Home
>
RepRap User Groups
>
Europe
>
Deutschsprachiges Forum
>
Extruder, Hotends & verschiedene Materialien
>
Thema
Verschiedene Hotends und Filamente
geschrieben von saschaho
|
Verschiedene Hotends und Filamente 07. May 2014 17:57 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.012 |
Moin,
nachdem ich jetzt seit zwei Wochen mit verschiedenen Hotends und ABS-Filamenten experimentiert habe, wollte ich euch an meinen Erfahrungen teilhaben lassen bzw. noch was dazulernen.
Drucker: Mein Delta Eigenbau, RADDS mit Arduino DUE, Repetier FW, 1/32 Steps bei Druckgeschwindigkeit 9000mm/min in simplify3d auf PEI-Aluplatte (120°C) und airtripper Bowdenextruder mit 1,75mm ABS, 4 - 6 mm retract und Temperaturen 240 - 270°C.
Hotends:
1. J-Head 0,3mm Düse
war für mich am leichtesten zu konfigurieren, sehr tolerant was verschiedene Materialien angeht, saubere top und bottom infills. Ist mir leider wg. Kabelfehler weggeschmolzen.
2. Merlin 0,3mm und 0,4mm Düse
hat bei mir immer gekleckert/gekrümelt, sehr schwer zu konfigurieren (Retract, Temperatur), Layer werden nicht so sauber verbunden, Düsen sind mir zu spitz (bügeln nict, sondern reissen)
3. Hexagon mit Lüfter
mein neuestes Hotend, sehr empfindlich was Filamentunterschiede angeht, sehr saubere Layer, "bügelt" die Layer sehr gut vergleichbar J-Head, kein Kleckern und sehr saubere Perimeter ohne blobs
Filamente:
1. Kiboplast
sehr schwer die richtige Temperatur zu treffen, haftet sehr schlecht, löchrige Perimeter, viele Blasen
2. Reichelt, weisses ABS
zu weich, knickt im Extruder und wird plattgedrückt und klemmt dann im Hexagon, Layer haften sehr gut, mit dem Merlin druckbar aber viele Blobs und kein kontinuierlicher Filamentfluss möglich
3. ABS von reprapworld
das Filament ist bisher mein Favorit, haftet sehr gut, ist hart genug für meinen Extruder, Layer kleben sehr gut aneinander, Klasse Ergebnisse mit J-Head (wie gedruckt ;-)) ), Merlin kleckert aber super Oberflächen nach Abschmirgeln, Hexagon muss ich noch testen.
Mein Fazit:
Habe mir einen Bulldog XL bestellt und werden dann ABS von reprapworld durchs Hexagon jagen.
Das airtripper-Design ist gut, aber den richtigen Andruck bei hoher Druckgeschwindigkeit zu finden ist schwer.
Soweit meine Erfahrungen
Grüße
Sascha
1-mal bearbeitet. Zuletzt am 07.05.14 18:04.
nachdem ich jetzt seit zwei Wochen mit verschiedenen Hotends und ABS-Filamenten experimentiert habe, wollte ich euch an meinen Erfahrungen teilhaben lassen bzw. noch was dazulernen.
Drucker: Mein Delta Eigenbau, RADDS mit Arduino DUE, Repetier FW, 1/32 Steps bei Druckgeschwindigkeit 9000mm/min in simplify3d auf PEI-Aluplatte (120°C) und airtripper Bowdenextruder mit 1,75mm ABS, 4 - 6 mm retract und Temperaturen 240 - 270°C.
Hotends:
1. J-Head 0,3mm Düse
war für mich am leichtesten zu konfigurieren, sehr tolerant was verschiedene Materialien angeht, saubere top und bottom infills. Ist mir leider wg. Kabelfehler weggeschmolzen.
2. Merlin 0,3mm und 0,4mm Düse
hat bei mir immer gekleckert/gekrümelt, sehr schwer zu konfigurieren (Retract, Temperatur), Layer werden nicht so sauber verbunden, Düsen sind mir zu spitz (bügeln nict, sondern reissen)
3. Hexagon mit Lüfter
mein neuestes Hotend, sehr empfindlich was Filamentunterschiede angeht, sehr saubere Layer, "bügelt" die Layer sehr gut vergleichbar J-Head, kein Kleckern und sehr saubere Perimeter ohne blobs
Filamente:
1. Kiboplast
sehr schwer die richtige Temperatur zu treffen, haftet sehr schlecht, löchrige Perimeter, viele Blasen
2. Reichelt, weisses ABS
zu weich, knickt im Extruder und wird plattgedrückt und klemmt dann im Hexagon, Layer haften sehr gut, mit dem Merlin druckbar aber viele Blobs und kein kontinuierlicher Filamentfluss möglich
3. ABS von reprapworld
das Filament ist bisher mein Favorit, haftet sehr gut, ist hart genug für meinen Extruder, Layer kleben sehr gut aneinander, Klasse Ergebnisse mit J-Head (wie gedruckt ;-)) ), Merlin kleckert aber super Oberflächen nach Abschmirgeln, Hexagon muss ich noch testen.
Mein Fazit:
Habe mir einen Bulldog XL bestellt und werden dann ABS von reprapworld durchs Hexagon jagen.
Das airtripper-Design ist gut, aber den richtigen Andruck bei hoher Druckgeschwindigkeit zu finden ist schwer.
Soweit meine Erfahrungen
Grüße
Sascha
1-mal bearbeitet. Zuletzt am 07.05.14 18:04.
|
Re: Verschiedene Hotends und Filamente 08. May 2014 03:10 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 2.470 |
Das kleckern und krümeln beim Merlin wird zumeist durch eine falsche Materialmenge (zu viel) ausgelöst. Da Merlin nicht bügelt merkt man das halt stärker als bei anderen Hotends. Egal ob du es so auffällig merkst oder nicht, das solltest du besser justieren, sonst erreichst du auch mit anderen Hotends keine wirklich gute Qualität. Bei korrekt eingestellter Materialmenge kann die Merlin Düse einwandfreie Oberflächen drucken.
Spätestens beim drucken von Brücken wirst du merken das die Düsen die gut bügeln dafür andere Probleme haben. Mit der Merlin Düse sind Brücken sehr problemlos.
[www.bonkers.de]
[merlin-hotend.de]
[www.hackerspace-ffm.de]
Spätestens beim drucken von Brücken wirst du merken das die Düsen die gut bügeln dafür andere Probleme haben. Mit der Merlin Düse sind Brücken sehr problemlos.
[www.bonkers.de]
[merlin-hotend.de]
[www.hackerspace-ffm.de]
|
Re: Verschiedene Hotends und Filamente 08. May 2014 07:41 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 200 |
Hi,
Meine Erfahrungen basieen auf 3 mm ABS
Ich habe die Erfahrung das Kiboplast recht kalt gedruckt werden will 230°. Dann druckte es bei mir recht gut in Schwarz, bei Grau habe ich ähnliche Erfahrungen wie Du.
Ich komme sehr gut mit GRRF Material zurecht in Transparent (225°) und Weiss/ Natur (235°)
Gruß Dirk
Meine Erfahrungen basieen auf 3 mm ABS
Ich habe die Erfahrung das Kiboplast recht kalt gedruckt werden will 230°. Dann druckte es bei mir recht gut in Schwarz, bei Grau habe ich ähnliche Erfahrungen wie Du.
Ich komme sehr gut mit GRRF Material zurecht in Transparent (225°) und Weiss/ Natur (235°)
Gruß Dirk
|
Re: Verschiedene Hotends und Filamente 08. May 2014 07:47 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 2.469 |
du musst bei metallhotend mindestens 10 grad unter j-head temp bleiben.
bedingt durch das metall hat er längere erhitzungszone.
was mit j-head bei 250 geht geht mit metall meistens schon bei 240 oder tiefer.
Commercium ----> Ramps, RADDS, e3d-Hotends und Filament kauft man hier.. und neu auch Schrauben,Muttern und Unterlegscheiben
Probleme mit dem e3d und bei mir gekauft? Schickt es ein, ich teste es für euch ob es wirklich defekt ist
Print Quality Troubleshooting Guide hier lang..
bedingt durch das metall hat er längere erhitzungszone.
was mit j-head bei 250 geht geht mit metall meistens schon bei 240 oder tiefer.
Commercium ----> Ramps, RADDS, e3d-Hotends und Filament kauft man hier.. und neu auch Schrauben,Muttern und Unterlegscheiben
Probleme mit dem e3d und bei mir gekauft? Schickt es ein, ich teste es für euch ob es wirklich defekt ist
Print Quality Troubleshooting Guide hier lang..
|
Re: Verschiedene Hotends und Filamente 08. May 2014 10:02 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.012 |
Quote
Le-Seaw
du musst bei metallhotend mindestens 10 grad unter j-head temp bleiben.
bedingt durch das metall hat er längere erhitzungszone.
was mit j-head bei 250 geht geht mit metall meistens schon bei 240 oder tiefer.
Moin,
ich glaube es ist bei mir genau umgekehrt. Der "Heizknubbel" beim Hexagon ist fast genauso groß wie beim J-head.
Da ich das Hexagon mit einem Lüfter kühle fällt die Vorheizzeit die ich im ungekühlten J-Head hatte weg. Der Schaft war immer ganz schön heiss.
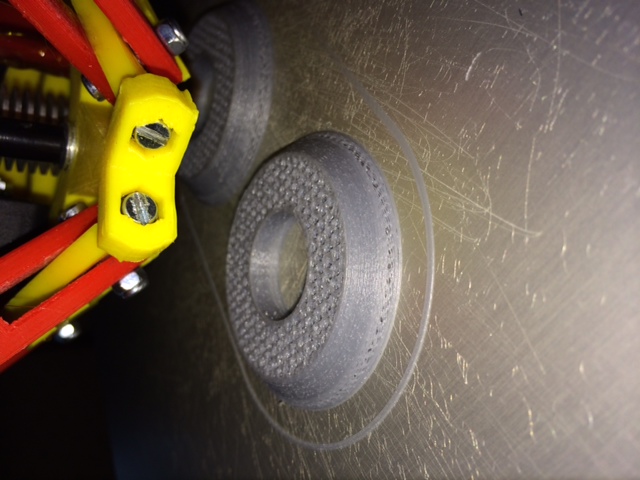
Anbei noch 2 Bilder von dem grauen Kibo-Plast und meinem Hexagon.
Die Kegel sind mit slicr und 100/80 mm/sek perimeter und 120mm/sek infill, die Platte mit simplify3d und 6000mm/min gesliced.
Bei den Kegeln hatte ich mit 260°C angefangen und war im oberen Bereich bei 275°C
Die Platte ist mit 265 für Layer 1 und dann mit 280°C gedruckt.
Bei den Einstellungen des Merlin hatte ich den obgligatorischen 20x20x10 Testwürfel gedruckt. Er war genau 9,85x9,85x10,03mm. Die Filamentmengen sollten also gestimmt haben. Single Wall hatte ich darauf hin nicht probiert.
Was mich am meisten nervt, die Schubkraft meines Airtrippers (MK7 Ritzel) ist wohl zu gering. Macht immer Abrieb und rutscht dann durch.
Erhöhe ich den Andruck, walzt er das Filament oval und es klemmt im Hexagon was dann noch mehr Kraft benötigt. Morgen soll mein bulldog kommen. Mal sehen was dann geht.
Grüße
Sascha
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Verschiedene Hotends und Filamente 08. May 2014 10:30 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 2.469 |
ich würde sagen dein thermistor stimmt nicht
280 Grad da wäre selbst ABS hinüber.
Das würde auch erklären warum du so heftig drücken musst.
Commercium ----> Ramps, RADDS, e3d-Hotends und Filament kauft man hier.. und neu auch Schrauben,Muttern und Unterlegscheiben
Probleme mit dem e3d und bei mir gekauft? Schickt es ein, ich teste es für euch ob es wirklich defekt ist
Print Quality Troubleshooting Guide hier lang..
280 Grad da wäre selbst ABS hinüber.
Das würde auch erklären warum du so heftig drücken musst.
Commercium ----> Ramps, RADDS, e3d-Hotends und Filament kauft man hier.. und neu auch Schrauben,Muttern und Unterlegscheiben
Probleme mit dem e3d und bei mir gekauft? Schickt es ein, ich teste es für euch ob es wirklich defekt ist
Print Quality Troubleshooting Guide hier lang..
|
Re: Verschiedene Hotends und Filamente 08. May 2014 10:55 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.012 |
Quote
Le-Seaw
ich würde sagen dein thermistor stimmt nicht
280 Grad da wäre selbst ABS hinüber.
Das würde auch erklären warum du so heftig drücken musst.
Die 280°C brauche ich nur bei diesem grauen Kibo-Zeugs.
Man sieht bei den runden Kegeln den Unterschied unten zu oben.
Mein favorisiertes gelbes ABS habe ich mit 235 - 245°C gedruckt.
Der Thermistor ist neu und war beim Hexagon dabei. Ist mit Wärmeleitkleber eingeklebt und die Zimmertemperatur stimmt auch.
Grüße
Sascha
|
Re: Verschiedene Hotends und Filamente 08. May 2014 13:14 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 2.469 |
du hast aber hoffentlich auch genau 3mm eingestellt, wenn du anderes hatest mit weniger durchmesser dann passt es ja nicht.
und kalibriert das neue filament hast du auch?
Commercium ----> Ramps, RADDS, e3d-Hotends und Filament kauft man hier.. und neu auch Schrauben,Muttern und Unterlegscheiben
Probleme mit dem e3d und bei mir gekauft? Schickt es ein, ich teste es für euch ob es wirklich defekt ist
Print Quality Troubleshooting Guide hier lang..
und kalibriert das neue filament hast du auch?
Commercium ----> Ramps, RADDS, e3d-Hotends und Filament kauft man hier.. und neu auch Schrauben,Muttern und Unterlegscheiben
Probleme mit dem e3d und bei mir gekauft? Schickt es ein, ich teste es für euch ob es wirklich defekt ist
Print Quality Troubleshooting Guide hier lang..
|
Re: Verschiedene Hotends und Filamente 08. May 2014 13:52 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.012 |
@ Le-Seaw
Dein Tipp mit dem Thermistor war goldrichtig, nur anders als ich gedacht hatte.
Zimmertemp und auch 100°C stimmen aber dann laufen die Werte vollkommen anders als z.B. bei dem Merlin-Thermistor. Die Ohmwerte sind bei 230°C vollkommen andere. Meine Drucktemperatur war also viel zu niedrig, selbst bei angezeigten 280°C.
Was liefern diese Typen denn da mit:
"Hexagon Hotend set
1x Hexagon hotend
1x Nozzles 0.4mm
1x Heater cartridge
1x Thermistor 100k (type 1) with precrimped cable
1x Alu mounting plate
"
So eine verfl. Sch.....


Jetzt kann ich den ganzen Kabelstrang wieder aufmachen und umbauen.
Danke Dir für deine Hilfe
Sascha
Dein Tipp mit dem Thermistor war goldrichtig, nur anders als ich gedacht hatte.
Zimmertemp und auch 100°C stimmen aber dann laufen die Werte vollkommen anders als z.B. bei dem Merlin-Thermistor. Die Ohmwerte sind bei 230°C vollkommen andere. Meine Drucktemperatur war also viel zu niedrig, selbst bei angezeigten 280°C.
Was liefern diese Typen denn da mit:
"Hexagon Hotend set
1x Hexagon hotend
1x Nozzles 0.4mm
1x Heater cartridge
1x Thermistor 100k (type 1) with precrimped cable
1x Alu mounting plate
"
So eine verfl. Sch.....
Jetzt kann ich den ganzen Kabelstrang wieder aufmachen und umbauen.
Danke Dir für deine Hilfe
Sascha
|
Re: Verschiedene Hotends und Filamente 08. May 2014 14:16 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 2.469 |
es liegt nicht immer am filament
manchmal schon, aber nicht immer
Commercium ----> Ramps, RADDS, e3d-Hotends und Filament kauft man hier.. und neu auch Schrauben,Muttern und Unterlegscheiben
Probleme mit dem e3d und bei mir gekauft? Schickt es ein, ich teste es für euch ob es wirklich defekt ist
Print Quality Troubleshooting Guide hier lang..
manchmal schon, aber nicht immer
Commercium ----> Ramps, RADDS, e3d-Hotends und Filament kauft man hier.. und neu auch Schrauben,Muttern und Unterlegscheiben
Probleme mit dem e3d und bei mir gekauft? Schickt es ein, ich teste es für euch ob es wirklich defekt ist
Print Quality Troubleshooting Guide hier lang..
|
Re: Verschiedene Hotends und Filamente 08. May 2014 15:41 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.012 |
Hab´s jetzt wieder neu verkabelt.
Funktioniert aber noch immer nicht richtig.
Ich habe mal Filament von Hand ins Hotend geschoben. Geht erst bei angezeigten 260° leichter.
Dann hat sporadisch ein Druck mit 245° funktioniert???
Macht der Lüfter eventl. den Schaft des Hotends zu kalt?
Blicke nicht mehr durch.
Sascha
Funktioniert aber noch immer nicht richtig.
Ich habe mal Filament von Hand ins Hotend geschoben. Geht erst bei angezeigten 260° leichter.
Dann hat sporadisch ein Druck mit 245° funktioniert???
Macht der Lüfter eventl. den Schaft des Hotends zu kalt?
Blicke nicht mehr durch.
Sascha
|
Re: Verschiedene Hotends und Filamente 08. May 2014 16:20 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 2.469 |
abs und schaft kühlen?
dachte das muss man nur bei pla
oder du hast ein montagsauto
leider glauben eben vielle ein hotend baut sich von ganz alleine und mit ihren hotends gibt es keine probleme
siehe magma hotend die ersten
1-mal bearbeitet. Zuletzt am 08.05.14 16:21.
Commercium ----> Ramps, RADDS, e3d-Hotends und Filament kauft man hier.. und neu auch Schrauben,Muttern und Unterlegscheiben
Probleme mit dem e3d und bei mir gekauft? Schickt es ein, ich teste es für euch ob es wirklich defekt ist
Print Quality Troubleshooting Guide hier lang..
dachte das muss man nur bei pla
oder du hast ein montagsauto
leider glauben eben vielle ein hotend baut sich von ganz alleine und mit ihren hotends gibt es keine probleme
siehe magma hotend die ersten
1-mal bearbeitet. Zuletzt am 08.05.14 16:21.
Commercium ----> Ramps, RADDS, e3d-Hotends und Filament kauft man hier.. und neu auch Schrauben,Muttern und Unterlegscheiben
Probleme mit dem e3d und bei mir gekauft? Schickt es ein, ich teste es für euch ob es wirklich defekt ist
Print Quality Troubleshooting Guide hier lang..
|
Re: Verschiedene Hotends und Filamente 09. May 2014 02:13 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 263 |
Ich bin ja noch Neuling in der Materie, aber eine persönliche Erfahrung mit Ganzmetallhotends ist, dass bei ABS ohne Kühlung des Hotends nichts geht. PLA habe ich noch nicht probiert.Quote
saschaho
Hab´s jetzt wieder neu verkabelt.
Funktioniert aber noch immer nicht richtig.
Ich habe mal Filament von Hand ins Hotend geschoben. Geht erst bei angezeigten 260° leichter.
Dann hat sporadisch ein Druck mit 245° funktioniert???
Macht der Lüfter eventl. den Schaft des Hotends zu kalt?
Blicke nicht mehr durch.
Sascha
Der Schaft des Hotends soll ja kalt bleiben. Wenn im Schaft was schmilzt dann staut sich das im Schaft und nichts geht mehr.
Da Du ja nun Dein Filament aufbrauchen willst, würde ich das Hotend soweit aufheizen bis ich das Filament bequem von Hand durchdrücken kann. Diese Temperatur würde ich dann zum Drucken nehmen. Ich glaube nicht, dass es bei dieser Methode zu einer Überhitzung kommt.
Die Temperaturanzeige des Thermistors ist ja nicht gleich der Temperatur in der Düse. Da kann es jede Menge Fehler geben. Das beginnt schon bei der Krimpung wenn die nicht ordentlich ausgeführt ist und endet bei der Kontaktstelle des Thermistors im Hotend usw.
Gruß
|
Re: Verschiedene Hotends und Filamente 09. May 2014 02:59 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 200 |
Hi,
ich habe meinem selbst gebauten .. Tri Metal Hot End 3mm ABS ordentlich drucken können.
Es ist halt gut wenn man die Schmelzzone einstellen kann. Der Schaft soll idealer weise warm sein (Schmelzzone) und dann sollte die Wärme schnell an den Kühler abgegeben werden um einen steilen Temperaturabfall zu bekommen.
Ein dünnwandiges Edelstahlrohr leitet wenig Wärme nach oben (da die Fläche fehlt und austenitischer Edelstahl weniger als die Hälfte von normalstahl leitet.
Rein Wärmetechnisch leitet so ein Rohr genau so wenig wie ein dickes PEEK Rohr.
Ein dickwandiger Alu Kühler darüber nimmt alle Wärme ab, auch ohne viele Rippen einfach durch die dicken Wände und die hohe Leitfähigkeit
Nimmt man aber nicht austenitischen Stahl, Messing oder Alu für den Schaft oder ein zu dickwandiges Rohr steigt zu viel Wärme nach oben und die Schmelzzone wird undefiniert.
Gerade bei 1,75er Material ist das Full Metal Hot End die "Königsklasse "
Gruß Dirk
ich habe meinem selbst gebauten .. Tri Metal Hot End 3mm ABS ordentlich drucken können.
Es ist halt gut wenn man die Schmelzzone einstellen kann. Der Schaft soll idealer weise warm sein (Schmelzzone) und dann sollte die Wärme schnell an den Kühler abgegeben werden um einen steilen Temperaturabfall zu bekommen.
Ein dünnwandiges Edelstahlrohr leitet wenig Wärme nach oben (da die Fläche fehlt und austenitischer Edelstahl weniger als die Hälfte von normalstahl leitet.
Rein Wärmetechnisch leitet so ein Rohr genau so wenig wie ein dickes PEEK Rohr.
Ein dickwandiger Alu Kühler darüber nimmt alle Wärme ab, auch ohne viele Rippen einfach durch die dicken Wände und die hohe Leitfähigkeit
Nimmt man aber nicht austenitischen Stahl, Messing oder Alu für den Schaft oder ein zu dickwandiges Rohr steigt zu viel Wärme nach oben und die Schmelzzone wird undefiniert.
Gerade bei 1,75er Material ist das Full Metal Hot End die "Königsklasse "
Gruß Dirk
|
Re: Verschiedene Hotends und Filamente 09. May 2014 06:23 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 200 |
Hi,
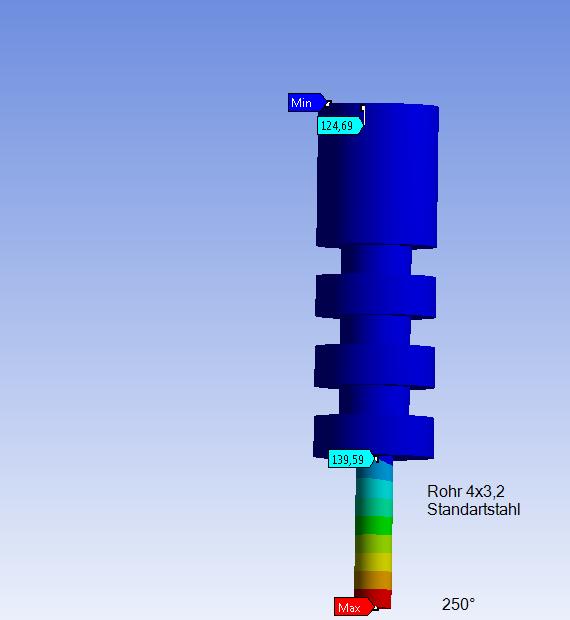
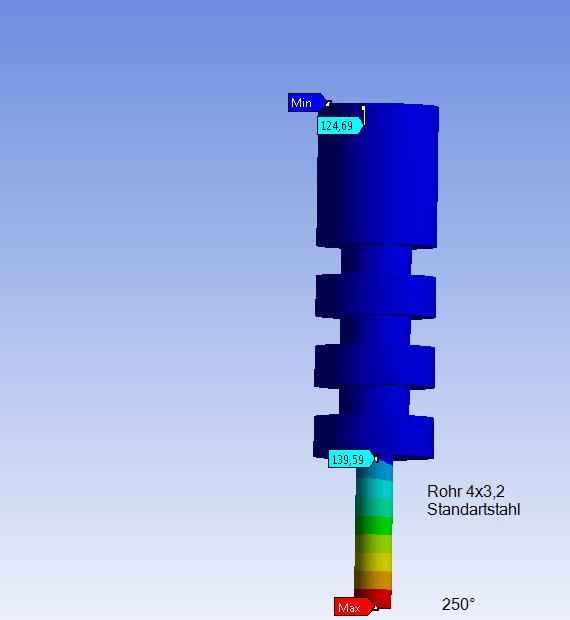
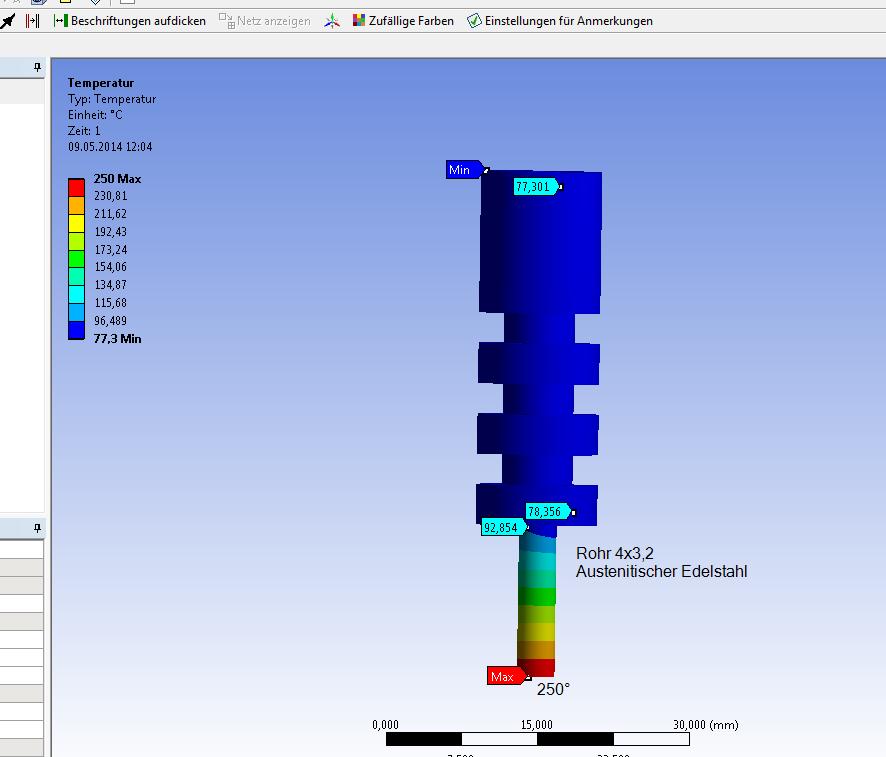
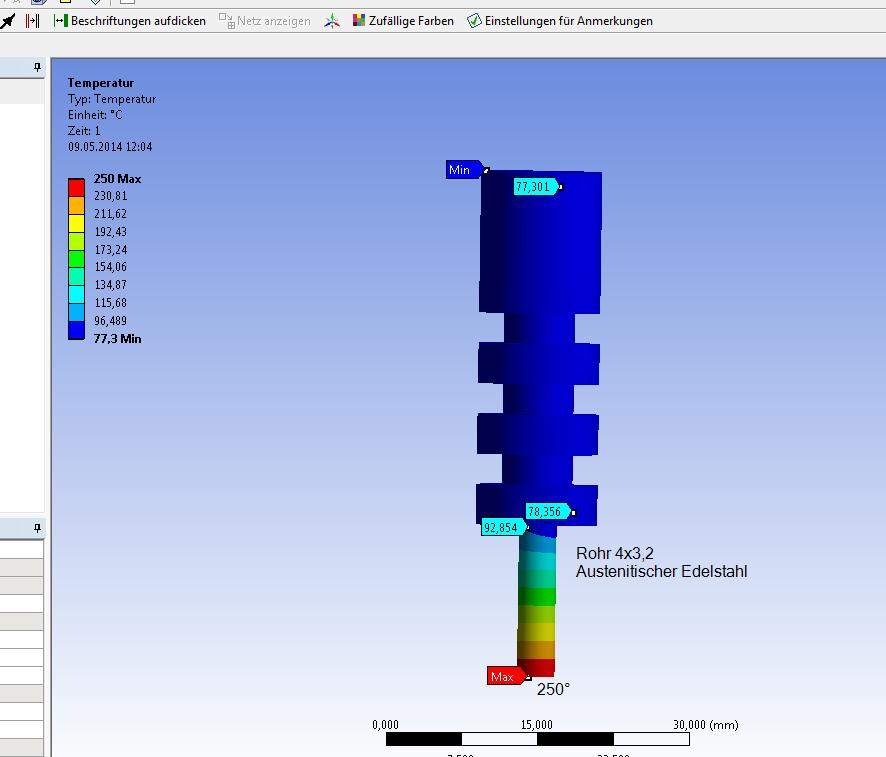
Ich habe mal testweise zwei vereiunfachte Modelle vom Tri Metal gerechnet, (nur der obere Teil über dem Aluklotz)
Unten 250° am Ende des Aluklotz
Das eine ist normaler Stahl, das Andere ist Austenitischer Edelstahl wie V2A
Man sieht deutlich das viel mehr Wärme oben anliegt und Zone ab der das Material vom Druck einknickt (ab 125° denke ich bei ABS, PLA 60°), recht lang wird.
Das Modell muss man vergleichend sehen. Der Wärrme Übergangs Koeffizient ist standart Datenbank leicht strömende Luft
Den Einfluss vom Material sieht man Deutlich
Gruß Dirk
1-mal bearbeitet. Zuletzt am 09.05.14 07:07.
Ich habe mal testweise zwei vereiunfachte Modelle vom Tri Metal gerechnet, (nur der obere Teil über dem Aluklotz)
Unten 250° am Ende des Aluklotz
Das eine ist normaler Stahl, das Andere ist Austenitischer Edelstahl wie V2A
Man sieht deutlich das viel mehr Wärme oben anliegt und Zone ab der das Material vom Druck einknickt (ab 125° denke ich bei ABS, PLA 60°), recht lang wird.
Das Modell muss man vergleichend sehen. Der Wärrme Übergangs Koeffizient ist standart Datenbank leicht strömende Luft
Den Einfluss vom Material sieht man Deutlich
Gruß Dirk
1-mal bearbeitet. Zuletzt am 09.05.14 07:07.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Verschiedene Hotends und Filamente 10. May 2014 13:09 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 263 |
|
Re: Verschiedene Hotends und Filamente 12. May 2014 08:32 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 200 |
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.