|
Druckgeschwindigkeit und Temperatur 12. June 2013 05:51 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 1.133 |
Ich hab' mal wieder etwas experimentiert 
Mein Rostock-Mini-RGB ist mit einem Direct-Drive Bowden-Extruder ausgerüstet. Wenn die Drucktemperatur zu niedrig eingestellt ist, dann verliert der Motor deutlich hörbar Schritte, aber das Förderrad frisst sich nicht ins Filament. Dadurch ergibt sich die Möglichkeit, die mindestens notwendige Drucktemperatur zu ermitteln (gerade keine Schrittverluste), ohne immer die Rändelung zu reinigen.
Das Ergebnis ist:
Versuchsparameter
Testobjekt: Würfel mit 100 mm Kantenlänge (eingestellte Geschwindigkeit kann mit einer Stoppuhr überprüft werden).
Druckgeschwindigkeit für Infill und Perimeter gleich (100 mm/s in Skeinforge, danach über den Multiplier in Repetier geändert).
PLA mit Layerhöhe 0,33 mm und Layerbreite 0,5 mm.
Im Bild ist zu sehen, dass die PLA-Empfehlung von 185°C für die "historische" Druckgeschwindigkeit von 30 mm/s gut ist, aber nicht für höhere Geschwindigkeiten. Bei höheren Geschwindigkeiten treten 2 Effekte auf:
1. Die eingestellte Temperatur wird nicht über den gesamten Querschnitt erreicht (Wärmeverteilung).
2. Der strömungsbedingte Druckverlust wird höher (bei konstanter Viskosität linear mit der Geschwindigkeit).
Interessant ist auch, dass die Extrapolation auf v = 0 eine Temperatur von 153°C ergibt, was recht gut mit dem ersten herausquellen des Filaments beim Aufheizen übereinstimmt.
LG, Willy
3D gedruckter Messerschärfer +++ RADDS für den Arduino-Due +++ Meine Drucker
Mein Rostock-Mini-RGB ist mit einem Direct-Drive Bowden-Extruder ausgerüstet. Wenn die Drucktemperatur zu niedrig eingestellt ist, dann verliert der Motor deutlich hörbar Schritte, aber das Förderrad frisst sich nicht ins Filament. Dadurch ergibt sich die Möglichkeit, die mindestens notwendige Drucktemperatur zu ermitteln (gerade keine Schrittverluste), ohne immer die Rändelung zu reinigen.
Das Ergebnis ist:

Versuchsparameter
Testobjekt: Würfel mit 100 mm Kantenlänge (eingestellte Geschwindigkeit kann mit einer Stoppuhr überprüft werden).
Druckgeschwindigkeit für Infill und Perimeter gleich (100 mm/s in Skeinforge, danach über den Multiplier in Repetier geändert).
PLA mit Layerhöhe 0,33 mm und Layerbreite 0,5 mm.
Im Bild ist zu sehen, dass die PLA-Empfehlung von 185°C für die "historische" Druckgeschwindigkeit von 30 mm/s gut ist, aber nicht für höhere Geschwindigkeiten. Bei höheren Geschwindigkeiten treten 2 Effekte auf:
1. Die eingestellte Temperatur wird nicht über den gesamten Querschnitt erreicht (Wärmeverteilung).
2. Der strömungsbedingte Druckverlust wird höher (bei konstanter Viskosität linear mit der Geschwindigkeit).
Interessant ist auch, dass die Extrapolation auf v = 0 eine Temperatur von 153°C ergibt, was recht gut mit dem ersten herausquellen des Filaments beim Aufheizen übereinstimmt.
LG, Willy
3D gedruckter Messerschärfer +++ RADDS für den Arduino-Due +++ Meine Drucker
|
Re: Druckgeschwindigkeit und Temperatur 13. June 2013 06:46 |
Registrierungsdatum: 13 Jahre zuvor Beiträge: 7.616 |
Wenn das so schön linear ist, könnte man das doch eigentlich der Firmware beibringen. Oder zumindest den Slicer, denn der kann besser in die "Zukunft" des G-codes blicken.
| Generation 7 Electronics | Teacup Firmware | RepRap DIY |
|
Re: Druckgeschwindigkeit und Temperatur 13. June 2013 09:15 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 1.133 |
Den linearen Verlauf hatte ich auch nicht unbedingt erwartet - sonst scheint sich hier aber niemand gewundert zu haben 
Eine entsprechende Temperaturanpassung wäre sicherlich eher im Slicer richtig aufgehoben (Rechnerkapazität), wobei dann die in der Firmware verwendeten Beschleunigungen (incl. jerk) auch dem Slicer bekannt sein müssten. Speziell bei vielen kleinen Löchern und kurzen infill-Abschnitten kann die Geschwindigkeitsvorgabe durch wiederholtes Beschleunigen/Bremsen erheblich unterschritten werden.
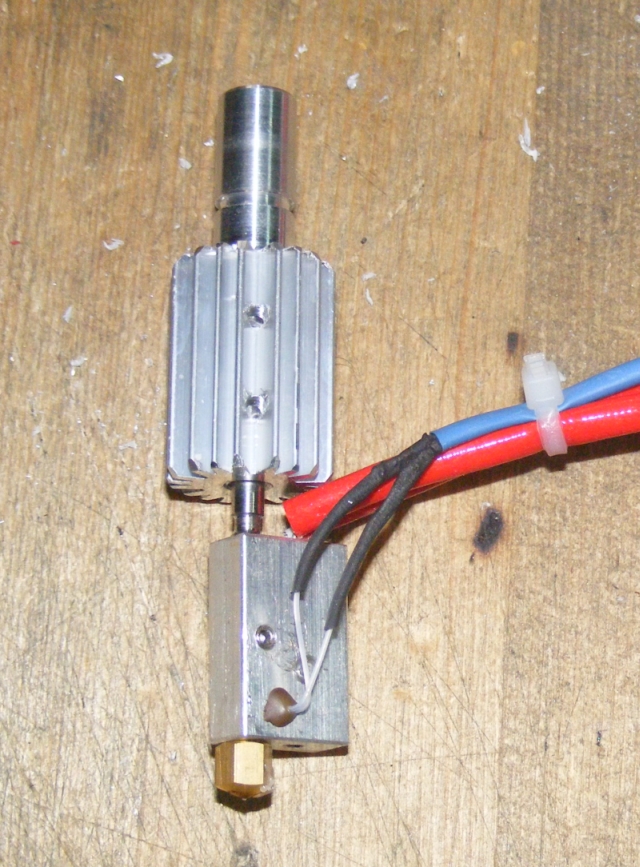
Auch wenn die erste Messreihe noch niemanden vom Hocker gerissen hat, ändert sich das evtl.mit der geplanten 2ten. Dann kommt nämlich die kurze Düse zum Einsatz (im Bild vorne):
LG, Willy
3D gedruckter Messerschärfer +++ RADDS für den Arduino-Due +++ Meine Drucker
Eine entsprechende Temperaturanpassung wäre sicherlich eher im Slicer richtig aufgehoben (Rechnerkapazität), wobei dann die in der Firmware verwendeten Beschleunigungen (incl. jerk) auch dem Slicer bekannt sein müssten. Speziell bei vielen kleinen Löchern und kurzen infill-Abschnitten kann die Geschwindigkeitsvorgabe durch wiederholtes Beschleunigen/Bremsen erheblich unterschritten werden.
Auch wenn die erste Messreihe noch niemanden vom Hocker gerissen hat, ändert sich das evtl.mit der geplanten 2ten
. Dann kommt nämlich die kurze Düse zum Einsatz (im Bild vorne):
LG, Willy
3D gedruckter Messerschärfer +++ RADDS für den Arduino-Due +++ Meine Drucker
|
Re: Druckgeschwindigkeit und Temperatur 13. June 2013 09:26 |
Registrierungsdatum: 13 Jahre zuvor Beiträge: 387 |
Der lineare Verlauf wundert mich nicht, aber der Aspekt der Strukturviskosität von Kunststoffen sollte nicht ausser Acht gelassen werden. Die haben nämlich die Eigenart leichter zu fließen, je stärker und schneller man sie schert (durch ein kleines Loch drückt).
Leider kann man dazu ohne weiteres keine Messungen anstellen, da es dafür z.B. einen Druckaufnehmer unten in der Düse erfordern würde. Aber interessant wäre eine Kraftmessung, mit wieviel Kraft das Filament in die Düse gepresst wird, das ließe dann Rückschlüsse auf den herschenden Druck zu.
There are only 10 types of people in the world —
those who understand binary, and those who don't.
GSG-Elektronik
Leider kann man dazu ohne weiteres keine Messungen anstellen, da es dafür z.B. einen Druckaufnehmer unten in der Düse erfordern würde. Aber interessant wäre eine Kraftmessung, mit wieviel Kraft das Filament in die Düse gepresst wird, das ließe dann Rückschlüsse auf den herschenden Druck zu.
There are only 10 types of people in the world —
those who understand binary, and those who don't.
GSG-Elektronik
|
Re: Druckgeschwindigkeit und Temperatur 13. June 2013 09:53 |
Administrator Registrierungsdatum: 16 Jahre zuvor Beiträge: 13.884 |
... meinst du mit "Strukturviskosität" eventuell Thixotropie?
Das wäre dann die Eigenschaft, bei Druckbelastung flüssiger zu werden, während wenn der Druck nachläßt, das Material etwas mehr 'gelartig' wird - das geht mit Additiven soweit, daß eine Paste beim Drücken ganz normal aus einer kleinen Düse herausläuft, während sie draußen zu einem Gel 'erstarrt', das selbst in dicken Raupen nicht mehr abläuft, wenn die Oberfläche schräge oder vertikal steht.
Das wird bei 2K-Montageklebern so gemacht, damit die nicht abtropfen ...
Viktor
--------
Aufruf zum Projekt "Müll-freie Meere" - [reprap.org] -- Deutsche Facebook-Gruppe - [www.facebook.com]
Call for the project "garbage-free seas" - [reprap.org]
Das wäre dann die Eigenschaft, bei Druckbelastung flüssiger zu werden, während wenn der Druck nachläßt, das Material etwas mehr 'gelartig' wird - das geht mit Additiven soweit, daß eine Paste beim Drücken ganz normal aus einer kleinen Düse herausläuft, während sie draußen zu einem Gel 'erstarrt', das selbst in dicken Raupen nicht mehr abläuft, wenn die Oberfläche schräge oder vertikal steht.
Das wird bei 2K-Montageklebern so gemacht, damit die nicht abtropfen ...
Viktor
--------
Aufruf zum Projekt "Müll-freie Meere" - [reprap.org] -- Deutsche Facebook-Gruppe - [www.facebook.com]
Call for the project "garbage-free seas" - [reprap.org]
|
Re: Druckgeschwindigkeit und Temperatur 13. June 2013 17:58 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 7.505 |
@Willy
Das die kurzen Düsen funktionieren, ob wohl sie deiner Theorie nach nicht funktionieren dürften, wurmt dich aber schwer
Bin ja mal gespannt was dabei jetzt raus kommt
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
Das die kurzen Düsen funktionieren, ob wohl sie deiner Theorie nach nicht funktionieren dürften, wurmt dich aber schwer
Bin ja mal gespannt was dabei jetzt raus kommt
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org |  |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Druckgeschwindigkeit und Temperatur 14. June 2013 04:41 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 1.133 |
@Chopper925: Gerade der Effekt der Strukturviskosität bzw. Thixotropie (ist fast das gleiche) sollte eigentlich zu einem nichtlinearen Verlauf führen ...
Eine Kraftmessung möchte ich auch noch durchführen - mal sehen ob ich irgendwo noch einen klassischen Feder-Kraftmesser finde. Laut Datenblatt des Schrittmotors sollte das Drehmoment bei den hier auftretenden Geschwindigkeiten aber nahezu konstant sein (allerdings im Halbschrittbereich mit 24V und 1,68 A gemessen).
@Stoffel:
> ...wurmt dich aber schwer
Stimmt!
Aber jetzt gibt es experimentelle Ergebnisse und das Beste ist - wir haben beide recht
Bis 61,7 mm/s (dem Schnittpunkt der beiden Linien) ist tatsächlich die kurze 15mm-Düse im Vorteil. Das Material lässt sich leichter "drücken" und benötigt entsprechend weniger Temperatur. Bei höheren Geschwindigkeiten kann aber die längere 31mm-Düse ihren Vorteil der gleichmäßigeren Wärmeverteilung ausspielen und erreicht auch die höhere Maximalgeschwindigkeit (die nicht erreicht wurde, da die Firmware bei der ersten Messreihe noch bei 260°C "zu" gemacht hat).
Die beiden Messreihen gelten zunächst nur für 1,75 mm PLA bei einer Layerbreite von b= 0,5 mm und einer -höhe von h = 0,33 mm. Es ist aber möglich, auch für andere Werte eine Abschätzung vorzunehmen. Dazu wird zuerst der Material-Volumenstrom am Schnittpunkt berechnet V_pkt = 61,7 mm/s * 0,33 mm * 0,5 mm = 10,18 mm^3/s. Mit diesem Wert kann jetzt für andere Layerhöhen und Breiten die Übergangsdruckgeschwindigkeit berechnet werden: v = V_pkt / (b x h). Beispielhaft ist das im folgenden Diagramm dargestellt:
LG, Willy
3D gedruckter Messerschärfer +++ RADDS für den Arduino-Due +++ Meine Drucker
Eine Kraftmessung möchte ich auch noch durchführen - mal sehen ob ich irgendwo noch einen klassischen Feder-Kraftmesser finde. Laut Datenblatt des Schrittmotors sollte das Drehmoment bei den hier auftretenden Geschwindigkeiten aber nahezu konstant sein (allerdings im Halbschrittbereich mit 24V und 1,68 A gemessen).
@Stoffel:
> ...wurmt dich aber schwer
Stimmt!
Aber jetzt gibt es experimentelle Ergebnisse und das Beste ist - wir haben beide recht

Bis 61,7 mm/s (dem Schnittpunkt der beiden Linien) ist tatsächlich die kurze 15mm-Düse im Vorteil. Das Material lässt sich leichter "drücken" und benötigt entsprechend weniger Temperatur. Bei höheren Geschwindigkeiten kann aber die längere 31mm-Düse ihren Vorteil der gleichmäßigeren Wärmeverteilung ausspielen und erreicht auch die höhere Maximalgeschwindigkeit (die nicht erreicht wurde, da die Firmware bei der ersten Messreihe noch bei 260°C "zu" gemacht hat).
Die beiden Messreihen gelten zunächst nur für 1,75 mm PLA bei einer Layerbreite von b= 0,5 mm und einer -höhe von h = 0,33 mm. Es ist aber möglich, auch für andere Werte eine Abschätzung vorzunehmen. Dazu wird zuerst der Material-Volumenstrom am Schnittpunkt berechnet V_pkt = 61,7 mm/s * 0,33 mm * 0,5 mm = 10,18 mm^3/s. Mit diesem Wert kann jetzt für andere Layerhöhen und Breiten die Übergangsdruckgeschwindigkeit berechnet werden: v = V_pkt / (b x h). Beispielhaft ist das im folgenden Diagramm dargestellt:

LG, Willy
3D gedruckter Messerschärfer +++ RADDS für den Arduino-Due +++ Meine Drucker
|
Re: Druckgeschwindigkeit und Temperatur 14. June 2013 05:25 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 1.916 |
|
Re: Druckgeschwindigkeit und Temperatur 14. June 2013 06:00 |
Registrierungsdatum: 13 Jahre zuvor Beiträge: 7.616 |
Ich hab' mal eine Notiz im Wiki gemacht: [www.reprap.org] Hier im Forum geht sowas ja in ein paar Tagen verloren.
| Generation 7 Electronics | Teacup Firmware | RepRap DIY |
|
Re: Druckgeschwindigkeit und Temperatur 14. June 2013 07:17 |
Administrator Registrierungsdatum: 16 Jahre zuvor Beiträge: 13.884 |
... ich hab' den thread mal angepinnt, damit er nicht nach Unten 'durchrutscht' ...
Viktor
--------
Aufruf zum Projekt "Müll-freie Meere" - [reprap.org] -- Deutsche Facebook-Gruppe - [www.facebook.com]
Call for the project "garbage-free seas" - [reprap.org]
Viktor
--------
Aufruf zum Projekt "Müll-freie Meere" - [reprap.org] -- Deutsche Facebook-Gruppe - [www.facebook.com]
Call for the project "garbage-free seas" - [reprap.org]
|
Re: Druckgeschwindigkeit und Temperatur 14. June 2013 12:39 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 7.505 |
jsturm Wrote:
-------------------------------------------------------
>
> Wie wird sich ABS verhalten? Aber ich bin sicher,
> da bist du schon dran
Mit ABS kann er das nicht machen, denn da kann er nicht einfach immer höher mit der Temperatur gehen. Dann hat er irgendwann "Abbrand" an den Düseninnenwänden, da wo der Heizklotz steht. Dadurch setzt sich die Düse allmählich zu.
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
-------------------------------------------------------
>
> Wie wird sich ABS verhalten? Aber ich bin sicher,
> da bist du schon dran
Mit ABS kann er das nicht machen, denn da kann er nicht einfach immer höher mit der Temperatur gehen. Dann hat er irgendwann "Abbrand" an den Düseninnenwänden, da wo der Heizklotz steht. Dadurch setzt sich die Düse allmählich zu.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Druckgeschwindigkeit und Temperatur 14. June 2013 14:20 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 675 |
Bei PLA drucke ich schon immer so und das alles ohne das berechnen zu müssen je schneller desdo heisser und das ist fast linear, ist also nix neues, und je kürzer die Düse ist umso steiler muss man mit der Temp hoch, ist ja auch logisch da das Filament ja in einer kürzeren Strecke kaum Zeit hat wärme aufzunehmen daher muss man dann einfach heisser werden
Daher sage ich ja schon immer das wenn Leute sagen man sollte PLA mit 185 Grad drucken das alles makulatur ist, es kommt auf die Geschwndigkeit an mit welcher Temp man dann drucken muss.
Bei ABS ist das im Prinzip ähnlich nur das der Tempbereich das etwas einschränkt, solange man in einem Tempbereich bleibt der das ABS nicht überhitzt das es zu abbrannt kommt ist das kein Problem, jedoch ist es da das gleiche je schneller man druckt desto heisser muss man werden
Wenn man die Düse auf 245 Grad einstellt kommt das Filment ja nicht mit 245 Grad raus sondern kühler sagen wird mal wenn man mit 50mm/s druckt kommt es mit 240 Grad, nur wenn es länger in der Düse verbleibt heizt es sich auf 245 Grad auf
Wenn man nun schneller druckt z.b. mit 80mm/s kommt es dann noch kühler raus z.b nur mit 235 Grad da das Filament weniger Zeit hat sich zu erwärmen, da muss man dann heisser werden also dann auf 250 Grad einstellen, solange man durchgängig mit 80mm/s druckt ist das kein Problem, nur wenn dann die Geschwindigkeit abnimmt weil das Objekt auf viele Kanten hat dann kann das zu heiss werden, und das stellt für ABS ein Problem dar, für PLA nicht da der Tempbereich grösser ist
Hardwarekiller
1-mal bearbeitet. Zuletzt am 14.06.13 14:24.
Daher sage ich ja schon immer das wenn Leute sagen man sollte PLA mit 185 Grad drucken das alles makulatur ist, es kommt auf die Geschwndigkeit an mit welcher Temp man dann drucken muss.
Bei ABS ist das im Prinzip ähnlich nur das der Tempbereich das etwas einschränkt, solange man in einem Tempbereich bleibt der das ABS nicht überhitzt das es zu abbrannt kommt ist das kein Problem, jedoch ist es da das gleiche je schneller man druckt desto heisser muss man werden
Wenn man die Düse auf 245 Grad einstellt kommt das Filment ja nicht mit 245 Grad raus sondern kühler sagen wird mal wenn man mit 50mm/s druckt kommt es mit 240 Grad, nur wenn es länger in der Düse verbleibt heizt es sich auf 245 Grad auf
Wenn man nun schneller druckt z.b. mit 80mm/s kommt es dann noch kühler raus z.b nur mit 235 Grad da das Filament weniger Zeit hat sich zu erwärmen, da muss man dann heisser werden also dann auf 250 Grad einstellen, solange man durchgängig mit 80mm/s druckt ist das kein Problem, nur wenn dann die Geschwindigkeit abnimmt weil das Objekt auf viele Kanten hat dann kann das zu heiss werden, und das stellt für ABS ein Problem dar, für PLA nicht da der Tempbereich grösser ist
Hardwarekiller
1-mal bearbeitet. Zuletzt am 14.06.13 14:24.
|
Re: Druckgeschwindigkeit und Temperatur 15. June 2013 14:30 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 1.133 |
> Wie wird sich ABS verhalten? Aber ich
> bin sicher, da bist du schon dran
Ich hab' noch nicht mal ABS in 1,75 - ist jetzt aber bestellt. Nach Stoffels Einwand mit dem Abbrand muss ich mir aber genau überlegen, ob ich die Düsen danach entsorge oder ob ich mit der Temperatur ausreichend weit unten bleibe.
@Traumflug und VDX: - da muss ich wohl am Thema dranbleiben.
Eine Kraftmessung habe ich jetzt auch durchgeführt. Mit Feder-Kraftmessern hat es aber nicht funktioniert, da der Schrittmotor gleich um einige cm zurückläuft, wenn er den ersten Schritt verloren hat. Besser ging es mit einem Kraftsensor. Allerdings schwanken die Messwerte recht stark. Zwischen 1 mm/s und 100 mm/s Filamentgeschwindigkeit beträgt die gemessene Einzugskraft des Extruuders 33 N (+/- 1N mit gelegentlichen Ausreisern bis +/- 2N). Bei 100 mm/s dreht der Motor mit rund 180 U/min - also noch im "langsamen" Bereich, der auch bei nur 12V noch keine Probleme erwarten lässt.
> ... ist also nix neues.
Naja.
Ich hätte z.B. erwartet, dass mit einer doppelt so langen Düse auch doppelt so hohe Druckgeschwindigkeiten möglich sind (gleiche Material-Verweilzeit in der Düse und damit gleiche Austrittstemperatur). Nach den Messungen skaliert die Länge aber bestenfalls mit Wurzel(2) - und das auch nur bei sehr hohen Temperaturen (ganz grobe Abschätzung bei 260°C: 140 mm/s zu 100 mm/s = Wurzel(2)).
Weiterhin hätte ich nicht erwartet, dass sich die Linien schneiden. Offenbar wird der gesamte Druckverlust nicht - wie ich beim Advance-Algorithmus angenommen habe - allein durch den Druckverlust in der Düsenspitze bestimmt (sollte bei beiden Düsen gleich sein: d = 0,4 mm, L = 0,6 mm). Erst wenn die Reibung iüber die gesamte Düsenlänge berücksichtigt wird, kann es zu einem Schnittpunkt der Linien kommen.
LG, Willy
3D gedruckter Messerschärfer +++ RADDS für den Arduino-Due +++ Meine Drucker
> bin sicher, da bist du schon dran
Ich hab' noch nicht mal ABS in 1,75 - ist jetzt aber bestellt
. Nach Stoffels Einwand mit dem Abbrand muss ich mir aber genau überlegen, ob ich die Düsen danach entsorge oder ob ich mit der Temperatur ausreichend weit unten bleibe.@Traumflug und VDX:
- da muss ich wohl am Thema dranbleiben.Eine Kraftmessung habe ich jetzt auch durchgeführt. Mit Feder-Kraftmessern hat es aber nicht funktioniert, da der Schrittmotor gleich um einige cm zurückläuft, wenn er den ersten Schritt verloren hat. Besser ging es mit einem Kraftsensor. Allerdings schwanken die Messwerte recht stark. Zwischen 1 mm/s und 100 mm/s Filamentgeschwindigkeit beträgt die gemessene Einzugskraft des Extruuders 33 N (+/- 1N mit gelegentlichen Ausreisern bis +/- 2N). Bei 100 mm/s dreht der Motor mit rund 180 U/min - also noch im "langsamen" Bereich, der auch bei nur 12V noch keine Probleme erwarten lässt.
> ... ist also nix neues.
Naja.
Ich hätte z.B. erwartet, dass mit einer doppelt so langen Düse auch doppelt so hohe Druckgeschwindigkeiten möglich sind (gleiche Material-Verweilzeit in der Düse und damit gleiche Austrittstemperatur). Nach den Messungen skaliert die Länge aber bestenfalls mit Wurzel(2) - und das auch nur bei sehr hohen Temperaturen (ganz grobe Abschätzung bei 260°C: 140 mm/s zu 100 mm/s = Wurzel(2)).
Weiterhin hätte ich nicht erwartet, dass sich die Linien schneiden. Offenbar wird der gesamte Druckverlust nicht - wie ich beim Advance-Algorithmus angenommen habe - allein durch den Druckverlust in der Düsenspitze bestimmt (sollte bei beiden Düsen gleich sein: d = 0,4 mm, L = 0,6 mm). Erst wenn die Reibung iüber die gesamte Düsenlänge berücksichtigt wird, kann es zu einem Schnittpunkt der Linien kommen.
LG, Willy
3D gedruckter Messerschärfer +++ RADDS für den Arduino-Due +++ Meine Drucker
|
Re: Druckgeschwindigkeit und Temperatur 15. July 2013 10:34 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 1.133 |
Die letzten Tage hab' ich ein Programm gebastelt, dass eine gcode-Datei mit Temperatur-Vorgaben versieht:
In dem Bild ist die Filamentgeschwindigkeit über der Zeit aufgetragen (3 mm PLA). Die Druckgeschwindigkeit ist etwa 30 mal höher. Bei einer Temperatursteigerung wird mit einem Vorlauf von beispielsweise 3 s pro 1°C (einstellbar) gerechnet, damit die Zieltemperatur rechtzeitig zur Verfügung steht.
Damit ich das sinnvoll testen kann, brauche ich jetzt noch eine Temperaturregelung, die nicht so furchtbar überschwingt wie die PID-Regelung. Speziell wenn die Temperatur um z.B. 15°C fallen soll, darf sie nicht um 20°C (oder noch mehr) fallen, ehe sie wieder steigt. Glücklicherweise hatte ich in einem meiner ersten Beiträge hier im Forum schon mal eine Totzeit-Regelung ausprobiert, die ich jetzt "nur noch" in meine Repetier-Version einbauen muss.
LG, Willy
3D gedruckter Messerschärfer +++ RADDS für den Arduino-Due +++ Meine Drucker

In dem Bild ist die Filamentgeschwindigkeit über der Zeit aufgetragen (3 mm PLA). Die Druckgeschwindigkeit ist etwa 30 mal höher. Bei einer Temperatursteigerung wird mit einem Vorlauf von beispielsweise 3 s pro 1°C (einstellbar) gerechnet, damit die Zieltemperatur rechtzeitig zur Verfügung steht.
Damit ich das sinnvoll testen kann, brauche ich jetzt noch eine Temperaturregelung, die nicht so furchtbar überschwingt wie die PID-Regelung. Speziell wenn die Temperatur um z.B. 15°C fallen soll, darf sie nicht um 20°C (oder noch mehr) fallen, ehe sie wieder steigt. Glücklicherweise hatte ich in einem meiner ersten Beiträge hier im Forum schon mal eine Totzeit-Regelung ausprobiert, die ich jetzt "nur noch" in meine Repetier-Version einbauen muss.
LG, Willy
3D gedruckter Messerschärfer +++ RADDS für den Arduino-Due +++ Meine Drucker
|
Re: Druckgeschwindigkeit und Temperatur 15. July 2013 12:40 |
Registrierungsdatum: 13 Jahre zuvor Beiträge: 7.616 |
Ob ein PID-Regler überschwingt oder nicht, liegt ganz an dessen Einstellung. Setzt man z.B. I und D auf Null, hat man einen P-Regler, also das gleiche wie einen einfachen Heizungsthermostaten.
Schwingt ein PID-Regler zu sehr über, würde ich erst mal alle Werte zurück drehen, damit er "handzahm" wird. P ist der Grundwert: "wie viel Leistung brauche ich für eine Temperatur?". Ist das zu hoch eingestellt, schwingt er über, deswegen eher knapp einstellen. Mit einem reinen P-Regler kann man die Temperatur niemals exakt erreichen.
Der I-Anteil übernimmt den Teil, den der P-Regler zur exakten Temperatur nicht schafft. Der schiebt nach und nach etwas zusätzliche Leistung rein, bis der Regelwert genau stimmt.
Der D-Anteil ist so eine Art Booster, der bei Abweichungen für eine kurze Zeit volle Leistung rein schiebt (oder sie komplett weg nimmt), um die Soll-Temperatur schneller zu erreichen.
Einen PID-Regler auf optimale Antwortzeit einzustellen ist eine Wissenschaft für sich. Für eine sehr schnelle Reaktion muss man allerdings auch ein gewisses Überschwingen zulassen.
Schwingt ein PID-Regler zu sehr über, würde ich erst mal alle Werte zurück drehen, damit er "handzahm" wird. P ist der Grundwert: "wie viel Leistung brauche ich für eine Temperatur?". Ist das zu hoch eingestellt, schwingt er über, deswegen eher knapp einstellen. Mit einem reinen P-Regler kann man die Temperatur niemals exakt erreichen.
Der I-Anteil übernimmt den Teil, den der P-Regler zur exakten Temperatur nicht schafft. Der schiebt nach und nach etwas zusätzliche Leistung rein, bis der Regelwert genau stimmt.
Der D-Anteil ist so eine Art Booster, der bei Abweichungen für eine kurze Zeit volle Leistung rein schiebt (oder sie komplett weg nimmt), um die Soll-Temperatur schneller zu erreichen.
Einen PID-Regler auf optimale Antwortzeit einzustellen ist eine Wissenschaft für sich. Für eine sehr schnelle Reaktion muss man allerdings auch ein gewisses Überschwingen zulassen.
| Generation 7 Electronics | Teacup Firmware | RepRap DIY |
|
Re: Druckgeschwindigkeit und Temperatur 16. July 2013 03:56 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 1.133 |
Mein Problem ist nicht das Überschwingen bei einer Temperatursteigerung sondern das "Unterschwingen" (oder Einsacken oder wie auch immer ) bei einer Temperatursenkung. Für dieses Problem ist ein PID-Regler in der Form, wie er in der Firmware verwendet wird, ungeeignet.
Mittlerweile bin ich der Ansicht, dass zu den 3 Parametern für P, I und D noch ein vierter für die Grundlast hinzukommen müsste (z.B. 50% Leistung als "Nullwert"). Warum? Bei einer Temperatursteigerung sinkt der P-Anteil proportional zu dem Fehler. Dadurch sinkt der P-Anteil bereits ca. 5-10°C vor Erreichen der Solltemperatur und ermöglicht so ein "weiches" Einschwenken der Temperaturkurve auf den Sollwert. Bei einer sprunghaften Senkung der Temperaturvorgabe hat der P-Anteil keine Möglichkeit ebenfalls ca 5-10°C vor Erreichen der Solltemperatur einzugreifen - er bleibt vielmehr negativ und wird "mit Gewalt" auf 0 gezogen. Richtiger wäre aber IMHO, dass der negative P-Anteil die Grundleistung von 50% bis auf Null absenken könnte. Dann wäre es auch möglich, die Temperaturkurve von oben "weich" einschwenken zu lassen.
Ein weiteres Problem ist die extreme Störung, die durch einen Lüfter verursacht wird. Zumindest der Grundlast-Wert müsste in diesem Fall deutlich angehoben werden. Da in den Firmwaren aber ohne Grundlast gerechnet wird, dürften sich alle 3 PID-Werte deutlich verändern.
Andererseits ist es aber gar nicht erforderlich, das Hotend als "Black Box" zu betrachten, was Regelungstechniker als Theoretiker zwar lieben, was in der Praxis aber unnötig viele Parameter bedeutet. Meine Totzeit-Regelung verwendet nur ein minimales Wissen über das Hotend und kommt mit einem Parameter aus. Der wesentliche Vorteil meiner Regelung ist das weiche Einschwenken der Temperaturkurve auch "von oben".
LG Willy
3D gedruckter Messerschärfer +++ RADDS für den Arduino-Due +++ Meine Drucker
) bei einer Temperatursenkung. Für dieses Problem ist ein PID-Regler in der Form, wie er in der Firmware verwendet wird, ungeeignet. Mittlerweile bin ich der Ansicht, dass zu den 3 Parametern für P, I und D noch ein vierter für die Grundlast hinzukommen müsste (z.B. 50% Leistung als "Nullwert"). Warum? Bei einer Temperatursteigerung sinkt der P-Anteil proportional zu dem Fehler. Dadurch sinkt der P-Anteil bereits ca. 5-10°C vor Erreichen der Solltemperatur und ermöglicht so ein "weiches" Einschwenken der Temperaturkurve auf den Sollwert. Bei einer sprunghaften Senkung der Temperaturvorgabe hat der P-Anteil keine Möglichkeit ebenfalls ca 5-10°C vor Erreichen der Solltemperatur einzugreifen - er bleibt vielmehr negativ und wird "mit Gewalt" auf 0 gezogen. Richtiger wäre aber IMHO, dass der negative P-Anteil die Grundleistung von 50% bis auf Null absenken könnte. Dann wäre es auch möglich, die Temperaturkurve von oben "weich" einschwenken zu lassen.
Ein weiteres Problem ist die extreme Störung, die durch einen Lüfter verursacht wird. Zumindest der Grundlast-Wert müsste in diesem Fall deutlich angehoben werden. Da in den Firmwaren aber ohne Grundlast gerechnet wird, dürften sich alle 3 PID-Werte deutlich verändern.
Andererseits ist es aber gar nicht erforderlich, das Hotend als "Black Box" zu betrachten, was Regelungstechniker als Theoretiker zwar lieben, was in der Praxis aber unnötig viele Parameter bedeutet. Meine Totzeit-Regelung verwendet nur ein minimales Wissen über das Hotend und kommt mit einem Parameter aus. Der wesentliche Vorteil meiner Regelung ist das weiche Einschwenken der Temperaturkurve auch "von oben"
. LG Willy
3D gedruckter Messerschärfer +++ RADDS für den Arduino-Due +++ Meine Drucker
|
Re: Druckgeschwindigkeit und Temperatur 17. July 2013 05:47 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 1.133 |
Jetzt wollte ich die PID-Regelung endlich mal verstehen (anders als damals im Studium ) und zu dem Zweck habe ich eine Simulation für die Hotend-Regelung in Excel erstellt:
Richtig gut funktioniert die Regelung in der Simulation mit K_P = 500 (proportional), K_D = 60000 (differenziell) und K_I = 0 (Fehlerintegral). Da fällt mir nur noch ein ganz heftiges zu ein.
zu ein.
In der Firmware ist die Rechengenauigkeit geringer und die Temperaturmessung sehr sprunghaft. Daher habe ich K_D in der Firmware auf 3000 stehen, was auch gut funktioniert, zumal die Temperaturdifferenz in meiner alten Repetier 0.81 noch mit 3.333 multipliziert wird, wodurch sich ein vergleichbares K_D von 10000 ergibt.
Wenn Ihr auch etwas simulieren wollt (ohne jede Haftung): PID-Simulation (ist die Excel-Datei auf der "under construction" Seite).
LG, Willy
3D gedruckter Messerschärfer +++ RADDS für den Arduino-Due +++ Meine Drucker
) und zu dem Zweck habe ich eine Simulation für die Hotend-Regelung in Excel erstellt:
Richtig gut funktioniert die Regelung in der Simulation mit K_P = 500 (proportional), K_D = 60000 (differenziell) und K_I = 0 (Fehlerintegral). Da fällt mir nur noch ein ganz heftiges
zu ein.In der Firmware ist die Rechengenauigkeit geringer und die Temperaturmessung sehr sprunghaft. Daher habe ich K_D in der Firmware auf 3000 stehen, was auch gut funktioniert, zumal die Temperaturdifferenz in meiner alten Repetier 0.81 noch mit 3.333 multipliziert wird, wodurch sich ein vergleichbares K_D von 10000 ergibt.
Wenn Ihr auch etwas simulieren wollt (ohne jede Haftung): PID-Simulation (ist die Excel-Datei auf der "under construction" Seite).
LG, Willy
3D gedruckter Messerschärfer +++ RADDS für den Arduino-Due +++ Meine Drucker
|
Re: Druckgeschwindigkeit und Temperatur 17. July 2013 06:28 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 7.505 |
In deiner Kurve oben ist meiner Meinung nach ein Fehler....
Die Kurve wird nie so schnell fallen wie von dir angenommen. Da fehlt doch die Speicherkapazität vom Hotend drin.
Erinnere dich an einen Kachelofen... wenn ich den anheize braucht der ein paar Stunden bis der richtig warm ist...aber auch genauso lange bis der wieder kalt ist wenn das Feuer erlischt.
Du hast das Anheizen zwar berücksichtigt, aber das nach halten der Temperatur ist nicht vorhanden ?? In dem Metall ist doch eine Wärmekapazität gespeichert.
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
Die Kurve wird nie so schnell fallen wie von dir angenommen. Da fehlt doch die Speicherkapazität vom Hotend drin.
Erinnere dich an einen Kachelofen... wenn ich den anheize braucht der ein paar Stunden bis der richtig warm ist...aber auch genauso lange bis der wieder kalt ist wenn das Feuer erlischt.
Du hast das Anheizen zwar berücksichtigt, aber das nach halten der Temperatur ist nicht vorhanden ?? In dem Metall ist doch eine Wärmekapazität gespeichert.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Druckgeschwindigkeit und Temperatur 17. July 2013 07:10 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 1.133 |
@Stoffel: Die Speicherkapazität ist berücksichtigt, sonst würde die Kurve unendlich schnell fallen. In dem Beispiel fällt sie mit rund 8°C in 10 s. Das ist möglicherweise etwas zu schnell, kann aber in der Simulation eingestellt werden. Während des Druckens kühlt das Hotend auch schneller ab, als nach dem Druck, da zusätzlich zur Luftkühlung (bei PLA häufig auch per Lüfter) noch Filament geschmolzen wird.
Außerdem hat mein Hotend am H-Belt deutlich weniger Wärmekapazität als Dein "Becher"-Hotend. So ganz daneben dürfte der Wert also eigentlich nicht sein - muß ich mal messen.
LG, Willy
3D gedruckter Messerschärfer +++ RADDS für den Arduino-Due +++ Meine Drucker
Außerdem hat mein Hotend am H-Belt deutlich weniger Wärmekapazität als Dein "Becher"-Hotend. So ganz daneben dürfte der Wert also eigentlich nicht sein - muß ich mal messen.
LG, Willy
3D gedruckter Messerschärfer +++ RADDS für den Arduino-Due +++ Meine Drucker
|
Re: Druckgeschwindigkeit und Temperatur 17. July 2013 07:22 |
Registrierungsdatum: 13 Jahre zuvor Beiträge: 7.616 |
Mit einem kleinen I-Anteil solltest Du die Temperatur dann auch bei beiden Vorgaben genau treffen. Jetzt triffst Du bei 220° genau, bei 190° nur beinahe.
Eine recht einfache Möglichkeit, die Temperaturmessung wesentlich genauer zu machen, ist, den 4k7-Widerstand gegen Einen mit 1k auszutauschen. Natürlich braucht es dann auch eine andere ThermistorTable, doch die Auflösung ist dann im Bereich um 250 °C rund 10 Mal höher.
Eine recht einfache Möglichkeit, die Temperaturmessung wesentlich genauer zu machen, ist, den 4k7-Widerstand gegen Einen mit 1k auszutauschen. Natürlich braucht es dann auch eine andere ThermistorTable, doch die Auflösung ist dann im Bereich um 250 °C rund 10 Mal höher.
| Generation 7 Electronics | Teacup Firmware | RepRap DIY |
|
Re: Druckgeschwindigkeit und Temperatur 17. July 2013 08:09 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 7.505 |
"Außerdem hat mein Hotend am H-Belt deutlich weniger Wärmekapazität als Dein "Becher"-Hotend. "
Ist ja nicht nur der Becher. Irgendwo ist ja die Patrone drin... und der Weg zum Filament speichert auch wärme. Das müßte alles wie ein Kondensator wirken, beim einen Tpy größer, beim anderen kleiner. Der wert verändert sich dann auch noch durch die Geschwindigkeit, mit der du das kalte (kühlende) Filament in den heißen Bereich schiebst. Also proportional zu Geschwindigkeit...
Letztendlich sieht die Praxis eh wieder ganz anders aus denn ich glaube, da spielen noch Faktoren eine Rolle die wir noch garnicht auf dem Schirm haben, sonst würde die kurze Heizzone nicht besser wie ne lange gehen.
Ich hab wegen deiner Behauptung extra nen Heizklotz gemacht, der die Patrone parallel zur Düse (rohr) hat... 25mm Heizzone.
Schieben fast unmöglich... Der Widerstand wird wegen dem Drehen so groß, das man kaum noch schieben kann.
Da fehlt ein Faktor in deinen Berechnungen.
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
Ist ja nicht nur der Becher. Irgendwo ist ja die Patrone drin... und der Weg zum Filament speichert auch wärme. Das müßte alles wie ein Kondensator wirken, beim einen Tpy größer, beim anderen kleiner. Der wert verändert sich dann auch noch durch die Geschwindigkeit, mit der du das kalte (kühlende) Filament in den heißen Bereich schiebst. Also proportional zu Geschwindigkeit...
Letztendlich sieht die Praxis eh wieder ganz anders aus
denn ich glaube, da spielen noch Faktoren eine Rolle die wir noch garnicht auf dem Schirm haben, sonst würde die kurze Heizzone nicht besser wie ne lange gehen. Ich hab wegen deiner Behauptung extra nen Heizklotz gemacht, der die Patrone parallel zur Düse (rohr) hat... 25mm Heizzone.
Schieben fast unmöglich... Der Widerstand wird wegen dem Drehen so groß, das man kaum noch schieben kann.
Da fehlt ein Faktor in deinen Berechnungen.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Druckgeschwindigkeit und Temperatur 17. July 2013 08:37 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 7.505 |
damit du siehst was ich gemacht habe:
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.

Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Druckgeschwindigkeit und Temperatur 17. July 2013 10:29 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 1.133 |
@Traumflug:
> Jetzt triffst Du bei 220° genau, bei 190° nur beinahe.
Eigentlich liegt die Temperatur in beiden Fällen ca. 0,3°C unter der Solltemperatur (die Excel-Grafik lässt einen größeren Unterschied vermuten). Aber auch mit einem I-Anteil geht der Fehler nicht vollständig gegen 0, da ich die maximale Summe (Integral) begrenzt habe, was auch in der FW gemacht wird.
Die Sache mit dem Widerstand ist zwar richtig, doch das dann ausbrechende Chaos dürfte kaum wieder einzudämmen sein. Alternativ kann noch die interne Referenz des ATMega zum "richtigen" Zeitpunkt gewechselt werden (wird evtl. schon gemacht).
@Stoffel:
> Das müßte alles wie ein Kondensator wirken, ...
Ja, das kommt auch so in der Rechnung raus. Wenn Du Dir die Excel-Tabelle einfach mal runterlädst und etwas damit spielst, dann wirst Du das sehen.
> sonst würde die kurze Heizzone nicht besser wie ne lange gehen.
Dem muss ich immer noch widersprechen. Die kurze ist ja nur dann gut, wenn auch langsam gedruckt wird. Warum Dein langes Hotend "floppt" ist mir nicht ganz klar - ich kann Dir aber mal mein oben abgebildetes (langes) Hotend schicken und dann kannst Du Dein kurzes gegen mein langes antreten lassen. Aber veröffentlichen und ehrlich bleiben.
LG, Willy
3D gedruckter Messerschärfer +++ RADDS für den Arduino-Due +++ Meine Drucker
> Jetzt triffst Du bei 220° genau, bei 190° nur beinahe.
Eigentlich liegt die Temperatur in beiden Fällen ca. 0,3°C unter der Solltemperatur (die Excel-Grafik lässt einen größeren Unterschied vermuten). Aber auch mit einem I-Anteil geht der Fehler nicht vollständig gegen 0, da ich die maximale Summe (Integral) begrenzt habe, was auch in der FW gemacht wird.
Die Sache mit dem Widerstand ist zwar richtig, doch das dann ausbrechende Chaos dürfte kaum wieder einzudämmen sein
. Alternativ kann noch die interne Referenz des ATMega zum "richtigen" Zeitpunkt gewechselt werden (wird evtl. schon gemacht).@Stoffel:
> Das müßte alles wie ein Kondensator wirken, ...
Ja, das kommt auch so in der Rechnung raus. Wenn Du Dir die Excel-Tabelle einfach mal runterlädst und etwas damit spielst, dann wirst Du das sehen.
> sonst würde die kurze Heizzone nicht besser wie ne lange gehen.
Dem muss ich immer noch widersprechen. Die kurze ist ja nur dann gut, wenn auch langsam gedruckt wird. Warum Dein langes Hotend "floppt" ist mir nicht ganz klar - ich kann Dir aber mal mein oben abgebildetes (langes) Hotend schicken und dann kannst Du Dein kurzes gegen mein langes antreten lassen. Aber veröffentlichen und ehrlich bleiben
.LG, Willy
3D gedruckter Messerschärfer +++ RADDS für den Arduino-Due +++ Meine Drucker
|
Re: Druckgeschwindigkeit und Temperatur 17. July 2013 11:29 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 7.505 |
Übrigens... auf was beziehen sich deine 15mm ?
Wenn ich das Filament aus meinen "normalen" für 1,75 raus ziehe, ist der Abrisspunkt bei 22mm von der Spitze, Düse mit gemessen.
Beheizt werden aber nur 12mm.
Bei der langen ist der Abriss aber bei 35mm, beheizt 25mm . Und das macht so viel, das es sich nicht drücken lässt. Die funktioniert nicht. Es ist nichts da zum "antreten". Blockiert sofort.
Du hast bei 110 ja mit der kurzen aufgehört, da komme ich aber noch weiter... auch noch weiter wie 140, aber da macht die Maschine nicht mehr mit (verläuft sich). Mit ABS Natur. Jede Farbe beeinflusst das Druckverhalten.
"ehrlich bleiben."
Ich habs nicht nötig Märchen zu erzählen. Kommt früher oder später sowieso raus.
Das können meinetwegen andere machen (und nach nem halben Jahr ist alles auf geflogen und sie sind weg vom Fenster)
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
Wenn ich das Filament aus meinen "normalen" für 1,75 raus ziehe, ist der Abrisspunkt bei 22mm von der Spitze, Düse mit gemessen.
Beheizt werden aber nur 12mm.
Bei der langen ist der Abriss aber bei 35mm, beheizt 25mm . Und das macht so viel, das es sich nicht drücken lässt. Die funktioniert nicht. Es ist nichts da zum "antreten". Blockiert sofort.
Du hast bei 110 ja mit der kurzen aufgehört, da komme ich aber noch weiter... auch noch weiter wie 140, aber da macht die Maschine nicht mehr mit (verläuft sich). Mit ABS Natur. Jede Farbe beeinflusst das Druckverhalten.
"ehrlich bleiben
."Ich habs nicht nötig Märchen zu erzählen. Kommt früher oder später sowieso raus.
Das können meinetwegen andere machen (und nach nem halben Jahr ist alles auf geflogen und sie sind weg vom Fenster)
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Druckgeschwindigkeit und Temperatur 18. July 2013 03:24 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 1.133 |
> Übrigens... auf was beziehen sich deine 15mm ?
Auf die Länge des Messing-Teils - der Heizklotz hat bei mir sogar nur 10 mm Höhe. Die Einschraublänge vom Edelstahl-Rohr in das Messing (4 mm) habe ich dabei noch zum "Messing" gerechnet, da in diesem Bereich der Edelstahl noch fast so warm wie das Messing werden dürfte.
Da bei der 31 mm Düse derselbe Heizklotz wie bei der 15er verwendet wurde, war die Heizlänge nach Deiner Definition also auch wieder nur 10 mm.
> Du hast bei 110 ja mit der kurzen aufgehört
Ja, da war definitiv Ende. Aber wie ich immer wieder betonen muss, ist nicht die im Slicer eingegebene Druckgeschwindigkeit, sondern die zu schmelzende Filamentmenge entscheidend. 110 mm/s Druckgeschwindigkeit entsprachen bei mir 7,81 mm/s Filamentgeschwindigkeit. Um die gleichen Verhältnisse wie ich zu haben, müsstest Du im Host 469 mm/min eingeben und dann mindestens 1,5 m Filament durchschieben (etwa 3 min, damit sich die Hotend-Temperatur richtig einstellt). Meine 140 mm/s Druckgeschwindigkeit entsprechen im Host sogar 596 mm/min wobei hier min. 2 m Filament zur Temp.-Einstellung erforderlich sind. Ich glaube einfach nicht, dass Deine kurze Düse das schafft (ich hatte 1,75er PLA verwendet).
LG Willy
3D gedruckter Messerschärfer +++ RADDS für den Arduino-Due +++ Meine Drucker
Auf die Länge des Messing-Teils - der Heizklotz hat bei mir sogar nur 10 mm Höhe. Die Einschraublänge vom Edelstahl-Rohr in das Messing (4 mm) habe ich dabei noch zum "Messing" gerechnet, da in diesem Bereich der Edelstahl noch fast so warm wie das Messing werden dürfte.
Da bei der 31 mm Düse derselbe Heizklotz wie bei der 15er verwendet wurde, war die Heizlänge nach Deiner Definition also auch wieder nur 10 mm.
> Du hast bei 110 ja mit der kurzen aufgehört
Ja, da war definitiv Ende. Aber wie ich immer wieder betonen muss, ist nicht die im Slicer eingegebene Druckgeschwindigkeit, sondern die zu schmelzende Filamentmenge entscheidend. 110 mm/s Druckgeschwindigkeit entsprachen bei mir 7,81 mm/s Filamentgeschwindigkeit. Um die gleichen Verhältnisse wie ich zu haben, müsstest Du im Host 469 mm/min eingeben und dann mindestens 1,5 m Filament durchschieben (etwa 3 min, damit sich die Hotend-Temperatur richtig einstellt). Meine 140 mm/s Druckgeschwindigkeit entsprechen im Host sogar 596 mm/min wobei hier min. 2 m Filament zur Temp.-Einstellung erforderlich sind. Ich glaube einfach nicht, dass Deine kurze Düse das schafft (ich hatte 1,75er PLA verwendet).
LG Willy
3D gedruckter Messerschärfer +++ RADDS für den Arduino-Due +++ Meine Drucker
|
Re: Druckgeschwindigkeit und Temperatur 18. July 2013 05:09 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 7.505 |
Also meine Klötze sind auch 10mm, sonst käm ich mit den Patronen nicht zurecht. Du hast am Bowden-E. noch Widerstände da war das Klötzchen noch dünner?
Ich hab die Heizlänge sogar noch mit nem Trick kürzer gemacht, weil ich fest gestellt habe, das es dann noch besser geht. (ohne irgendwas zu rechnen... ich habs probiert) Das Stahlrohr heizt meist noch ca. 10mm mit bevor es abkühlt
Und der Versuch mit dem langen Heizklotz beweist mir das ich recht habe. Ich will ja nicht Betriebsblind werden. Deshalb mache ich solche (für mich extreme) Versuche zwischendurch. und es funktioniert einfach nicht.
Wenn ich dann merke, das der Extruder das nicht mehr schafft, hab ich ja keinerlei Verbesserung. Jetzt könnte ich natürlich hin gehen, und den Extruder größer machen... aber ich will ja eigentlich kleiner werden. Am liebsten auf Nema 11 oder gar 8. Das wäre für mich ein echter Fortschritt.
Ich bin überzeugt, auf kurzer Strecke möglichst viel Wärme-Energie da rein zu bekommen, ist der richtige Weg. (Hat natürlich auch seine Grenzen. Ne glühende Pfanne bringts auch nicht)
Ich beziehe mich immer auf die Geschwindigkeit mit der ich drucken kann... alles andere ist eh Humbug (ich will das Zeug ja nicht in die Luft schießen). Und wenn das ab einer gewissen Geschwindigkeit unsauber wird, weil die Maschinen über schwingen, ist das eh uninteressant. Ab da kann man dann nur noch sehen das die Qualität besser wird . Z.B. Retrakt auch wirkt usw. und Materialien druckbar werde, die immer Ärger machen.
Das sind für mich Bereiche die ich gerne noch verbessern würde. Und dann natürlich kleiner werden.
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
Ich hab die Heizlänge sogar noch mit nem Trick kürzer gemacht, weil ich fest gestellt habe, das es dann noch besser geht. (ohne irgendwas zu rechnen... ich habs probiert) Das Stahlrohr heizt meist noch ca. 10mm mit bevor es abkühlt
Und der Versuch mit dem langen Heizklotz beweist mir das ich recht habe. Ich will ja nicht Betriebsblind werden. Deshalb mache ich solche (für mich extreme) Versuche zwischendurch. und es funktioniert einfach nicht.
Wenn ich dann merke, das der Extruder das nicht mehr schafft, hab ich ja keinerlei Verbesserung. Jetzt könnte ich natürlich hin gehen, und den Extruder größer machen... aber ich will ja eigentlich kleiner werden. Am liebsten auf Nema 11 oder gar 8. Das wäre für mich ein echter Fortschritt.
Ich bin überzeugt, auf kurzer Strecke möglichst viel Wärme-Energie da rein zu bekommen, ist der richtige Weg. (Hat natürlich auch seine Grenzen. Ne glühende Pfanne bringts auch nicht)
Ich beziehe mich immer auf die Geschwindigkeit mit der ich drucken kann... alles andere ist eh Humbug (ich will das Zeug ja nicht in die Luft schießen). Und wenn das ab einer gewissen Geschwindigkeit unsauber wird, weil die Maschinen über schwingen, ist das eh uninteressant. Ab da kann man dann nur noch sehen das die Qualität besser wird . Z.B. Retrakt auch wirkt usw. und Materialien druckbar werde, die immer Ärger machen.
Das sind für mich Bereiche die ich gerne noch verbessern würde. Und dann natürlich kleiner werden.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Druckgeschwindigkeit und Temperatur 19. July 2013 09:00 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 1.133 |
Nachdem Stoffel und ich in den letzten Posts eine Weile aneinander vorbei geschrieben hatten (der Beitrag von Stoffel nach dem PID-Bild bezog sich auf das Temperaturvorgabe-Bild), habe ich jetzt Stoffels Kritik verstanden. In der Tat waren in der Berechnung noch ein paar Bugs, die jetzt hoffentlich beseitigt sind (@Stoffel: ):
Bei der Temperatur-Vorgabe wird die Wärmekapazität nur insoweit berücksichtigt, dass ein Temperaturanstieg mit einer Vorlaufzeit von 2,5 s pro °C vorgegeben wird. Ein Temperaturabfall wird in voller Höhe zeitgleich mit der Abnahme der Druckgeschwindigkeit vorgegeben. In der Praxis wird der Temperaturabfall am Hotend langsamer sein (was aber nicht so schlimm ist).
LG, Willy
3D gedruckter Messerschärfer +++ RADDS für den Arduino-Due +++ Meine Drucker
):
Bei der Temperatur-Vorgabe wird die Wärmekapazität nur insoweit berücksichtigt, dass ein Temperaturanstieg mit einer Vorlaufzeit von 2,5 s pro °C vorgegeben wird. Ein Temperaturabfall wird in voller Höhe zeitgleich mit der Abnahme der Druckgeschwindigkeit vorgegeben. In der Praxis wird der Temperaturabfall am Hotend langsamer sein (was aber nicht so schlimm ist).
LG, Willy
3D gedruckter Messerschärfer +++ RADDS für den Arduino-Due +++ Meine Drucker
|
Re: Druckgeschwindigkeit und Temperatur 19. July 2013 15:40 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 7.505 |
Und schon ausprobiert ? Bringts was ?
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Druckgeschwindigkeit und Temperatur 19. July 2013 15:49 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 7.505 |
Aber wenn ich mir die Bereiche zwischen 300-900 und 1500-2000 vergleiche, kommt mir das immer noch komisch vor.
Warum bleibt er hinten drüber und vorne fast schon drunter ? Der ist fast immer mit Rot über Blau, nur zwischen 300-900 nicht(und das Ende) ???
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
Warum bleibt er hinten drüber und vorne fast schon drunter ? Der ist fast immer mit Rot über Blau, nur zwischen 300-900 nicht(und das Ende
) ???Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Druckgeschwindigkeit und Temperatur 19. July 2013 16:53 |
Administrator Registrierungsdatum: 16 Jahre zuvor Beiträge: 13.884 |
... das sind Skalierungs-Unterschiede, hat erstmal nichts weiter zu bedeuten ...
Viktor
--------
Aufruf zum Projekt "Müll-freie Meere" - [reprap.org] -- Deutsche Facebook-Gruppe - [www.facebook.com]
Call for the project "garbage-free seas" - [reprap.org]
Viktor
--------
Aufruf zum Projekt "Müll-freie Meere" - [reprap.org] -- Deutsche Facebook-Gruppe - [www.facebook.com]
Call for the project "garbage-free seas" - [reprap.org]

{kind=link}
{kind=link}
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.