Home
>
RepRap User Groups
>
Europe
>
Deutschsprachiges Forum
>
Extruder, Hotends & verschiedene Materialien
>
Thema
Düse verstopft - aber nie ganz
geschrieben von TTT
|
Düse verstopft - aber nie ganz 21. December 2018 16:54 |
Registrierungsdatum: 5 Jahre zuvor Beiträge: 56 |
Ich bin dabei, mir so langsam die richtigen Parameter für mein PLA (unbekannten Ursprungs) zu erarbeiten. Leider verstopft mir immer wieder die Düse. Die einfacheren Maßnahmen zeigen keinen oder nur kurzfristigen Erfolg und ich habe das Hotend nun das 2te mal zerlegt. Wenn ich mir das Ganze dann anschaue, denke ich: "muss ja verstopfen". Kann mich aber auch irren und vielleicht habe ich die Funktion der Bauteile noch nicht verstanden. Deswegen erbitte ich mir euren Rat. So siehts nach dem Zerlegen aus:
Unten sieht man das Filament. Müßte der Inliner nicht unten mit der Düse abschließen, damit das mit der Zuführung und vor allem mit dem Retract funktionieren kann? Meine Interpretation wäre, dass der Inliner entweder länger sein müßte (eventuell noch konisch zugeschnitten?) oder in der Düse so klemmen müßte, dass er vom Retract nicht mit zurück gezogen werden kann.
Könnte ihr mir helfen?
Edit: Vielleicht als Ergänzung: Irgendwie scheint dieses PLA unverhältnismäßig viel Wasser zu ziehen. Es ist ständig am knistern und "ploppt" aus der Düse. Auf der Heizung trocknen und die Luftfeuchtigkeit unter 45% zu halten reicht nicht, um Abhilfe zu schaffen. Vielleicht nicht die Ursache des Problems aber möglicherweise verschärft es sie?
1-mal bearbeitet. Zuletzt am 21.12.18 16:59.
Liebe Grüße
Tim

Unten sieht man das Filament. Müßte der Inliner nicht unten mit der Düse abschließen, damit das mit der Zuführung und vor allem mit dem Retract funktionieren kann? Meine Interpretation wäre, dass der Inliner entweder länger sein müßte (eventuell noch konisch zugeschnitten?) oder in der Düse so klemmen müßte, dass er vom Retract nicht mit zurück gezogen werden kann.
Könnte ihr mir helfen?
Edit: Vielleicht als Ergänzung: Irgendwie scheint dieses PLA unverhältnismäßig viel Wasser zu ziehen. Es ist ständig am knistern und "ploppt" aus der Düse. Auf der Heizung trocknen und die Luftfeuchtigkeit unter 45% zu halten reicht nicht, um Abhilfe zu schaffen. Vielleicht nicht die Ursache des Problems aber möglicherweise verschärft es sie?
1-mal bearbeitet. Zuletzt am 21.12.18 16:59.
Liebe Grüße
Tim
|
Re: Düse verstopft - aber nie ganz 21. December 2018 18:32 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 799 |
Ähm, seh ich das Richtig das der Inliner (oberes weißes Teil), bis in die Düse rein geht ?
Wenn das wirklich der Fall ist , dann ist das Hotend eine Fehlkonstuktion, der Inliner muss über dem Heizblock und noch vor der Hitze Barriere enden.
mfg Chri
1-mal bearbeitet. Zuletzt am 21.12.18 18:33.
[chrisu02.wordpress.com] Quadmax Intel Delid Tools
Wenn das wirklich der Fall ist , dann ist das Hotend eine Fehlkonstuktion, der Inliner muss über dem Heizblock und noch vor der Hitze Barriere enden.
mfg Chri
1-mal bearbeitet. Zuletzt am 21.12.18 18:33.
[chrisu02.wordpress.com] Quadmax Intel Delid Tools
|
Re: Düse verstopft - aber nie ganz 21. December 2018 18:47 |
Registrierungsdatum: 5 Jahre zuvor Beiträge: 56 |
|
Re: Düse verstopft - aber nie ganz 21. December 2018 19:05 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 799 |
Quote
TTT
Ja, der Inliner geht bis in die Düse. Ich dachte, das wäre quasi Standard für Hotends die bis max. 240-260°C gehen. Ist es nicht? Oder nur falsch verbaut?
Ist ein MK11.
Nicht falsch verbaut, wenn ich das richtig im Netz gesehen habe hat Wanhao das einfach falsch konstruiert, der PTFE inliner Isoliert das Filament vom Heizblock ja regelrecht.
Richtig rum muss der Grundaufbau eines Hotends ungefähr so aus sehen:
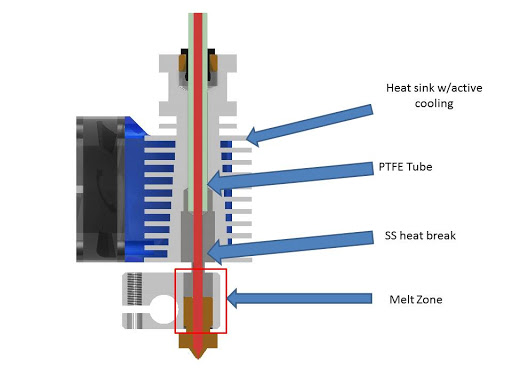
Einzige Lösung ist das bestehende Konstrukt in die Tonne schmeißen und was drauf Bauen das auch richtig konstruiert ist.
mfg Chri
1-mal bearbeitet. Zuletzt am 21.12.18 19:06.
[chrisu02.wordpress.com] Quadmax Intel Delid Tools
|
Re: Düse verstopft - aber nie ganz 22. December 2018 06:14 |
Registrierungsdatum: 5 Jahre zuvor Beiträge: 56 |
Vom Konstruktionsprinzip hat sich doch zur weit verbreiteten MK10 nicht viel verändert? Grundsätzlich leuchtet mir dein Einwand ein aber ich verstehe nicht, warum die Konstruktion dann nicht generell in den Foren verrissen wird.
Ich habe hier leider keine anderen Hotends, um mir die mal näher anzuschauen. Ich liebäugle ja generell mit einem anderen Hotend. Schon allein, weil ich auch Nylon drucken will. Nur ist es schwer bis unmöglich, ein anderes Hotend in die Konstruktion des Wanhao D6 einzubringen, ohne massiv an Bauraum zu verlieren. So stellt es sich zumindest für mich dar. Ich bin da aber generell offen für Vorschläge.
Die einzige Möglichkeit, die wohl leicht zu realisieren wäre, ist das All-Metall-Hotend MK11 von Micro Swiss. Ein 1 zu 1 Austausch. Und was man so liest, soll das auch mit PLA noch recht gut funktionieren. Möglicherweise besser, als mein "Original"?
Ich habe hier leider keine anderen Hotends, um mir die mal näher anzuschauen. Ich liebäugle ja generell mit einem anderen Hotend. Schon allein, weil ich auch Nylon drucken will. Nur ist es schwer bis unmöglich, ein anderes Hotend in die Konstruktion des Wanhao D6 einzubringen, ohne massiv an Bauraum zu verlieren. So stellt es sich zumindest für mich dar. Ich bin da aber generell offen für Vorschläge.
Die einzige Möglichkeit, die wohl leicht zu realisieren wäre, ist das All-Metall-Hotend MK11 von Micro Swiss. Ein 1 zu 1 Austausch. Und was man so liest, soll das auch mit PLA noch recht gut funktionieren. Möglicherweise besser, als mein "Original"?
|
Re: Düse verstopft - aber nie ganz 22. December 2018 08:24 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 92 |
Es funktioniert ja so auch mit dem inliner bis runter zum düsenboden.
vorteil: die stoßstelle vom inliner zur düsen-dichtfläche verschwindet. durch die viel zu großen fasen an chinaware ist da ja immer ein totraum.
nachteil: man kann nicht so schnell drucken. aber so 40mm/s geht schon.
CTC 3D Drucker, fabrikator II mini, ultimaker-diy,
Modifizierter Prusa I3 Boxed.
Baubericht im Blog: [blog.gafu.de]
vorteil: die stoßstelle vom inliner zur düsen-dichtfläche verschwindet. durch die viel zu großen fasen an chinaware ist da ja immer ein totraum.
nachteil: man kann nicht so schnell drucken. aber so 40mm/s geht schon.
CTC 3D Drucker, fabrikator II mini, ultimaker-diy,
Modifizierter Prusa I3 Boxed.
Baubericht im Blog: [blog.gafu.de]
|
Re: Düse verstopft - aber nie ganz 22. December 2018 09:41 |
Registrierungsdatum: 5 Jahre zuvor Beiträge: 56 |
Aber verlagert es die Stoßstelle nicht nur an eine noch ungünstigere Stelle? Siehe mein Bild oben, wo man sieht, dass am unteren Ende des Inliners eine Kammer entsteht, die sich füllt. Ich habe den Eindruck, dass der Retract nicht wirklich funktioniert und könnte mir vorstellen, dass das damit zu tun hat. Oder ist das so gewollt?
|
Re: Düse verstopft - aber nie ganz 22. December 2018 10:28 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 3.969 |
Wenn die Lücke in der Düse ist, macht das nichts denn bis zur Hitze Barriere ist das Filament flüssig. Es darf nur der Inliner nicht nach oben rutschen, wenn ein Retrakt läuft. Vielleicht ist der Inliner einfach zu kurz. Mal einen anderen rein bauen.
Liebe Grüße aus Kaltenkirchen.
Frithjof
Meine Seite
[www.facebook.com]
Liebe Grüße aus Kaltenkirchen.
Frithjof
Meine Seite
[www.facebook.com]
|
Re: Düse verstopft - aber nie ganz 22. December 2018 11:01 |
Registrierungsdatum: 5 Jahre zuvor Beiträge: 56 |
Das habe ich gestern noch gemacht. Zunächst sieht es mal (wieder) gut aus. Die Frage ist nur, wie lange. Zufrieden war ich mit meinem Druck aber trotzdem nicht. Da war der Hinweis mit der Geschwindigkeit wohl der Entscheidende. Habe mit 35-70mm/s gedruckt. Ging auch schon schneller, bis halt die Düse verstopft. Deswegen hatte ich das nicht als Problem gesehen. Jetzt bekommt der Drucker aber erst mal eine Pause für die nächsten Tage...
Danke Euch allen für die Hinweise!
MIttelfristig werde ich wohl auf das Micro Swiss MK11 umrüsten. Habe dazu aber wenig Erfahrungswerte gefunden. Sonst würde ich gleich bestellen.
Danke Euch allen für die Hinweise!
MIttelfristig werde ich wohl auf das Micro Swiss MK11 umrüsten. Habe dazu aber wenig Erfahrungswerte gefunden. Sonst würde ich gleich bestellen.
|
Re: Düse verstopft - aber nie ganz 22. December 2018 13:32 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.720 |
M.E. ist die Konstruktion tatsächlich für die Tonne. Insbesondere der Edit aus Post 1 bestätigt das.
Um das Filament mit der Fehlkonstruktion während des Drucks zum schmelzen zu bringen ist die Temperatur viel zu hoch eingestellt. Während kürzerer/langsamerer Passagen kocht es dann.
Das knistern hat wie 99% aller Fälle mal wieder nichts mit Wasser zu tun.
Mit einer längeren Schmelzzone könnte man die Temperatur erheblich senken und trotzdem schneller drucken.
Das Hotend ist allerhöchstens für Schneckentempo geeignet, besser allerdings im Merallrecycling aufgehoben.
Bei meinem nächsten Zeug schreibe ich einfach Version 17 dran, zack, ist dann direkt eine tolle Konstruktion.
Lars - Blog, Thingiverse, Git
After successfully ignoring Google, FAQ's, the board search and leaving a undecipherable post in the wrong sub-forum don't expect an intelligent reply.
Um das Filament mit der Fehlkonstruktion während des Drucks zum schmelzen zu bringen ist die Temperatur viel zu hoch eingestellt. Während kürzerer/langsamerer Passagen kocht es dann.
Das knistern hat wie 99% aller Fälle mal wieder nichts mit Wasser zu tun.
Mit einer längeren Schmelzzone könnte man die Temperatur erheblich senken und trotzdem schneller drucken.
Das Hotend ist allerhöchstens für Schneckentempo geeignet, besser allerdings im Merallrecycling aufgehoben.
Bei meinem nächsten Zeug schreibe ich einfach Version 17 dran, zack, ist dann direkt eine tolle Konstruktion.
Lars - Blog, Thingiverse, Git
After successfully ignoring Google, FAQ's, the board search and leaving a undecipherable post in the wrong sub-forum don't expect an intelligent reply.
|
Re: Düse verstopft - aber nie ganz 22. December 2018 15:11 |
Registrierungsdatum: 5 Jahre zuvor Beiträge: 56 |
Du meinst, es kocht bei 200°C? Auf die Idee bin ich noch gar nicht gekommen. Ist dann das große "Reservoir" vor Düsenaustritt daran schuld? Es köchelt ja dann in den toten Winkeln munter vor sich hin, ohne weiter transportiert zu werden.
Vermutlich wird dieses Reservoir auch nicht zu einer besseren Erwärmung des "Arbeits"-Filamentes führen, ein möglichst bündiger Abschluss des Inliners mit der Düse ist vermutlich noch die beste Lösung am bestehenden Murks?
All-Metall sollen ja gerade mit PLA auch nicht so der Hit sein. Würdest du aus deiner Erfahrung raus sagen, das All-Metall von Mikro Swiss ist auch für PLA auf jeden Fall besser, als das Original? Die Kontaktfläche des strömenden Filaments zum Hotend vervielfacht sich immerhin und evtl. "köchelnde Reservoire" sind kleiner und verschieben sich deutlich nach hinten.
Vermutlich wird dieses Reservoir auch nicht zu einer besseren Erwärmung des "Arbeits"-Filamentes führen, ein möglichst bündiger Abschluss des Inliners mit der Düse ist vermutlich noch die beste Lösung am bestehenden Murks?
All-Metall sollen ja gerade mit PLA auch nicht so der Hit sein. Würdest du aus deiner Erfahrung raus sagen, das All-Metall von Mikro Swiss ist auch für PLA auf jeden Fall besser, als das Original? Die Kontaktfläche des strömenden Filaments zum Hotend vervielfacht sich immerhin und evtl. "köchelnde Reservoire" sind kleiner und verschieben sich deutlich nach hinten.
|
Re: Düse verstopft - aber nie ganz 22. December 2018 18:48 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.720 |
Quote
TTT
Du meinst, es kocht bei 200°C?
Mit Referenzthermoter kalibriert? Ansonsten kannst du einfach auch drei x tippen.
Quote
TTT
Es köchelt ja dann in den toten Winkeln munter vor sich hin, ohne weiter transportiert zu werden.
Vermutlich wird dieses Reservoir auch nicht zu einer besseren Erwärmung des "Arbeits"-Filamentes führen, ein möglichst bündiger Abschluss des Inliners mit der Düse ist vermutlich noch die beste Lösung am bestehenden Murks?
Richtig.
Quote
TTT
All-Metall sollen ja gerade mit PLA auch nicht so der Hit sein.
Richtig.
Quote
TTT
Würdest du aus deiner Erfahrung raus sagen, das All-Metall von Mikro Swiss ist auch für PLA auf jeden Fall besser, als das Original? Die Kontaktfläche des strömenden Filaments zum Hotend vervielfacht sich immerhin und evtl. "köchelnde Reservoire" sind kleiner und verschieben sich deutlich nach hinten.
Die Verarbeitungsqualität bei denen ist generell erheblich besser als bei den Teilen die sonst so aus China importiert und variablem Aufschlag verkauft werden. Die Beschichtung funktioniert geraume Zeit auch ganz gut.
Bedeutet allerdings nicht das alles besser durchdacht ist. Die Ersatzdüse z.B. fürs E3Dv6 ist der letzte Mist. Die Außenkontur ist, bin hier für gerade Worte bekannt, Kacke.
Den Bildern nach ist bei dem "MK10/MK11" zumindest für 2 cent mehr nachgedacht worden. Dein Risiko, wobei schlimmer als der aktuelle Zustand ist kaum noch möglich.
Lars - Blog, Thingiverse, Git
After successfully ignoring Google, FAQ's, the board search and leaving a undecipherable post in the wrong sub-forum don't expect an intelligent reply.
|
Re: Düse verstopft - aber nie ganz 23. December 2018 09:20 |
Registrierungsdatum: 5 Jahre zuvor Beiträge: 56 |
Ich versuche das jetzt mal für mich zusammen zu fassen. Zunächst für den bestehenden Aufbau:
Grundsätzlich sollte ein gutes Hotend ein auf Druckmaterial und Druckgeschwindigkeit abgestimmter Kompromiss sein mit folgenden Anforderungen:
Und da im Leben alles ein Kompromiss ist, kann dieser je nach Schwerpunkt eben unterschiedliche Lösungen haben. Deswegen ist für PLA vielleicht ein Inliner (der den niedrigsten Reibwert aller Lösungen hat) eine gute Lösung (der dann aber zumindest früher aufhören sollte, als in meinem Hotend. Und für andere Fälle ist dann ein All-Metall erforderlich.
Ist das so weit richtig?
So, jetzt möchte ich auch das Andere noch verstehen:
- Es wäre sinnvoll, die toten Reservoire auszumerzen indem der Inliner wirklich bis ganz vor in die Düse geht. Am besten noch irgendwie angefast, damit kein Platz bleibt, wo sich Filament irgendwo ins Eck drücken kann
- Die maximal sinnvolle Druckgeschwindigkeit ist spätestens dann erreicht, wenn es anfängt zu knistern und zu ploppen
Grundsätzlich sollte ein gutes Hotend ein auf Druckmaterial und Druckgeschwindigkeit abgestimmter Kompromiss sein mit folgenden Anforderungen:
- Die Länge der Wärmeeinleitung in das Filament im Hotend sollte eine gewisse Länge haben, je schneller gedruckt werden soll, umso länger
- Durchmessersprünge und scharfe Kanten sollten vermieden werden
- Die Reibung sollte möglichst gering sein
- Es muss den erforderlichen Temperaturen standhalten
Und da im Leben alles ein Kompromiss ist, kann dieser je nach Schwerpunkt eben unterschiedliche Lösungen haben. Deswegen ist für PLA vielleicht ein Inliner (der den niedrigsten Reibwert aller Lösungen hat) eine gute Lösung (der dann aber zumindest früher aufhören sollte, als in meinem Hotend. Und für andere Fälle ist dann ein All-Metall erforderlich.
Ist das so weit richtig?
So, jetzt möchte ich auch das Andere noch verstehen:
- Wenn der weiche Teil eh direkt in der Düse und nicht im Inliner verlaufen soll und die Reibung dort eh am höchsten ist, warum spielt es dann noch eine Rolle, ob der "harte" Teil auch noch auf dem beschichteten Metall läuft? Sind gemessen an den Kräften, die der Extruder für die Zuführung (mit seinen Radien) und für den Aufschmelzweg und für die Überwingung der Düsenbohrung braucht, die Kräfte nicht vernachlässigbar? Oder gibt es andere Gründe?
- Was meinst du damit "die Ersatzdüse z.B. fürs E3Dv6 ist der letzte Mist. Die Außenkontur ist... Kacke." Irgendwie habe ich das Gefühl, mir fehlt noch (ein wesentlicher) Teil der Erkenntnis. Mir erschließt sich noch nicht, warum die 2 Cent hier gut angelegt waren, bzw. wofür sie überhaupt angelegt wurden. Kannst du mich bitte erleuchten. Ich würde es gerne verstehen!
|
Re: Düse verstopft - aber nie ganz 23. December 2018 13:20 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.720 |
Quote
TTT
[*] Es wäre sinnvoll, die toten Reservoire auszumerzen indem der Inliner wirklich bis ganz vor in die Düse geht. Am besten noch irgendwie angefast, damit kein Platz bleibt, wo sich Filament irgendwo ins Eck drücken kann
Richtig.
Quote
TTT
[*] Die maximal sinnvolle Druckgeschwindigkeit ist spätestens dann erreicht, wenn es anfängt zu knistern und zu ploppen
wenn es --im Stillstand oder während langsamer Passagen-- anfängt zu knistern und zu ploppen
Quote
TTT
Grundsätzlich sollte ein gutes Hotend ein auf Druckmaterial und Druckgeschwindigkeit abgestimmter Kompromiss sein mit folgenden Anforderungen:
- Die Länge der Wärmeeinleitung in das Filament im Hotend sollte eine gewisse Länge haben, je schneller gedruckt werden soll, umso länger
- Durchmessersprünge und scharfe Kanten sollten vermieden werden
- Die Reibung sollte möglichst gering sein
- Es muss den erforderlichen Temperaturen standhalten
Richtig
Quote
TTT
Und da im Leben alles ein Kompromiss ist, kann dieser je nach Schwerpunkt eben unterschiedliche Lösungen haben.
Richtig
Quote
TTT
Deswegen ist für PLA vielleicht ein Inliner (der den niedrigsten Reibwert aller Lösungen hat) eine gute Lösung (der dann aber zumindest früher aufhören sollte, als in meinem Hotend. Und für andere Fälle ist dann ein All-Metall erforderlich.
Die Tefloninliner werden auch gerne verbaut weil PLA an alles klebt wie Fliegenscheisse, eine niedrige Glastemp hat und somit schwierig in thermisch kranken Hotends zu händeln ist.
Je tiefer man das Teflon in das Hotend verbaut, umso anfängerfreundlicher wird es. Ist halt blöd wenn selbst die bezahlten Youtuber von Jams berichten müssen.
Quote
TTT
So, jetzt möchte ich auch das Andere noch verstehen:
[*] Wenn der weiche Teil eh direkt in der Düse und nicht im Inliner verlaufen soll und die Reibung dort eh am höchsten ist, warum spielt es dann noch eine Rolle, ob der "harte" Teil auch noch auf dem beschichteten Metall läuft? Sind gemessen an den Kräften, die der Extruder für die Zuführung (mit seinen Radien) und für den Aufschmelzweg und für die Überwingung der Düsenbohrung braucht, die Kräfte nicht vernachlässigbar? Oder gibt es andere Gründe?
Die Beschichtung ist ganz nice. Insbesondere weil sie Haftung reduziert. Ein Hotend funktioniert aber auch wunderbar ohne teure Wunderbeschichtungen, viel wichtiger ist eine saubere Bohrung.
Kenntnisse im richtigen Umgang mit einer Reibahle sind ideal. Wenn man mit einer Reibahle weniger als 10000 Stück herstellt ist es noch besser.
Quote
TTT
[*] Was meinst du damit "die Ersatzdüse z.B. fürs E3Dv6 ist der letzte Mist. Die Außenkontur ist... Kacke." Irgendwie habe ich das Gefühl, mir fehlt noch (ein wesentlicher) Teil der Erkenntnis. Mir erschließt sich noch nicht, warum die 2 Cent hier gut angelegt waren, bzw. wofür sie überhaupt angelegt wurden. Kannst du mich bitte erleuchten. Ich würde es gerne verstehen!
Die Aussenkontur ist extrem klobig durch den ca. 90° Winkel und sehr kurz. Die Ringfläche um die Düse wirkt zusätzlich wie ein Bügeleisen.
Bei Faktoren machen die Düse jedoch anfängerfreundlich.
- Die Düse hat Masse, verzeiht als Kühlungsoverkils.
- Die Düse ist stabil, verzeiht also mal einen Crash.
- Die Düse bügelt alles platt was zuviel extrudiert wurde.
- Die Düse verschweisst alles was zu wenig extrudiert wurde.
Ich persönlich verwende viel lieber nur Düsengeometrien die erheblich spitzer sind und ein möglichst geringe Ringfläche um die Düse haben.
- Ich sehe was passiert
- kann filligranes Zeug drucken
- sehe falsche Parameter sofort
- habe viel weniger Wärmeeintrag in das Druckteil
- die Düsen sammeln wenig Schmuddel auf
Wo wir dann wieder bei
Quote
TTT
Und da im Leben alles ein Kompromiss ist, kann dieser je nach Schwerpunkt eben unterschiedliche Lösungen haben.
sind.
Lars - Blog, Thingiverse, Git
After successfully ignoring Google, FAQ's, the board search and leaving a undecipherable post in the wrong sub-forum don't expect an intelligent reply.
|
Re: Düse verstopft - aber nie ganz 23. December 2018 14:32 |
Registrierungsdatum: 5 Jahre zuvor Beiträge: 56 |
|
Re: Düse verstopft - aber nie ganz 23. December 2018 17:45 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 799 |
Quote
TTT
dsätzlich sollte ein gutes Hotend ein auf Druckmaterial und Druckgeschwindigkeit abgestimmter Kompromiss sein mit folgenden Anforderungen:
- Die Länge der Wärmeeinleitung in das Filament im Hotend sollte eine gewisse Länge haben, je schneller gedruckt werden soll, umso länger
- Durchmessersprünge und scharfe Kanten sollten vermieden werden
- Die Reibung sollte möglichst gering sein
- Es muss den erforderlichen Temperaturen standhalten
Ganz wichtig und was leider die wenigsten beachten ist das die Transition Zone so kurz sein soll wie möglich, also der Übergangsbereich von hartem zu weichen Material.
Guck dir zb mal dein Hotend an, der Heizblock drumherum hat auf über nem cm Länge +200°C bei dem das Teflon durch geht und trotzdem soll das Filament innen unter der Glasübergangstemperatur von ~ 50°C gehalten werden.
Das kann unter bestimmten Voraussetzungen "zufällig" klappen, das wars dann aber schon.
Prinzipiell ist Hotenddesign eine Wissenschaft für sich, es gibt viele Parameter die ineinander greifen, darum funktionieren manche Hotends auch unter bestimmten Bedingungen owohl sie eigentlich grütze sind aber mit "gewalt" anstatt Grips zum laufen gebracht werden.
mfg Chri
1-mal bearbeitet. Zuletzt am 23.12.18 17:45.
[chrisu02.wordpress.com] Quadmax Intel Delid Tools
|
Re: Düse verstopft - aber nie ganz 27. December 2018 04:47 |
Registrierungsdatum: 5 Jahre zuvor Beiträge: 56 |
Quote
Chri
Ganz wichtig und was leider die wenigsten beachten ist das die Transition Zone so kurz sein soll wie möglich, also der Übergangsbereich von hartem zu weichen Material.
Guck dir zb mal dein Hotend an, der Heizblock drumherum hat auf über nem cm Länge +200°C bei dem das Teflon durch geht und trotzdem soll das Filament innen unter der Glasübergangstemperatur von ~ 50°C gehalten werden.
Das kann unter bestimmten Voraussetzungen "zufällig" klappen, das wars dann aber schon.
Prinzipiell ist Hotenddesign eine Wissenschaft für sich, es gibt viele Parameter die ineinander greifen, darum funktionieren manche Hotends auch unter bestimmten Bedingungen owohl sie eigentlich grütze sind aber mit "gewalt" anstatt Grips zum laufen gebracht werden.
mfg Chri
Darüber in Verbindung mit dem:
Quote
toolson
Mit einer längeren Schmelzzone könnte man die Temperatur erheblich senken und trotzdem schneller drucken.
musste ich doch etwas nachdenken! Sind das nicht wieder die zwei Extreme, die ich zu einem Kompromiss zusammenführen muss?
Chri, ich habe mir deine Designs von Hotends und Düsen mal angeschaut. Schon krass, wie "anders" die sind im Vergleich, was man mit den einfachen Druckern mitkauft. Kontrollfrage für mich, ob ich's richtig verstanden habe:
Sind das nicht "hochgezüchtete Rennpferde", die regelungstechnisch gesprochen "sehr steif", also PID-technisch nur noch schwer zu handeln sind, bzw. nur noch für einen engen Anwendungsbereich geeignet sind (geschwindigkeits- und materialtechnisch)?
1-mal bearbeitet. Zuletzt am 27.12.18 04:49.
|
Re: Düse verstopft - aber nie ganz 27. December 2018 09:21 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 799 |
Quote
TTT
Chri, ich habe mir deine Designs von Hotends und Düsen mal angeschaut. Schon krass, wie "anders" die sind im Vergleich, was man mit den einfachen Druckern mitkauft. Kontrollfrage für mich, ob ich's richtig verstanden habe:
Sind das nicht "hochgezüchtete Rennpferde", die regelungstechnisch gesprochen "sehr steif", also PID-technisch nur noch schwer zu handeln sind, bzw. nur noch für einen engen Anwendungsbereich geeignet sind (geschwindigkeits- und materialtechnisch)?
Jein, prinzipell ist der Aufbau sehr einfach gehalten, klar durch ev. Airbrush Düse und sehr kleinem Alu Heizer muss das PID schon sehr gut eingestellt sein damit es nicht zu schnell abkühlt oder man mit der Temperatur drüber schießt.
Der Aufbau selbst ist einfach, und wenn man jetzt nicht so extrem (+300mm/s) drucken will dann reicht hier eine Standard Ausführung mit einem größeren Messing oder Alublock und normaler Heatbreak auch aus.
Ich bin generell kein Fan von All-Metal hotends, das Problem ist die Transition Zone möglichst kurz zu halten weil Edelstahl einfach mehr Wärme leitet als Peek.
Der Nachteil von Peek (CF30 GF30) ist das man schon nahe am Temperaturlimit arbeitet und es ein "Hotend ins Bett Rammen" nicht so gut verträgt wie ein Metall Hotend.
Daher geht auch bei bestimmten Materialien nur noch ein All-Metall hotend (alles über 260°C Drucktemperatur).
Prinzipiell gibt es auch brauchbare All-Metall hotends, sofern die Wandung dünn genug ist.
Viele verwenden auch E3D Hotends, sie wohl auch gut laufen, ansonsten wenn kannst du dir auch das Merlin Hotend angucken, was im Endeffekt eine abgewandelte Serienreife Version von meinen Urspünglichen Hotends ist (welche auf dem V9 / V10 basieren).
Wenn du im Forum suchst wirst du Zig meinungen zu Hotends hören, viele loben halt das was sie kennen, nur wenige haben alles durch probiert, und Oft wird eben "unausgereiftes" Design mit Entweder extemer Heizleistung (gibt Hotends mit 80W Leistung), Extemer Kühlung (2 Lüfter oder gleich Wassergekühlt bei einem Normalen Drucker und normal Druck Geschwindigkeit), oder sehr teuren Materialen verwendet.
Eine Schmelzzone von ~10mm (+/- 3mm) reicht in der Regel für den Hausgebrauch aus, dein Hotend hat nur ~ 2mm Schmelzzone, was definitiv zu wenig ist.
Ich könnte da jetzt Stunden drüber weiter schreiben, aber vieles wurde schon im Forum mal erwähnt

mfg Chri
1-mal bearbeitet. Zuletzt am 27.12.18 09:23.
[chrisu02.wordpress.com] Quadmax Intel Delid Tools
|
Re: Düse verstopft - aber nie ganz 27. December 2018 12:03 |
Registrierungsdatum: 5 Jahre zuvor Beiträge: 56 |
Sehr spannendes Thema! Ich habe jetzt das Micro Swiss Hotend bestellt. Ich will ja auch auf höhere Temperaturen. Polyamid ist geplant und da sollten 280° möglich sein. Was anderes ist nur mit viel Aufwand oder einem großen Verlust von Bauraum integrierbar. Das Merlin sieht klasse aus. Schön klein, das könnte man bei einem Eigenbau gut integrieren und wenn du es empfiehlst, hätte ich schon mal ein gutes Gefühl. Leider halt nicht für Polyamid geeignet.
Eine längere Schmelzzone (bei meinem) ließe sich doch auch durch eine modifizierte Düse erreichen, in der der Inliner einfach nicht so weit eingeschoben wird. Gibt's so was nicht?
Eine längere Schmelzzone (bei meinem) ließe sich doch auch durch eine modifizierte Düse erreichen, in der der Inliner einfach nicht so weit eingeschoben wird. Gibt's so was nicht?
|
Re: Düse verstopft - aber nie ganz 27. December 2018 15:24 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 3.969 |
Bei meinem Monster geht der Inliner nur 8mm in den Heizblock rein. Danach kommt ein 2mm Kanal, in dem das Filament verflüssigt wird. Dann die Düse. Beim Ende meines Inliners gibt es mit Sicherheit einen kleinen Absatz, aber der wirkt sich nicht aus, da das Filament da schon in der Flüssigphase ist. Ich fahre damit Retraks bis 8mm, obwohl ich keine Hitzebarriere habe. Ich habe nicht einmal einen Kühlkörper und drucke seit über einem Jahr damit und habe noch keine Verstopfungen gehabt. Dafür habe ich eine lange Heiz Zone.
1-mal bearbeitet. Zuletzt am 27.12.18 17:54.
Liebe Grüße aus Kaltenkirchen.
Frithjof
Meine Seite
[www.facebook.com]
1-mal bearbeitet. Zuletzt am 27.12.18 17:54.
Liebe Grüße aus Kaltenkirchen.
Frithjof
Meine Seite
[www.facebook.com]
|
Re: Düse verstopft - aber nie ganz 27. December 2018 15:24 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 799 |
Quote
TTT
Sehr spannendes Thema! Ich habe jetzt das Micro Swiss Hotend bestellt. Ich will ja auch auf höhere Temperaturen. Polyamid ist geplant und da sollten 280° möglich sein. Was anderes ist nur mit viel Aufwand oder einem großen Verlust von Bauraum integrierbar. Das Merlin sieht klasse aus. Schön klein, das könnte man bei einem Eigenbau gut integrieren und wenn du es empfiehlst, hätte ich schon mal ein gutes Gefühl. Leider halt nicht für Polyamid geeignet.
Das Merlin ist ist schon super, es ist halt kein Anfänger Hotend, mit der Airbrush Düse muss man schon umgehen können, vor allem wenn man dann unter 0.3mm Düsendurchmesser geht, da liegt die wahre Stärke
Quote
TTT
Eine längere Schmelzzone (bei meinem) ließe sich doch auch durch eine modifizierte Düse erreichen, in der der Inliner einfach nicht so weit eingeschoben wird. Gibt's so was nicht?
Klar, die billigste Möglichkeit ist es einfach die Nozzle, gegen die von Haus aus für 1,75mm gebohrt ist, auszutauschen.
So sind auch die Meisten und den Teflon Inliner entsprechend kürzen.
Dann hast du zumindest schon mal nen halben cm im Heizblock, und dann eine aus Messing nehmen damit die Wärme besser weiter geleitet wird.
Das Problem mit der Heatbreak bleibt dennoch bestehen, aber kannst ja mal probieren vielleicht reichts für PLA/ABS ja aus wenn oben genug gekühlt wird und das Hotend unten dennoch nicht zu sehr abkühlt.
mfg Chri
1-mal bearbeitet. Zuletzt am 27.12.18 15:25.
[chrisu02.wordpress.com] Quadmax Intel Delid Tools
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.