Dicke Ecke / Skeinforge [gelöst]
geschrieben von webghost
|
Dicke Ecke / Skeinforge [gelöst] 02. September 2011 05:12 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 54 |
Hi, habe es endlich geschafft meinen Drucker zum laufen zu bringen! Ich verwende einen Bowden-Extruder.
Jetzt habe ich noch 2 kleine Frage zu Skeinforge.
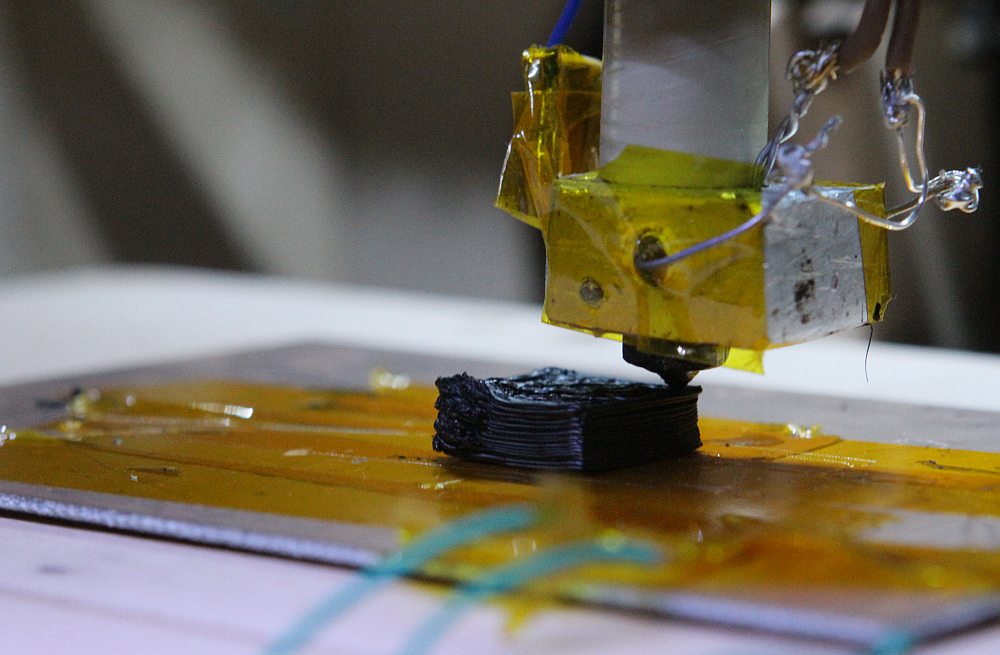
1. Wie kann ich verhindern, dass Materialaufläufe in den ecken entstehen wenn die Z-Achse hochgesetzt wird? (siehe Foto im Anhang)
2. Wieso dreht der Extruder zu beginn des Drucks erstmal mehrere Steps zurück und wo kann ich das abstellen?? Es dauert dann bei einem 2cm Würfel bis zur 2. Schicht bis endlich Material kommt. Alle weiteren Schichten sehen okay aus. Habe die neuste Skeinforge Version und mit der Anfängerhilfe auch einigermaßen justiert bekommen.
3. Wo kann ich generelle Einstellung zur Retraction für den Boden-Extruder machen? Die Werte müssen ja sicher etwas extremer sein als beim normalen Extruder.
Viele Grüße!
Julian
>> EDIT: Im Skeinforge Travel Feedrate auf 300 und Retraction aus!
4-mal bearbeitet. Zuletzt am 14.09.11 20:05.
Jetzt habe ich noch 2 kleine Frage zu Skeinforge.
1. Wie kann ich verhindern, dass Materialaufläufe in den ecken entstehen wenn die Z-Achse hochgesetzt wird? (siehe Foto im Anhang)
2. Wieso dreht der Extruder zu beginn des Drucks erstmal mehrere Steps zurück und wo kann ich das abstellen?? Es dauert dann bei einem 2cm Würfel bis zur 2. Schicht bis endlich Material kommt. Alle weiteren Schichten sehen okay aus. Habe die neuste Skeinforge Version und mit der Anfängerhilfe auch einigermaßen justiert bekommen.
3. Wo kann ich generelle Einstellung zur Retraction für den Boden-Extruder machen? Die Werte müssen ja sicher etwas extremer sein als beim normalen Extruder.
Viele Grüße!
Julian
>> EDIT: Im Skeinforge Travel Feedrate auf 300 und Retraction aus!
4-mal bearbeitet. Zuletzt am 14.09.11 20:05.
|
Re: Dicke Ecke / Skeinforge 02. September 2011 05:23 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 7.505 |
!. haben wir für Skeinforge schon einen eintrag...
BaudenExtruder sind fast nicht in den Griff zu bekommen...
das Filament in dem Schlauch wird immer zusammen gestaucht wie eine Feder, und in dem Moment wenn du nicht drückst, wird diese "federspannung" unten an der Düse raus gedrückt. Dadurch hast du immer unsauberkeiten.
Es gibt eine Start.Gcode, damit kann man im Vorfeld Befehle an der Drucker schicken, damit der erst mal Material in die Düse Drückt (z.B.)
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
BaudenExtruder sind fast nicht in den Griff zu bekommen...
das Filament in dem Schlauch wird immer zusammen gestaucht wie eine Feder, und in dem Moment wenn du nicht drückst, wird diese "federspannung" unten an der Düse raus gedrückt. Dadurch hast du immer unsauberkeiten.
Es gibt eine Start.Gcode, damit kann man im Vorfeld Befehle an der Drucker schicken, damit der erst mal Material in die Düse Drückt (z.B.)
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org |  |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Dicke Ecke / Skeinforge 02. September 2011 05:29 |
Registrierungsdatum: 13 Jahre zuvor Beiträge: 7.616 |
Quote
Hi, habe es endlich geschafft meinen Drucker zum laufen zu bringen!
Meine Gratulation!
Quote
Wieso dreht der Extruder zu beginn des Drucks erstmal mehrere Steps zurück und wo kann ich das abstellen??
Da beobachtest Du vermutlich das Retracting. Da ein Extruder zum extrudieren in der Düse erst mal Druck aufbauen muss, lässt am Ende des extrudierens dieser Druck weiteres Material ungewollt nachfliessen. Als Gegenmassnahme zieht man das Filament ein Stück zurück, um diesen Druck abzubauen. Idealerweise tropft die Düse dann nicht mehr.
Wie viel zurück gezogen wird, kann man natürlich optimieren. Die Teacup hat das eingebaut und dafür E_STARTSTOP_STEPS in der config.h. Anderen Firmwaren muss man das im G-code Kompiler (Skeinforge) vorgeben. Ist natürlich gut möglich, dass Du derzeit Beides aktiviert hast, doppelt gemoppelt ist in dem Fall nicht unbedingt besser.
| Generation 7 Electronics | Teacup Firmware | RepRap DIY |
|
Re: Dicke Ecke / Skeinforge 02. September 2011 05:34 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 7.505 |
So schnell kann man den Extruder nicht zurück laufen lassen, das man mit retract die Spannung im Baudenschlauch wieder abbauen kann ohne das der Extruder "kleckert".
Das funktioniert nicht. Das haben schon andere versucht.
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
Das funktioniert nicht. Das haben schon andere versucht.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Dicke Ecke / Skeinforge 02. September 2011 05:38 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 54 |
Hier mein start.gcode und was er macht:
Homing, Anfahren der "Aufwärmstellung", Aufheizen, Material extrudieren und zurückziehen dass es nicht tropft, 5 Sekunden Warten damit man das Material abnehmen kann, Plattform anfahren, erste Extrusion um Kontakt zur Plattform herzustellen.
Beim Druck sollte er nun sofort anfangen das Material rauszudrücken, da schon alles vorbereitet ist um loszulegen. Er zieht das Zeug aber wie bereits beschrieben immer erstmal in die Falsche Richtung. Ich würde die Retraction an diesem Punkt gerne ganz rausnehmen.
Homing, Anfahren der "Aufwärmstellung", Aufheizen, Material extrudieren und zurückziehen dass es nicht tropft, 5 Sekunden Warten damit man das Material abnehmen kann, Plattform anfahren, erste Extrusion um Kontakt zur Plattform herzustellen.
Beim Druck sollte er nun sofort anfangen das Material rauszudrücken, da schon alles vorbereitet ist um loszulegen. Er zieht das Zeug aber wie bereits beschrieben immer erstmal in die Falsche Richtung. Ich würde die Retraction an diesem Punkt gerne ganz rausnehmen.
G28 G90 G92 X0 Y0 Z0 E0 G1 X130 Y40 Z20 F1000.0 M84 M104 S190 M140 S55 M116 G1 E40 F300.0 G1 E20 F1000.0 G04 P5000 G1 Z3.75 F300.0 M6 T0 G04 P5000 G92 X0 Y0 Z0 E0 G1 X20 F300.0 E25 G1 Y20 F300.0 E25
|
Re: Dicke Ecke / Skeinforge 02. September 2011 05:41 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 7.505 |
G1 E40 F300.0
G1 E20 F1000.0 Hier dreht der ja wieder zurück
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
G1 E20 F1000.0 Hier dreht der ja wieder zurück
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Dicke Ecke / Skeinforge 02. September 2011 05:52 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 54 |
|
Re: Dicke Ecke / Skeinforge 02. September 2011 05:58 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 54 |
|
Re: Dicke Ecke / Skeinforge 02. September 2011 05:59 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 7.505 |
G28
G90
G92 X0 Y0 Z0 E0 "Maschine Nullen"
G1 X130 Y40 Z20 F1000.0 " Auf x130 Y40 Z2 Fahren"
M84
M104 S190 "Düse heizen"
M140 S55 "Tisch heizen"
M116 "Warten bis Temperaturen erreicht sind"
G1 E40 F300.0 "Extruder 40 vor drücken"
G1 E20 F1000.0 "Extruder wieder zurück auf 20"
G04 P5000 "Pause"
G1 Z3.75 F300.0 "Z auf 3,75 fahren"
M6 T0 "Werkzeugwechselbefehl"
G04 P5000 "pause"
Hier müßte etwas hin damit er Material aus dem Extruder drückt...G1 E70 F300.0 oder sowas
G92 X0 Y0 Z0 E0 "Nochmal alles nullen"
G04 P5000 "pause"
G1 X20 F300.0 E25 "X auf 20"
G1 Y20 F300.0 E25 "Y auf 20"
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
G90
G92 X0 Y0 Z0 E0 "Maschine Nullen"
G1 X130 Y40 Z20 F1000.0 " Auf x130 Y40 Z2 Fahren"
M84
M104 S190 "Düse heizen"
M140 S55 "Tisch heizen"
M116 "Warten bis Temperaturen erreicht sind"
G1 E40 F300.0 "Extruder 40 vor drücken"
G1 E20 F1000.0 "Extruder wieder zurück auf 20"
G04 P5000 "Pause"
G1 Z3.75 F300.0 "Z auf 3,75 fahren"
M6 T0 "Werkzeugwechselbefehl"
G04 P5000 "pause"
Hier müßte etwas hin damit er Material aus dem Extruder drückt...G1 E70 F300.0 oder sowas
G92 X0 Y0 Z0 E0 "Nochmal alles nullen"
G04 P5000 "pause"
G1 X20 F300.0 E25 "X auf 20"
G1 Y20 F300.0 E25 "Y auf 20"
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Dicke Ecke / Skeinforge 02. September 2011 06:06 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 7.505 |
Das stehen bleiben kann durch das retract verursacht werden... in dem Moment läuft ja nur der Extruder zurück, aber eben nicht schnell genug... und dann sifft er.
Das ist fast nicht in den Griff zu bekommen.
Du brauchst zum einen einen gewissen Vorschub am Extruder, damit unten überhaupt etwas raus kommt (spannung im Schlauch aufbauen) ... aber genau diese aufgebaute Spannung drückt sich nach unten aus der Düse raus, wenn der einen Moment stehen bleibt. Beim wieder ansetzen fehlt sie dir dann wieder. Mit Retract ziehst du das Filament zwar zurück, aber der bleibt dabei auch stehen. Ist aber nicht schnell genug um um die Spannung weg zu bekommen ohne das das unten raus drückt.
Das ist der Nachteil von einem Bauden.
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
Das ist fast nicht in den Griff zu bekommen.
Du brauchst zum einen einen gewissen Vorschub am Extruder, damit unten überhaupt etwas raus kommt (spannung im Schlauch aufbauen) ... aber genau diese aufgebaute Spannung drückt sich nach unten aus der Düse raus, wenn der einen Moment stehen bleibt. Beim wieder ansetzen fehlt sie dir dann wieder. Mit Retract ziehst du das Filament zwar zurück, aber der bleibt dabei auch stehen. Ist aber nicht schnell genug um um die Spannung weg zu bekommen ohne das das unten raus drückt.
Das ist der Nachteil von einem Bauden.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Dicke Ecke / Skeinforge 02. September 2011 06:07 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 54 |
|
Re: Dicke Ecke / Skeinforge 02. September 2011 06:12 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 7.505 |
webghost Wrote:
-------------------------------------------------------
> er drückt in den letzten 2 zeilen doch schon was
> raus
>
>
> G1 X20 F300.0 E25 "X auf 20"
> G1 Y20 F300.0 E25 "Y auf 20"
Aber wenn du gewechselt hast, (so wie ich dich verstanden hab) ist nicht genug in der Düse, ansonsten drückt er nur recht wenig und kann dabei noch nicht die Spannung im Schlauch auf bauen. Was du versuchen kannst ist den E-Wert zu erhöhen... auf 70 oder so und dann guckst du mal ob das reicht. Das wirst du ausprobieren müssen.
Ich lasse den bei mir vorne immer eine Linie quer über den Tisch ziehen. In der neuen Skeinforge gibt es dafür Skirt (ich meine so heist das) Der macht bevor er druckt einen Rahmen um das Stück. Der hat den selben Effekt.
1-mal bearbeitet. Zuletzt am 02.09.11 06:12.
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
-------------------------------------------------------
> er drückt in den letzten 2 zeilen doch schon was
> raus
>
>
> G1 X20 F300.0 E25 "X auf 20"
> G1 Y20 F300.0 E25 "Y auf 20"
Aber wenn du gewechselt hast, (so wie ich dich verstanden hab) ist nicht genug in der Düse, ansonsten drückt er nur recht wenig und kann dabei noch nicht die Spannung im Schlauch auf bauen. Was du versuchen kannst ist den E-Wert zu erhöhen... auf 70 oder so und dann guckst du mal ob das reicht. Das wirst du ausprobieren müssen.
Ich lasse den bei mir vorne immer eine Linie quer über den Tisch ziehen. In der neuen Skeinforge gibt es dafür Skirt (ich meine so heist das) Der macht bevor er druckt einen Rahmen um das Stück. Der hat den selben Effekt.
1-mal bearbeitet. Zuletzt am 02.09.11 06:12.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Dicke Ecke / Skeinforge 02. September 2011 06:25 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 7.505 |
Achja, und noch was, wenn der während deiner Pausen auf Temperatur ist, läuft das Material nach unten aus der Düse. Zum einen durch das was im Bauden an Druck ist, zum anderen macht das das PLA sowieso ...weil das so dünnflüssig ist. Das mußt du mein Ansetzen deines Drucks mit ein berechnen (berücksichtigen) denn das fehlt ja am Anfang wieder.
Also lieber Aufheizen, dann etwas aus der Düse drücken, und direkt los fahren... wenn du dann wieder wartest, läuft er wieder aus.
1-mal bearbeitet. Zuletzt am 02.09.11 06:26.
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
Also lieber Aufheizen, dann etwas aus der Düse drücken, und direkt los fahren... wenn du dann wieder wartest, läuft er wieder aus.
1-mal bearbeitet. Zuletzt am 02.09.11 06:26.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Dicke Ecke / Skeinforge 02. September 2011 08:13 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 54 |
So, danke für die schnelle Hilfe! Skirt war ganz super.
Komme nun zu folgendem Ergebnis. (foto Anhang) Teste übrigens gerade den Druck mit ner Feedrate von 80mm/s. Flowrate liegt jetzt bei 320.
Muss es mal mit größeren Teilen testen. Die kleinen Dinger ohne Kühlung mit 80 Sachen zu drucken wird ja auch nie ganzs schön denke ich.
Komme nun zu folgendem Ergebnis. (foto Anhang) Teste übrigens gerade den Druck mit ner Feedrate von 80mm/s. Flowrate liegt jetzt bei 320.
Muss es mal mit größeren Teilen testen. Die kleinen Dinger ohne Kühlung mit 80 Sachen zu drucken wird ja auch nie ganzs schön denke ich.
|
Re: Dicke Ecke / Skeinforge 02. September 2011 08:20 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 7.505 |
Wenn du die Flowrate so hoch stehen hast, hast du in der Firmware noch die Einstellungen für die ältere Version von Skeinforge.
Da ist der wert für e_stepps/mm zu niedrig, weil der anders angegeben ist. Bei der neuen bezieht sich die Angabe auf 1mm Filament die IN den Extruder geht (also das 3mm Material) bei der alten auf 1mm die AUS dem Extruder geht (also das was aus der Düse kommt)
Die Werte für Feed und Flow müßten in etwa gleich sein...
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
Da ist der wert für e_stepps/mm zu niedrig, weil der anders angegeben ist. Bei der neuen bezieht sich die Angabe auf 1mm Filament die IN den Extruder geht (also das 3mm Material) bei der alten auf 1mm die AUS dem Extruder geht (also das was aus der Düse kommt)
Die Werte für Feed und Flow müßten in etwa gleich sein...
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Dicke Ecke / Skeinforge 06. September 2011 07:51 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 54 |
|
Re: Dicke Ecke / Skeinforge 06. September 2011 08:04 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 3.742 |
Es heist "Bowden"!
Benannt ist der Bowdenzug nach seinem Erfinder, dem Briten Ernest Monnington Bowden (1860–1904).
Siehe Erik's Bowden Extruder auf der RepRapWiki.
Bob Morrison
Wörth am Rhein, Germany
"Luke, use the source!"
BLOG - PHOTOS - Thingiverse
Benannt ist der Bowdenzug nach seinem Erfinder, dem Briten Ernest Monnington Bowden (1860–1904).
Siehe Erik's Bowden Extruder auf der RepRapWiki.
Bob Morrison
Wörth am Rhein, Germany
"Luke, use the source!"
BLOG - PHOTOS - Thingiverse
|
Re: Dicke Ecke / Skeinforge 06. September 2011 08:09 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 7.505 |
Da mußt du die wohl mal fragen, ich kenne bisher keinen der den B**den vernünftig in den Griff bekommen hat.
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Dicke Ecke / Skeinforge 20. September 2011 09:17 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 3 |
Hallo, im Rahmen einer Projektarbeit bin ich schon lange nach der Suche nach Antworten zu einem ähnlichen Problem, wie es hier beschrieben wird.
Folgende Fragen habe ich:
- steuert Skeinforge intern eigentlich den Volumenstrom der Schmelze beim Beschleunigen und Abbremsen des Extruders während des Druckvorgangs? Falls ja, wie sieht das im gcode aus?
- Falls nicht, gibt es einen gleichmäßigen Vorschub des Filaments und damit einen immer konstanten (je nach Einstellung der FlowRate)Schmelzefluss des Kunststoffes. Bekommen Ecken beim Drucken dadurch nicht bereits beim ersten Layer zu viel Material ab, obwohl der Extruder nicht in z-Richtung hochfährt? denn an den Ecken wird z.B. Geschwindigkeit in x-Richtung = 0 und y-Richtung beschleunigt, während die Schmelze gnadenlos weitergefördert wird. Oder zieht man kurz vor der Ecke auch das Material leicht zurück?
Grüße,
Gregor
Folgende Fragen habe ich:
- steuert Skeinforge intern eigentlich den Volumenstrom der Schmelze beim Beschleunigen und Abbremsen des Extruders während des Druckvorgangs? Falls ja, wie sieht das im gcode aus?
- Falls nicht, gibt es einen gleichmäßigen Vorschub des Filaments und damit einen immer konstanten (je nach Einstellung der FlowRate)Schmelzefluss des Kunststoffes. Bekommen Ecken beim Drucken dadurch nicht bereits beim ersten Layer zu viel Material ab, obwohl der Extruder nicht in z-Richtung hochfährt? denn an den Ecken wird z.B. Geschwindigkeit in x-Richtung = 0 und y-Richtung beschleunigt, während die Schmelze gnadenlos weitergefördert wird. Oder zieht man kurz vor der Ecke auch das Material leicht zurück?
Grüße,
Gregor
|
Re: Dicke Ecke / Skeinforge 20. September 2011 10:27 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 7.505 |
Quote
- steuert Skeinforge intern eigentlich den Volumenstrom der Schmelze beim Beschleunigen und Abbremsen des Extruders während des Druckvorgangs? Falls ja, wie sieht das im gcode aus?
Nein, das macht die Firmware. Skeinforge hat mit den Beschleunigungs und Bremsrampen nichts zu tun.
Der Materialfluss ist hauptsächlich an der Verfahrgeschwindigkeit der Achsen orientiert/gekoppelt. Obwohl es da Ausnahmen gibt (z.B. Ecken)
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Dicke Ecke / Skeinforge 20. September 2011 13:57 |
Registrierungsdatum: 13 Jahre zuvor Beiträge: 7.616 |
Quote
steuert Skeinforge
Was immer Skeinforge tut oder nicht tut, Du kannst es am G-code ablesen.
| Generation 7 Electronics | Teacup Firmware | RepRap DIY |
|
Re: Dicke Ecke / Skeinforge 20. September 2011 14:52 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 7.505 |
Quote
Traum...was auch immer
Was immer Skeinforge tut oder nicht tut, Du kannst es am G-code ablesen.
DU vielleicht...
Kennst du das Fremdwort "Empathie"
manchmal hab ich nicht den Eindruck.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Dicke Ecke / Skeinforge 20. September 2011 15:41 |
Registrierungsdatum: 13 Jahre zuvor Beiträge: 7.616 |
???
Der G-code wird 1:1 von der Firmware umgesetzt, das ist zuverlässig und eindeutig. Die einzigen Eingriffe der Firmware in den Ablauf sind schnell aufgezählt:
- Anfahr- und Bremsrampen (Teacup, Sprinter, Marlin).
- Retract beim Ein- und Ausschalten des Extruders (Teacup).
- Begrenzung der Verfahrbefehle auf den Bauraum (alle, teilweise über die Endstops).
- Begrenzung der maximalen Verfahrgeschwindigkeiten (Teacup).
- Verschiebung des Extruderwegs gegenüber den Achsenwegen (Marlin).
Nützlich ist sicherlich eine grafische Darstellung des G-codes. Pronterface macht das doch, wenn ich richtig informiert bin. Den G-code grafisch darzustellen und dann zu betrachten ist wesentlich zuverlässiger als das zu betrachten, was mal G-code werden soll.
Diese Verschiebung des Extruderweges gegenüber den Achsenwegen soll übrigens für die Vermeidung der dicken Ecken recht hilfreich sein.
Der G-code wird 1:1 von der Firmware umgesetzt, das ist zuverlässig und eindeutig. Die einzigen Eingriffe der Firmware in den Ablauf sind schnell aufgezählt:
- Anfahr- und Bremsrampen (Teacup, Sprinter, Marlin).
- Retract beim Ein- und Ausschalten des Extruders (Teacup).
- Begrenzung der Verfahrbefehle auf den Bauraum (alle, teilweise über die Endstops).
- Begrenzung der maximalen Verfahrgeschwindigkeiten (Teacup).
- Verschiebung des Extruderwegs gegenüber den Achsenwegen (Marlin).
Nützlich ist sicherlich eine grafische Darstellung des G-codes. Pronterface macht das doch, wenn ich richtig informiert bin. Den G-code grafisch darzustellen und dann zu betrachten ist wesentlich zuverlässiger als das zu betrachten, was mal G-code werden soll.
Diese Verschiebung des Extruderweges gegenüber den Achsenwegen soll übrigens für die Vermeidung der dicken Ecken recht hilfreich sein.
| Generation 7 Electronics | Teacup Firmware | RepRap DIY |
|
Re: Dicke Ecke / Skeinforge [gelöst] 20. September 2011 15:49 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 54 |
|
Re: Dicke Ecke / Skeinforge [gelöst] 20. September 2011 15:56 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 7.505 |
300 ist viel, wenn das deine Motoren schaffen ohne sich zu verlaufen... das kann noch lange nicht jede maschine.
Aber was hat Travel (also der Lauf ohne zu extrudieren) mit den Ecken zu tun ?
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
Aber was hat Travel (also der Lauf ohne zu extrudieren) mit den Ecken zu tun ?
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Dicke Ecke / Skeinforge [gelöst] 22. September 2011 05:18 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 3 |
Hallo,
erst mal danke an alle fürs schnelle Antworten.
Ich merke schon, dass ich mir die Firmware vornehmen muss, um meine Fragen zu klären.
Die Firmware Marlin scheint das richtige zu sein.
Ziel ist es immer gleichmäßige Lagendicken- und Breiten zu extrudieren, egal ob man beschleunigt, in eine Kurve fährt, oder eine Ecke druckt.
Lässt sich hier an einen Quellcode oder Beschreibungen mit Formeln herankommen, um zu sehen, was die Firmware da genau macht?
Grüße,
Gregor
erst mal danke an alle fürs schnelle Antworten.
Ich merke schon, dass ich mir die Firmware vornehmen muss, um meine Fragen zu klären.
Die Firmware Marlin scheint das richtige zu sein.
Ziel ist es immer gleichmäßige Lagendicken- und Breiten zu extrudieren, egal ob man beschleunigt, in eine Kurve fährt, oder eine Ecke druckt.
Lässt sich hier an einen Quellcode oder Beschreibungen mit Formeln herankommen, um zu sehen, was die Firmware da genau macht?
Grüße,
Gregor
|
Re: Dicke Ecke / Skeinforge 11. June 2012 06:42 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 1.323 |
|
Re: Dicke Ecke / Skeinforge 03. July 2012 14:18 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 54 |
also ich habs mittlerweile ganz gut im griff. mit den hohen travellraten klappt das eigentlich ganz gut und bereue den bowden extruder nicht. die fäden die dann trotzdem noch gezogen werden können meist mit nem schraubenzieher abgestreift werden. habe auch keine probleme 0,2er schichten oder kleine teile zu drucken. man muss nur aufpassen dass die temperatur stimmt. habe ne zeitlang etwas zu kühl gedruckt was dann probleme machte.
|
Re: Dicke Ecke / Skeinforge 04. July 2012 08:29 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 1.323 |
|
Re: Dicke Ecke / Skeinforge 04. July 2012 15:07 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 54 |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.