Home
>
RepRap User Groups
>
Europe
>
Deutschsprachiges Forum
>
Extruder, Hotends & verschiedene Materialien
>
Thema
First Layer Probleme...auf einmal
geschrieben von ianmcmill
|
First Layer Probleme...auf einmal 18. February 2019 15:40 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 153 |
Irgendwas stimmt mit Hasi nicht
Ich bin irgendwie gerade ziemlich ratlos was gerade falsch läuft mit meinem Hotend/Extruder/Druckbett...
Zu meinem Setup
P3Steel Toolson
Bowden Extruder nach Toolson
Original E3D v6 0.4mm Nozzle
Druckbett: Aluminium Dauerdruckplatte mit blauem Tesa Malerklebeband. Nutze ich seit Jahren ohne Probleme. Neue Schicht heute aufgezogen.
Repetier 2.1.3
Marlin (most current stable) Versionsnummer: Schlagmichtot (Download Github Januar 2019 stable branch)
Slic3r 1.3.1 dev latest - Hab das selbe Problem mit Slic3r 1.3.0!
(auch im im Anhang)
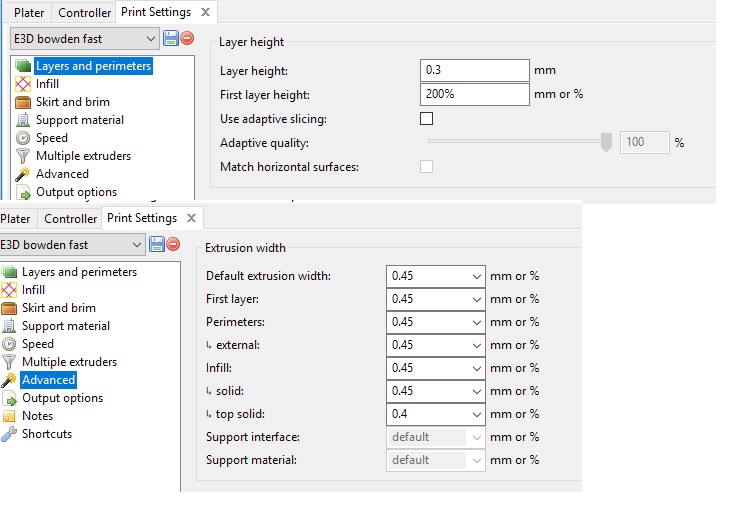
First Layer Height = 130% (bei 0.3mm layer heigth = 0.39mm)
Meine Temperatureinstellungen
Filament = Filatex 3D grau PLA
1. Layer = 205°C
Others = 200°C
Herstellerangaben
Empfohlene Temperatur = 190°C - 200°C
Druckbett = 40°C - 50°C
Arbeitstemperatur = 180°C - 240°C
Fließtemperatur = 210°C
[filatex3d.de]
Druckbett
1st Layer = 50°C
Others = 40°C
Alles was ich versucht habe:
Slic3r Settings
Versuchte Änderungen an den Settings:
Acceleration Control
Vorher: default = 800; alle anderen Einstellungen 0.
Nachher: Perimeter = 900; Infill = 1500; Bride = 900; First Layer = 900; Default = 900.
Extruder
Hollow Cube test print. Extrusion width = 0.4. Gemessen = 0.40. Keine einzige Abweichung. An keiner Seite. Alle top layer haben eine Breite von exakt 0.40mm
Slic3r Settings:
Retraction = 4mm
Speed = 25mm/s
Minimum travel after retraction = 2mm (default)
Retract on layer change = Enabled
Part Cooling deaktiviert für die ersten 4 Layer.
Versuchte Hardwareänderungen
Neue Z-Achsen Gewindestangen.
First-Layer Abstand eingestellt. (Silikonbettdämpfer von Toolson.)
Totzdem sehen meine Prints zusehenst katastrophal aus.
Beispiele
Erster Druck heute:
Die Perimeter sind fast ideal.
Der 1. Layer Infill kräuselt sich. Hotend bügelt über Perimeter.
Der 2. Layer wird übereinander gequetscht. Wahrscheinlich weil der 1. Layer so stark kräuselt.
Der 3. Layer wirkt stark gequetscht weil die darunter liegenden Layer wohl zu dick sind.
Krasse Blobs am Infill/Perimeter overlap (Settings = 20% overlap)
Immer noch erster Print von heute:
Rückseite - Bottom Layer
Zweiter Print heute:
Dritter Print - extremste Katastrophe. Eskalation!
Ich habe jetzt das ganze Druckbett abgeschraubt und mit einem Winkel gemessen ob sich was verzogen hat. Ist aber plan.
Habe die beiden Z-Achse frisch justiert, damit die X-Achse im Wasser ist.
Dannach wieder das Druckbett gelevelt und getestet.
Gleiche Grütze
1-mal bearbeitet. Zuletzt am 18.02.19 15:40.
Blog: Capotexl
Filament Factory - How to build your own cheap filament extruder
Frankenstein Laser Engraver
Make the world a better place
Ich bin irgendwie gerade ziemlich ratlos was gerade falsch läuft mit meinem Hotend/Extruder/Druckbett...
Zu meinem Setup
P3Steel Toolson
Bowden Extruder nach Toolson
Original E3D v6 0.4mm Nozzle
Druckbett: Aluminium Dauerdruckplatte mit blauem Tesa Malerklebeband. Nutze ich seit Jahren ohne Probleme. Neue Schicht heute aufgezogen.
Repetier 2.1.3
Marlin (most current stable) Versionsnummer: Schlagmichtot (Download Github Januar 2019 stable branch)
Slic3r 1.3.1 dev latest - Hab das selbe Problem mit Slic3r 1.3.0!
(auch im im Anhang)
First Layer Height = 130% (bei 0.3mm layer heigth = 0.39mm)
Meine Temperatureinstellungen
Filament = Filatex 3D grau PLA
1. Layer = 205°C
Others = 200°C
Herstellerangaben
Empfohlene Temperatur = 190°C - 200°C
Druckbett = 40°C - 50°C
Arbeitstemperatur = 180°C - 240°C
Fließtemperatur = 210°C
[filatex3d.de]
Druckbett
1st Layer = 50°C
Others = 40°C
Alles was ich versucht habe:
Slic3r Settings
Versuchte Änderungen an den Settings:
Acceleration Control
Vorher: default = 800; alle anderen Einstellungen 0.
Nachher: Perimeter = 900; Infill = 1500; Bride = 900; First Layer = 900; Default = 900.
Extruder
Hollow Cube test print. Extrusion width = 0.4. Gemessen = 0.40. Keine einzige Abweichung. An keiner Seite. Alle top layer haben eine Breite von exakt 0.40mm
Slic3r Settings:
Retraction = 4mm
Speed = 25mm/s
Minimum travel after retraction = 2mm (default)
Retract on layer change = Enabled
Part Cooling deaktiviert für die ersten 4 Layer.
Versuchte Hardwareänderungen
Neue Z-Achsen Gewindestangen.
First-Layer Abstand eingestellt. (Silikonbettdämpfer von Toolson.)
Totzdem sehen meine Prints zusehenst katastrophal aus.
Beispiele
Erster Druck heute:
Die Perimeter sind fast ideal.
Der 1. Layer Infill kräuselt sich. Hotend bügelt über Perimeter.

Der 2. Layer wird übereinander gequetscht. Wahrscheinlich weil der 1. Layer so stark kräuselt.

Der 3. Layer wirkt stark gequetscht weil die darunter liegenden Layer wohl zu dick sind.

Krasse Blobs am Infill/Perimeter overlap (Settings = 20% overlap)

Immer noch erster Print von heute:
Rückseite - Bottom Layer

Zweiter Print heute:

Dritter Print - extremste Katastrophe. Eskalation!


Ich habe jetzt das ganze Druckbett abgeschraubt und mit einem Winkel gemessen ob sich was verzogen hat. Ist aber plan.
Habe die beiden Z-Achse frisch justiert, damit die X-Achse im Wasser ist.
Dannach wieder das Druckbett gelevelt und getestet.
Gleiche Grütze

1-mal bearbeitet. Zuletzt am 18.02.19 15:40.
Blog: Capotexl
Filament Factory - How to build your own cheap filament extruder
Frankenstein Laser Engraver
Make the world a better place
|
Re: First Layer Probleme...auf einmal 18. February 2019 15:52 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 153 |
Dieser Post hier war falsch.
4-mal bearbeitet. Zuletzt am 18.02.19 16:12.
Blog: Capotexl
Filament Factory - How to build your own cheap filament extruder
Frankenstein Laser Engraver
Make the world a better place
4-mal bearbeitet. Zuletzt am 18.02.19 16:12.
Blog: Capotexl
Filament Factory - How to build your own cheap filament extruder
Frankenstein Laser Engraver
Make the world a better place
|
Re: First Layer Probleme...auf einmal 22. February 2019 05:47 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 134 |
Sieht mir nach mehreren Problemen aus. Wie levelst du das Bett genau? Dein letztes Bild sieht so aus, als wäre die Düse zu nah am Bett. Ändere das mal durch einen Offset. Wegen der übereinanderliegenden Linien im zweiten Layer kontrolliere mal den hinterlegten Nozzledurchmesser. Stimmen die Maße des Objektes wenn es fertig ist? Die gequetschten Layer können ein Indikator für Z-Probleme sein. Hast du die Z E-Steps mal kontrolliert?
|
Re: First Layer Probleme...auf einmal 28. February 2019 10:02 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 153 |
Hallo scritch. Danke für deine Antwort.
Ich level das Bett manuell. Mein Z Home Offset ist bei Z-1.10. Damit passt ein Post-It Zettel zwischen Düse und Druckbett ohne zu verkanten. Ganz leichter Widerstand. So hab ich das seit Jahren gemacht.
Ich justiere über Kreuz:
1. Nach XYZ homing fahre ich auf Position X20 Y20 Z0. Dann nutze ich ein Post-It um den Düsenabstand zum Bett einzustellen. Habe das auch schon mit 80g Kopierpapier gemacht oder mit nem Schnippsel von nem Kontoauszug. Waren immer Top Frist Layer. Ich habe die Silikondämpfer von Toolson. M3 Schraube mit normaler Mutter.
2. Dann fahre ich auf Position X160 Y160 und justiere die Schraube dort ebenfalls.
3. Position X160 Y20. Justieren
4. Position X20 Y160. Justieren.
Mittlerweile habe ich folgendes ausprobiert:
Z Achse kalibriert. War allerdings nicht nötig. Die Standardeinstellungen von 4000 steps/mm wie mir der Prusa Calc ausgeworfen hat stimmen. Soweit mein Digital Caliper messen kann.
Neue Gewindestangen für Z Achse. Danach kalibriert.
Filament eines anderen Herstellers.
Extruder kalibriert.
Extruder Multiplier kalibriert.
Firmware Marlin 1.1.9 neu geflasht mit #define NO_VOLUMETRIC in Configuration_Adv.h da ich immer das Gefühl hatte das Volumetric Extrusion irgendwas mit der Sache zutun hat und ich dem ganzen M200 D0 nicht über den Weg traue.
Dadurch wird der Befehl M200 gar nicht mehr erkannt und es wird ein "unknown command" ausgegeben.
PID Autotune.
Drucken mit kaltem Druckbett.
Drucken mit und ohne E3D v6 Silikonmanschette um Hotend-Heizblock.
Belt der X Achse nachgezogen.
Der Abstand Düse<> Druckbett ist auf dem ersten Layer perfekt. Ich drucke mit Brim und zwei Perimetern. Diese Linien sind alle perfekt gedruckt. Nach Augenmaß sieht das extrudierte Filament auf dem Druckbett perfekt aus. Es hängt nicht in der Luft und wird auch nicht zusammengedrückt. Erst wenn eine gefüllte Fläche gedruckt wird sieht es paradoxerweise nach extremen Over-extrude aus und trotzdem kräuseln sich die Filamentstränge teilweise in der Luft.
Ich hab auch schonmal versucht mir zu überlegen, was ich einstellen müsste um so ein Kräuselergebnis auf einem anderen Drucker hinzubekommen. Aber mir fällt nichts ein.
Was ich noch machen könnte wäre:
1.
Reele Temperatur des Hotends mit IR Thermometer messen. Vielleicht ist der Temp Sensor kaputt.
Eingestellt hab ich
2.
Hab was von Linear Advance und K-Value gelesen. Sollte ich das auch extra nochmal kalibrieren? Finde ich aber unnötig weil ich das (soweit ich mich erinnern kann) mit Marlin 1.1.1 und Marlin 1.1.9 noch nie gemacht habe und ich mir zu 100% sicher bin, dass ich mit 1.1.1 sehr gute First Layers bekommen habe und mit 1.1.9 zu 90% sicher bin. Ich kann mich nicht mehr genau erinnern, wann ich auf 1.1.9 umgestiegen bin.
3.
Eine weitere Möglichkeit wäre einfach diesen Bowden Extruder in die Tonne zu kloppen und wieder auf den guten alten soliden Direct Drive umsteigen.
Bin auf den Bowden umgestiegen, weil es hieß man könne damit schneller drucken und die Kanten/Ecken wären viel schöner weil der Extruder ausgelagert wird und nicht bewegt werden muss.
Meiner subjektiven Meinung nach ist das bei stabilen Druckern wie einem P3Steel oder sogar einem Prusa i3 Rework absoluter Overkill und bringt rein nichts in Bezug auf Druckqualität.
Meine besten Drucke hatte ich mit einem Direct Drive.Die hätten aus denm Stratasys kommen können.
Damit wäre das Problem vermutlich ausgemerzt aber würde nicht dem Sinn dienen verstehen zu können was jetzt gerade falsch läuft.
4. Y Achsenbelt auf korrekte Spannung testen. Bzw nachziehen.
Bzw. Belt austauschen. Und wenn ich schon dabei bin auch gleich der X Achse nen neuen Belt spendieren.
Aber irgendwie glaub ich nicht daran, dass das am Belt hängen könnte. Oder?
5.
In der Configuration.h in Marlin 1.1.9 habe ich diese Option direkt am Anfang gefunden:
Ich habe 1.75mm Filament von FilaTex 3D, welches ziemlich genau zwischen 1.75 und 1.74mm schwankt. In Slic3r habe ich das Filament mit 1.75mm angegeben. Somit müsste DEFAULT_NOMINAL_FILAMENT_DIA überschrieben werden. Denke ich. Wär doch sonst auch inconvenient....Aber Marlin halt...
Single Perimeter Würfel haben eine 0.40 Wandstärke, genau wie ich in den Advanved Parameters angegeben habe. Ergo ist mein Extrusion Multiplier auch bei 1.0. Mich wundert es, dass die Single Layer wirklich alle 0.40mm genau sind. Aber gut.
6.
Laut Marlin Doc kann ich mit M404 den Filament Diameter einstellen und mit M404> den Wert ausgeben lassen. Ich bekomme aber einen "unknown command:M404>". Vielleicht hängt das an #define NO_VOLUMETRIC...? M404 W1.75 gibt auch ein "unknown command". Hat also wohl mit #define NO_VOLUMETRIC zutun.
2-mal bearbeitet. Zuletzt am 28.02.19 10:11.
Blog: Capotexl
Filament Factory - How to build your own cheap filament extruder
Frankenstein Laser Engraver
Make the world a better place
Ich level das Bett manuell. Mein Z Home Offset ist bei Z-1.10. Damit passt ein Post-It Zettel zwischen Düse und Druckbett ohne zu verkanten. Ganz leichter Widerstand. So hab ich das seit Jahren gemacht.
Ich justiere über Kreuz:
1. Nach XYZ homing fahre ich auf Position X20 Y20 Z0. Dann nutze ich ein Post-It um den Düsenabstand zum Bett einzustellen. Habe das auch schon mit 80g Kopierpapier gemacht oder mit nem Schnippsel von nem Kontoauszug. Waren immer Top Frist Layer. Ich habe die Silikondämpfer von Toolson. M3 Schraube mit normaler Mutter.
2. Dann fahre ich auf Position X160 Y160 und justiere die Schraube dort ebenfalls.
3. Position X160 Y20. Justieren
4. Position X20 Y160. Justieren.
Mittlerweile habe ich folgendes ausprobiert:
Z Achse kalibriert. War allerdings nicht nötig. Die Standardeinstellungen von 4000 steps/mm wie mir der Prusa Calc ausgeworfen hat stimmen. Soweit mein Digital Caliper messen kann.
Neue Gewindestangen für Z Achse. Danach kalibriert.
Filament eines anderen Herstellers.
Extruder kalibriert.
Extruder Multiplier kalibriert.
Firmware Marlin 1.1.9 neu geflasht mit #define NO_VOLUMETRIC in Configuration_Adv.h da ich immer das Gefühl hatte das Volumetric Extrusion irgendwas mit der Sache zutun hat und ich dem ganzen M200 D0 nicht über den Weg traue.
Dadurch wird der Befehl M200 gar nicht mehr erkannt und es wird ein "unknown command" ausgegeben.
PID Autotune.
Drucken mit kaltem Druckbett.
Drucken mit und ohne E3D v6 Silikonmanschette um Hotend-Heizblock.
Belt der X Achse nachgezogen.
Der Abstand Düse<> Druckbett ist auf dem ersten Layer perfekt. Ich drucke mit Brim und zwei Perimetern. Diese Linien sind alle perfekt gedruckt. Nach Augenmaß sieht das extrudierte Filament auf dem Druckbett perfekt aus. Es hängt nicht in der Luft und wird auch nicht zusammengedrückt. Erst wenn eine gefüllte Fläche gedruckt wird sieht es paradoxerweise nach extremen Over-extrude aus und trotzdem kräuseln sich die Filamentstränge teilweise in der Luft.
Ich hab auch schonmal versucht mir zu überlegen, was ich einstellen müsste um so ein Kräuselergebnis auf einem anderen Drucker hinzubekommen. Aber mir fällt nichts ein.
Was ich noch machen könnte wäre:
1.
Reele Temperatur des Hotends mit IR Thermometer messen. Vielleicht ist der Temp Sensor kaputt.
Eingestellt hab ich
#define TEMP_SENSOR_0 5 // 5 : 100K thermistor - ATC Semitec 104GT-2/104NT-4-R025H42G (Used in ParCan & J-Head) (4.7k pullup) #define TEMP_SENSOR_1 0 #define TEMP_SENSOR_2 0 #define TEMP_SENSOR_3 0 #define TEMP_SENSOR_4 0 #define TEMP_SENSOR_BED 11 // 11 : 100k beta 3950 1% thermistor (4.7k pullup) #define TEMP_SENSOR_CHAMBER 0
2.
Hab was von Linear Advance und K-Value gelesen. Sollte ich das auch extra nochmal kalibrieren? Finde ich aber unnötig weil ich das (soweit ich mich erinnern kann) mit Marlin 1.1.1 und Marlin 1.1.9 noch nie gemacht habe und ich mir zu 100% sicher bin, dass ich mit 1.1.1 sehr gute First Layers bekommen habe und mit 1.1.9 zu 90% sicher bin. Ich kann mich nicht mehr genau erinnern, wann ich auf 1.1.9 umgestiegen bin.
3.
Eine weitere Möglichkeit wäre einfach diesen Bowden Extruder in die Tonne zu kloppen und wieder auf den guten alten soliden Direct Drive umsteigen.
Bin auf den Bowden umgestiegen, weil es hieß man könne damit schneller drucken und die Kanten/Ecken wären viel schöner weil der Extruder ausgelagert wird und nicht bewegt werden muss.
Meiner subjektiven Meinung nach ist das bei stabilen Druckern wie einem P3Steel oder sogar einem Prusa i3 Rework absoluter Overkill und bringt rein nichts in Bezug auf Druckqualität.
Meine besten Drucke hatte ich mit einem Direct Drive.Die hätten aus denm Stratasys kommen können.
Damit wäre das Problem vermutlich ausgemerzt aber würde nicht dem Sinn dienen verstehen zu können was jetzt gerade falsch läuft.
4. Y Achsenbelt auf korrekte Spannung testen. Bzw nachziehen.
Bzw. Belt austauschen. Und wenn ich schon dabei bin auch gleich der X Achse nen neuen Belt spendieren.
Aber irgendwie glaub ich nicht daran, dass das am Belt hängen könnte. Oder?
5.
In der Configuration.h in Marlin 1.1.9 habe ich diese Option direkt am Anfang gefunden:
// Generally expected filament diameter (1.75, 2.85, 3.0, ...). Used for Volumetric, Filament Width Sensor, etc. #define DEFAULT_NOMINAL_FILAMENT_DIA 3.0
Ich habe 1.75mm Filament von FilaTex 3D, welches ziemlich genau zwischen 1.75 und 1.74mm schwankt. In Slic3r habe ich das Filament mit 1.75mm angegeben. Somit müsste DEFAULT_NOMINAL_FILAMENT_DIA überschrieben werden. Denke ich. Wär doch sonst auch inconvenient....Aber Marlin halt...
Single Perimeter Würfel haben eine 0.40 Wandstärke, genau wie ich in den Advanved Parameters angegeben habe. Ergo ist mein Extrusion Multiplier auch bei 1.0. Mich wundert es, dass die Single Layer wirklich alle 0.40mm genau sind. Aber gut.
6.
Laut Marlin Doc kann ich mit M404 den Filament Diameter einstellen und mit M404> den Wert ausgeben lassen. Ich bekomme aber einen "unknown command:M404>". Vielleicht hängt das an #define NO_VOLUMETRIC...? M404 W1.75 gibt auch ein "unknown command". Hat also wohl mit #define NO_VOLUMETRIC zutun.
2-mal bearbeitet. Zuletzt am 28.02.19 10:11.
Blog: Capotexl
Filament Factory - How to build your own cheap filament extruder
Frankenstein Laser Engraver
Make the world a better place
|
Re: First Layer Probleme...auf einmal 28. February 2019 10:10 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 153 |
Hier meine Marlin Configuration.h und Configuration_Adv.h
Configuration.h
Configuration_adv.h
Blog: Capotexl
Filament Factory - How to build your own cheap filament extruder
Frankenstein Laser Engraver
Make the world a better place
Configuration.h
Configuration_adv.h
Blog: Capotexl
Filament Factory - How to build your own cheap filament extruder
Frankenstein Laser Engraver
Make the world a better place
|
Re: First Layer Probleme...auf einmal 04. March 2019 18:03 |
Registrierungsdatum: 5 Jahre zuvor Beiträge: 78 |
Hast du deinen Fehler denn mittlerweile gefunden? Bei größeren Teilen kriege ich aktuell teilweise ähnliche Bilder, stehe aber noch weiter am Anfang der Fehlersuche. Deine Erfahrungen könnten mir also vielleicht helfen 
Hardware: Geeetech i3 Pro W mit GT2560 A+ Board
Software: Marlin 1.1.8 und Slic3r
Hardware: Geeetech i3 Pro W mit GT2560 A+ Board
Software: Marlin 1.1.8 und Slic3r
|
Re: First Layer Probleme...auf einmal 05. March 2019 00:04 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.292 |
Hallo „janmcmill“, guten Morgen.
Versuch doch mal das Ganze anders anzugehen. Wenn es nicht das Druckbett und
die Mechanik ist, was liegt dann noch klar auf der Hand?
Probier es aus.
Offensichtlich hällt das Material nicht auf dem Druckbett.
Die möglichen Faktoren sind: das Filament, die Schmelztemperatur, die Fördermenge,
die Druckgeschwindigkeit und die Bechleunigungswerte.
Wenn es denn vorher super Drucke gegeben hat (gemeint ist der wichtigste Layer, der 1.),
was hat sich geändert?
Wenn es nicht deine Einstellungswerte sind, kommen doch nur Material, Sauberkeit der
Druckauflage und die Temperatur in Betracht. Oder seh ich das falsch?
„Wir wissen ja nicht was der freundliche Henker verspricht, wir empfehlen . . .“
Anderes Material, 1. Schicht langsamer und mit den jerk-Werten etwas zu variieren.
Danach wird es dir bestimmt besser gehen.
LG Didi
Aktuell:
Selfmade-Drucker mit Wasserkühlung u. Carbon-Wechselplatte,
Selfmade-Drucker ( Nr. 7 in Arbeit . . . ), CAD Creo 3.0/4.0 , Mac, Cura, Prusa Slicer . . .
Versuch doch mal das Ganze anders anzugehen. Wenn es nicht das Druckbett und
die Mechanik ist, was liegt dann noch klar auf der Hand?
Probier es aus.
Offensichtlich hällt das Material nicht auf dem Druckbett.
Die möglichen Faktoren sind: das Filament, die Schmelztemperatur, die Fördermenge,
die Druckgeschwindigkeit und die Bechleunigungswerte.
Wenn es denn vorher super Drucke gegeben hat (gemeint ist der wichtigste Layer, der 1.),
was hat sich geändert?
Wenn es nicht deine Einstellungswerte sind, kommen doch nur Material, Sauberkeit der
Druckauflage und die Temperatur in Betracht. Oder seh ich das falsch?
„Wir wissen ja nicht was der freundliche Henker verspricht, wir empfehlen . . .“
Anderes Material, 1. Schicht langsamer und mit den jerk-Werten etwas zu variieren.
Danach wird es dir bestimmt besser gehen.
LG Didi
Aktuell:
Selfmade-Drucker mit Wasserkühlung u. Carbon-Wechselplatte,
Selfmade-Drucker ( Nr. 7 in Arbeit . . . ), CAD Creo 3.0/4.0 , Mac, Cura, Prusa Slicer . . .
|
Re: First Layer Probleme...auf einmal 21. March 2019 08:43 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 153 |
Quote
vw-styler
Offensichtlich hällt das Material nicht auf dem Druckbett.
Die möglichen Faktoren sind: das Filament, die Schmelztemperatur, die Fördermenge,
die Druckgeschwindigkeit und die Bechleunigungswerte.
LG Didi
Hallo Didi,
Das Filament hatte ich bereits durch ein Filament eines anderen Herstellers getauscht.
Die Temperaturen hatte ich auch schon durchprobiert.
Fördermenge ebenfalls kalibriert. EEPROM reseted. Frisch kalibriert.
Geschwindigkeiten getestet. Beschleunigungswerte auf minima und maxima Extremwerte geändert. Jerk ebenfalls auf viel zu hoch und viel zu niedrig.
Druckbett beheizt und unbeheizt.
Hat alles nichts gebracht. Alles was ich geändert hatte bevor das komische Druckverhalten angefangen hat, hatte ich wieder zurückgestellt.
Hat alles nichts geholfen.
Mir ging das Ganze ziemlich auf die Nüsse und ich habs einfach stehen lassen. Hätte am liebsten das Ganze ding weggeschmissen und meinen alten Prusa i3 Rework mit Autobed leveling und Induktionssensor und ständig fahrender Z-Achse wieder eingebaut. Aber die saubere Verkabelung mit Gewebeschläuchen in meinem Toolson hat micht echt abgeschreckt irgendwas aufzuschneiden um es später wieder neu zuverkleiden. War einfach zuviel Arbeit und sieht zu gut aus um es einfach aufzuschneiden. Außerdem hab ich keine Gewebeschläuche mehr.
Irgendwie finde ich das saubere Kabelmanagment total abtörnend was Reperaturen oder einen Austausch von Komponenten angeht. Lieber wieder mit Kabelbindern die Leitungen alle 10cm verschnüren.
Lange Rede, kurzer Sinn oder TL;DR
Durch die Silikondämpfer von Toolson hat sich irgendwie das Auudruckbett verzogen. Es ist ein Alublech 3mm mit Leiterbahnen zum Heizen. Center, also X100 Y100 war um 1mm höher als jeweils die Ecken des Druckbetts (i.e. x20/y20; x160/y160). Dabei waren die Dämpfer überhaupt nicht stark angezogen, bzw sie haben sich vielleicht um 1mm gestaucht. Das hat gereicht um das ganze Druckbett (leicht) zu wölben. Das hat (wahrscheinlich) dazu geführt, dass der 1st Layer nicht gehalten hat. Ich hab die Schrauben jetzt so lose gedreht, dass das Alubett gerade noch so stabil sitzt. Viel wackeln darf das nicht.
Um das zu verifizieren, drucke ich wie gewöhnlich mit den Silikondämpfern extrem locker angezogen und noch einmal traditionell mit Springfedern.
Hab mir aber auch gerade mal ein neues Druckbett bestellt. Das Aktuelle ist 5 Jahre alt. Ich gehe davon aus, dass ich wieder auf Springfedern umsteige. Hat früher immer perfekt funktioniert und die Drucke waren perfekt.
1-mal bearbeitet. Zuletzt am 21.03.19 08:45.
Blog: Capotexl
Filament Factory - How to build your own cheap filament extruder
Frankenstein Laser Engraver
Make the world a better place
|
Re: First Layer Probleme...auf einmal 21. March 2019 14:34 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 153 |
Zwischenergebnis:
Vorhin hat es ja gut gedruckt. Da hing ich mit meinem Laptop per USB am RAMPS mit Marlin.
Repetier-Host @ Laptop (Slic3r 1.3.0) -> USB -> RAMPS (Marlin)
1. Layer von unten
3. Layer von oben
Jetzt hab ich nochmal gedruckt aber wieder mit meinem alten Host Setup: Repetier-Host @ PC (Slic3r 1.3.1 dev) -> Wifi upload -> Repetier-Server @ Raspberry Pi ZeroW SD Image 0.90.7 -> USB -> RAMPS (Marlin)
Und das Ergebnis is wieder abgrundtief, grottig schlecht.
1. Layer von oben
1. Layer von unten
Blog: Capotexl
Filament Factory - How to build your own cheap filament extruder
Frankenstein Laser Engraver
Make the world a better place
Vorhin hat es ja gut gedruckt. Da hing ich mit meinem Laptop per USB am RAMPS mit Marlin.
Repetier-Host @ Laptop (Slic3r 1.3.0) -> USB -> RAMPS (Marlin)
1. Layer von unten

3. Layer von oben

Jetzt hab ich nochmal gedruckt aber wieder mit meinem alten Host Setup: Repetier-Host @ PC (Slic3r 1.3.1 dev) -> Wifi upload -> Repetier-Server @ Raspberry Pi ZeroW SD Image 0.90.7 -> USB -> RAMPS (Marlin)
Und das Ergebnis is wieder abgrundtief, grottig schlecht.
1. Layer von oben

1. Layer von unten

Blog: Capotexl
Filament Factory - How to build your own cheap filament extruder
Frankenstein Laser Engraver
Make the world a better place
|
Re: First Layer Probleme...auf einmal 21. March 2019 17:35 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 153 |
Zwischenbericht:
Ich habe mein altes Aldi Netbook (Atom N270) ausgegraben.
Windows 7
Repetier Host 1.0.6
Slic3r 1.2.9
USB Direktverbindung
Ergebnis:
Schnallt euch an! Oder "Schnall dich an", weil das liest hier ja keiner im DE Forum. Aber wie ich immer so gern sage "Schreib dein Problem auf und es wird sich (von selbst) lösen."
Mal von den Blobs abgesehen und dass das Honor 10 der letzte Oberrotzdreck in Sachen Fotoqualität ist... [Hear me Huawei: Your Phones Suck #huawei]
Ich hab die Slic3r settings aus dem Kopf eingetragen ohne Tuning für den Bowden.
Das ist endlich mal wieder ein guter First Layer.
Jetzt wollte ich wissen, was passiert wenn ich von meinem PC mit Slic3r 1.3.0 und 1.3.1-dev das 3D Modell slice und den Gcode auf dem alten Windows Laptop mit Repetier 1.0.6 drucken lasse.
Hier das Ergebnis:
Ich hab den Druck vorzeitig abgebrochen weil ich schon wieder den Plaque-Geschmack auf der Zunge hatte.
Zwischenzeitliche Schlussfolgerung:
Nicht schuldig im Sinne der Anklage
Filament
Druckbett
Druckbettbeschichtung (Tesa Blaues Malerklebeband)
Silikondämpfer
Hotend (Düse, Kühlung, Silikonmantel des Aluheizblocks)
Extruder (Motor, Zahnrad, Spannfedern)
Z-Achse
X/Y Zahnriehmen
Evtl. schuldig:
Repetier-Server @ Raspberry Pi Zero mit SD Card image (0.90.7)
Slic3r 1.3.0 + 1.3.1-dev (Wenn ich auf mein Gefühl höre und jegliche rationale Entscheidung beiseite lasse ist definitiv Slic3r 1.3.x der Übeltäter. Aber ich will hier keine Hexen jagen.)
Weiteres Testvorgehen:
1. Repetier Host 1.0.6 + Slic3r 1.2.9 -> Gcode export auf Respberry Pi Zero und diesen Gcode drucken
a) Export via USB-Stick
b) Export via Repetier-Host 1.0.6 per Wifi auf R-Server @ Pi Zero (wenn Host 1.0.6 das überhaupt schon kann)
c) Slic3r 1.2.9 auf Haupt-PC in Repetier-Host 2.1.3 installieren.
2. Slic3r 1.3.0 + 1.3.1-dev auf Aldi Laptop installieren und damit slicen
3. Andere Host Tools ausprobieren.
a) Simplify3d (ich glaube das hab ich schon mal probiert)
b) Cura ( ) - Ich hasse Cura tbh.
) - Ich hasse Cura tbh.
Mit beiden Hosts / Slicern werde ich versuchen direkt per USB und per Gcode export/import zu testen.
4. Die Slic3r Entwickler anschreiben ob ihnen ein ähnliches Problem bekannt ist. Kann doch nicht sein, dass Software auf einmal anfängt nicht mehr zugehen. Ein OpenSource Projekt ohne "Sollbruchstelle" sollte rein theoretisch nicht davon betroffen sein. Vielleicht hats aber auch irgendwo nen Bug der erst jetzt zum Tragen kommt.
5. Das alte Problem mit 2 Sekundenstocken währen des Drucks mit Aldi Laptop beheben. Das Stocken hatte ich aber auch mit meinem i7 24GB Ram wenn ich per USB gedruckt habe. Lag an irgendwas USB-Protokollischem (Ramps Board etc.) und Buffer blabla. FeelsLike1983Man. Und des weiteren noch an dem Out Of Video Memory Arbeiten. Der Repetier 3D Workspace überlastet die Intel "GPU".
8-mal bearbeitet. Zuletzt am 21.03.19 17:49.
Blog: Capotexl
Filament Factory - How to build your own cheap filament extruder
Frankenstein Laser Engraver
Make the world a better place
Ich habe mein altes Aldi Netbook (Atom N270) ausgegraben.
Windows 7
Repetier Host 1.0.6
Slic3r 1.2.9
USB Direktverbindung
Ergebnis:
Schnallt euch an! Oder "Schnall dich an", weil das liest hier ja keiner im DE Forum. Aber wie ich immer so gern sage "Schreib dein Problem auf und es wird sich (von selbst) lösen."

Mal von den Blobs abgesehen und dass das Honor 10 der letzte Oberrotzdreck in Sachen Fotoqualität ist... [Hear me Huawei: Your Phones Suck #huawei]
Ich hab die Slic3r settings aus dem Kopf eingetragen ohne Tuning für den Bowden.
Das ist endlich mal wieder ein guter First Layer.
Jetzt wollte ich wissen, was passiert wenn ich von meinem PC mit Slic3r 1.3.0 und 1.3.1-dev das 3D Modell slice und den Gcode auf dem alten Windows Laptop mit Repetier 1.0.6 drucken lasse.
Hier das Ergebnis:

{kind=link}
{kind=link}
Ich hab den Druck vorzeitig abgebrochen weil ich schon wieder den Plaque-Geschmack auf der Zunge hatte.
Zwischenzeitliche Schlussfolgerung:
Nicht schuldig im Sinne der Anklage
Filament
Druckbett
Druckbettbeschichtung (Tesa Blaues Malerklebeband)
Silikondämpfer
Hotend (Düse, Kühlung, Silikonmantel des Aluheizblocks)
Extruder (Motor, Zahnrad, Spannfedern)
Z-Achse
X/Y Zahnriehmen
Evtl. schuldig:
Repetier-Server @ Raspberry Pi Zero mit SD Card image (0.90.7)
Slic3r 1.3.0 + 1.3.1-dev (Wenn ich auf mein Gefühl höre und jegliche rationale Entscheidung beiseite lasse ist definitiv Slic3r 1.3.x der Übeltäter. Aber ich will hier keine Hexen jagen.)
Weiteres Testvorgehen:
1. Repetier Host 1.0.6 + Slic3r 1.2.9 -> Gcode export auf Respberry Pi Zero und diesen Gcode drucken
a) Export via USB-Stick
b) Export via Repetier-Host 1.0.6 per Wifi auf R-Server @ Pi Zero (wenn Host 1.0.6 das überhaupt schon kann)
c) Slic3r 1.2.9 auf Haupt-PC in Repetier-Host 2.1.3 installieren.
2. Slic3r 1.3.0 + 1.3.1-dev auf Aldi Laptop installieren und damit slicen
3. Andere Host Tools ausprobieren.
a) Simplify3d (ich glaube das hab ich schon mal probiert)
b) Cura (
) - Ich hasse Cura tbh.Mit beiden Hosts / Slicern werde ich versuchen direkt per USB und per Gcode export/import zu testen.
4. Die Slic3r Entwickler anschreiben ob ihnen ein ähnliches Problem bekannt ist. Kann doch nicht sein, dass Software auf einmal anfängt nicht mehr zugehen. Ein OpenSource Projekt ohne "Sollbruchstelle" sollte rein theoretisch nicht davon betroffen sein. Vielleicht hats aber auch irgendwo nen Bug der erst jetzt zum Tragen kommt.
5. Das alte Problem mit 2 Sekundenstocken währen des Drucks mit Aldi Laptop beheben. Das Stocken hatte ich aber auch mit meinem i7 24GB Ram wenn ich per USB gedruckt habe. Lag an irgendwas USB-Protokollischem (Ramps Board etc.) und Buffer blabla. FeelsLike1983Man. Und des weiteren noch an dem Out Of Video Memory Arbeiten. Der Repetier 3D Workspace überlastet die Intel "GPU".
8-mal bearbeitet. Zuletzt am 21.03.19 17:49.
Blog: Capotexl
Filament Factory - How to build your own cheap filament extruder
Frankenstein Laser Engraver
Make the world a better place
|
Re: First Layer Probleme...auf einmal 09. April 2019 13:48 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 153 |
Update:
Nachdem ich kurzfristig ein neues Druckbett hatte (Anycubic Ultrabase) bin ich wieder auf mein altes Druckbett (3mm Alu mit blauem Tesa) zurück. Das Ultrabase hat eine spezielle Beschichtung auf der Glasplatte, die laut Beschreibung "klebrig" werden soll, sobald sie eine höhere Temperatur (als was?) erhält. Da hat aber nichts drauf gehalten. Bei 60°C hats die Prints durch die Düse vom Druckbett gelöst. Aber das ist jetzt offtopic.
Nachdem ich das Druckbett also wieder zurück gebaut hatte und Home offsets eingestellt und das Bett niveliert hatte gings dann irgendwie doch wieder.
Ich habe allerdings arge Mühen einen guten Abstand zwischen Düse und Druckbett zu bekommen. Früher hab ich das besser und schneller hinbekommen. Zur Zeit stimmt alles vorne und hinten nicht.
Das kann dann aber nur an meine Unfähigkeit hängen. Trotzdem würde ich dieses Teil am liebsten aus dem Fenster schmeißen und komplett neu anfangen.
Blog: Capotexl
Filament Factory - How to build your own cheap filament extruder
Frankenstein Laser Engraver
Make the world a better place
Nachdem ich kurzfristig ein neues Druckbett hatte (Anycubic Ultrabase) bin ich wieder auf mein altes Druckbett (3mm Alu mit blauem Tesa) zurück. Das Ultrabase hat eine spezielle Beschichtung auf der Glasplatte, die laut Beschreibung "klebrig" werden soll, sobald sie eine höhere Temperatur (als was?) erhält. Da hat aber nichts drauf gehalten. Bei 60°C hats die Prints durch die Düse vom Druckbett gelöst. Aber das ist jetzt offtopic.
Nachdem ich das Druckbett also wieder zurück gebaut hatte und Home offsets eingestellt und das Bett niveliert hatte gings dann irgendwie doch wieder.
Ich habe allerdings arge Mühen einen guten Abstand zwischen Düse und Druckbett zu bekommen. Früher hab ich das besser und schneller hinbekommen. Zur Zeit stimmt alles vorne und hinten nicht.
Das kann dann aber nur an meine Unfähigkeit hängen. Trotzdem würde ich dieses Teil am liebsten aus dem Fenster schmeißen und komplett neu anfangen.
Blog: Capotexl
Filament Factory - How to build your own cheap filament extruder
Frankenstein Laser Engraver
Make the world a better place
|
Re: First Layer Probleme...auf einmal 21. April 2019 09:30 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 153 |
Nachtritt:
Spaßeshalber habe ich die Repetier-Firmware hochgeladen, eine neue 0.4mm Düse eingebaut, Bett niveliert und frisch mit Tesa Tape bezogen.
Nicht wissenschaftlich eine Änderung nach der Anderen aber war mir echt total egal.
Zudem habe ich die preconfigured Repetier Config von Toolson genommen. Somit habe ich die original Beschleunigungswerte und Jerksettings.
Druckt wieder wunderbar.
Blog: Capotexl
Filament Factory - How to build your own cheap filament extruder
Frankenstein Laser Engraver
Make the world a better place
Spaßeshalber habe ich die Repetier-Firmware hochgeladen, eine neue 0.4mm Düse eingebaut, Bett niveliert und frisch mit Tesa Tape bezogen.
Nicht wissenschaftlich eine Änderung nach der Anderen aber war mir echt total egal.
Zudem habe ich die preconfigured Repetier Config von Toolson genommen. Somit habe ich die original Beschleunigungswerte und Jerksettings.
Druckt wieder wunderbar.
Blog: Capotexl
Filament Factory - How to build your own cheap filament extruder
Frankenstein Laser Engraver
Make the world a better place
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.