benötige Hilfe bei Slice3r Einstellungen
geschrieben von vw-styler
|
benötige Hilfe bei Slice3r Einstellungen 14. August 2013 16:30 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.292 |
Hallo grüßt Euch
Ich habe zwei Probleme.
1. der Skirt wird nicht vollständig ringsherum geschlossen, sondern er hört nach ca. 3/4 auf und der Extr.
fährt dann zum Druckanfang des Objektes und druckt da weiter.
2. Nach jedem Layer wird der Extr. angehoben und fährt eine neue Pos. an wird abgesenkt und druckt weiter.
Soweit so gut.
Aber nach dem 2. Layer wird jeder neue Layer der gedruckt wird in die Unteren reingepresst so dass sich
die Düse in das ABS reinschmelzt und den Druck vom Bett löst.
Mit anderen Worten, es wird eine falsche Z-Pos. angefahren.
Wo kan man mit welchen Einstellungen / Parametern das abstellen, so das alles normal funktioniert.
Gruß Didi
Aktuell:
Selfmade-Drucker mit Wasserkühlung u. Carbon-Wechselplatte,
Selfmade-Drucker ( Nr. 7 in Arbeit . . . ), CAD Creo 3.0/4.0 , Mac, Cura, Prusa Slicer . . .
Ich habe zwei Probleme.
1. der Skirt wird nicht vollständig ringsherum geschlossen, sondern er hört nach ca. 3/4 auf und der Extr.
fährt dann zum Druckanfang des Objektes und druckt da weiter.
2. Nach jedem Layer wird der Extr. angehoben und fährt eine neue Pos. an wird abgesenkt und druckt weiter.
Soweit so gut.
Aber nach dem 2. Layer wird jeder neue Layer der gedruckt wird in die Unteren reingepresst so dass sich
die Düse in das ABS reinschmelzt und den Druck vom Bett löst.
Mit anderen Worten, es wird eine falsche Z-Pos. angefahren.
Wo kan man mit welchen Einstellungen / Parametern das abstellen, so das alles normal funktioniert.
Gruß Didi
Aktuell:
Selfmade-Drucker mit Wasserkühlung u. Carbon-Wechselplatte,
Selfmade-Drucker ( Nr. 7 in Arbeit . . . ), CAD Creo 3.0/4.0 , Mac, Cura, Prusa Slicer . . .
|
Re: benötige Hilfe bei Slice3r Einstellungen 15. August 2013 04:14 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 308 |
Warum der den Skirt nicht richtig macht kann ich dir leider nicht sagen (nutzte Skeinforge).
Das anheben des Extr. kannst du deaktivieren in dem du unter Printer Settings > Extruder X > Lift Z auf 0 stellst.
Dann schau dir mal den GCode an. Wenn der einen Layerwechsel macht ob da auch Z um den richtigen Wert erhöht wird. Wenn das stimmt dann ist es entweder falsch eingestellte Schritte der Z Achse, der Motortreiber oder die Z Achse klemmt.
mfg
1-mal bearbeitet. Zuletzt am 15.08.13 04:14.
Das anheben des Extr. kannst du deaktivieren in dem du unter Printer Settings > Extruder X > Lift Z auf 0 stellst.
Dann schau dir mal den GCode an. Wenn der einen Layerwechsel macht ob da auch Z um den richtigen Wert erhöht wird. Wenn das stimmt dann ist es entweder falsch eingestellte Schritte der Z Achse, der Motortreiber oder die Z Achse klemmt.
mfg
1-mal bearbeitet. Zuletzt am 15.08.13 04:14.
|
Re: benötige Hilfe bei Slice3r Einstellungen 15. August 2013 06:31 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.292 |
Hallo "planlos"
dank Dir für Deine Antwort.
Mit dem anheben, wollte ich einwenig Zeit zum Abkühlen in den Druck bekommen.
Wenn das überflüssig ist, nim ich das wieder raus.
> ... falsch eingestellte Schritte der Z Achse, ... <
Wenn ich in der manuellen Steuerung von RHost die Z-Achse 10 od. 50 mm verfahre dann stimmt das auch.
deswegn wundert mich ja dieses Verhalten. Kann meines erachtens somit auch nicht vom Host kommen.
Oder ? Vielleicht doch ?
Oder die Fehler beim Verfahren kommen durch das einstellen zum Anheben.
Welches Teil ich drucke ist aber völlig egal, das Verhalten ist das Gleiche.
Deswegen hab ich auf den Sliser getippt. Kann mich ja täuschen.
Ich nimm das mal raus, und dann schaun ich noch mal was Er macht.
Gruß Didi
Aktuell:
Selfmade-Drucker mit Wasserkühlung u. Carbon-Wechselplatte,
Selfmade-Drucker ( Nr. 7 in Arbeit . . . ), CAD Creo 3.0/4.0 , Mac, Cura, Prusa Slicer . . .
dank Dir für Deine Antwort.
Mit dem anheben, wollte ich einwenig Zeit zum Abkühlen in den Druck bekommen.
Wenn das überflüssig ist, nim ich das wieder raus.
> ... falsch eingestellte Schritte der Z Achse, ... <
Wenn ich in der manuellen Steuerung von RHost die Z-Achse 10 od. 50 mm verfahre dann stimmt das auch.
deswegn wundert mich ja dieses Verhalten. Kann meines erachtens somit auch nicht vom Host kommen.
Oder ? Vielleicht doch ?
Oder die Fehler beim Verfahren kommen durch das einstellen zum Anheben.
Welches Teil ich drucke ist aber völlig egal, das Verhalten ist das Gleiche.
Deswegen hab ich auf den Sliser getippt. Kann mich ja täuschen.
Ich nimm das mal raus, und dann schaun ich noch mal was Er macht.
Gruß Didi
Aktuell:
Selfmade-Drucker mit Wasserkühlung u. Carbon-Wechselplatte,
Selfmade-Drucker ( Nr. 7 in Arbeit . . . ), CAD Creo 3.0/4.0 , Mac, Cura, Prusa Slicer . . .
|
Re: benötige Hilfe bei Slice3r Einstellungen 16. August 2013 02:18 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.292 |
Guten Morgen.
Habe Gestern noch so Einiges ausprobiert.
Als Erstes habe ich unter Printer Settings > Extruder X > Lift Z auf 0 gestellt.
> ... Dann schau dir mal den GCode an. Wenn der einen Layerwechsel macht ob da auch Z um den richtigen Wert erhöht wird. ...<
Dann habe ich den GCode kontrolliert, - der Z-Wert wird um den richtigen Wert erhöht.
> ... der Motortreiber oder die Z Achse klemmt. ... <
Die sind i.O.
Und zu den Schritten,
Der Hub wird bei meinem Gerät mit einer Gewindestange M6 direkt an Nema17 Stepper (200ter,1,8°,16Teilschr.) befestigt, realisiert.
#define ZAXIS_STEPPS_PER_MM 3200 (Firmware-Einstellung) sollte eigendlich stimmen.
Ich habe da schon einiges ausprobiert, weil mir der Stepper zu langsam läuft. "repetier" gab mir den Tip,
#define HOMING_FEEDRATE_Z mal auf 2 zu setzen. Bei 1.1 ging es besser, aber immer noch nicht zufrieden stellend.
Hab gerade noch mal nach gesehen, #define MICROSTEP_MODES (8,8,8,8,8) ist Das möglicherweise das Problem?
Sollte ich dort vielleicht #define MICROSTEP_MODES (16,16,16,16,16) eintragen.
Bei #define MOTOR_CURRENT (185,185,185,185,185) für 1A stehen.
Kenne mich mit solchen Sachen nicht aus und bin somit für jeden Hinweis der mir hilft die Dinge zu verstehen, dankbar.
Es sieht schon lustig aus, wenn eine Filamentwurst gedruckt wird, die sich nach der Düse aufbaut und wenn beim nächsten überfahren
dieser Stelle sich die Düse in die vorhandene Wurst wieder eindrückt und neues Material aufträgt und somit der Aufwurf wieder dicker wird.
Statt ganz normal eine Schicht auf die Andere abzulegen.
Ist es aber nicht.
Bis später Didi
Aktuell:
Selfmade-Drucker mit Wasserkühlung u. Carbon-Wechselplatte,
Selfmade-Drucker ( Nr. 7 in Arbeit . . . ), CAD Creo 3.0/4.0 , Mac, Cura, Prusa Slicer . . .
Habe Gestern noch so Einiges ausprobiert.
Als Erstes habe ich unter Printer Settings > Extruder X > Lift Z auf 0 gestellt.
> ... Dann schau dir mal den GCode an. Wenn der einen Layerwechsel macht ob da auch Z um den richtigen Wert erhöht wird. ...<
Dann habe ich den GCode kontrolliert, - der Z-Wert wird um den richtigen Wert erhöht.
> ... der Motortreiber oder die Z Achse klemmt. ... <
Die sind i.O.
Und zu den Schritten,
Der Hub wird bei meinem Gerät mit einer Gewindestange M6 direkt an Nema17 Stepper (200ter,1,8°,16Teilschr.) befestigt, realisiert.
#define ZAXIS_STEPPS_PER_MM 3200 (Firmware-Einstellung) sollte eigendlich stimmen.
Ich habe da schon einiges ausprobiert, weil mir der Stepper zu langsam läuft. "repetier" gab mir den Tip,
#define HOMING_FEEDRATE_Z mal auf 2 zu setzen. Bei 1.1 ging es besser, aber immer noch nicht zufrieden stellend.
Hab gerade noch mal nach gesehen, #define MICROSTEP_MODES (8,8,8,8,8) ist Das möglicherweise das Problem?
Sollte ich dort vielleicht #define MICROSTEP_MODES (16,16,16,16,16) eintragen.
Bei #define MOTOR_CURRENT (185,185,185,185,185) für 1A stehen.
Kenne mich mit solchen Sachen nicht aus und bin somit für jeden Hinweis der mir hilft die Dinge zu verstehen, dankbar.
Es sieht schon lustig aus, wenn eine Filamentwurst gedruckt wird, die sich nach der Düse aufbaut und wenn beim nächsten überfahren
dieser Stelle sich die Düse in die vorhandene Wurst wieder eindrückt und neues Material aufträgt und somit der Aufwurf wieder dicker wird.
Statt ganz normal eine Schicht auf die Andere abzulegen.
Ist es aber nicht.
Bis später Didi
Aktuell:
Selfmade-Drucker mit Wasserkühlung u. Carbon-Wechselplatte,
Selfmade-Drucker ( Nr. 7 in Arbeit . . . ), CAD Creo 3.0/4.0 , Mac, Cura, Prusa Slicer . . .
|
Re: benötige Hilfe bei Slice3r Einstellungen 16. August 2013 02:43 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 200 |
Hi, nochmal für mich als Dummen:
wenn Du z.B 50 mm in Z verfährst uber Repetier host oder Printrun dann stimmt das?
Drucke mal das Kalibrierungsteil von Sli3r ganz langsam (im Host auf 10% oder so stellen ) und guck auf die Koordinaten im Host. Stimmen die mit der Layerhöhe überein (z=0,25, 0,5,0,75...)?
Wenn das alles stimmt kann es nur noch der Slicer sein.
Könnte es sein daas du Überfütterst? d.h. den Extrusion Multiplier über 1 stehen hast? Zu dünnes Filament eingetragen hast?
Gruß Dirk
wenn Du z.B 50 mm in Z verfährst uber Repetier host oder Printrun dann stimmt das?
Drucke mal das Kalibrierungsteil von Sli3r ganz langsam (im Host auf 10% oder so stellen ) und guck auf die Koordinaten im Host. Stimmen die mit der Layerhöhe überein (z=0,25, 0,5,0,75...)?
Wenn das alles stimmt kann es nur noch der Slicer sein.
Könnte es sein daas du Überfütterst? d.h. den Extrusion Multiplier über 1 stehen hast? Zu dünnes Filament eingetragen hast?
Gruß Dirk
|
Re: benötige Hilfe bei Slice3r Einstellungen 16. August 2013 03:24 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.292 |
Hi Dirkkro,
> ... Stimmen die mit der Layerhöhe überein (z=0,25, 0,5,0,75...)? ... <
Ja, die Werte stimmen (Z=0,35, 0,6, 0,95 ... ).
Und weil das so ist, habe ich ja auch auf die falschen Einstellungen in Slic3r getippt.
Ich hoffe, das sich Jemand der sich mit den Slicer-Einstellungen (Slic3r 0.9.9) auskennt meldet.
Ich weis bei einigen Pos. nicht, kommt dort ein Wert von 0.25, 85, 350, od. 60% rein.
Mir fehlt einfach mal eine Basis Einstellung.
Ab da kann ich mich dann weiter an optimale Ergebnisse rantasten.
> ...Könnte es sein daas du Überfütterst? d.h. den Extrusion Multiplier über 1 stehen hast?
Zu dünnes Filament eingetragen hast? ...<
Extrusion Multiplier habe mit dem Wert "1" und "0.8" probiert, ich stelle da im Moment keinen Unterschied fest.
Filament 1,75mm ABS und die Düse ist eine 0,35er und da was Vorne raus kommt sieht gut aus
und bei den ersten beiden Layern funzt das auch.
Das Filament haftet mitlerweile auch gut auf dem Druckbett.
Die "0,5-thin-wall" habe ich versucht zu drucken.
. . . aufbaut und wenn beim nächsten überfahren dieser Stelle sich die Düse in die vorhandene Wurst wieder eindrückt
und neues Material aufträgt und somit der Aufwurf wieder dicker wird. . . .
Ich denke das ich da kein Einzelfall bin, der Dieses od. Ähnliches Problem hat.
Bis später Didi
Aktuell:
Selfmade-Drucker mit Wasserkühlung u. Carbon-Wechselplatte,
Selfmade-Drucker ( Nr. 7 in Arbeit . . . ), CAD Creo 3.0/4.0 , Mac, Cura, Prusa Slicer . . .
> ... Stimmen die mit der Layerhöhe überein (z=0,25, 0,5,0,75...)? ... <
Ja, die Werte stimmen (Z=0,35, 0,6, 0,95 ... ).
Und weil das so ist, habe ich ja auch auf die falschen Einstellungen in Slic3r getippt.
Ich hoffe, das sich Jemand der sich mit den Slicer-Einstellungen (Slic3r 0.9.9) auskennt meldet.
Ich weis bei einigen Pos. nicht, kommt dort ein Wert von 0.25, 85, 350, od. 60% rein.
Mir fehlt einfach mal eine Basis Einstellung.
Ab da kann ich mich dann weiter an optimale Ergebnisse rantasten.
> ...Könnte es sein daas du Überfütterst? d.h. den Extrusion Multiplier über 1 stehen hast?
Zu dünnes Filament eingetragen hast? ...<
Extrusion Multiplier habe mit dem Wert "1" und "0.8" probiert, ich stelle da im Moment keinen Unterschied fest.
Filament 1,75mm ABS und die Düse ist eine 0,35er und da was Vorne raus kommt sieht gut aus
und bei den ersten beiden Layern funzt das auch.
Das Filament haftet mitlerweile auch gut auf dem Druckbett.
Die "0,5-thin-wall" habe ich versucht zu drucken.
. . . aufbaut und wenn beim nächsten überfahren dieser Stelle sich die Düse in die vorhandene Wurst wieder eindrückt
und neues Material aufträgt und somit der Aufwurf wieder dicker wird. . . .
Ich denke das ich da kein Einzelfall bin, der Dieses od. Ähnliches Problem hat.
Bis später Didi
Aktuell:
Selfmade-Drucker mit Wasserkühlung u. Carbon-Wechselplatte,
Selfmade-Drucker ( Nr. 7 in Arbeit . . . ), CAD Creo 3.0/4.0 , Mac, Cura, Prusa Slicer . . .
|
Re: benötige Hilfe bei Slice3r Einstellungen 16. August 2013 06:55 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 565 |
Ja dann schau mal ob die Z Achse sie auch richtig bewegt.
Wenn nicht zuviel Material aus der Düse rauskommt, kanns ja nur an der Achse liegen.
Bei M6 ist die Steigung 1, wenn du mit 0,25mm Layer höhe Druckst muss sich der Motor 1/4tel Umdrehung drehen. Kontrollier das mal.
Ich verwende Slicer, welche Positionen sind dir unklar?
Bei M8 dunktioniert das bei mir.
#define MAX_FEEDRATE_Z 5
#define HOMING_FEEDRATE_Z 3
#define MAX_TRAVEL_ACCELERATION_UNITS_PER_SQ_SECOND_Z 10
Wenn nicht zuviel Material aus der Düse rauskommt, kanns ja nur an der Achse liegen.
Bei M6 ist die Steigung 1, wenn du mit 0,25mm Layer höhe Druckst muss sich der Motor 1/4tel Umdrehung drehen. Kontrollier das mal.
Ich verwende Slicer, welche Positionen sind dir unklar?
Bei M8 dunktioniert das bei mir.
#define MAX_FEEDRATE_Z 5
#define HOMING_FEEDRATE_Z 3
#define MAX_TRAVEL_ACCELERATION_UNITS_PER_SQ_SECOND_Z 10
|
Re: benötige Hilfe bei Slice3r Einstellungen 16. August 2013 16:47 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.292 |
Hallo Hux Flux grüß Dich.
Vorab wenn ich in der Manuellen Steuerung (im Rep.Host) Z 20mm verfahre, fährt er exakt 20,0mm.
Habe trotzdem die Werte der Z-Achse noch einmal kontrolliert und die Einstellungen in der Firmware angepasst,
so das jetzt Z ohne Rattern und ohne Murren und Knurren läuft.
#define MAX_FEEDRATE_Z 1
#define HOMING_FEEDRATE_Z 1
#define MAX_ACCELERATION_UNITS_PER_SQ_SECOND_Z 5
#define MAX_TRAVEL_ACCELERATION_UNITS_PER_SQ_SECOND_Z 1
In Repetierhost Konfig./Druckereinst./ Drucker
- Z-Achse Geschwindigkeit auf 65 (mm/min) das ist das Maximum, so läufts ganz gut.
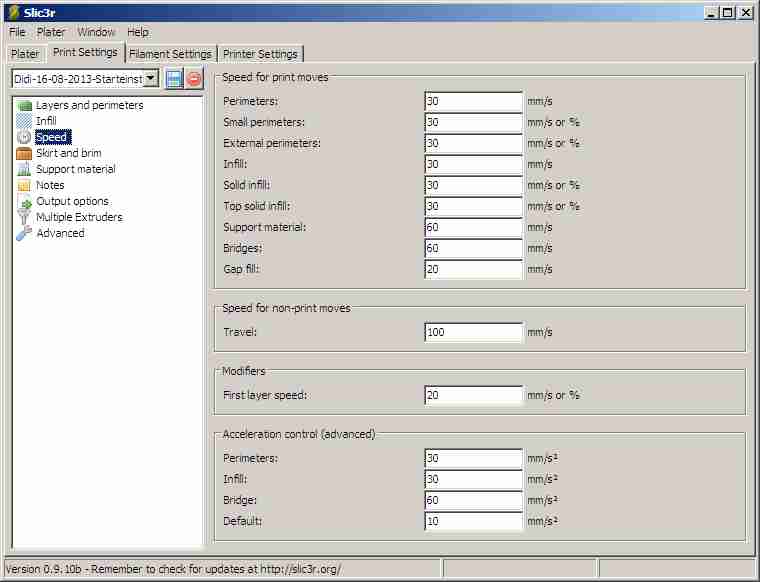
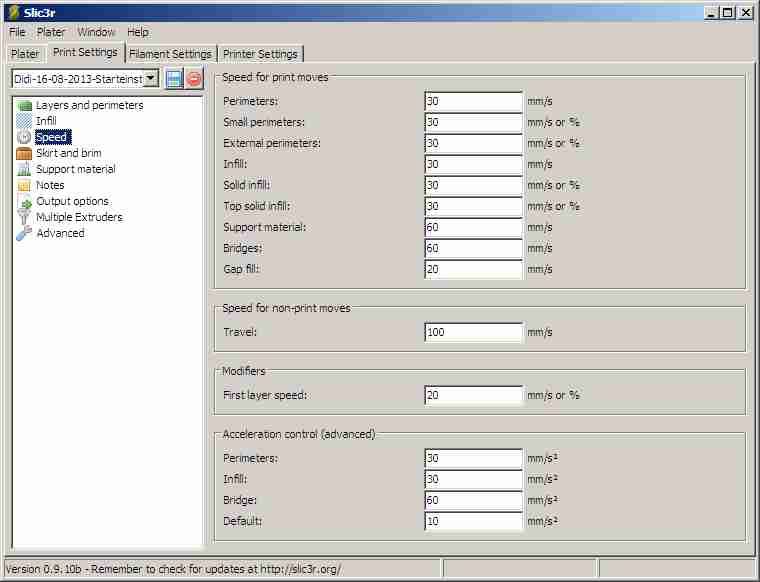
Die "0,5er-Wall" habe ich noch einmal versucht zu drucken ... und wieder abgebrochen.
Hier meine Einstellungen in Slic3r [print-settings-speed.jpg] und [print-settings-advanced.jpg].
Übrigens während des Drucks wird beim Anheben für den nächsten Layer,
die Z-Achse nur um ca 1/12 gedreht (statt 1/4) . Da ist der Hase ja im Pfeffer begraben.
Das ist mein Problem, egal bei welchem Teil.
Das muß doch raus zu bekommen sein, woran das liegt. Es liegt nicht an der Materialmenge.
( Die wäre für 0,25mm bestimmt ok. aber nicht für 0,083mm. )
Bis später Didi
Aktuell:
Selfmade-Drucker mit Wasserkühlung u. Carbon-Wechselplatte,
Selfmade-Drucker ( Nr. 7 in Arbeit . . . ), CAD Creo 3.0/4.0 , Mac, Cura, Prusa Slicer . . .
Vorab wenn ich in der Manuellen Steuerung (im Rep.Host) Z 20mm verfahre, fährt er exakt 20,0mm.
Habe trotzdem die Werte der Z-Achse noch einmal kontrolliert und die Einstellungen in der Firmware angepasst,
so das jetzt Z ohne Rattern und ohne Murren und Knurren läuft.
#define MAX_FEEDRATE_Z 1
#define HOMING_FEEDRATE_Z 1
#define MAX_ACCELERATION_UNITS_PER_SQ_SECOND_Z 5
#define MAX_TRAVEL_ACCELERATION_UNITS_PER_SQ_SECOND_Z 1
In Repetierhost Konfig./Druckereinst./ Drucker
- Z-Achse Geschwindigkeit auf 65 (mm/min) das ist das Maximum, so läufts ganz gut.
Die "0,5er-Wall" habe ich noch einmal versucht zu drucken ... und wieder abgebrochen.
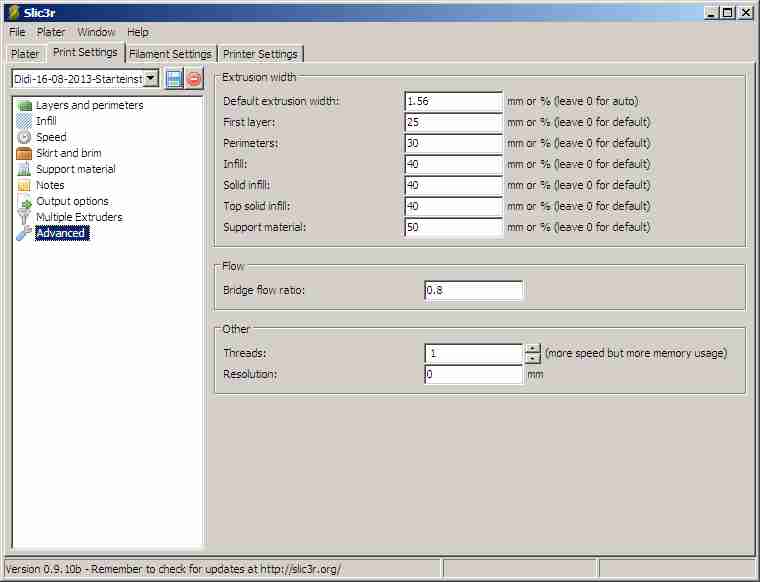
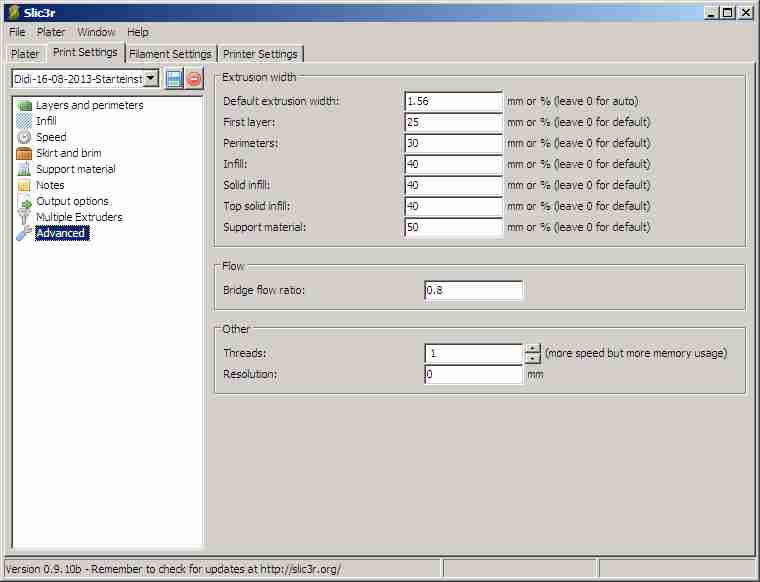
Hier meine Einstellungen in Slic3r [print-settings-speed.jpg] und [print-settings-advanced.jpg].
Übrigens während des Drucks wird beim Anheben für den nächsten Layer,
die Z-Achse nur um ca 1/12 gedreht (statt 1/4) . Da ist der Hase ja im Pfeffer begraben.
Das ist mein Problem, egal bei welchem Teil.
Das muß doch raus zu bekommen sein, woran das liegt. Es liegt nicht an der Materialmenge.
( Die wäre für 0,25mm bestimmt ok. aber nicht für 0,083mm. )
Bis später Didi
Aktuell:
Selfmade-Drucker mit Wasserkühlung u. Carbon-Wechselplatte,
Selfmade-Drucker ( Nr. 7 in Arbeit . . . ), CAD Creo 3.0/4.0 , Mac, Cura, Prusa Slicer . . .
|
Re: benötige Hilfe bei Slice3r Einstellungen 16. August 2013 18:59 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 565 |
Ahja, in den Advanced fehlt ein 0. vor den 2 zahlen. Der extrusion Multiplier hab ich nicht nachgerechnet, aber des Rest ist falsch.
Ich hab da bei einer 0,35 Düse, überall 0,3 drin.
Wenn du länger mit dem Mauszeiger auf dem Feld bleibst, kommt ein Dialog wo drin steht für was es ist.
Ob das dein Problem löst weis ich nicht, ist aber immerhin ein Ansatz
Und lösche mal deine Zahlen im Acceleration control, vielleicht verändert sich was.
Reinigen der Gewindestange/Mutter und anschließend schmieren kann auch helfen.
Eventuell dreht deine M6 Mutter mit?
2-mal bearbeitet. Zuletzt am 16.08.13 19:03.
Ich hab da bei einer 0,35 Düse, überall 0,3 drin.
Wenn du länger mit dem Mauszeiger auf dem Feld bleibst, kommt ein Dialog wo drin steht für was es ist.
Ob das dein Problem löst weis ich nicht, ist aber immerhin ein Ansatz
Und lösche mal deine Zahlen im Acceleration control, vielleicht verändert sich was.
Reinigen der Gewindestange/Mutter und anschließend schmieren kann auch helfen.
Eventuell dreht deine M6 Mutter mit?
2-mal bearbeitet. Zuletzt am 16.08.13 19:03.
|
Re: benötige Hilfe bei Slice3r Einstellungen 16. August 2013 19:00 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 3.969 |
Moin moin.
Ich hatte auch Probleme mit dem Ausdruck. Stze doch einmal advanced alles auf Null. Ich habe Perimeters auf 0.5 und solid Infill auf 0.7.
Bei mir klappt das jetzt. Vielleicht habe ich nur Glück.
Gruß
Frithjof
Liebe Grüße aus Kaltenkirchen.
Frithjof
Meine Seite
[www.facebook.com]
Ich hatte auch Probleme mit dem Ausdruck. Stze doch einmal advanced alles auf Null. Ich habe Perimeters auf 0.5 und solid Infill auf 0.7.
Bei mir klappt das jetzt. Vielleicht habe ich nur Glück.
Gruß
Frithjof
Liebe Grüße aus Kaltenkirchen.
Frithjof
Meine Seite
[www.facebook.com]
|
Re: benötige Hilfe bei Slice3r Einstellungen 17. August 2013 04:53 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.292 |
Hallo grüßt Euch.
Das mit der Dimensionierung ist für Frischlinge wie mir so eine Sache.
@ Hux Flux
> Reinigen der Gewindestange/Mutter und anschließend schmieren kann auch helfen.
Eventuell dreht deine M6 Mutter mit? <
Es ist ja nicht so, das die Mechanik nicht funzt. Das Ding macht genau das was es von der Software
an Order bekommt und da stimmen halt die Werte nicht.
> ... in den Advanced fehlt ein 0. vor den 2 zahlen. ... < Werde das mal ausprobieren.
@ Frithjof
Du hast die Phase ja schon hinter dir, mit ähnlichen Komponenten
> Ich habe Perimeters auf 0.5 und solid Infill auf 0.7. Bei mir klappt das jetzt. Vielleicht habe ich nur Glück. <
Aber dank Eurer Tips dauert die Lernphase keine Monate, sondern erheblich weniger.
Bis später Didi
Aktuell:
Selfmade-Drucker mit Wasserkühlung u. Carbon-Wechselplatte,
Selfmade-Drucker ( Nr. 7 in Arbeit . . . ), CAD Creo 3.0/4.0 , Mac, Cura, Prusa Slicer . . .
Das mit der Dimensionierung ist für Frischlinge wie mir so eine Sache.
@ Hux Flux
> Reinigen der Gewindestange/Mutter und anschließend schmieren kann auch helfen.
Eventuell dreht deine M6 Mutter mit? <
Es ist ja nicht so, das die Mechanik nicht funzt. Das Ding macht genau das was es von der Software
an Order bekommt und da stimmen halt die Werte nicht.
> ... in den Advanced fehlt ein 0. vor den 2 zahlen. ... < Werde das mal ausprobieren.
@ Frithjof
Du hast die Phase ja schon hinter dir, mit ähnlichen Komponenten
> Ich habe Perimeters auf 0.5 und solid Infill auf 0.7. Bei mir klappt das jetzt. Vielleicht habe ich nur Glück. <
Aber dank Eurer Tips dauert die Lernphase keine Monate, sondern erheblich weniger.
Bis später Didi
Aktuell:
Selfmade-Drucker mit Wasserkühlung u. Carbon-Wechselplatte,
Selfmade-Drucker ( Nr. 7 in Arbeit . . . ), CAD Creo 3.0/4.0 , Mac, Cura, Prusa Slicer . . .
|
Re: benötige Hilfe bei Slice3r Einstellungen 17. August 2013 07:02 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 565 |
Das mit der Verdreckten Gewindestange hatte ich auch mal, kleine Bewegungen gingen nicht immer, teilweise nur halb, teilweise nur 2-3mal innerhalb eines Drucks, aber als ich grosse Bewegungen (>1mm) getestet habe ging alles reibungslos durch. Von Hand drehen hatte ich kaum widerstand gemerkt.
Habe dann die Gewindestange und Mutter gegen Messingteile ersetzt, seit dem keine Probleme mehr.
Habe dann die Gewindestange und Mutter gegen Messingteile ersetzt, seit dem keine Probleme mehr.
|
Re: benötige Hilfe bei Slice3r Einstellungen 17. August 2013 08:00 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.292 |
@ Hux Flux
Nicht das es falsch verstanden wird, ich nehme den Hinweis schon ernst, säubern und mit Neoval
neu oelen. Ich komme aus dem Sondermaschinenbau und bin mir schon solcher Minimaleinflüsse
bewußt.
Jetzt Teste ich mal das System mit den geänderten Einstellungen und dann schaun wir mal weiter
Gruß Didi.
Aktuell:
Selfmade-Drucker mit Wasserkühlung u. Carbon-Wechselplatte,
Selfmade-Drucker ( Nr. 7 in Arbeit . . . ), CAD Creo 3.0/4.0 , Mac, Cura, Prusa Slicer . . .
Nicht das es falsch verstanden wird, ich nehme den Hinweis schon ernst, säubern und mit Neoval
neu oelen. Ich komme aus dem Sondermaschinenbau und bin mir schon solcher Minimaleinflüsse
bewußt.
Jetzt Teste ich mal das System mit den geänderten Einstellungen und dann schaun wir mal weiter
Gruß Didi.
Aktuell:
Selfmade-Drucker mit Wasserkühlung u. Carbon-Wechselplatte,
Selfmade-Drucker ( Nr. 7 in Arbeit . . . ), CAD Creo 3.0/4.0 , Mac, Cura, Prusa Slicer . . .
|
Re: benötige Hilfe bei Slice3r Einstellungen 17. August 2013 08:25 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 565 |
 , zwar nicht Bau eher Mechanische Instandhaltung, aber auch Sondermaschinen.
, zwar nicht Bau eher Mechanische Instandhaltung, aber auch Sondermaschinen.|
Re: benötige Hilfe bei Slice3r Einstellungen 17. August 2013 10:51 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.292 |
Hallo grüßt Euch,
habe jetzt so Einiges ausprobiert. Nun raucht mir "die Hirse".
Die Vorschläge habe ich durchgeführt, Erfolglos. Soll heissen, es ändert sich alles,
aber der Vorschub in Z-Richtung bleibt unveränder bei 1/12 Umdr.
Ich bin mit der Fördermenge bis auf 0,5 mm² runter, es wird sauberer und übersichtlicher.
Beim letzten Druck waren sogar die Layer seitlich versetzt. . .
Aber wie sagt man dem Ding das er für den nächsten Layer nicht 0,08 sondern z.B. 0,25 höher fahren soll.
Wo ist da mein Denkfehler?
Bis später Didi
Aktuell:
Selfmade-Drucker mit Wasserkühlung u. Carbon-Wechselplatte,
Selfmade-Drucker ( Nr. 7 in Arbeit . . . ), CAD Creo 3.0/4.0 , Mac, Cura, Prusa Slicer . . .
habe jetzt so Einiges ausprobiert. Nun raucht mir "die Hirse".
Die Vorschläge habe ich durchgeführt, Erfolglos. Soll heissen, es ändert sich alles,
aber der Vorschub in Z-Richtung bleibt unveränder bei 1/12 Umdr.
Ich bin mit der Fördermenge bis auf 0,5 mm² runter, es wird sauberer und übersichtlicher.
Beim letzten Druck waren sogar die Layer seitlich versetzt. . .
Aber wie sagt man dem Ding das er für den nächsten Layer nicht 0,08 sondern z.B. 0,25 höher fahren soll.
Wo ist da mein Denkfehler?
Bis später Didi
Aktuell:
Selfmade-Drucker mit Wasserkühlung u. Carbon-Wechselplatte,
Selfmade-Drucker ( Nr. 7 in Arbeit . . . ), CAD Creo 3.0/4.0 , Mac, Cura, Prusa Slicer . . .
|
Re: benötige Hilfe bei Slice3r Einstellungen 17. August 2013 11:47 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 565 |
|
Re: benötige Hilfe bei Slice3r Einstellungen 17. August 2013 11:48 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 446 |
|
Re: benötige Hilfe bei Slice3r Einstellungen 17. August 2013 15:12 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.292 |
Hallo GerhardP,
aber ich hab doch eine LayerHöhe von 0.3 mm eingestellt, somit müßte er auch ca.0.9mm
verfahren haben und danach noch weitere Erhöhungen in diesen Schritten vornehmen.
Das sehe ich ja genauso. Aber dem ist ja nicht so. Die Erhöhung erfolgt definitiv nur in rund
einer 12tel Umdr
Ich kann doch nicht in Slicer eine LayerHöhe von 0,9mm angeben damit das System 0,3 fährt.
Da stimmt doch was nicht.
@ HuxFlux
Das mit den 0,1mm Schritten der Z-Achse werd ich gleich Morgen früh noch einmal überprüfen.
Ich probiere jetzt schon 3 Wochen um für dieses Poblem eine Lösung zu finden.
Gruß Didi
Aktuell:
Selfmade-Drucker mit Wasserkühlung u. Carbon-Wechselplatte,
Selfmade-Drucker ( Nr. 7 in Arbeit . . . ), CAD Creo 3.0/4.0 , Mac, Cura, Prusa Slicer . . .
aber ich hab doch eine LayerHöhe von 0.3 mm eingestellt, somit müßte er auch ca.0.9mm
verfahren haben und danach noch weitere Erhöhungen in diesen Schritten vornehmen.
Das sehe ich ja genauso. Aber dem ist ja nicht so. Die Erhöhung erfolgt definitiv nur in rund
einer 12tel Umdr
Ich kann doch nicht in Slicer eine LayerHöhe von 0,9mm angeben damit das System 0,3 fährt.
Da stimmt doch was nicht.
@ HuxFlux
Das mit den 0,1mm Schritten der Z-Achse werd ich gleich Morgen früh noch einmal überprüfen.
Ich probiere jetzt schon 3 Wochen um für dieses Poblem eine Lösung zu finden.
Gruß Didi
Aktuell:
Selfmade-Drucker mit Wasserkühlung u. Carbon-Wechselplatte,
Selfmade-Drucker ( Nr. 7 in Arbeit . . . ), CAD Creo 3.0/4.0 , Mac, Cura, Prusa Slicer . . .
|
Re: benötige Hilfe bei Slice3r Einstellungen 18. August 2013 16:47 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 446 |
Fahr die Z-Achse manuell um 10x 0,1mm hoch und merke Dir wieviel Umdrehungen die Kupplung macht. Dann dasselbe nochmal im Programm.
Kontrolliere auch die eingestellten max. - Werte für Beschleunigung, Jerk und Geschwindigkeit sowohl in der Firmware als auch im Slic3r. Wenn Du im Programm zu hohe Werte zulässt verliert die Z-Achse Schritte. Vielleicht liegt da der Hund begraben.
Schöne Grüße aus Österreich
Gerhard
**********************************************************************
Kontrolliere auch die eingestellten max. - Werte für Beschleunigung, Jerk und Geschwindigkeit sowohl in der Firmware als auch im Slic3r. Wenn Du im Programm zu hohe Werte zulässt verliert die Z-Achse Schritte. Vielleicht liegt da der Hund begraben.
Schöne Grüße aus Österreich
Gerhard
**********************************************************************
|
Re: benötige Hilfe bei Slice3r Einstellungen 18. August 2013 17:12 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.292 |
Hallo Gerhard,
das hatte HuxFlux auch vorgeschlagen, . . .
Was meinst Du damit? > . . . Dann dasselbe nochmal im Programm. <
Meist Du damit "Trockenlauf " im Host wählen (Programm fahren, ohne zu Extrudieren)?
Ok, das ist gut, das habe ich bis jetzt außer acht gelassen. Ist ne gute Idee.
> Kontrolliere auch die eingestellten max. - Werte für Beschleunigung, Jerk und Geschwindigkeit sowohl in der Firmware
als auch im Slic3r. Wenn Du im Programm zu hohe Werte zulässt verliert die Z-Achse Schritte. <
Was sind "zu hohe Werte" od. "gute Werte" wo fängt man dort an zu Testen?
Bin soeben auf eine recht interessante Seite gestoßen ( http://makezine.com/projects/getting-started-with-slic3r/ )
und habe die mal von Google übersetzen lassen.
Das ist meines erachtens schon eine recht große Hilfe. Zumindest für eine ersten Anfang eine Basiseinstellung zu haben.
Bis später Didi
Aktuell:
Selfmade-Drucker mit Wasserkühlung u. Carbon-Wechselplatte,
Selfmade-Drucker ( Nr. 7 in Arbeit . . . ), CAD Creo 3.0/4.0 , Mac, Cura, Prusa Slicer . . .
das hatte HuxFlux auch vorgeschlagen, . . .
Was meinst Du damit? > . . . Dann dasselbe nochmal im Programm. <
Meist Du damit "Trockenlauf " im Host wählen (Programm fahren, ohne zu Extrudieren)?
Ok, das ist gut, das habe ich bis jetzt außer acht gelassen. Ist ne gute Idee.
> Kontrolliere auch die eingestellten max. - Werte für Beschleunigung, Jerk und Geschwindigkeit sowohl in der Firmware
als auch im Slic3r. Wenn Du im Programm zu hohe Werte zulässt verliert die Z-Achse Schritte. <
Was sind "zu hohe Werte" od. "gute Werte" wo fängt man dort an zu Testen?
Bin soeben auf eine recht interessante Seite gestoßen ( http://makezine.com/projects/getting-started-with-slic3r/ )
und habe die mal von Google übersetzen lassen.
Das ist meines erachtens schon eine recht große Hilfe. Zumindest für eine ersten Anfang eine Basiseinstellung zu haben.
Bis später Didi
Aktuell:
Selfmade-Drucker mit Wasserkühlung u. Carbon-Wechselplatte,
Selfmade-Drucker ( Nr. 7 in Arbeit . . . ), CAD Creo 3.0/4.0 , Mac, Cura, Prusa Slicer . . .
|
Re: benötige Hilfe bei Slice3r Einstellungen 19. August 2013 02:27 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 1.916 |
Warum nicht gleich die Beschreibung direkt von Slic3r -> [dl.dropboxusercontent.com]
Achim
Achim
|
Re: benötige Hilfe bei Slice3r Einstellungen 19. August 2013 06:23 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.292 |
|
Re: benötige Hilfe bei Slice3r Einstellungen 19. August 2013 07:20 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 1.916 |
|
Re: benötige Hilfe bei Slice3r Einstellungen 19. August 2013 13:23 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.292 |
Hallo Alle mit einander.
Zum neusten Stand aller Versuche:
Ich habe alle Ratschläge befolgt, auch das Nachmessen in 0,1mm Schritten (war nach 40 Mal exakt 4,0mm),
auch im Trockenlauf.
Jede erdenklichen und niedergeschriebenen Einstellungen ausprobiert.
Es ändert sich nichts. Er rührt mit der heißen Düse in den gedruckten Layern, wie die Mama im Kuchen.
Die Z-Achse wird nach wie vor beim Drucken nur um ca 1/12 gedreht (statt 1/4).
Grrr . . . Grrr . . . Gruß Didi
Aktuell:
Selfmade-Drucker mit Wasserkühlung u. Carbon-Wechselplatte,
Selfmade-Drucker ( Nr. 7 in Arbeit . . . ), CAD Creo 3.0/4.0 , Mac, Cura, Prusa Slicer . . .
Zum neusten Stand aller Versuche:
Ich habe alle Ratschläge befolgt, auch das Nachmessen in 0,1mm Schritten (war nach 40 Mal exakt 4,0mm),
auch im Trockenlauf.
Jede erdenklichen und niedergeschriebenen Einstellungen ausprobiert.
Es ändert sich nichts. Er rührt mit der heißen Düse in den gedruckten Layern, wie die Mama im Kuchen.
Die Z-Achse wird nach wie vor beim Drucken nur um ca 1/12 gedreht (statt 1/4).
Grrr . . . Grrr . . . Gruß Didi
Aktuell:
Selfmade-Drucker mit Wasserkühlung u. Carbon-Wechselplatte,
Selfmade-Drucker ( Nr. 7 in Arbeit . . . ), CAD Creo 3.0/4.0 , Mac, Cura, Prusa Slicer . . .
|
Re: benötige Hilfe bei Slice3r Einstellungen 19. August 2013 13:43 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 1.916 |
|
Re: benötige Hilfe bei Slice3r Einstellungen 19. August 2013 15:06 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.292 |
Hi Achim,
> Geb mal "G1 Z10 F150 " ein. < mit diesen Werten fährt das System exakt 1,0mm hoch.
In Slic3r unter Printer Settings Start Code steht - nur:
G28
G1 Z3 F5000; lift nozzle
das war die Voreinstellung, das hab ich so gelassen. Ich weis ja nicht was man da so reinschreibt.
In Printer Settings - Firmware , G-Code flavor: habe ich die Einstellung auf - RepRap (Marlin/Sprinter) - gelassen.
Gruß Didi
Aktuell:
Selfmade-Drucker mit Wasserkühlung u. Carbon-Wechselplatte,
Selfmade-Drucker ( Nr. 7 in Arbeit . . . ), CAD Creo 3.0/4.0 , Mac, Cura, Prusa Slicer . . .
> Geb mal "G1 Z10 F150 " ein. < mit diesen Werten fährt das System exakt 1,0mm hoch.
In Slic3r unter Printer Settings Start Code steht - nur:
G28
G1 Z3 F5000; lift nozzle
das war die Voreinstellung, das hab ich so gelassen. Ich weis ja nicht was man da so reinschreibt.
In Printer Settings - Firmware , G-Code flavor: habe ich die Einstellung auf - RepRap (Marlin/Sprinter) - gelassen.
Gruß Didi
Aktuell:
Selfmade-Drucker mit Wasserkühlung u. Carbon-Wechselplatte,
Selfmade-Drucker ( Nr. 7 in Arbeit . . . ), CAD Creo 3.0/4.0 , Mac, Cura, Prusa Slicer . . .
|
Re: benötige Hilfe bei Slice3r Einstellungen 19. August 2013 15:59 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 1.916 |
|
Re: benötige Hilfe bei Slice3r Einstellungen 19. August 2013 16:51 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.292 |
Bin wieder da!
Ich habe jede Menge gelesen und im Forum gestöbert, aber die richtigen Infos sind durch nichts zu ersetzen.
. . . und bin somit für jeden Hinweis der mir hilft die Dinge zu verstehen, dankbar.
Der Hub wird bei meinem Gerät mit einer Gewindestange M6 direkt an Nema17 Stepper (200ter,1,8°,16Teilschr.)
befestigt, realisiert.
#define ZAXIS_STEPPS_PER_MM 3200 (Firmware-Einstellung) sollte eigendlich stimmen.
in den Bewegungseinstellungen
. . . Hab noch mal nach gesehen, #define MICROSTEP_MODES (8,8,8,8,8) ist Das möglicherweise das Problem?
Sollte ich dort vielleicht #define MICROSTEP_MODES (16,16,16,16,16) eintragen.
oder ist #define MAX_JERK 20.0 und #define MAX_ZJERK 0.2 zu klein (Es sind die Voreinstellungen).
Ich mach drei Kreuze, wenn ich die Grundeinstellungen hinter mir habe.
Gruß Didi
Aktuell:
Selfmade-Drucker mit Wasserkühlung u. Carbon-Wechselplatte,
Selfmade-Drucker ( Nr. 7 in Arbeit . . . ), CAD Creo 3.0/4.0 , Mac, Cura, Prusa Slicer . . .
Ich habe jede Menge gelesen und im Forum gestöbert, aber die richtigen Infos sind durch nichts zu ersetzen.
. . . und bin somit für jeden Hinweis der mir hilft die Dinge zu verstehen, dankbar.
Der Hub wird bei meinem Gerät mit einer Gewindestange M6 direkt an Nema17 Stepper (200ter,1,8°,16Teilschr.)
befestigt, realisiert.
#define ZAXIS_STEPPS_PER_MM 3200 (Firmware-Einstellung) sollte eigendlich stimmen.
in den Bewegungseinstellungen
. . . Hab noch mal nach gesehen, #define MICROSTEP_MODES (8,8,8,8,8) ist Das möglicherweise das Problem?
Sollte ich dort vielleicht #define MICROSTEP_MODES (16,16,16,16,16) eintragen.
oder ist #define MAX_JERK 20.0 und #define MAX_ZJERK 0.2 zu klein (Es sind die Voreinstellungen).
Ich mach drei Kreuze, wenn ich die Grundeinstellungen hinter mir habe.
Gruß Didi
Aktuell:
Selfmade-Drucker mit Wasserkühlung u. Carbon-Wechselplatte,
Selfmade-Drucker ( Nr. 7 in Arbeit . . . ), CAD Creo 3.0/4.0 , Mac, Cura, Prusa Slicer . . .
|
Re: benötige Hilfe bei Slice3r Einstellungen 20. August 2013 02:00 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 1.916 |
Bei einer Gewindestange mit 1mm Steigung sollte "#define ZAXIS_STEPPS_PER_MM 3200" eigentlich stimmen.
"G1 Z10 F150" sollte trotzdem 10mm hoch fahren.
"#define MICROSTEP_MODES (8,8,8,8,8)" steht bei mir auch drin
und Jerk hat nichts mit dem Fahrweg zu tun
Probier mal spaßeshalber die Steps auf 320 einzustellen. Ist zwar theoretisch falsch, sollte aber praktisch bei Deinem Drucker richtig sein.
Wo der Fehler liegt, kann ich von hier aus nicht sagen, denn ich kenne die Besonderheiten Deines Eigenabaues nicht.
Achim
"G1 Z10 F150" sollte trotzdem 10mm hoch fahren.
"#define MICROSTEP_MODES (8,8,8,8,8)" steht bei mir auch drin
und Jerk hat nichts mit dem Fahrweg zu tun
Probier mal spaßeshalber die Steps auf 320 einzustellen. Ist zwar theoretisch falsch, sollte aber praktisch bei Deinem Drucker richtig sein.
Wo der Fehler liegt, kann ich von hier aus nicht sagen, denn ich kenne die Besonderheiten Deines Eigenabaues nicht.
Achim
|
Re: benötige Hilfe bei Slice3r Einstellungen 20. August 2013 03:17 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.292 |
Guten Morgen Achim,
> Probier mal spaßeshalber die Steps auf 320 einzustellen. Ist zwar theoretisch falsch, sollte aber <
Ich werd mal 320 ausprobieren. Wenn´s klappt, werd ich bestimmt Spaß daran haben.
> .. denn ich kenne die Besonderheiten Deines Eigenabaues nicht. <
Die Z-Achse besteht einfach nur aus einem Direktantrieb.
Nema17 - Feste Kupplung - M6-Gewindestange und X-Achsen-Stangenhalter mit M6 Innengew.
Gruß Didi
Aktuell:
Selfmade-Drucker mit Wasserkühlung u. Carbon-Wechselplatte,
Selfmade-Drucker ( Nr. 7 in Arbeit . . . ), CAD Creo 3.0/4.0 , Mac, Cura, Prusa Slicer . . .
> Probier mal spaßeshalber die Steps auf 320 einzustellen. Ist zwar theoretisch falsch, sollte aber <
Ich werd mal 320 ausprobieren. Wenn´s klappt, werd ich bestimmt Spaß daran haben.
> .. denn ich kenne die Besonderheiten Deines Eigenabaues nicht. <
Die Z-Achse besteht einfach nur aus einem Direktantrieb.
Nema17 - Feste Kupplung - M6-Gewindestange und X-Achsen-Stangenhalter mit M6 Innengew.
Gruß Didi
Aktuell:
Selfmade-Drucker mit Wasserkühlung u. Carbon-Wechselplatte,
Selfmade-Drucker ( Nr. 7 in Arbeit . . . ), CAD Creo 3.0/4.0 , Mac, Cura, Prusa Slicer . . .

{kind=link}
{kind=link}
{kind=link}
{kind=link}
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.