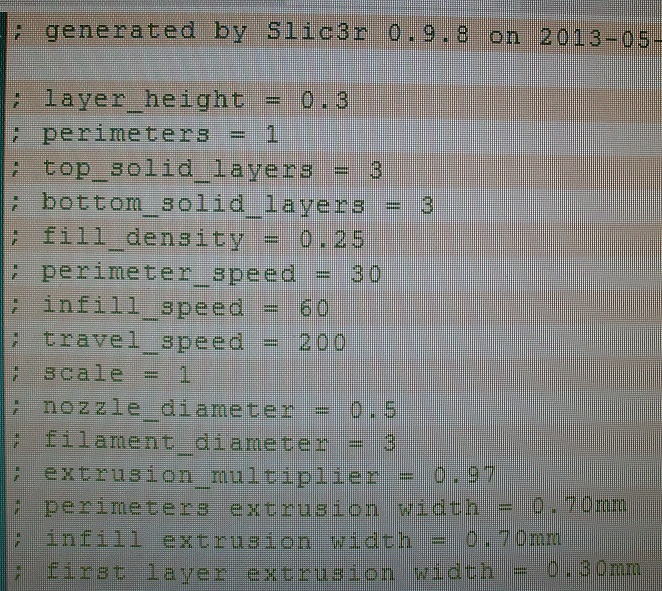
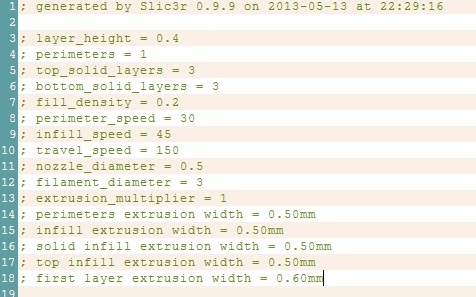
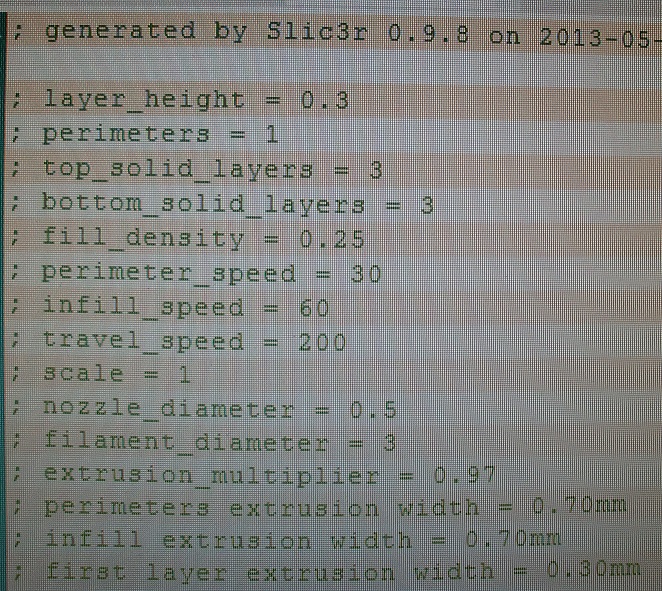
Bild 5 Noch den Anfang G Code vom Druck
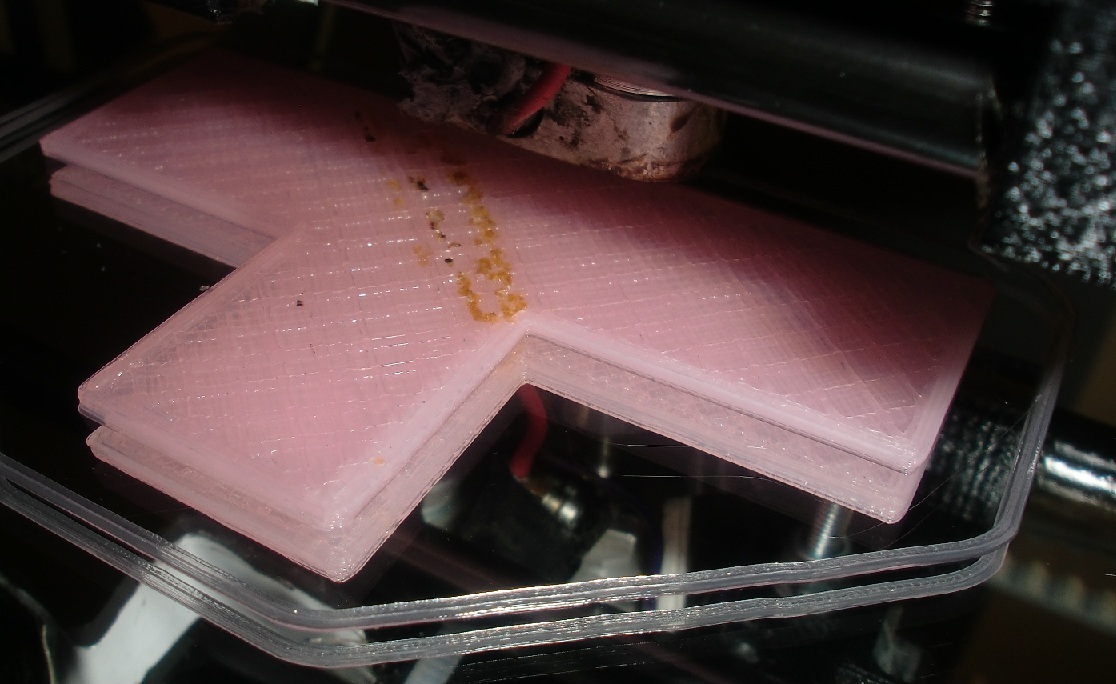
Bild 6 Der Druck auf der Platte,die Oberfläche vom L-Teil ist ja Teilweise gut.
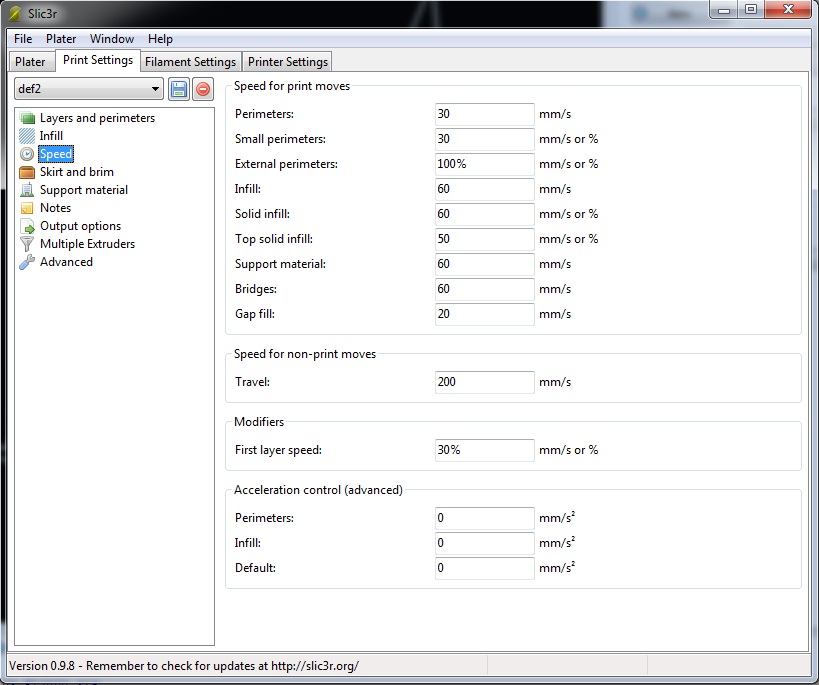
Bild Speed Screenshot vom Speed
Bild 8 und 9 Zeigen die Teile die mit gleicher Einstellung Geslicet und gedruckt worden sind Qualität ist nicht gut.
Bild 10 Zeigt noch eine Sammlung der Ausschussteile
So leider weiss ich nicht mehr weiter um die Qualität zu Verbessern.
Wo könnte ich noch drehen, damit man mit den Teilen auch was anfangen kann ausser in den Müll zu werfen?
Retraction eingestellt auf 8mm
0,15mm Lift Z
First Layer 210C° Other Layer 190C°
PLA
Extruder nach dieser Anleitung Kalibriert.
Wäre cool wenn mir jemand Helfen würde, bin echt am ende mit meiner Motivation.
Danke
ich hab diverse Probleme mit der Druck Qualität.
Drucker ist ein Prusa mit gen7 und Repetier Host/Firmware.
Alles ist soweit eingerichtet und kalibriert, doch leider ist die Druckqualität miserabel.
Bild 1 zeigt meine Kalibrier Drucke.
Bild 2 Wanddicke ist 0,7mm wie im Slicer vorberechnet. Höhe genau 10mm.
Bild 3 Das selbe Teil von der Seite, die unterten Layer sind komischerweise schlecht geworden.
Bild 4 Sollte die Breite von dem Druckteil zeigen, sind 20mm. Länge war 40mm.
Bild 5 Noch den Anfang G Code vom Druck
Bild 6 Der Druck auf der Platte,die Oberfläche vom L-Teil ist ja Teilweise gut.
Bild Speed Screenshot vom Speed
Bild 8 und 9 Zeigen die Teile die mit gleicher Einstellung Geslicet und gedruckt worden sind Qualität ist nicht gut.
Bild 10 Zeigt noch eine Sammlung der Ausschussteile
So leider weiss ich nicht mehr weiter um die Qualität zu Verbessern.
Wo könnte ich noch drehen, damit man mit den Teilen auch was anfangen kann ausser in den Müll zu werfen?
Retraction eingestellt auf 8mm
0,15mm Lift Z
First Layer 210C° Other Layer 190C°
PLA
Extruder nach dieser Anleitung Kalibriert.
Wäre cool wenn mir jemand Helfen würde, bin echt am ende mit meiner Motivation.
Danke
Anhänge:
Öffnen | Download - Bild 1.jpg (108.1 KB)
Öffnen | Download - Bild 2.jpg (218.2 KB)
Öffnen | Download - Bild 3.jpg (307.4 KB)
Öffnen | Download - Bild 4.jpg (102.4 KB)
Öffnen | Download - Bild 5.jpg (228.4 KB)
Öffnen | Download - Bild 6.jpg (126 KB)
Öffnen | Download - Bild 8.jpg (294.9 KB)
Öffnen | Download - Bild 9.jpg (344.8 KB)
Öffnen | Download - Bild 10.JPG (338.1 KB)
Öffnen | Download - Speed.jpg (113.1 KB)
Öffnen | Download - Bild 1.jpg (108.1 KB)
{kind=link}
{kind=link}
Öffnen | Download - Bild 2.jpg (218.2 KB)
{kind=link}
{kind=link}
Öffnen | Download - Bild 3.jpg (307.4 KB)
{kind=link}
{kind=link}
Öffnen | Download - Bild 4.jpg (102.4 KB)
{kind=link}
{kind=link}
Öffnen | Download - Bild 5.jpg (228.4 KB)
{kind=link}
{kind=link}
Öffnen | Download - Bild 6.jpg (126 KB)
{kind=link}
{kind=link}
Öffnen | Download - Bild 8.jpg (294.9 KB)
{kind=link}
{kind=link}
Öffnen | Download - Bild 9.jpg (344.8 KB)
{kind=link}
{kind=link}
Öffnen | Download - Bild 10.JPG (338.1 KB)
{kind=link}
{kind=link}
Öffnen | Download - Speed.jpg (113.1 KB)
{kind=link}
{kind=link}
|
Re: Druck Qualität sehr schlecht 12. May 2013 17:45 |
Registrierungsdatum: 15 Jahre zuvor Beiträge: 427 |
Hux Flux Wrote:
-------------------------------------------------------
> Hallo,
Hallo.
> Retraction eingestellt auf 8mm
Was für einen Extruder/was für eine Düse/welches Hotend verwendest du?
Probiere mal 2mm 'retract' bei einer Geschwindigkeit von 45.
> First Layer 210C° Other Layer 190C°
> PLA
Umgekehrt, erst kalt dann warm.
Da die ersten Schichten in der Regel langsamer gedruckt werden, wird das Filament länger aufgewärmt, es befindet sich länger im Hotend - und 'verkocht' unter Umständen.
Probiere mal 'First Layer 190C° Other Layer 195C°'
'External Perimeters 85%'
'layer height: 0.25mm'
'0.7mm extrusion width' ist bei einer 0.5mm Düse zuviel.
Wenn du gemessen 0.7mm hast, dann musst du weniger extrudieren (extrusion multiplier runter).
2-mal bearbeitet. Zuletzt am 12.05.13 18:03.
--
campus.auge.de
-------------------------------------------------------
> Hallo,
Hallo.
> Retraction eingestellt auf 8mm
Was für einen Extruder/was für eine Düse/welches Hotend verwendest du?
Probiere mal 2mm 'retract' bei einer Geschwindigkeit von 45.
> First Layer 210C° Other Layer 190C°
> PLA
Umgekehrt, erst kalt dann warm.
Da die ersten Schichten in der Regel langsamer gedruckt werden, wird das Filament länger aufgewärmt, es befindet sich länger im Hotend - und 'verkocht' unter Umständen.
Probiere mal 'First Layer 190C° Other Layer 195C°'
'External Perimeters 85%'
'layer height: 0.25mm'
'0.7mm extrusion width' ist bei einer 0.5mm Düse zuviel.
Wenn du gemessen 0.7mm hast, dann musst du weniger extrudieren (extrusion multiplier runter).
2-mal bearbeitet. Zuletzt am 12.05.13 18:03.
--
campus.auge.de
|
Re: Druck Qualität sehr schlecht 12. May 2013 17:57 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 565 |
|
Re: Druck Qualität sehr schlecht 13. May 2013 04:33 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 1.133 |
Selbst 45 mm/s retraction speed können zu schnell sein. Fang mal mit 12 mm/s an und ziehe max. 2 mm zurück (wie Fim Fischer schon schrieb). Die Layerbreite würde ich erstmal 1,5 mal so breit wie die Höhe machen, wobei als Üb-Höhe 0,3 - 0,4 mm gut sind.
LG, Willy
3D gedruckter Messerschärfer +++ RADDS für den Arduino-Due +++ Meine Drucker
LG, Willy
3D gedruckter Messerschärfer +++ RADDS für den Arduino-Due +++ Meine Drucker
|
Re: Druck Qualität sehr schlecht 13. May 2013 06:24 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 565 |
Also layer höhe hab ich ja 0,3mm, Die breite des layer wird ja automatisch berechnet, Steht zumindest im Anfang G Code drin 0,7mm
Soll ich nun extrusion multiplier so anpassen dass er dann 0,5mm Wand hat statt 0,7mm?
Ich glaub mich zu erninnern dass er mit 0,4mm layer 0,52mm wand berechnet.
Bei retraction Speed hab ich 200 drin, damit es schneller geht
Soll ich nun extrusion multiplier so anpassen dass er dann 0,5mm Wand hat statt 0,7mm?
Ich glaub mich zu erninnern dass er mit 0,4mm layer 0,52mm wand berechnet.
Bei retraction Speed hab ich 200 drin, damit es schneller geht
|
Re: Druck Qualität sehr schlecht 13. May 2013 07:22 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 1.133 |
> Bei retraction Speed hab ich 200 drin, damit es schneller geht
Nach schnell kommen Schrittverluste . Beim retraction bezieht sich die Geschwindigkeit auf das 3 mm dicke Filament, während beim Druck die Extrudergeschwindigkeit gemäß Strangbreite und -höhe an die Druckgeschwindigkeit angepasst wird. Wenn Du also mit 100 mm/s druckst, dann beträgt die Extrudergeschwindigkeit nur rund 100 * (Düsendurchmesser / Filamentdurchmesser)^2 = 2,8 mm/s. 200 mm/s kann kein Wade-Extruder - aber evtl. wird die Geschwindigkeit in der Firmware begrenzt.
. Beim retraction bezieht sich die Geschwindigkeit auf das 3 mm dicke Filament, während beim Druck die Extrudergeschwindigkeit gemäß Strangbreite und -höhe an die Druckgeschwindigkeit angepasst wird. Wenn Du also mit 100 mm/s druckst, dann beträgt die Extrudergeschwindigkeit nur rund 100 * (Düsendurchmesser / Filamentdurchmesser)^2 = 2,8 mm/s. 200 mm/s kann kein Wade-Extruder - aber evtl. wird die Geschwindigkeit in der Firmware begrenzt.
LG, Willy
3D gedruckter Messerschärfer +++ RADDS für den Arduino-Due +++ Meine Drucker
Nach schnell kommen Schrittverluste
. Beim retraction bezieht sich die Geschwindigkeit auf das 3 mm dicke Filament, während beim Druck die Extrudergeschwindigkeit gemäß Strangbreite und -höhe an die Druckgeschwindigkeit angepasst wird. Wenn Du also mit 100 mm/s druckst, dann beträgt die Extrudergeschwindigkeit nur rund 100 * (Düsendurchmesser / Filamentdurchmesser)^2 = 2,8 mm/s. 200 mm/s kann kein Wade-Extruder - aber evtl. wird die Geschwindigkeit in der Firmware begrenzt.LG, Willy
3D gedruckter Messerschärfer +++ RADDS für den Arduino-Due +++ Meine Drucker
|
Re: Druck Qualität sehr schlecht 13. May 2013 13:29 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 565 |
Hallo,
erstmal Danke für eure Hilfe, hier nun das Ergebnis.
Einstellungen:
Layer: 0,25mm
First Layer 0,1mm
External perimeters auf 85%
Default Extrusion widh: 0
Extrusion Multiplier: 0,83 gestern noch 0,97
First Layer 195C° bei 190 war die Haftung nicht gut Bild1
Other Layer 200C°
Retraction:
Lift Z 0,15mm
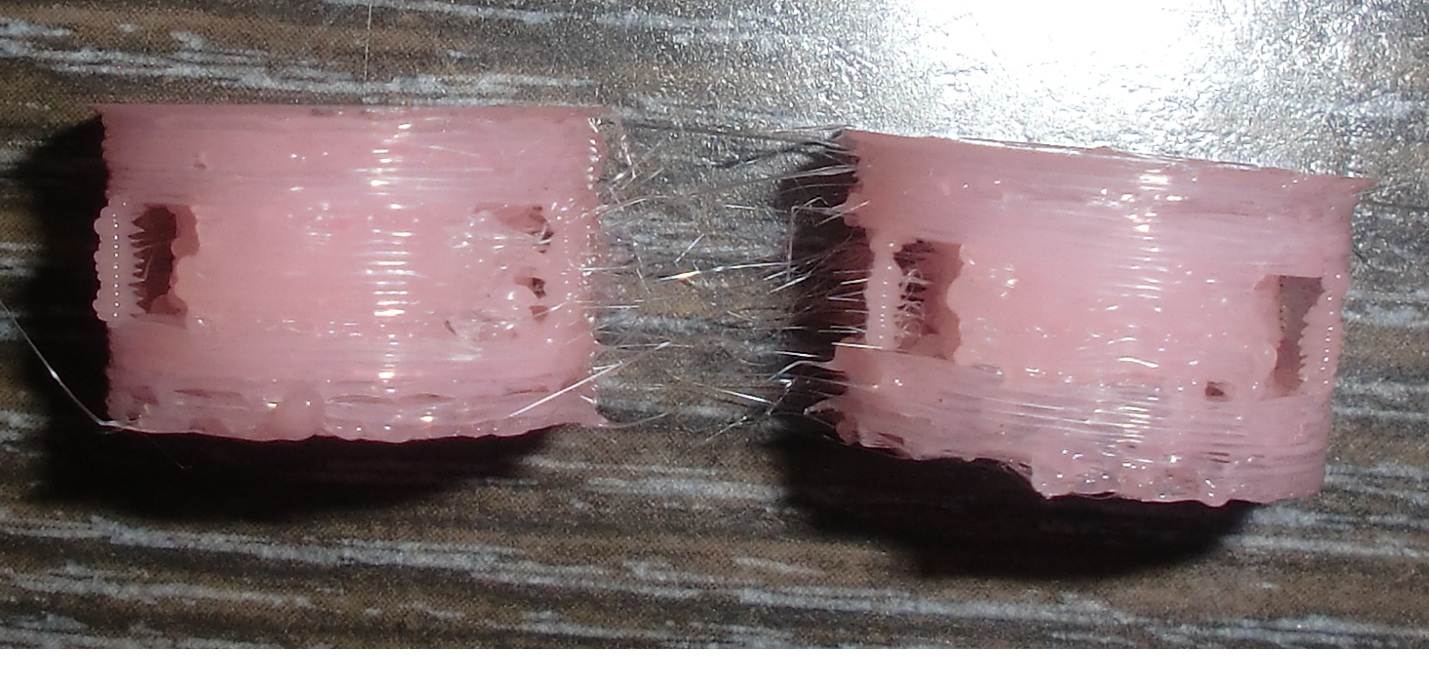
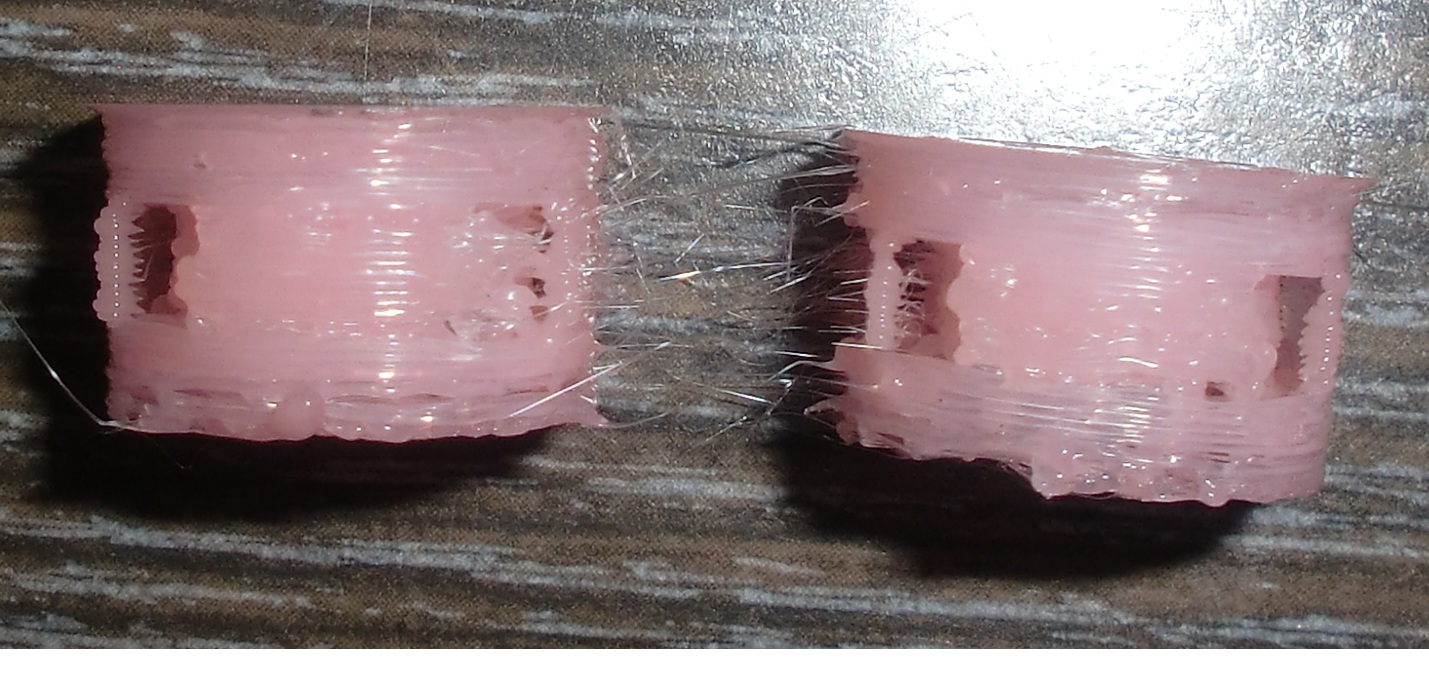
Lengh 4mm alles was drunter war, war verbunden Bild 2 und 3
Speed auf 15mm/s
Die Einstellungen Treffen auf den Druck in Bild 5 zu.
Bei Bild 2 und 3 hab ich nur Retraction in 0,5mm Schritten erhöht und den Extruder Multiplier eingestellt.
Die Wandstärke beim letzten Druck beträgt zwischen 0,5 und 0,55mm also eigentlich gut, dafür ist das Gesamtbild ziemlich schlecht.
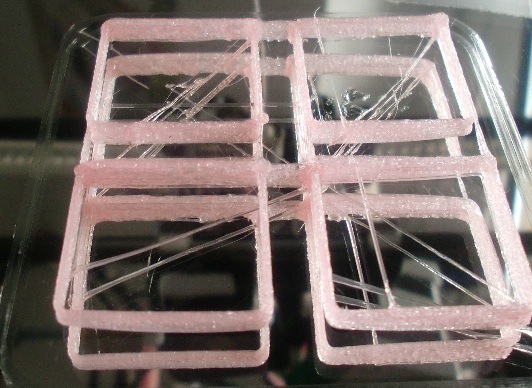
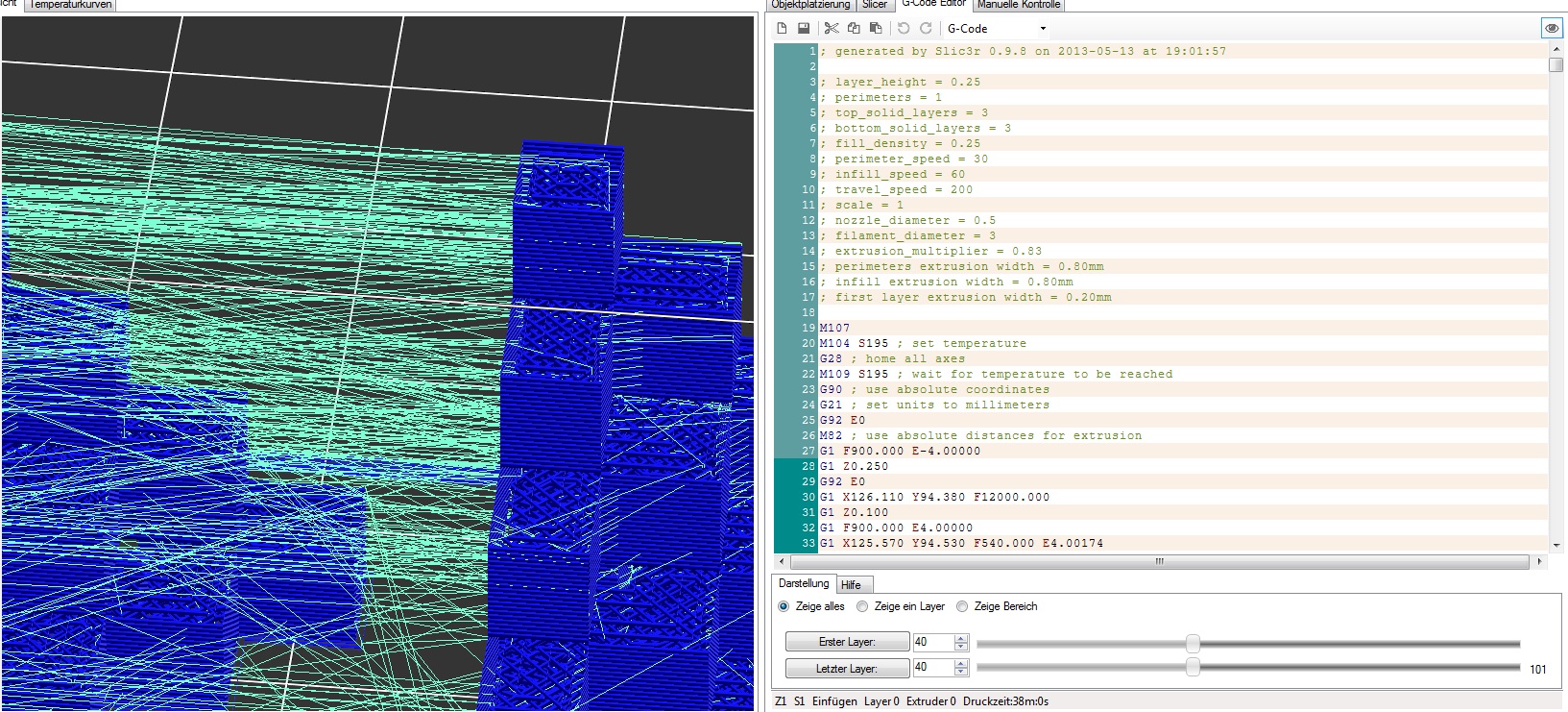
So jetzt wollt ich mal 5mm Calibration Cube Drucken, doch leider wird die Top Fläche nicht berechnet (Bild6)
Warum auch immer .
.
Bei der Datei 0,5mm thin wall aa wird eine Linie berechnet
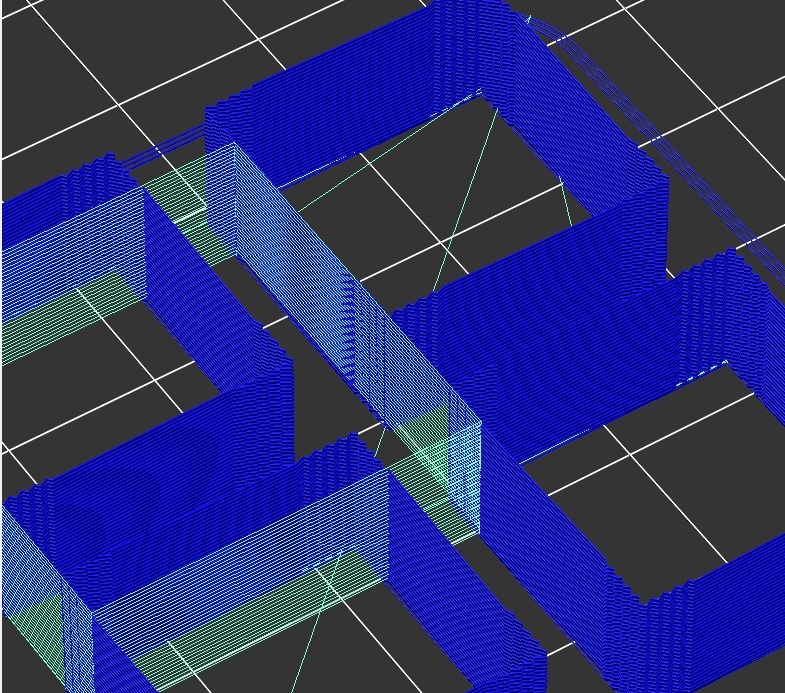
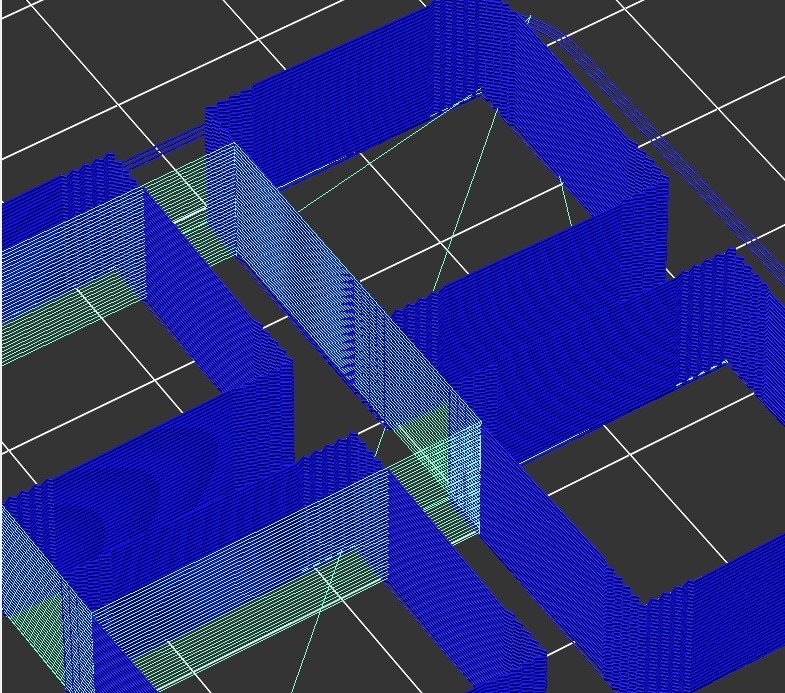
Bei der Datei 0,5mm singel wall calibration piece wird eine gezackte Linie berechnet? Bild 7
Denk mal ich schmeiss Repetier und alle einstellungen nochmal runter und fang von neuem an
Edit:
Wenn ich anhand dies Anleitung den Slicer einstelle
Und das Bauteil 0,5mm thin wall aa Slice generiert er mir auch Zacken auf den Linien Bild 8:
2-mal bearbeitet. Zuletzt am 13.05.13 13:37.
erstmal Danke für eure Hilfe, hier nun das Ergebnis.
Einstellungen:
Layer: 0,25mm
First Layer 0,1mm
External perimeters auf 85%
Default Extrusion widh: 0
Extrusion Multiplier: 0,83 gestern noch 0,97
First Layer 195C° bei 190 war die Haftung nicht gut Bild1
Other Layer 200C°
Retraction:
Lift Z 0,15mm
Lengh 4mm alles was drunter war, war verbunden Bild 2 und 3
Speed auf 15mm/s
Die Einstellungen Treffen auf den Druck in Bild 5 zu.
Bei Bild 2 und 3 hab ich nur Retraction in 0,5mm Schritten erhöht und den Extruder Multiplier eingestellt.
Die Wandstärke beim letzten Druck beträgt zwischen 0,5 und 0,55mm also eigentlich gut, dafür ist das Gesamtbild ziemlich schlecht.
So jetzt wollt ich mal 5mm Calibration Cube Drucken, doch leider wird die Top Fläche nicht berechnet (Bild6)
Warum auch immer
.Bei der Datei 0,5mm thin wall aa wird eine Linie berechnet
Bei der Datei 0,5mm singel wall calibration piece wird eine gezackte Linie berechnet? Bild 7
Denk mal ich schmeiss Repetier und alle einstellungen nochmal runter und fang von neuem an
Edit:
Wenn ich anhand dies Anleitung den Slicer einstelle
Und das Bauteil 0,5mm thin wall aa Slice generiert er mir auch Zacken auf den Linien Bild 8:
2-mal bearbeitet. Zuletzt am 13.05.13 13:37.
Anhänge:
Öffnen | Download - Bild 1.jpg (88.4 KB)
Öffnen | Download - bild 2.jpg (91.1 KB)
Öffnen | Download - Bild 3.jpg (156.4 KB)
Öffnen | Download - Bild 4.jpg (114.5 KB)
Öffnen | Download - bild 5.jpg (180.9 KB)
Öffnen | Download - Bild 6.jpg (580.5 KB)
Öffnen | Download - Bild 7.jpg (172.5 KB)
Öffnen | Download - 0.5mm-thin-wall_aa.stl (4 KB)
Öffnen | Download - 0.5mm_single_wall_calibration_piece.stl (86.6 KB)
Öffnen | Download - Bild 8.jpg (269 KB)
Öffnen | Download - Bild 1.jpg (88.4 KB)
{kind=link}
{kind=link}
Öffnen | Download - bild 2.jpg (91.1 KB)
{kind=link}
{kind=link}
Öffnen | Download - Bild 3.jpg (156.4 KB)
{kind=link}
{kind=link}
Öffnen | Download - Bild 4.jpg (114.5 KB)
{kind=link}
{kind=link}
Öffnen | Download - bild 5.jpg (180.9 KB)
{kind=link}
{kind=link}
Öffnen | Download - Bild 6.jpg (580.5 KB)
{kind=link}
{kind=link}
Öffnen | Download - Bild 7.jpg (172.5 KB)
{kind=link}
{kind=link}
Öffnen | Download - 0.5mm-thin-wall_aa.stl (4 KB)
Öffnen | Download - 0.5mm_single_wall_calibration_piece.stl (86.6 KB)
Öffnen | Download - Bild 8.jpg (269 KB)
{kind=link}
{kind=link}
|
Re: Druck Qualität sehr schlecht 13. May 2013 16:04 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 1.133 |
4 mm Retraction ist für meinen Geschmack zu viel und Lift eigentlich unnötig. Wenn Du den Extruder zwischenzeitlich so malträtiert hattest (200 mm/s), dann kann sich die Transportschraube zugesetzt haben => reinigen.
Kann es sich bei den Zacken um einen Grafikkarten-Fehler (Ungenauigkeit) handeln?
LG, Willy
3D gedruckter Messerschärfer +++ RADDS für den Arduino-Due +++ Meine Drucker
Kann es sich bei den Zacken um einen Grafikkarten-Fehler (Ungenauigkeit) handeln?
LG, Willy
3D gedruckter Messerschärfer +++ RADDS für den Arduino-Due +++ Meine Drucker
|
Re: Druck Qualität sehr schlecht 13. May 2013 16:32 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 16 |
Hallo Hux Flux,
zum Kalibrieren des Extruders hab ich die Anleitung von RichRap benutzt - ist unter "slic3r is nicer" zu finden - hab hier ganz gute Erfahrungen gemacht.
Was ist Deine Druckgeschwindigkeit? Ggf. mal langsamer drucken - so 30 -40 mm/sec
Ist Dein Filamentdurchmesser richtig im Slicer angegeben?
Viele Grüße
domo_inox
zum Kalibrieren des Extruders hab ich die Anleitung von RichRap benutzt - ist unter "slic3r is nicer" zu finden - hab hier ganz gute Erfahrungen gemacht.
Was ist Deine Druckgeschwindigkeit? Ggf. mal langsamer drucken - so 30 -40 mm/sec
Ist Dein Filamentdurchmesser richtig im Slicer angegeben?
Viele Grüße
domo_inox
|
Re: Druck Qualität sehr schlecht 13. May 2013 16:44 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 565 |
@Willy
Nein ist kein Grafikfehler, es wurde auch so gedruckt.
Bin grad vorher auf Laptop umgestiegen und da ist mir was aufgefallen.
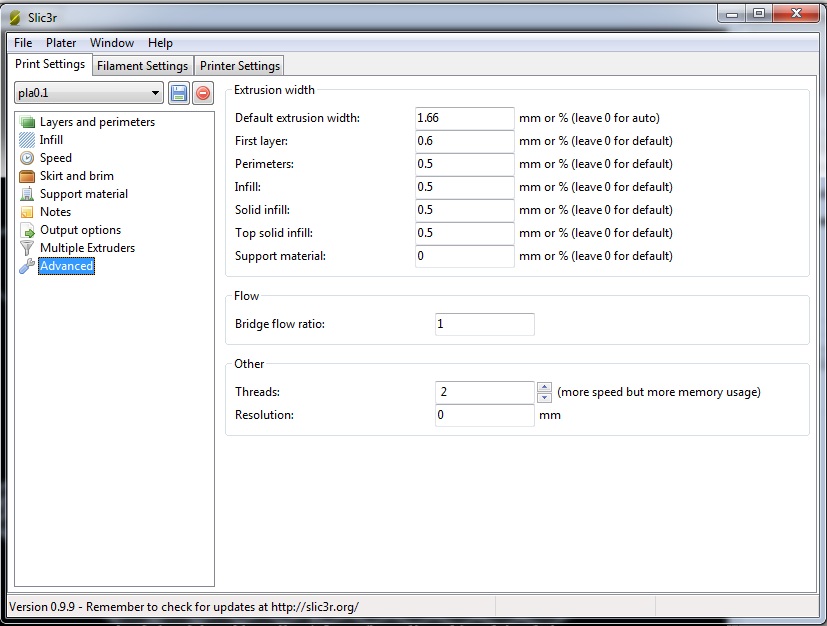
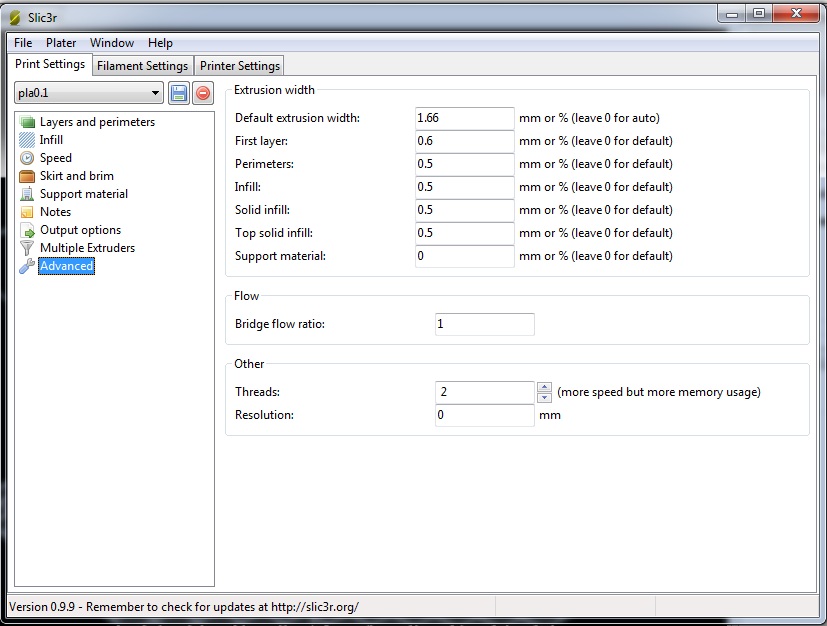
Ich hab beim reiter Advancet nix ausgefüllt. Ist das so richtig ausgefüllt? Bild im Anhang
Darum wahrscheinlich die Zacken bei der Berechnung, und darum wahrscheinlich auch die falsche Berechnung des Gcode
Vorher nacher Bilder im Anhang.
Bin mittlerweile auf 2,5mm runter bei der Retraction.
@domo_inox
Ja Filament Durchmesser ist richtig eingestellt.
Drucken tu ich ja e schon langsam finde ich.
Speedscreenshot im anhang.
Den Extruder hab ich mit der gleichen Anleitung eingestellt
--------
Ich werde morgen mal auf ABS umstellen. Dann werde ich auch die Filamentschraube reinigen
hab irgendwie so das Gefühl das PLA taugt nix. Ab und zu hab ich Blasen drin und es Bloppt immer wieder.
Nein ist kein Grafikfehler, es wurde auch so gedruckt.
Bin grad vorher auf Laptop umgestiegen und da ist mir was aufgefallen.
Ich hab beim reiter Advancet nix ausgefüllt. Ist das so richtig ausgefüllt? Bild im Anhang
Darum wahrscheinlich die Zacken bei der Berechnung, und darum wahrscheinlich auch die falsche Berechnung des Gcode
Vorher nacher Bilder im Anhang.
Bin mittlerweile auf 2,5mm runter bei der Retraction.
@domo_inox
Ja Filament Durchmesser ist richtig eingestellt.
Drucken tu ich ja e schon langsam finde ich.
Speedscreenshot im anhang.
Den Extruder hab ich mit der gleichen Anleitung eingestellt
--------
Ich werde morgen mal auf ABS umstellen. Dann werde ich auch die Filamentschraube reinigen
hab irgendwie so das Gefühl das PLA taugt nix. Ab und zu hab ich Blasen drin und es Bloppt immer wieder.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Druck Qualität sehr schlecht 13. May 2013 16:59 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 16 |
warum hast Du die Advanced settings geändert? Einfach mal auf 'default' setzen - klappt bei mir ganz gut.
Ich hab denn first layer auf 120% gestellt - die default 200% waren zuviel und die Höhe des erstem Layers auf 0,4mm. (Drucke auch PLA).
Blasen und Ploppen könnte eine zu hohe Materialfeuchte sein - ggf. das Filament im Umluftbackofen bei max. 50°C. trocknen (und dann trocken aufbewahren) - Vorsicht vor verständnislosen Damen - und hinterher Backofen wieder gut reinigen - keine Ahnung was so in das Filament reingepampt ist.... 
Ich hab denn first layer auf 120% gestellt - die default 200% waren zuviel und die Höhe des erstem Layers auf 0,4mm. (Drucke auch PLA).
Blasen und Ploppen könnte eine zu hohe Materialfeuchte sein - ggf. das Filament im Umluftbackofen bei max. 50°C. trocknen (und dann trocken aufbewahren) - Vorsicht vor verständnislosen Damen
- und hinterher Backofen wieder gut reinigen - keine Ahnung was so in das Filament reingepampt ist....
|
Re: Druck Qualität sehr schlecht 14. May 2013 18:13 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 489 |
|
Re: Druck Qualität sehr schlecht 15. May 2013 03:10 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 565 |
Hi,
hab es gestern hinbekommen
Bin mit der Temperatur auf 180C° runter, und keine Probleme mehr gehabt.
Die Schraube hab ich natürlich gereinigt, und den Extruder noch mal neu eingestellt.
Bilder kommen später
Habe gestern noch ABS probiert. Ist das normal dass es so stinkt? Hatte das gefühl als würde eine PET Flasche neben mir verbrennen.
Heute vergleich ich mal mit einem Thermoelemt ob die Temperatur im Host mit der wirklichen Nozzel Temperatur übereinstimmt.
hab es gestern hinbekommen
Bin mit der Temperatur auf 180C° runter, und keine Probleme mehr gehabt.
Die Schraube hab ich natürlich gereinigt, und den Extruder noch mal neu eingestellt.
Bilder kommen später
Habe gestern noch ABS probiert. Ist das normal dass es so stinkt? Hatte das gefühl als würde eine PET Flasche neben mir verbrennen.
Heute vergleich ich mal mit einem Thermoelemt ob die Temperatur im Host mit der wirklichen Nozzel Temperatur übereinstimmt.
|
Re: Druck Qualität sehr schlecht 15. May 2013 09:07 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 7.505 |
Wenn ABS so extrem stinkt, ist es meist schon zu heiß, (in 80% der Fälle) Oder es ist so ein billiges Zeug, da hat man auch schon mal so "Stinker" dazwischen. Die versuche ich dann im Heatroom und mit Kohlefilter-Absauge neutral zu bekommen.
Du hast ja nur ein Temperaturfenster von ca 10°C in dem sich das drucken lässt. Wenn du drüber gehst, zersetzt sich das, bist du drunter ist es zu Zäh oder klebt nicht aufeinander.
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
Du hast ja nur ein Temperaturfenster von ca 10°C in dem sich das drucken lässt. Wenn du drüber gehst, zersetzt sich das, bist du drunter ist es zu Zäh oder klebt nicht aufeinander.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org |  |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Druck Qualität sehr schlecht 15. May 2013 12:16 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 565 |
Hi,
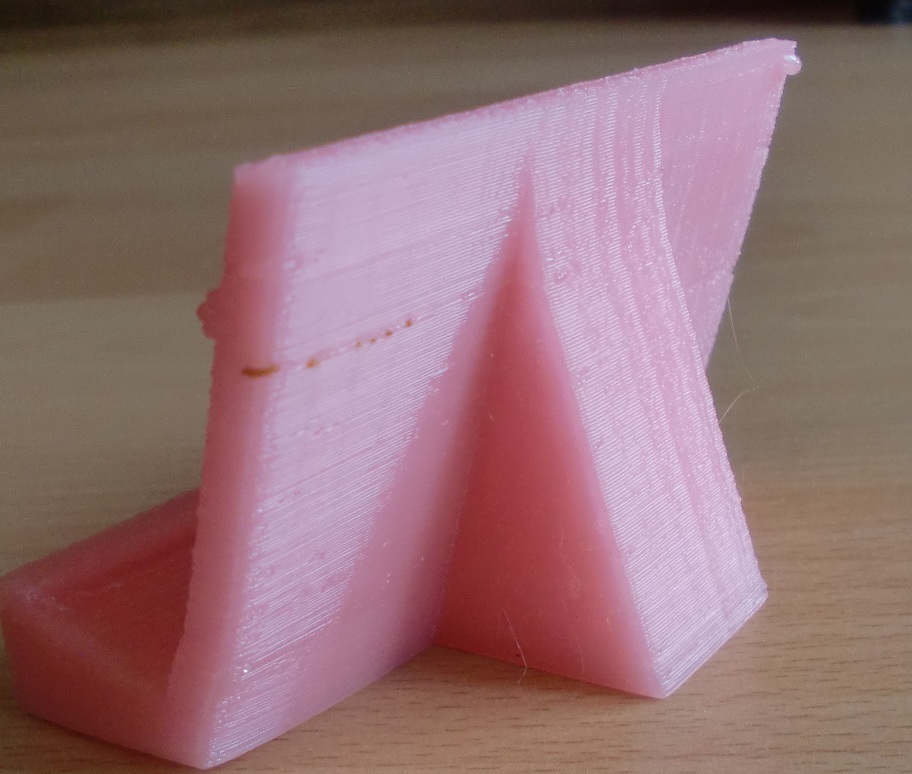
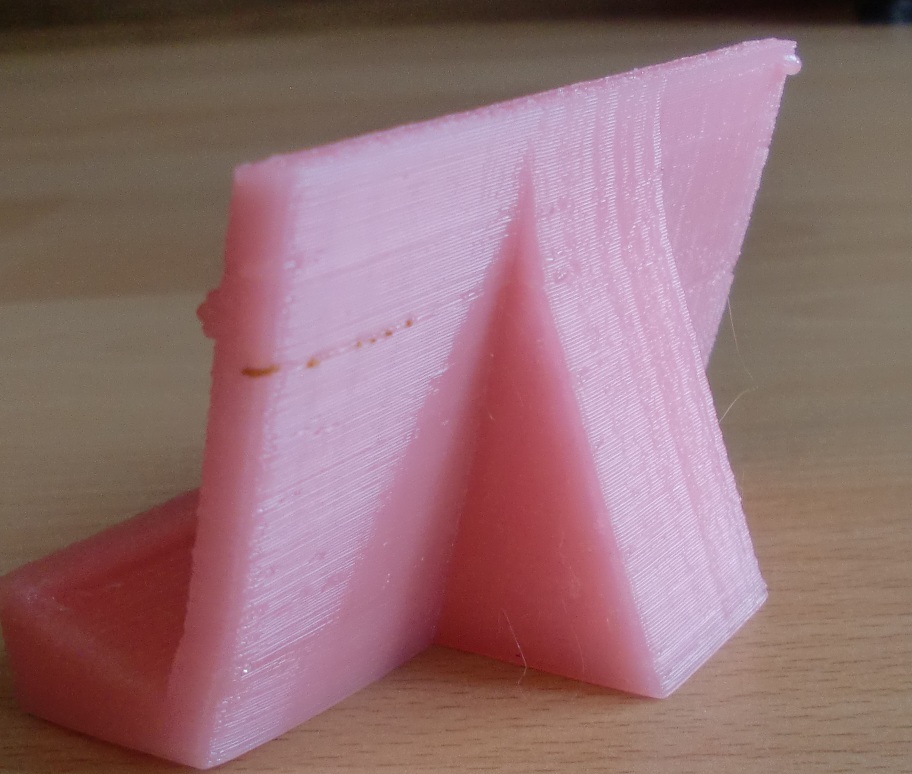
hier noch meine Bilder und die Messung der Temperatur (Messpunkt gegenüber vom Heizelement):
152C° Host = 162C° Messgerät
175C° Host = 185C° Messgerät
200C° Host = 208C° Messgerät// Infrarot Messung ergibt 264C° kann aber glaube ich nicht stimmen.
Ups, hab gerade im Datenblatt gelesen dass das Thermoelement nur bis 100C° geht.
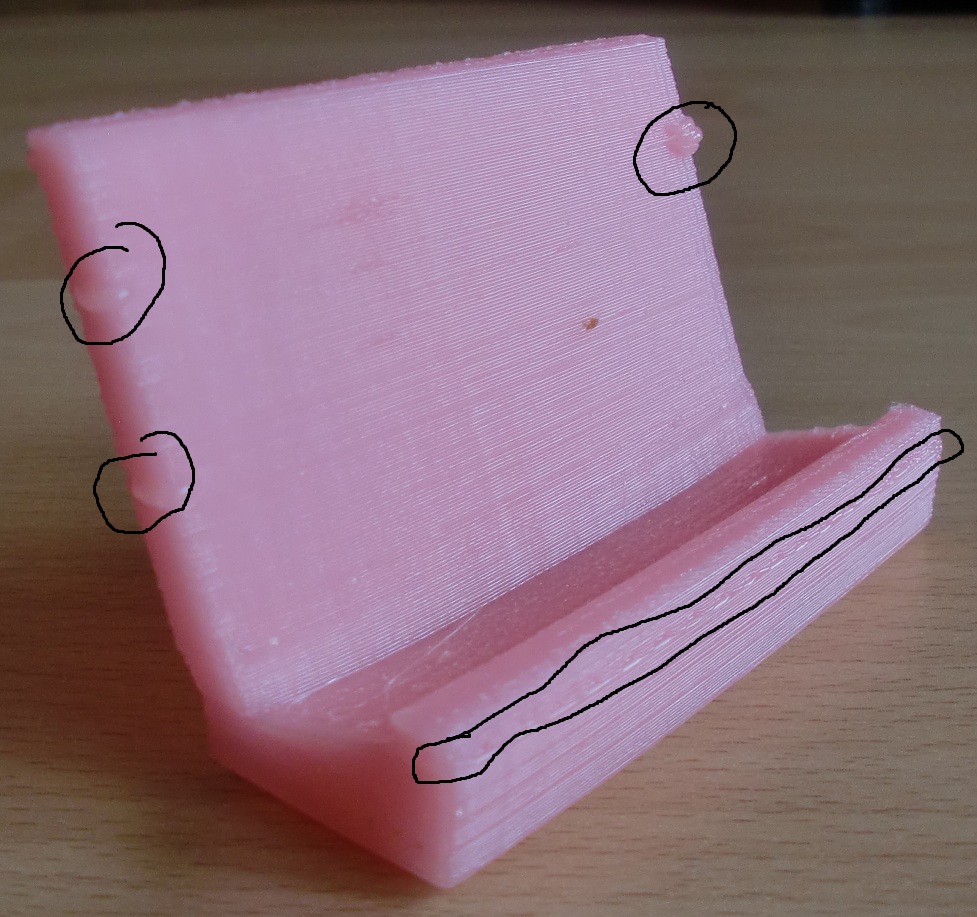
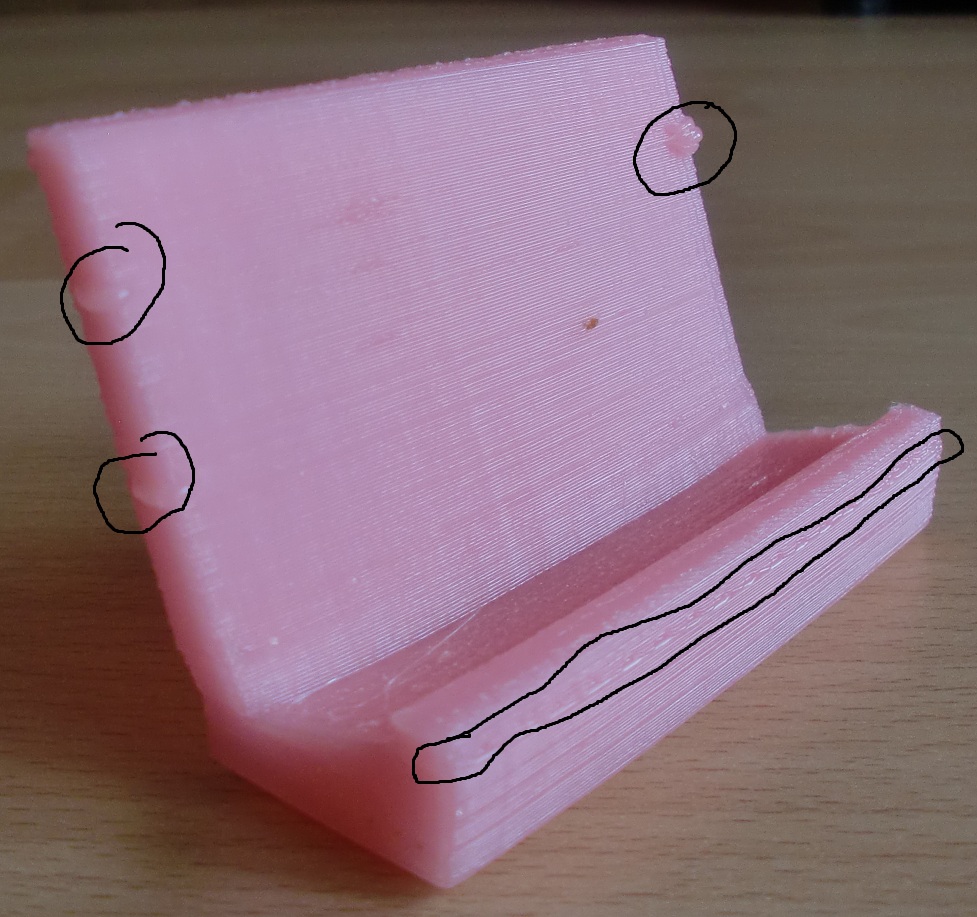
Woher kommt der Dreck? ABS rückstände? Es kam 2 mal so ein Dreck, einmal am Anfang und einmal in der Mitte vom Druck.
Die 3 Fetten Tropen war ich, hab mal die Geschwindigkeit im Regler erhöht dabei hat die Z Achse schritte verloren.
Was mir nocht klar ist woher beim Bild outside die Paar Layer unten schlecht wurden stört mich allerdings im moment noch nicht.
So Rosa PLA ist fast Fertig, dafür hab ich einen Mülleimer voller PLA Abfälle.
Wo kaufen? reprap.cc wäre mein Favorit.
Gibt es eine Liste mit Erfahrungen von Filament verkäufern? Hab Gelesen dass einige Shops nur Schrott verkaufen, oder ist das ein Glücksspiel mit dem Filament?
mfg
1-mal bearbeitet. Zuletzt am 15.05.13 12:24.
hier noch meine Bilder und die Messung der Temperatur (Messpunkt gegenüber vom Heizelement):
152C° Host = 162C° Messgerät
175C° Host = 185C° Messgerät
200C° Host = 208C° Messgerät// Infrarot Messung ergibt 264C° kann aber glaube ich nicht stimmen.
Ups, hab gerade im Datenblatt gelesen dass das Thermoelement nur bis 100C° geht
.Woher kommt der Dreck? ABS rückstände? Es kam 2 mal so ein Dreck, einmal am Anfang und einmal in der Mitte vom Druck.
Die 3 Fetten Tropen war ich, hab mal die Geschwindigkeit im Regler erhöht dabei hat die Z Achse schritte verloren
.Was mir nocht klar ist woher beim Bild outside die Paar Layer unten schlecht wurden stört mich allerdings im moment noch nicht.
So Rosa PLA ist fast Fertig, dafür hab ich einen Mülleimer voller PLA Abfälle.
Wo kaufen? reprap.cc wäre mein Favorit.
Gibt es eine Liste mit Erfahrungen von Filament verkäufern? Hab Gelesen dass einige Shops nur Schrott verkaufen, oder ist das ein Glücksspiel mit dem Filament?
mfg
1-mal bearbeitet. Zuletzt am 15.05.13 12:24.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Druck Qualität sehr schlecht 15. May 2013 14:03 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 1.133 |
> ist das ein Glücksspiel mit dem Filament?
Ja, leider
> Woher kommt der Dreck?
PLA wird sehr dünnflüssig und drückt sich wahrscheinlich irgendwo durch (wo es eigentlich nicht sein soll) und läuft dann ganz langsam (auch durch Gewinde etc) nach unten. Auf dem langen Weg wird es braun - kenn ich auch
LG, Willy
3D gedruckter Messerschärfer +++ RADDS für den Arduino-Due +++ Meine Drucker
Ja, leider
> Woher kommt der Dreck?
PLA wird sehr dünnflüssig und drückt sich wahrscheinlich irgendwo durch (wo es eigentlich nicht sein soll) und läuft dann ganz langsam (auch durch Gewinde etc) nach unten. Auf dem langen Weg wird es braun - kenn ich auch
LG, Willy
3D gedruckter Messerschärfer +++ RADDS für den Arduino-Due +++ Meine Drucker
|
Re: Druck Qualität sehr schlecht 15. May 2013 14:17 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 565 |
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.