Home
>
RepRap User Groups
>
Europe
>
Deutschsprachiges Forum
>
Extruder, Hotends & verschiedene Materialien
>
Thema
Fotostrecke Herstellung Nozzle/Düse
geschrieben von Stud54
|
Fotostrecke Herstellung Nozzle/Düse 30. June 2014 15:18 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 4.398 |
Ich wollte das schon lange mal für Selbermacher dokumentieren.
Hier was zum schauen....Fotos sind ja immer cool.
Ende Teil 1
Hier was zum schauen....Fotos sind ja immer cool.










Ende Teil 1
|
Re: Fotostrecke Herstellung Nozzle/Düse 30. June 2014 15:22 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 4.398 |






|
Re: Fotostrecke Herstellung Nozzle/Düse 30. June 2014 16:06 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 495 |
Ah ja, die Drehstähle kommen mir bekannt vor, Horn halt
Aber gutes Tutorial. Ich wart immer noch auf eine gute gebrauchte CNC Drehmaschine für die Massenproduktion...
#########################################################
3D-Board.ch - Deine Schweizer Community rund um 3D Druck & 3D Scan
#########################################################
Meine Dienstleistungen rund um den 3D Druck
#########################################################
Aber gutes Tutorial. Ich wart immer noch auf eine gute gebrauchte CNC Drehmaschine für die Massenproduktion...
#########################################################
3D-Board.ch - Deine Schweizer Community rund um 3D Druck & 3D Scan
#########################################################
Meine Dienstleistungen rund um den 3D Druck
#########################################################
|
Re: Fotostrecke Herstellung Nozzle/Düse 01. July 2014 05:26 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 263 |
|
Re: Fotostrecke Herstellung Nozzle/Düse 01. July 2014 05:40 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 4.398 |
|
Re: Fotostrecke Herstellung Nozzle/Düse 01. July 2014 07:21 |
Registrierungsdatum: 13 Jahre zuvor Beiträge: 7.616 |
Für Dokumentation ist das Wiki da. Hier ist das nächste Woche verloren.
| Generation 7 Electronics | Teacup Firmware | RepRap DIY |
|
Re: Fotostrecke Herstellung Nozzle/Düse 01. July 2014 08:45 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 4.398 |
|
Re: Fotostrecke Herstellung Nozzle/Düse 02. July 2014 03:54 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 79 |
|
Re: Fotostrecke Herstellung Nozzle/Düse 02. July 2014 03:59 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 58 |
Hallo,
darf ich mal fragen was das für ein Bohrer ist? Sieht aus wie VHM? Bricht der nicht recht schnell? Hab meine kleine Drehe umgebaut und wollte mich auch mal dran versuchen . Wobei ich eher dran Dachte DIN917 Messing Hutmuttern zu bearbeiten...
. Wobei ich eher dran Dachte DIN917 Messing Hutmuttern zu bearbeiten...
[www.youtube.com]
Grüße Malte
darf ich mal fragen was das für ein Bohrer ist? Sieht aus wie VHM? Bricht der nicht recht schnell? Hab meine kleine Drehe umgebaut und wollte mich auch mal dran versuchen
. Wobei ich eher dran Dachte DIN917 Messing Hutmuttern zu bearbeiten...[www.youtube.com]
Grüße Malte
|
Re: Fotostrecke Herstellung Nozzle/Düse 02. July 2014 05:03 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 4.398 |
Hallo Malte.
Ja das sind VHM Bohrer. Ja die brechen recht fix, wenn die Maschine nicht zu 100 Prozent von der Geometrie stimmt. Hier muss man einstellen.
Ich benutze auch diese Bohrer, um Fluchtungsfehler auszuschließen.
Wenn das passt kann man auch fast auf volle Tiefe bohren.
Ich hab mit dem einen 0,3er schon bestimmt 35 Löcher gebohrt, ohne das er gebrochen ist.
Gruß Sven
Ja das sind VHM Bohrer. Ja die brechen recht fix, wenn die Maschine nicht zu 100 Prozent von der Geometrie stimmt. Hier muss man einstellen.
Ich benutze auch diese Bohrer, um Fluchtungsfehler auszuschließen.

Wenn das passt kann man auch fast auf volle Tiefe bohren.
Ich hab mit dem einen 0,3er schon bestimmt 35 Löcher gebohrt, ohne das er gebrochen ist.
Gruß Sven
|
Re: Fotostrecke Herstellung Nozzle/Düse 02. July 2014 05:13 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 2.470 |
VHM bis 0.3mm habe ich auch bei diversen Merlin Prototypen benutzt, 0.2 ist mir nur ein Mal gleungen, das hat mich aber drei Bohrer gekostet 
[www.bonkers.de]
[merlin-hotend.de]
[www.hackerspace-ffm.de]
[www.bonkers.de]
[merlin-hotend.de]
[www.hackerspace-ffm.de]
|
Re: Fotostrecke Herstellung Nozzle/Düse 02. July 2014 05:39 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 4.398 |
|
Re: Fotostrecke Herstellung Nozzle/Düse 02. July 2014 06:47 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 58 |
Danke, na da muss ich mal schauen was ich aus der kleinen Chinesin noch raus hole ... wie schaut das denn mit "HSS-G Spiralbohrer DIN 338" aus, die gibt es ja auch in der größe von 0,35mm und kleiner... verzeihen die mehr ungenauigkeiten? Auf der Großen hat das Bohren mit 0,4mm gerade geklappt, andere bohrer hab ich gerade nicht, an der kleinen muss ich wohl noch was machen...
Grüße Malte
... wie schaut das denn mit "HSS-G Spiralbohrer DIN 338" aus, die gibt es ja auch in der größe von 0,35mm und kleiner... verzeihen die mehr ungenauigkeiten? Auf der Großen hat das Bohren mit 0,4mm gerade geklappt, andere bohrer hab ich gerade nicht, an der kleinen muss ich wohl noch was machen... Grüße Malte
|
Re: Fotostrecke Herstellung Nozzle/Düse 02. July 2014 08:41 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 4.398 |
Hallo Malte.
Verzeihen schon....aber wenn die Geometrie deiner Maschine nicht passt, bringt dir auch kleiner bohren nichts. Die Bohrung wird nie maßhaltig und glatt, sondern konisch und rau.
Investiere lieber mal ein paar Stunden in das Vermessen von der Drehe. Ich hab auch nur ne Chinesin...aber halt so gut es geht überarbeitet.
Gruß Sven
Verzeihen schon....aber wenn die Geometrie deiner Maschine nicht passt, bringt dir auch kleiner bohren nichts. Die Bohrung wird nie maßhaltig und glatt, sondern konisch und rau.
Investiere lieber mal ein paar Stunden in das Vermessen von der Drehe. Ich hab auch nur ne Chinesin...aber halt so gut es geht überarbeitet.
Gruß Sven
|
Re: Fotostrecke Herstellung Nozzle/Düse 02. July 2014 09:14 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 2.470 |
Ich hatte einen sehr feinen Zentrierbohrer benutzt, das hat leider nicht geholfen. Denn Trick mit einem 0.3er Bohrer probiere ich wenn es sich noch mal ergibt, DankeQuote
Stud54
Bei 0,2 gibts nen Trick.
Mit nem 0,3er gaaaaaanz langsam anfahren und minimalst zentrieren. Dann auf 0,2 wechseln und ab dafür. So bricht der nicht mehr, eine sauber eiggestellte Drehe vorausgesetzt.
Gruß Sven
Grüße
Björn
[www.bonkers.de]
[merlin-hotend.de]
[www.hackerspace-ffm.de]
|
Re: Fotostrecke Herstellung Nozzle/Düse 02. July 2014 12:47 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 58 |
Ich versuch die Tage mal mein Glück, ich hab von Stoffel das Hotend und da brauchen die Düsen ja M6 innengewinde. Mit einem Adapter wäre ich dann schon recht weit vom Heizelement weg. Deswegen die Idee mit den Messing Hutmuttern in M6, die kleinen Werkzeuge habe ich nicht  . Die Mini CNC Drehe muss immer für allerhand herhalten, die tage Helix Antennen mit 12er Steigung Gewickelt und da drückt man schon gut an der kleinen rum , das wars dann meist mit dem ausrichten.
. Die Mini CNC Drehe muss immer für allerhand herhalten, die tage Helix Antennen mit 12er Steigung Gewickelt und da drückt man schon gut an der kleinen rum , das wars dann meist mit dem ausrichten.
Zu dem habe ich noch rillen im Drehbild, dem bin ich auch noch nicht wirklich herr geworden. Schauen wir mal...
Grüße Malte
. Die Mini CNC Drehe muss immer für allerhand herhalten, die tage Helix Antennen mit 12er Steigung Gewickelt und da drückt man schon gut an der kleinen rum , das wars dann meist mit dem ausrichten.Zu dem habe ich noch rillen im Drehbild, dem bin ich auch noch nicht wirklich herr geworden. Schauen wir mal...
Grüße Malte
|
Re: Fotostrecke Herstellung Nozzle/Düse 02. July 2014 14:39 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.164 |
Also als "alter" Dreher, schon Jahre her, aber immerhin 7 Jahre am Stück CNC gedreht, auch konventionell, kann ich Dir zu den Rillen folgendes sagen.
- Dein Werkzeug ist nicht auf Mitte oder Du bist nicht über die Mitte gefahren, sieht man auf dem Foto
- der Stahl kann Unfug machen, Aufbauschneide, gibt auch Rillen im Material
- Deine Spindel hat einen Macken, die Z oder die X
- Deine Spindellagerung ist nicht i.O.
Was Du jetzt versuchen musst:
- Werkzeug auf Mitte stellen
- Wenn Du mit HSS fährst dann mit ganz feinem Abziehstahl die Schneide ein wenig "polieren"
- Die Vorschubspindeln überprüfen, klar Steigungsfehler bzw. rauer Lauf oder wenn es hart auf hart kommt Axialspiel prüfen
- Spindellagerung, hier würde ich erst mal das Spiel prüfen, Holz auf Führung, Messuhr auf den Zentrierbund bzw. Futter und ein wenig drücken. Sollte einen Ausschlag unter 0,005 haben. Muss aber schon ordentlich was kommen an Kraft, wenn das Ding abschmieren kannst, einfach mal mehr Fett rein als üblich, wird es besser dann ist es das Lager.
Klar nehme an dass Deine Führungen relativ Spielfrei sind. Einfach mal ein wenig nachstellen.
Wenn Du den Drehstahl ein wenig über Mitte stellst dann drückt er ein wenig, bei ausgenudelten Maschinen helfen auch solche Maßnahmen.
Hoffe ich konnte helfen.
Ansonsten, zum Thema Zentrierbohrer, einfach mit der Spitze (ziemlich neue, oder selbst eine drehen) und dem Reitstock ein wenig "ankörnen". Geht wie geschmiert, nach dem bohren einfach längst drehen damit die Bohrung wieder scharf ist.
Bei mir haben scharfe Bohrungen immer ein besseres Ergebniss gebracht wie Bohrungen mit einer minimalen Fase.
Gruß
Mirco
Druckwerk-3D.com
- Dein Werkzeug ist nicht auf Mitte oder Du bist nicht über die Mitte gefahren, sieht man auf dem Foto
- der Stahl kann Unfug machen, Aufbauschneide, gibt auch Rillen im Material
- Deine Spindel hat einen Macken, die Z oder die X
- Deine Spindellagerung ist nicht i.O.
Was Du jetzt versuchen musst:
- Werkzeug auf Mitte stellen
- Wenn Du mit HSS fährst dann mit ganz feinem Abziehstahl die Schneide ein wenig "polieren"
- Die Vorschubspindeln überprüfen, klar Steigungsfehler bzw. rauer Lauf oder wenn es hart auf hart kommt Axialspiel prüfen
- Spindellagerung, hier würde ich erst mal das Spiel prüfen, Holz auf Führung, Messuhr auf den Zentrierbund bzw. Futter und ein wenig drücken. Sollte einen Ausschlag unter 0,005 haben. Muss aber schon ordentlich was kommen an Kraft, wenn das Ding abschmieren kannst, einfach mal mehr Fett rein als üblich, wird es besser dann ist es das Lager.
Klar nehme an dass Deine Führungen relativ Spielfrei sind. Einfach mal ein wenig nachstellen.
Wenn Du den Drehstahl ein wenig über Mitte stellst dann drückt er ein wenig, bei ausgenudelten Maschinen helfen auch solche Maßnahmen.
Hoffe ich konnte helfen.
Ansonsten, zum Thema Zentrierbohrer, einfach mit der Spitze (ziemlich neue, oder selbst eine drehen) und dem Reitstock ein wenig "ankörnen". Geht wie geschmiert, nach dem bohren einfach längst drehen damit die Bohrung wieder scharf ist.
Bei mir haben scharfe Bohrungen immer ein besseres Ergebniss gebracht wie Bohrungen mit einer minimalen Fase.
Gruß
Mirco
Druckwerk-3D.com
|
Re: Fotostrecke Herstellung Nozzle/Düse 02. July 2014 14:52 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 4.398 |
|
Re: Fotostrecke Herstellung Nozzle/Düse 02. July 2014 15:18 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.164 |
Jep! Wenn schon, dann schon
Meine alte Leinen, mei, da ist das Lager auch nicht mehr so gut, wenig gedreht worden auf dem Teil, Führungen gut.....das Lager hätte man vielleicht weniger oder öfters schmieren sollen.
Muss ich mal tauschen wenn ich mit "meinem Kampf" mal so weit bin. Habe schon Kopf, Magen und weiß was ich für Schmerzen so langsam......
Aber das wird schon.....nächste Woche ein paar Nachtschichten einlegen....hoffe die Jungs von der Elektronikabteilung hier im Forum helfen mir wenn ich was benötige.......sooooo fit mit der Elektronik bin ich jetzt auch
nicht..... bin froh wenn das Ding am 12. etwas tut...auch wenn es noch nicht perfekt ist........
Gruß
Mirco
Druckwerk-3D.com
Meine alte Leinen, mei, da ist das Lager auch nicht mehr so gut, wenig gedreht worden auf dem Teil, Führungen gut.....das Lager hätte man vielleicht weniger oder öfters schmieren sollen.
Muss ich mal tauschen wenn ich mit "meinem Kampf" mal so weit bin. Habe schon Kopf, Magen und weiß was ich für Schmerzen so langsam......
Aber das wird schon.....nächste Woche ein paar Nachtschichten einlegen....hoffe die Jungs von der Elektronikabteilung hier im Forum helfen mir wenn ich was benötige.......sooooo fit mit der Elektronik bin ich jetzt auch
nicht..... bin froh wenn das Ding am 12. etwas tut...auch wenn es noch nicht perfekt ist........
Gruß
Mirco
Druckwerk-3D.com
|
Re: Fotostrecke Herstellung Nozzle/Düse 03. July 2014 02:07 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 58 |
Moin,
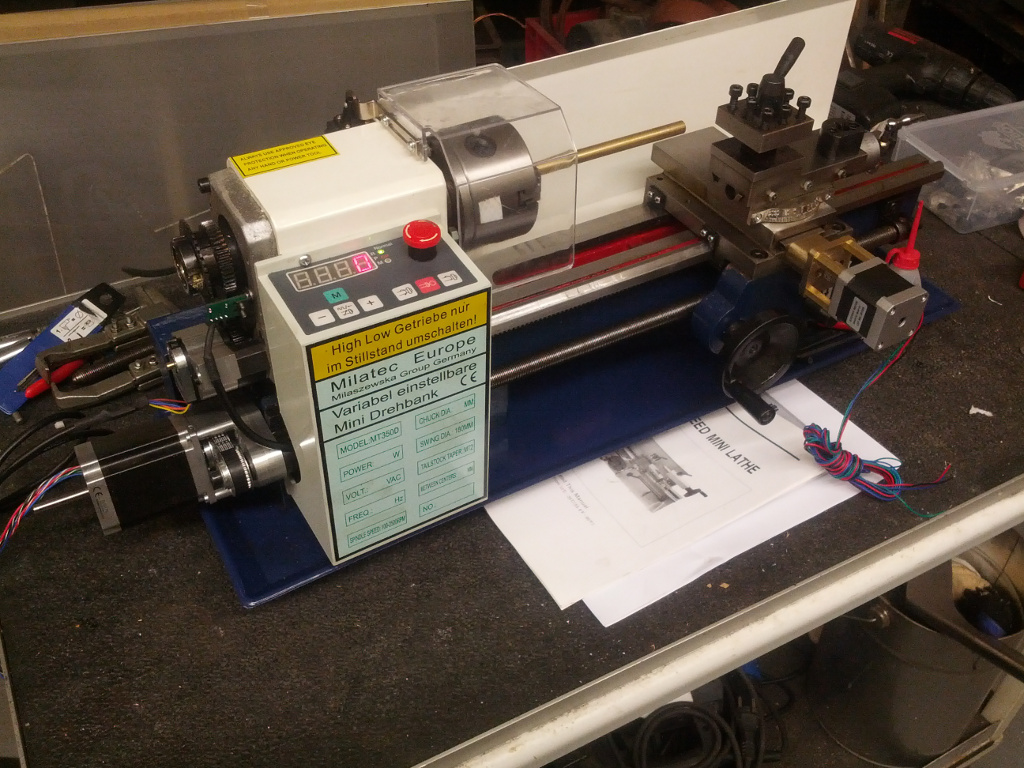
erstmal danke für die Tipps... wir reden hier von einem Rotwerk EDM 350 Clon. Die kleine hab ich als B-Ware / Rückläufer recht günstig erstanden, Transportschäden, Beulen, Plastik Teile zerbrochen, Regler defekt... aber Dreht
An den Führungen + Spindeln war ich schon bei... Nur das Futter läuft nicht so rund wie ich es von der Großen kenne. Der Umbau auf Kegelrollenlager steht da noch aus...
Na zurück zum Thema...
1-mal bearbeitet. Zuletzt am 03.07.14 02:07.
erstmal danke für die Tipps... wir reden hier von einem Rotwerk EDM 350 Clon. Die kleine hab ich als B-Ware / Rückläufer recht günstig erstanden, Transportschäden, Beulen, Plastik Teile zerbrochen, Regler defekt... aber Dreht
An den Führungen + Spindeln war ich schon bei... Nur das Futter läuft nicht so rund wie ich es von der Großen kenne. Der Umbau auf Kegelrollenlager steht da noch aus...
Na zurück zum Thema
...1-mal bearbeitet. Zuletzt am 03.07.14 02:07.
|
Re: Fotostrecke Herstellung Nozzle/Düse 03. July 2014 02:30 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 4.398 |
|
Re: Fotostrecke Herstellung Nozzle/Düse 03. July 2014 03:14 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 58 |
Nein , an das ding kommt mir kein Pupitaster... das kommt erst wenn die Kegelrollenlager drin sind, sonst werde ich wahnsinnig. Ich hab mal den Fehler gemacht und den Rundlauf meiner China Frässpindel gemessen. In der Folge habe ich einige Stunden damit verbracht diese erstmal auf der Drehe auszurichten und nach zu schleifen... . Bin aber von ~0,3mm auf ~0,01mm gekommen... bis jetzt war es mir bei der kleinen nicht so wichtig, hat sich jetzt etwas geändert... na schauen wir mal.
, an das ding kommt mir kein Pupitaster... das kommt erst wenn die Kegelrollenlager drin sind, sonst werde ich wahnsinnig. Ich hab mal den Fehler gemacht und den Rundlauf meiner China Frässpindel gemessen. In der Folge habe ich einige Stunden damit verbracht diese erstmal auf der Drehe auszurichten und nach zu schleifen... . Bin aber von ~0,3mm auf ~0,01mm gekommen... bis jetzt war es mir bei der kleinen nicht so wichtig, hat sich jetzt etwas geändert... na schauen wir mal.
|
Re: Fotostrecke Herstellung Nozzle/Düse 03. July 2014 05:14 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 79 |
|
Re: Fotostrecke Herstellung Nozzle/Düse 03. July 2014 06:09 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.164 |
|
Re: Fotostrecke Herstellung Nozzle/Düse 03. July 2014 06:14 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 79 |


|
Re: Fotostrecke Herstellung Nozzle/Düse 03. July 2014 07:40 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.164 |
Das Problem ist nicht die Drehzahl, sondern der feinfühlige Vorschub. Teilweise hast im Reitstock eine 4er Spindelsteigung. Je feiner desto besser, dann kannst auch mit 100 1/min bohren.
Das Messing neigt zum "festbeißen" sobald bestimmte Spandicke überschritten wird ist der Bohrer ab da es ihn rein in das Material zieht. Am besten die Pinole ein wenig klemmen, und dann
gaaaaannnnnzzz langsam bohren. Das wird schon! Drücke Dir die Daumen.
Gruß
Mirco
Druckwerk-3D.com
Das Messing neigt zum "festbeißen" sobald bestimmte Spandicke überschritten wird ist der Bohrer ab da es ihn rein in das Material zieht. Am besten die Pinole ein wenig klemmen, und dann
gaaaaannnnnzzz langsam bohren. Das wird schon! Drücke Dir die Daumen.
Gruß
Mirco
Druckwerk-3D.com
|
Re: Fotostrecke Herstellung Nozzle/Düse 03. July 2014 07:42 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 4.398 |
|
Re: Fotostrecke Herstellung Nozzle/Düse 03. July 2014 08:37 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 3.969 |
Moin moin aus HU.
Also 0,275mm habe ich auch gebohrt. Die ersten sind abgebrochen aber dann mit vieeeel Feingefühl und mit gaaaaanz langsam Vorschub geht es dann gut. Etwas vor und zurück räumt die Späne raus. Das mit dem Vorkörnen ist eine gute Idee. Hatte schon ohne 2 Bohrer abgebrochen. Zum Vorkörnen aber die höchste Drehzahl, damit der Bohrer nicht wandert und die Masse ihn zentriert.
Gruß
Frithjof
Liebe Grüße aus Kaltenkirchen.
Frithjof
Meine Seite
[www.facebook.com]
Also 0,275mm habe ich auch gebohrt. Die ersten sind abgebrochen aber dann mit vieeeel Feingefühl und mit gaaaaanz langsam Vorschub geht es dann gut. Etwas vor und zurück räumt die Späne raus. Das mit dem Vorkörnen ist eine gute Idee. Hatte schon ohne 2 Bohrer abgebrochen. Zum Vorkörnen aber die höchste Drehzahl, damit der Bohrer nicht wandert und die Masse ihn zentriert.
Gruß
Frithjof
Liebe Grüße aus Kaltenkirchen.
Frithjof
Meine Seite
[www.facebook.com]
|
Re: Fotostrecke Herstellung Nozzle/Düse 03. July 2014 09:23 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 4.398 |
|
Re: Fotostrecke Herstellung Nozzle/Düse 03. July 2014 09:47 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 58 |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.