Home
>
RepRap User Groups
>
Europe
>
Deutschsprachiges Forum
>
Extruder, Hotends & verschiedene Materialien
>
Thema
Probleme mit Oberfläche
geschrieben von mkay31
|
Probleme mit Oberfläche 17. August 2015 15:39 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 19 |
Hallo an Alle,
ich habe meinen Eigenbau Drucker nun soweit fertig das er läuft und den 1. Druck gestartet. Trotz etlichem schrauben an den Einstellungen bekomm ich zur Zeit ein Problem nicht behoben.
Bei der äußersten Schicht kommt es auf manchen Layern zu einer etwas welligen Oberfläche. Schwer zu erklären; als würde der äußerste Layer nach außen quillen. Aber komischerweise erst ab dem 5-8 Layer.
PLA 195°, mit Heizbett auf 60°.
Würde mich freuen wenn wir jemand helfen kann.
Bild im Anhang
1-mal bearbeitet. Zuletzt am 17.08.15 15:39.
ich habe meinen Eigenbau Drucker nun soweit fertig das er läuft und den 1. Druck gestartet. Trotz etlichem schrauben an den Einstellungen bekomm ich zur Zeit ein Problem nicht behoben.
Bei der äußersten Schicht kommt es auf manchen Layern zu einer etwas welligen Oberfläche. Schwer zu erklären; als würde der äußerste Layer nach außen quillen. Aber komischerweise erst ab dem 5-8 Layer.
PLA 195°, mit Heizbett auf 60°.
Würde mich freuen wenn wir jemand helfen kann.
Bild im Anhang
1-mal bearbeitet. Zuletzt am 17.08.15 15:39.
{kind=link}
{kind=link}
|
Re: Probleme mit Oberfläche 18. August 2015 00:40 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 176 |
|
Re: Probleme mit Oberfläche 18. August 2015 03:12 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 19 |
|
Re: Probleme mit Oberfläche 01. September 2015 12:07 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 19 |
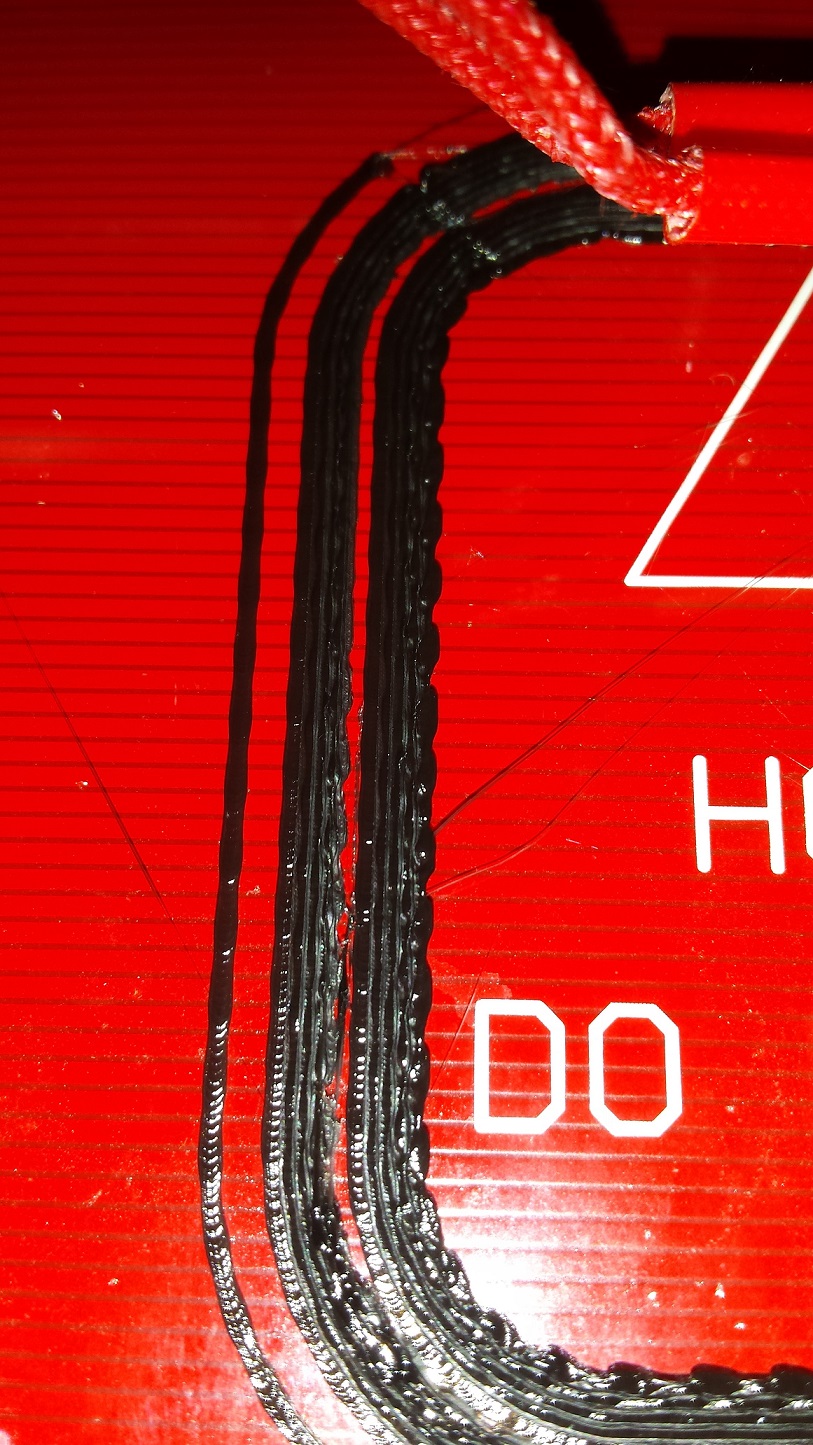
Ich melde mich nochmal weil es einfach nicht besser wird und ich den Drucker bald an die Wand schmeiße...
Anbei sind ein paar Bilder von der Oberfläche. Außerdem habe ich das Problem, dass die Bauteile gespiegelt sind, sieht man an der Schrift auf dem Boden. Alle Achsen fahren so wie Sie sollen, so denke ich.
Wenn ich vor dem Drucker stehe:
Z: + nach oben , - nach unten Endstop auch unten
X: + nach Rechts, - nach Links Endstop auch Links
Y: + nach Hinten, - nach vorne Endstop auch voren ( hier denke ich das der Endstop hinten seien muss)
Vielleicht hatte jemand ja schonmal so ein Problem und kann mir helfen.
1-mal bearbeitet. Zuletzt am 01.09.15 12:11.
Anbei sind ein paar Bilder von der Oberfläche. Außerdem habe ich das Problem, dass die Bauteile gespiegelt sind, sieht man an der Schrift auf dem Boden. Alle Achsen fahren so wie Sie sollen, so denke ich.
Wenn ich vor dem Drucker stehe:
Z: + nach oben , - nach unten Endstop auch unten
X: + nach Rechts, - nach Links Endstop auch Links
Y: + nach Hinten, - nach vorne Endstop auch voren ( hier denke ich das der Endstop hinten seien muss)
Vielleicht hatte jemand ja schonmal so ein Problem und kann mir helfen.
1-mal bearbeitet. Zuletzt am 01.09.15 12:11.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Probleme mit Oberfläche 01. September 2015 12:14 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 4.977 |
Den Benchy würde ich am Anfang nicht drucken. Das Teil ist eher für später und wenn man ein wenig fortgeschrittener ist. Du musst erst mal alles gescheit Kalibrieren. Außerdem sieht es so aus als ob du noch zu kalt bist.
Ansonsten ist normal vorne links von deinem Druckbett aus gesehen X0 Y0.
1-mal bearbeitet. Zuletzt am 01.09.15 12:15.
Ansonsten ist normal vorne links von deinem Druckbett aus gesehen X0 Y0.
1-mal bearbeitet. Zuletzt am 01.09.15 12:15.
| Triffid Hunter's Calibration Guide | --> X <-- Drill for new Monitor | Most important Gcode. |
|
Re: Probleme mit Oberfläche 01. September 2015 13:05 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.516 |
|
Re: Probleme mit Oberfläche 01. September 2015 13:56 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 19 |
Vielen Dank schonmal für die Hilfe.
Ich kann es mir auch nicht erklären. Ich denke nicht das der Drucker instabil ist, der ist mehr als überdimensioniert.
Anbei nochmal ein Bild von einem einfachem Teil und ein paar Bilder vom Druck. Schon der erste Layer sieht komisch aus :-(
EDIT: hier nochmal ein kurzes Youtube Video vom Druck.(nicht das Beste)
Video Youtube
Und noch die Config vom Slic3r:
# generated by Slic3r 1.2.9 on Tue Sep 1 20:20:03 2015
avoid_crossing_perimeters = 0
bed_shape = 0x0,200x0,200x200,0x200
bed_temperature = 60
before_layer_gcode =
bottom_solid_layers = 3
bridge_acceleration = 0
bridge_fan_speed = 100
bridge_flow_ratio = 1
bridge_speed = 10
brim_width = 15
complete_objects = 0
cooling = 1
default_acceleration = 0
disable_fan_first_layers = 1
dont_support_bridges = 1
duplicate_distance = 6
end_gcode = M104 S0 ; turn off temperature\nG28 X0 ; home X axis\nM84 ; disable motors\n
external_fill_pattern = rectilinear
external_perimeter_extrusion_width = 0
external_perimeter_speed = 30
external_perimeters_first = 0
extra_perimeters = 1
extruder_clearance_height = 20
extruder_clearance_radius = 20
extruder_offset = 0x0
extrusion_axis = E
extrusion_multiplier = 0.8
extrusion_width = 0
fan_always_on = 1
fan_below_layer_time = 60
filament_colour = #000000
filament_diameter = 1.7
fill_angle = 90
fill_density = 40%
fill_pattern = line
first_layer_acceleration = 0
first_layer_bed_temperature = 60
first_layer_extrusion_width = 120%
first_layer_height = 0.3
first_layer_speed = 30
first_layer_temperature = 200
gap_fill_speed = 10
gcode_arcs = 0
gcode_comments = 0
gcode_flavor = reprap
infill_acceleration = 0
infill_every_layers = 1
infill_extruder = 1
infill_extrusion_width = 0
infill_first = 0
infill_only_where_needed = 0
infill_overlap = 15%
infill_speed = 50
interface_shells = 0
layer_gcode =
layer_height = 0.2
max_fan_speed = 100
max_print_speed = 50
max_volumetric_speed = 0
min_fan_speed = 50
min_print_speed = 5
min_skirt_length = 0
notes =
nozzle_diameter = 0.4
octoprint_apikey =
octoprint_host =
only_retract_when_crossing_perimeters = 1
ooze_prevention = 0
output_filename_format = [input_filename_base].gcode
overhangs = 1
perimeter_acceleration = 0
perimeter_extruder = 1
perimeter_extrusion_width = 0
perimeter_speed = 40
perimeters = 3
post_process =
pressure_advance = 0
raft_layers = 0
resolution = 0
retract_before_travel = 2
retract_layer_change = 0
retract_length = 2
retract_length_toolchange = 10
retract_lift = 0
retract_restart_extra = 0
retract_restart_extra_toolchange = 0
retract_speed = 40
seam_position = aligned
skirt_distance = 6
skirt_height = 1
skirts = 1
slowdown_below_layer_time = 5
small_perimeter_speed = 20
solid_infill_below_area = 70
solid_infill_every_layers = 0
solid_infill_extruder = 1
solid_infill_extrusion_width = 0
solid_infill_speed = 50
spiral_vase = 0
standby_temperature_delta = -5
start_gcode = G28 ; home all axes\nG1 Z5 F5000 ; lift nozzle\n
support_material = 0
support_material_angle = 0
support_material_contact_distance = 0.2
support_material_enforce_layers = 0
support_material_extruder = 1
support_material_extrusion_width = 0
support_material_interface_extruder = 1
support_material_interface_layers = 3
support_material_interface_spacing = 0
support_material_interface_speed = 100%
support_material_pattern = pillars
support_material_spacing = 2.5
support_material_speed = 50
support_material_threshold = 0
temperature = 200
thin_walls = 1
threads = 2
toolchange_gcode =
top_infill_extrusion_width = 0
top_solid_infill_speed = 15
top_solid_layers = 3
travel_speed = 40
use_firmware_retraction = 0
use_relative_e_distances = 0
use_volumetric_e = 0
vibration_limit = 0
wipe = 0
xy_size_compensation = 0
z_offset = 0
3-mal bearbeitet. Zuletzt am 01.09.15 14:22.
Ich kann es mir auch nicht erklären. Ich denke nicht das der Drucker instabil ist, der ist mehr als überdimensioniert.
Anbei nochmal ein Bild von einem einfachem Teil und ein paar Bilder vom Druck. Schon der erste Layer sieht komisch aus :-(
EDIT: hier nochmal ein kurzes Youtube Video vom Druck.(nicht das Beste)
Video Youtube
Und noch die Config vom Slic3r:
# generated by Slic3r 1.2.9 on Tue Sep 1 20:20:03 2015
avoid_crossing_perimeters = 0
bed_shape = 0x0,200x0,200x200,0x200
bed_temperature = 60
before_layer_gcode =
bottom_solid_layers = 3
bridge_acceleration = 0
bridge_fan_speed = 100
bridge_flow_ratio = 1
bridge_speed = 10
brim_width = 15
complete_objects = 0
cooling = 1
default_acceleration = 0
disable_fan_first_layers = 1
dont_support_bridges = 1
duplicate_distance = 6
end_gcode = M104 S0 ; turn off temperature\nG28 X0 ; home X axis\nM84 ; disable motors\n
external_fill_pattern = rectilinear
external_perimeter_extrusion_width = 0
external_perimeter_speed = 30
external_perimeters_first = 0
extra_perimeters = 1
extruder_clearance_height = 20
extruder_clearance_radius = 20
extruder_offset = 0x0
extrusion_axis = E
extrusion_multiplier = 0.8
extrusion_width = 0
fan_always_on = 1
fan_below_layer_time = 60
filament_colour = #000000
filament_diameter = 1.7
fill_angle = 90
fill_density = 40%
fill_pattern = line
first_layer_acceleration = 0
first_layer_bed_temperature = 60
first_layer_extrusion_width = 120%
first_layer_height = 0.3
first_layer_speed = 30
first_layer_temperature = 200
gap_fill_speed = 10
gcode_arcs = 0
gcode_comments = 0
gcode_flavor = reprap
infill_acceleration = 0
infill_every_layers = 1
infill_extruder = 1
infill_extrusion_width = 0
infill_first = 0
infill_only_where_needed = 0
infill_overlap = 15%
infill_speed = 50
interface_shells = 0
layer_gcode =
layer_height = 0.2
max_fan_speed = 100
max_print_speed = 50
max_volumetric_speed = 0
min_fan_speed = 50
min_print_speed = 5
min_skirt_length = 0
notes =
nozzle_diameter = 0.4
octoprint_apikey =
octoprint_host =
only_retract_when_crossing_perimeters = 1
ooze_prevention = 0
output_filename_format = [input_filename_base].gcode
overhangs = 1
perimeter_acceleration = 0
perimeter_extruder = 1
perimeter_extrusion_width = 0
perimeter_speed = 40
perimeters = 3
post_process =
pressure_advance = 0
raft_layers = 0
resolution = 0
retract_before_travel = 2
retract_layer_change = 0
retract_length = 2
retract_length_toolchange = 10
retract_lift = 0
retract_restart_extra = 0
retract_restart_extra_toolchange = 0
retract_speed = 40
seam_position = aligned
skirt_distance = 6
skirt_height = 1
skirts = 1
slowdown_below_layer_time = 5
small_perimeter_speed = 20
solid_infill_below_area = 70
solid_infill_every_layers = 0
solid_infill_extruder = 1
solid_infill_extrusion_width = 0
solid_infill_speed = 50
spiral_vase = 0
standby_temperature_delta = -5
start_gcode = G28 ; home all axes\nG1 Z5 F5000 ; lift nozzle\n
support_material = 0
support_material_angle = 0
support_material_contact_distance = 0.2
support_material_enforce_layers = 0
support_material_extruder = 1
support_material_extrusion_width = 0
support_material_interface_extruder = 1
support_material_interface_layers = 3
support_material_interface_spacing = 0
support_material_interface_speed = 100%
support_material_pattern = pillars
support_material_spacing = 2.5
support_material_speed = 50
support_material_threshold = 0
temperature = 200
thin_walls = 1
threads = 2
toolchange_gcode =
top_infill_extrusion_width = 0
top_solid_infill_speed = 15
top_solid_layers = 3
travel_speed = 40
use_firmware_retraction = 0
use_relative_e_distances = 0
use_volumetric_e = 0
vibration_limit = 0
wipe = 0
xy_size_compensation = 0
z_offset = 0
3-mal bearbeitet. Zuletzt am 01.09.15 14:22.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Probleme mit Oberfläche 02. September 2015 00:32 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.516 |
|
Re: Probleme mit Oberfläche 02. September 2015 02:52 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 841 |
|
Re: Probleme mit Oberfläche 02. September 2015 03:42 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.603 |
Stimmen die Steps/mm auf der Z-Achse? Sieht für mich so aus als würde der den doppelten Weg fahren oder so. Die Layer sind ja nicht mal ansatzweise aufeinendergedrückt, eher runde Würste?
Deltadrucker, Tantillus Reborn by Toolson/Protoprinter, meine kommerzielle Webseite
Deltadrucker, Tantillus Reborn by Toolson/Protoprinter, meine kommerzielle Webseite
|
Re: Probleme mit Oberfläche 02. September 2015 04:20 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 19 |
Also die Z-Achse verfährt sehr genau. Muss ich eigentlich der Firmware sagen welches Mikrostepping eingestellt ist? Weil auf der Z Achse und dem Extruder benutze ich die Polulus mit 1/16 Stepping.
Die X und Y Achse werden über externe Schrittmotortreiber angesteuert die maximal 1/8 Schritt unterstützen.
Was mir aufgefallen ist, mein Förderrad vom Filament eiert leicht, könnte das auswirkungen haben? Ebenfalls eiern die Zahnscheiben der X und Y Achse leicht.
Die X und Y Achse werden über externe Schrittmotortreiber angesteuert die maximal 1/8 Schritt unterstützen.
Was mir aufgefallen ist, mein Förderrad vom Filament eiert leicht, könnte das auswirkungen haben? Ebenfalls eiern die Zahnscheiben der X und Y Achse leicht.
|
Re: Probleme mit Oberfläche 02. September 2015 05:29 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.603 |
Na Du musst die Steps/mm berechnen. Da geht natürlich das Microstepping mit ein! Für Z wäre das für eine 10x2 Trapezgewindespindel: Steps pro U Stepper (200 bei 1,8° Motor) x Microstepping (16) / Steigung (2) = 1600 steps/mm. Die trägst Du in die FW bzw Eprom ein. Eiern ist nicht gut. Warum tun die das? Sind das etwa Druckteile?
Deltadrucker, Tantillus Reborn by Toolson/Protoprinter, meine kommerzielle Webseite
Deltadrucker, Tantillus Reborn by Toolson/Protoprinter, meine kommerzielle Webseite
|
Re: Probleme mit Oberfläche 03. September 2015 04:40 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 19 |
Also die Steps/mm stimmen, der 20x20mm Testcube hat ein Maß von 20,05x20,1.
Die Zahnscheiben eiern , weil es die nur ungebohrt gab. Also hab ich die selber gebohrt, dabei ist aber was "schief" gegangen. Wirkt sich so eine kleine unwucht auf das Druckbild aus oder kompensiert der Riemen das?
Mein selbstbau Extruder scheint schonmal ein Problem zu sein. Den baue ich jetzt neu. Einmal eierte das Förderrad leicht aber was mir aufgefallen ist, das der Schrittmotor eher im Stop und Go fördert. Vermutlich weil das Förderrad einen Durchmesser von 20mm hat, dadurch muss sich der Schrittmotor bei langsamen Vorschub sehr langsam drehen, kann das sein?
Bis jetzt hab ich auf allen Achsen NEMA23 Motoren benutzt. Meint Ihr für den Extruder reicht auch ein Nema17 mit 1,2A und ca. 0,4Nm Haltemoment? Den hab ich hier noch rumliegen aber scheint mir etwas schlapp zu sein?!
Die Zahnscheiben eiern , weil es die nur ungebohrt gab. Also hab ich die selber gebohrt, dabei ist aber was "schief" gegangen. Wirkt sich so eine kleine unwucht auf das Druckbild aus oder kompensiert der Riemen das?
Mein selbstbau Extruder scheint schonmal ein Problem zu sein. Den baue ich jetzt neu. Einmal eierte das Förderrad leicht aber was mir aufgefallen ist, das der Schrittmotor eher im Stop und Go fördert. Vermutlich weil das Förderrad einen Durchmesser von 20mm hat, dadurch muss sich der Schrittmotor bei langsamen Vorschub sehr langsam drehen, kann das sein?
Bis jetzt hab ich auf allen Achsen NEMA23 Motoren benutzt. Meint Ihr für den Extruder reicht auch ein Nema17 mit 1,2A und ca. 0,4Nm Haltemoment? Den hab ich hier noch rumliegen aber scheint mir etwas schlapp zu sein?!
|
Re: Probleme mit Oberfläche 03. September 2015 05:54 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.603 |
Der Riemen ist ja nicht zum kompensierung sondern für die möglichst 1:1 Übetragung von der Bewegung Motorachse auf Druckkopf da! Und natürlich wirkt sich das aus...Hat Dein Würfel auch 20mm in der Höhe? Weil du nur 20x20 schreibst. Zum Extruder: wieviel Steps/mm hat der? Damit kann man genau abschätzen ob die Auflösung stimmt...Bzgl. NEMA als Direktextruder muss sich mal einer äussern der das verwendet, ich habe einen Getriebe NEMA17 im Einsatz...
Manu
Deltadrucker, Tantillus Reborn by Toolson/Protoprinter, meine kommerzielle Webseite
Manu
Deltadrucker, Tantillus Reborn by Toolson/Protoprinter, meine kommerzielle Webseite
|
Re: Probleme mit Oberfläche 07. September 2015 15:25 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 19 |
Also die Druckqualität hat sich jetzt schlagartig verbessert. Was habe ich gemacht? Keine Ahnung Ich habe im Online Config Tool von Repetier meine alte Config.h hochgeladen und jediglich von EEPROM1 auf EEPROM2 gestellt. Seitdem ist es zwar nicht perfekt (für mich) aber deutlich besser.
Ich habe im Online Config Tool von Repetier meine alte Config.h hochgeladen und jediglich von EEPROM1 auf EEPROM2 gestellt. Seitdem ist es zwar nicht perfekt (für mich) aber deutlich besser.
Bleibt nurnoch das Problem mit den "gespiegelten" Achsen. Ich kann es mir nicht erklären. Die Bauteile an sich sind ja brauchbar aber Bohrungen, Schriften etc. sind immer am falschen Platz. Die Achsen laufen soweit in die richtige Richtung.
Der neue Extruder ist im Bau und wird gut! Mit Riemenuntersetzung. Mein Drucker wird(leider) der wahrscheinlich schwerste den es gibt .
Ich habe im Online Config Tool von Repetier meine alte Config.h hochgeladen und jediglich von EEPROM1 auf EEPROM2 gestellt. Seitdem ist es zwar nicht perfekt (für mich) aber deutlich besser.Bleibt nurnoch das Problem mit den "gespiegelten" Achsen. Ich kann es mir nicht erklären. Die Bauteile an sich sind ja brauchbar aber Bohrungen, Schriften etc. sind immer am falschen Platz. Die Achsen laufen soweit in die richtige Richtung.
Der neue Extruder ist im Bau und wird gut! Mit Riemenuntersetzung. Mein Drucker wird(leider) der wahrscheinlich schwerste den es gibt .
|
Re: Probleme mit Oberfläche 07. September 2015 15:34 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 182 |
|
Re: Probleme mit Oberfläche 07. September 2015 15:45 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 19 |
|
Re: Probleme mit Oberfläche 08. September 2015 03:09 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 3.742 |
Nein, Y+ ist wie gezeichnet (aber die Y-stop sollte Min anstatt Max sein).
Das beduetet mit Y = 200 der tisch ist weit nach vorne gekommen.
Du muss es aus der sicht der hotend ansehen.
1-mal bearbeitet. Zuletzt am 08.09.15 05:10.
Bob Morrison
Wörth am Rhein, Germany
"Luke, use the source!"
BLOG - PHOTOS - Thingiverse
Das beduetet mit Y = 200 der tisch ist weit nach vorne gekommen.
Du muss es aus der sicht der hotend ansehen.
1-mal bearbeitet. Zuletzt am 08.09.15 05:10.
Bob Morrison
Wörth am Rhein, Germany
"Luke, use the source!"
BLOG - PHOTOS - Thingiverse
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.