Home
>
RepRap User Groups
>
Europe
>
Deutschsprachiges Forum
>
Extruder, Hotends & verschiedene Materialien
>
Thema
3D Drucker Druckt nicht mehr so gut
geschrieben von falko85
|
3D Drucker Druckt nicht mehr so gut 14. October 2019 09:29 |
Registrierungsdatum: 5 Jahre zuvor Beiträge: 21 |
Hallo,
ich habe seit ein Paar Tagen Probleme mit dem Drucker, und zwar Druckt er keine gerade Linien mehr.
Seit ich mir ein neues Hotend von E3D gekauft habe, macht er Probleme.
E3D V6
Ich habe das gefühl, das der Extruder plötzlich nicht mehr so richtig arbeitet.
Das Problem habe ich aber erst, seit ich das neue Hotend benutze, deshalb denke ich nicht, das mein Extruder-Motor plötzlich defekt ist.
Kann es Vielleicht sein, dass das Hotend einfach schlecht ist?
Hier mal ein Paar Daten zum Drucker:
Mainboard: MKS Gen 1.4
Schrittmotortreiber: DRV8825
Hotend: E3D V6 Direct (24 Volt)
Schrittmotor: Nema 17 2A
Netzteil: 24 Volt
In Simplify3D habe ich auch schon versucht einiges zu verstellen, aber es ändert sich gar nichts am Druck.
Woran könnte das Problem jetzt liegen?
Ich bedanke mich schon mal im Voraus für die Hilfe.
Gruss
ich habe seit ein Paar Tagen Probleme mit dem Drucker, und zwar Druckt er keine gerade Linien mehr.
Seit ich mir ein neues Hotend von E3D gekauft habe, macht er Probleme.
E3D V6
Ich habe das gefühl, das der Extruder plötzlich nicht mehr so richtig arbeitet.
Das Problem habe ich aber erst, seit ich das neue Hotend benutze, deshalb denke ich nicht, das mein Extruder-Motor plötzlich defekt ist.
Kann es Vielleicht sein, dass das Hotend einfach schlecht ist?
Hier mal ein Paar Daten zum Drucker:
Mainboard: MKS Gen 1.4
Schrittmotortreiber: DRV8825
Hotend: E3D V6 Direct (24 Volt)
Schrittmotor: Nema 17 2A
Netzteil: 24 Volt
In Simplify3D habe ich auch schon versucht einiges zu verstellen, aber es ändert sich gar nichts am Druck.
Woran könnte das Problem jetzt liegen?
Ich bedanke mich schon mal im Voraus für die Hilfe.
Gruss
|
Re: 3D Drucker Druckt nicht mehr so gut 14. October 2019 11:00 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.194 |
Hat Du eine automatische Nivellierung oder manuell? Bei Montage eines neuen Hotends ist zwingend auch das neue Einstellen des Abszands Düse - Bett notwendig.
H.
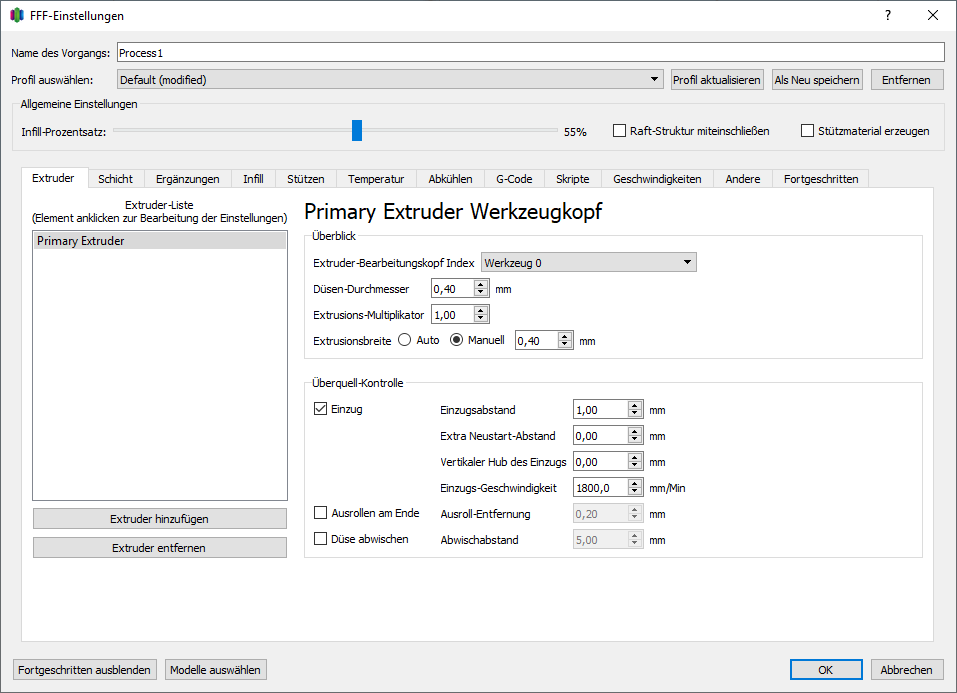
PS: hänge mal die FACTORY-Datei von dem Druck an, Deine Einstellungen für Extruder sagen wenig resp nicht alles.
und stelle erst mal die mm / min auf sec um!!!
1-mal bearbeitet. Zuletzt am 14.10.19 11:04.
H.
PS: hänge mal die FACTORY-Datei von dem Druck an, Deine Einstellungen für Extruder sagen wenig resp nicht alles.
und stelle erst mal die mm / min auf sec um!!!
1-mal bearbeitet. Zuletzt am 14.10.19 11:04.
|
Re: 3D Drucker Druckt nicht mehr so gut 14. October 2019 11:10 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 556 |
Das sieht mir aber eher nach einem Temperaturproblem aus. die Extrusionsmenge scheint extrem zu schwanken.
Hast du die PID-Einstellungen für das neue Hotend angepasst?
Schwankt die Hotend-Temperatur stark beim Drucken?
Gruß
Peter
Meine Drucker:
2x P3steel - toolson edition - MK1 und MK2 mit Repetier Firmware
1x Tantillus R (gelb)
1x Tantillus R (grün)
Hast du die PID-Einstellungen für das neue Hotend angepasst?
Schwankt die Hotend-Temperatur stark beim Drucken?
Gruß
Peter
Meine Drucker:
2x P3steel - toolson edition - MK1 und MK2 mit Repetier Firmware
1x Tantillus R (gelb)
1x Tantillus R (grün)
|
Re: 3D Drucker Druckt nicht mehr so gut 14. October 2019 12:44 |
Registrierungsdatum: 5 Jahre zuvor Beiträge: 21 |
Vielen Dank für die Antwort.
Ich habe das jetzt in mm/Sek umgestellt und die Datei im Anhang hochgeladen.
Ich habe an meinem Drucker einen Kapazitiven Sensor für das Auto Bed Leveling und habe das alles wieder beim neuen Hotend ausgerichtet und eingestellt.
Die Temperatur habe ich bei diesem Hotend schon bereits angepasst.
Ich habe bei RepetierHost das Pid Autotuning über diesen Befehl gestartet "M303 E0 S215 C8" und raus kam dann das hier:
Das habe ich dann in der Marlin Firmware aktualisiert und auf mein Board hochgeladen.
Zurzeit Drucke ich PLA mit 215 Grad Hotend-Temperatur.
Die Temperatur Schwangt zwischen 213,75 und 215,64 Grad.
Ich weiss echt nicht mehr Weiter, warum der Druck jetzt so schlecht aussieht.
Das Problem habe ich nie gehabt bei meinem alten Hotend:
E3D V6 J-Head Bowden Hotend
Dieses Hotend habe ich darmals etwas umgeändert, um es als Direct zu benutzen und hatte damit nie welche Probleme beim Drucken gehabt.
Jetzt wollte ich einfach mal einen E3D V6 Direct haben und nun ist die Druck-Qualität sehr schlecht.
Kann es Vielleicht auch was mit der Düse zu tun haben?
Die Düse habe ich nicht press ans Hotend geschraubt, sondern habe knapp 1mm Luft gelassen und die Schraube, diese sich überhalb von der Düse befindet, diese sind Press zusammen, also dürfte im inneren des Hotends kein Luft sein zwischen die Schraube und der Düse.
Ich habe gelesen bzw. gehört, das man die Düse nicht ganz ans Hotend schrauben sollte, sondern nur das Gewinde sollte Kontakt mit dem Hotend haben.
Es geht um die Hitze Übertragung, soviel ich weiss, aber genau weiss ich das jetzt auch nicht mehr.
Könnte es damit was zu tun haben?
Gruss
1-mal bearbeitet. Zuletzt am 14.10.19 13:41.
Quote
horst.w
Hat Du eine automatische Nivellierung oder manuell? Bei Montage eines neuen Hotends ist zwingend auch das neue Einstellen des Abszands Düse - Bett notwendig.
H.
PS: hänge mal die FACTORY-Datei von dem Druck an, Deine Einstellungen für Extruder sagen wenig resp nicht alles.
und stelle erst mal die mm / min auf sec um!!!
Ich habe das jetzt in mm/Sek umgestellt und die Datei im Anhang hochgeladen.
Quote
Peter1956
Das sieht mir aber eher nach einem Temperaturproblem aus. die Extrusionsmenge scheint extrem zu schwanken.
Hast du die PID-Einstellungen für das neue Hotend angepasst?
Schwankt die Hotend-Temperatur stark beim Drucken?
Ich habe an meinem Drucker einen Kapazitiven Sensor für das Auto Bed Leveling und habe das alles wieder beim neuen Hotend ausgerichtet und eingestellt.
Die Temperatur habe ich bei diesem Hotend schon bereits angepasst.
Ich habe bei RepetierHost das Pid Autotuning über diesen Befehl gestartet "M303 E0 S215 C8" und raus kam dann das hier:
#define DEFAULT_Kp 30.60 #define DEFAULT_Ki 2.96 #define DEFAULT_Kd 78.95
Das habe ich dann in der Marlin Firmware aktualisiert und auf mein Board hochgeladen.
Zurzeit Drucke ich PLA mit 215 Grad Hotend-Temperatur.
Die Temperatur Schwangt zwischen 213,75 und 215,64 Grad.
Ich weiss echt nicht mehr Weiter, warum der Druck jetzt so schlecht aussieht.
Das Problem habe ich nie gehabt bei meinem alten Hotend:
E3D V6 J-Head Bowden Hotend
Dieses Hotend habe ich darmals etwas umgeändert, um es als Direct zu benutzen und hatte damit nie welche Probleme beim Drucken gehabt.
Jetzt wollte ich einfach mal einen E3D V6 Direct haben und nun ist die Druck-Qualität sehr schlecht.
Kann es Vielleicht auch was mit der Düse zu tun haben?
Die Düse habe ich nicht press ans Hotend geschraubt, sondern habe knapp 1mm Luft gelassen und die Schraube, diese sich überhalb von der Düse befindet, diese sind Press zusammen, also dürfte im inneren des Hotends kein Luft sein zwischen die Schraube und der Düse.
Ich habe gelesen bzw. gehört, das man die Düse nicht ganz ans Hotend schrauben sollte, sondern nur das Gewinde sollte Kontakt mit dem Hotend haben.
Es geht um die Hitze Übertragung, soviel ich weiss, aber genau weiss ich das jetzt auch nicht mehr.
Könnte es damit was zu tun haben?
Gruss
1-mal bearbeitet. Zuletzt am 14.10.19 13:41.
|
Re: 3D Drucker Druckt nicht mehr so gut 14. October 2019 15:43 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.194 |
Du hast den Gcode beigefügt, aber nicht die FACTORY-Datei (File - Save Factory as ...) den GCode kann man zwar anstatt FFF einlesen, aber dann ist alles aufs eigene Gerät ausgerichtet und nicht auf Deins. Das geht nur mit Open Factory ... das ist dann, als ob man an Deinem PC sitzt.
Soweit ich das aus der Zusammenfassung richtig raus gelesen habe, hast Du
FirstLayerHeight mit 90% bei 0,20 Layer und 100% Multi; Z-Offset 0
Die Reduzierung der FLH nützt Dir nichts mehr, seit S3D die Option gecancelt hat, dass die Extrusionsmenge auf 100% festgeschrieben steht, wenn die Höhe für FL reduziert wird.
Somit hast Du geschätzt 0,15 mm Düse über Bett
plus
0,18 mm erste Layerhöhe ( 90% von 0,20), die für alle folgenden Layer fortgeschrieben wird
zusammen also 0,33 mm
und die willst Du mit der normalen Portion Material auffüllen.
Schwierig, zumal die Wurst fast so hoch wie die Breite sein soll, das kann nicht gehen.
Vorausgesetzt, Du hast den Durchmesser richtig angegeben, ist für den FirstLayer entweder mehr Material notwendig (knapp das Doppelte) oder Du setzt die Düse über den Tab GCode mit NEGATIVER Z-Korrektur entsprechend runter, sodass die Höhe wieder im rechten Verhältnis zu Deinen anderen Einstellungen ist.
Was da passt, musst Du ausprobieren, fange mal mit -0,10 an.
Ich fahre bei mir doppelgleisig. Ich habe grundsätzlich für den ersten Layer einen eigenen Prozess. Das hat den Vorteil, dass ich bei Materialwechsel nur diesen einen Wert eventuell nachregulieren muss und alte Einstellungen immer noch passen.
H.
Soweit ich das aus der Zusammenfassung richtig raus gelesen habe, hast Du
FirstLayerHeight mit 90% bei 0,20 Layer und 100% Multi; Z-Offset 0
Die Reduzierung der FLH nützt Dir nichts mehr, seit S3D die Option gecancelt hat, dass die Extrusionsmenge auf 100% festgeschrieben steht, wenn die Höhe für FL reduziert wird.
Somit hast Du geschätzt 0,15 mm Düse über Bett
plus
0,18 mm erste Layerhöhe ( 90% von 0,20), die für alle folgenden Layer fortgeschrieben wird
zusammen also 0,33 mm
und die willst Du mit der normalen Portion Material auffüllen.
Schwierig, zumal die Wurst fast so hoch wie die Breite sein soll, das kann nicht gehen.
Vorausgesetzt, Du hast den Durchmesser richtig angegeben, ist für den FirstLayer entweder mehr Material notwendig (knapp das Doppelte) oder Du setzt die Düse über den Tab GCode mit NEGATIVER Z-Korrektur entsprechend runter, sodass die Höhe wieder im rechten Verhältnis zu Deinen anderen Einstellungen ist.
Was da passt, musst Du ausprobieren, fange mal mit -0,10 an.
Ich fahre bei mir doppelgleisig. Ich habe grundsätzlich für den ersten Layer einen eigenen Prozess. Das hat den Vorteil, dass ich bei Materialwechsel nur diesen einen Wert eventuell nachregulieren muss und alte Einstellungen immer noch passen.
H.
|
Re: 3D Drucker Druckt nicht mehr so gut 14. October 2019 15:55 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.194 |
achso ja, wg Deiner Düse.
Wenn die Hülse und die Düse press geschraubt sind, spielt es nur eine untergeordnete Rolle, wo der Heizblock sitzt. Das hat evtl Einfluss auf die Kühlung bzw die Wärmeübertragung nach oben, wenn, dann macht sich das erst später bemerkbar, weil Du unter Verstopfung leiden wirst.
Wicht wäre, dass Du die Düse, die da so frei in der Gegend rum hängt, nicht mit dem Lüfter anstrahlst; selbst reflektierte Kühlluft kann da schon einen starken Einfluss haben. Objektkühlung für mindestens den ersten Layer abschalten.
Bei mir läuft keine VA-Düse, ich weiss nicht warum, aber dann sehen meine Drucke so in etwa aus wie Deiner.
H.
Wenn die Hülse und die Düse press geschraubt sind, spielt es nur eine untergeordnete Rolle, wo der Heizblock sitzt. Das hat evtl Einfluss auf die Kühlung bzw die Wärmeübertragung nach oben, wenn, dann macht sich das erst später bemerkbar, weil Du unter Verstopfung leiden wirst.
Wicht wäre, dass Du die Düse, die da so frei in der Gegend rum hängt, nicht mit dem Lüfter anstrahlst; selbst reflektierte Kühlluft kann da schon einen starken Einfluss haben. Objektkühlung für mindestens den ersten Layer abschalten.
Bei mir läuft keine VA-Düse, ich weiss nicht warum, aber dann sehen meine Drucke so in etwa aus wie Deiner.
H.
|
Re: 3D Drucker Druckt nicht mehr so gut 14. October 2019 17:16 |
Registrierungsdatum: 5 Jahre zuvor Beiträge: 21 |
Vielen Dank für die Mühe.
Sorry für die falsche Datei, hab hier jetzt die Factory Datei hochgeladen.
Der Heizblock sitzt ziemlich weit unten und wenn ich den Lüfter für den Kühlkörper erst z.B. ab der 2ten Schicht aktivieren würde, dann habe ich oft das Problem, dass das Filament schon im Kühlkörper warm wird und es somit verstopft, da es sich dadrin verformt und nicht mehr weiter durchgeführt werden kann.
Den Offset für die Z-Achse habe ich ja bereits in Marlin Firmware eingetragen, also die Höhe, wo er eigentlich anfangen soll zu Drucken.
Ich werde es dann in Simplify3D nochmal Versuchen da den Offset weiter einzustellen und mal nach andere Einstellungen gucken.
Aber irgendwie hab ich das Gefühl, das er das Filament Drückt und etwas hinter sich her zieht, bis er erneut das Filament Drückt.
So sieht für mich die Konturen aus.
Edit: Mir ist bei meinem Extruder Motor etwas aufgefallen, das ich so nicht kenne.
Der Extruder Motor zieht ganz komisch das Filament, also z.B. ist es bei langsame Geschwindigkeit deutlich Spürbar, wenn ich mit 2 Finger das Filament anfasse oberhalb der Extruder Motor, das er alle Paar 100ms um 1 Schrit sich dreht.
So wie ich das kenne, sollte er sich die ganze Zeit Drehen, solang er eine Kontur Druckt, halt je nach Geschwindigkeit langsamer oder schneller.
Ich hab noch in Erinnerung, das man den Extruder Motor kaum Bemerkt, wenn er sich dreht und ich mit dem Finger drauf halte.
Jetzt Spürt man auch die Einzelne Schritte deutlich, wenn er sich Dreht.
Ach ja:
Ich hatte davor auch ein 12 Volt PC Netzteil und jetzt einen 24 Volt Netzteil.
Aber das sollte ja kein Problem sein, eigentlich, da mein Board, Hotend, Heizbett usw. 24 Volt unterstützt.
Gruss
2-mal bearbeitet. Zuletzt am 14.10.19 17:45.
Sorry für die falsche Datei, hab hier jetzt die Factory Datei hochgeladen.
Der Heizblock sitzt ziemlich weit unten und wenn ich den Lüfter für den Kühlkörper erst z.B. ab der 2ten Schicht aktivieren würde, dann habe ich oft das Problem, dass das Filament schon im Kühlkörper warm wird und es somit verstopft, da es sich dadrin verformt und nicht mehr weiter durchgeführt werden kann.
Den Offset für die Z-Achse habe ich ja bereits in Marlin Firmware eingetragen, also die Höhe, wo er eigentlich anfangen soll zu Drucken.
#define Z_PROBE_OFFSET_FROM_EXTRUDER -2.0 // Z offset: -below +above [the nozzle]
Ich werde es dann in Simplify3D nochmal Versuchen da den Offset weiter einzustellen und mal nach andere Einstellungen gucken.
Aber irgendwie hab ich das Gefühl, das er das Filament Drückt und etwas hinter sich her zieht, bis er erneut das Filament Drückt.
So sieht für mich die Konturen aus.
Edit: Mir ist bei meinem Extruder Motor etwas aufgefallen, das ich so nicht kenne.
Der Extruder Motor zieht ganz komisch das Filament, also z.B. ist es bei langsame Geschwindigkeit deutlich Spürbar, wenn ich mit 2 Finger das Filament anfasse oberhalb der Extruder Motor, das er alle Paar 100ms um 1 Schrit sich dreht.
So wie ich das kenne, sollte er sich die ganze Zeit Drehen, solang er eine Kontur Druckt, halt je nach Geschwindigkeit langsamer oder schneller.
Ich hab noch in Erinnerung, das man den Extruder Motor kaum Bemerkt, wenn er sich dreht und ich mit dem Finger drauf halte.
Jetzt Spürt man auch die Einzelne Schritte deutlich, wenn er sich Dreht.
Ach ja:
Ich hatte davor auch ein 12 Volt PC Netzteil und jetzt einen 24 Volt Netzteil.
Aber das sollte ja kein Problem sein, eigentlich, da mein Board, Hotend, Heizbett usw. 24 Volt unterstützt.
Gruss
2-mal bearbeitet. Zuletzt am 14.10.19 17:45.
|
Re: 3D Drucker Druckt nicht mehr so gut 14. October 2019 19:07 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.194 |
Wie sich Deine -2 Offset letztlich auf den tatsächlichen Abstand auswirken, weiss ich nicht. Das ist ja abhängig von dem Tasterergebnis und wie der Taster relativ zum Druckbett aufgehängt ist.
Wie man in Zeile 209 Deines GCode sehen kann, geht die Düse auf den Abstand Z=0,18 und da ist es eben die Frage, auf was sich die Nullebene bezieht. Deinem Bild im Anfangsposting nach zu urteilen, ist dieses Blättchen schon recht dick, aber die Lücken entstehen m.E. eben dadurch, dass nicht genügend Material aufgetragen wird; folglich kann die Düse auch nicht ordentlich breit drücken, sodass das Material mehr hoch als breit bleibt.
Wenn Du PLA druckst, geh mal auf 190 - 195° bzw die geringste Herstellerangabe + 5°.
Die 25% Speed sind auch bei 60 mm/s recht langsam, 50% austesten.
Durchmesser mit Mikrometer gemessen, dass es exakt 1,75 mm sein soll, ist schon selten, +/- 0,05 mm oder irgendwo dazwischen.
Multi für den ersten Layer zum testen auf 1,30, was für alle folgenden Layer natürlich viel zu viel ist, ich habe in aller Regel um 0,95 als Faktor
Die ExtrusionWidth stelle unbedingt auf den Standard 0,48 (=+20% der Düsengröße)
Und dann messe mal die tatsächliche Dicke des alten Blättchens und des neuen Blättchens.
Skirt/Brim stelle auf nur 1 Perimeter und messe die Breite des Fadens als Vetrgleich zur eingestellten ExtrusionWidth.
Wenn sich Besserung ergeben, kann man weiter optimieren, da sehe ich in Deinen Einstellungen eine Menge Luft nach oben.
Zu dem Extruder-Verhalten kann ich nichts sagen, aber ich denke auch, dass er nicht ruckhaft arbeiten sollte. Habe ich noch nicht so beobachtet bei meinen 2 Druckern. Zumindest wenn ich bei Materialwechsel einen größeren Vorschub mache, dann laufen sie permanent durch.
Dass das Materia sozusagen "portionsweise" je Line ausgegeben wird, ist ja klar, aber ob es eine spürbare Pause zwischen dem Ende des ersten G1 und dem Anfang des nächsten G1 gibt - k.A.
H.
PS Dein Testobjekt schwirrt ja irgendwo im Nirwana rum
Wie man in Zeile 209 Deines GCode sehen kann, geht die Düse auf den Abstand Z=0,18 und da ist es eben die Frage, auf was sich die Nullebene bezieht. Deinem Bild im Anfangsposting nach zu urteilen, ist dieses Blättchen schon recht dick, aber die Lücken entstehen m.E. eben dadurch, dass nicht genügend Material aufgetragen wird; folglich kann die Düse auch nicht ordentlich breit drücken, sodass das Material mehr hoch als breit bleibt.
Wenn Du PLA druckst, geh mal auf 190 - 195° bzw die geringste Herstellerangabe + 5°.
Die 25% Speed sind auch bei 60 mm/s recht langsam, 50% austesten.
Durchmesser mit Mikrometer gemessen, dass es exakt 1,75 mm sein soll, ist schon selten, +/- 0,05 mm oder irgendwo dazwischen.
Multi für den ersten Layer zum testen auf 1,30, was für alle folgenden Layer natürlich viel zu viel ist, ich habe in aller Regel um 0,95 als Faktor
Die ExtrusionWidth stelle unbedingt auf den Standard 0,48 (=+20% der Düsengröße)
Und dann messe mal die tatsächliche Dicke des alten Blättchens und des neuen Blättchens.
Skirt/Brim stelle auf nur 1 Perimeter und messe die Breite des Fadens als Vetrgleich zur eingestellten ExtrusionWidth.
Wenn sich Besserung ergeben, kann man weiter optimieren, da sehe ich in Deinen Einstellungen eine Menge Luft nach oben.
Zu dem Extruder-Verhalten kann ich nichts sagen, aber ich denke auch, dass er nicht ruckhaft arbeiten sollte. Habe ich noch nicht so beobachtet bei meinen 2 Druckern. Zumindest wenn ich bei Materialwechsel einen größeren Vorschub mache, dann laufen sie permanent durch.
Dass das Materia sozusagen "portionsweise" je Line ausgegeben wird, ist ja klar, aber ob es eine spürbare Pause zwischen dem Ende des ersten G1 und dem Anfang des nächsten G1 gibt - k.A.
H.
PS Dein Testobjekt schwirrt ja irgendwo im Nirwana rum
|
Re: 3D Drucker Druckt nicht mehr so gut 15. October 2019 10:20 |
Registrierungsdatum: 5 Jahre zuvor Beiträge: 21 |
Danke Dir.
Bei Marlin ist das der Z Offset zwischen der Nozzle und dem Sensor, also nach dem abtasten habe ich dann eigentlich die Perfekte höhe, wenn ich die Z-Achse dann auf die 0 Position fahre über G0 Z0.
Ich kann dann gerade noch so ein Blatt Papier zwischen der Nozzle und dem Heizbett durch schieben, ohne das er kratzt.
Beim Drucken, geht die Maschine dann bei der ersten Layer auf 0,18mm und danach immer um 0,2mm höher.
Habe folgende Einstellungen geändert:
Geschwindigkeit der ersten Layer: 50%
Extrusions-Multiplikator: 0,95
Hotend Temp: 200 Grad
Die Extrusionsbreite habe ich mal auf 0,4mm gelassen.
Davor habe ich die Maschine noch mal richtig ausgerichtet und dann einen Testdruck gestartet.
Alles lief gut bei der ersten Layer, nur nach ein Viertel Füllung, hatte er wieder leichte Lücken.
Habe dann die Gradzahl von 200 auf 195 umgestellt und der Druck sieht jetzt wesentlich viel besser aus als vorher.
Vielleicht noch einbisschen an den Einstellungen Spielen wie z.B. die Höhe der ersten Layer, Temperatur, Extrusionsbreite usw.
Ich werde mir dann noch einen Tower Drucken mit verschiedene Temperaturen, um zu sehen, welche Schichten die Optimale Temperatur hat mit bestimmter Geschwindigkeit.
Edit:
Vielen Dank erstmal für die Hilfe.
Gruss
2-mal bearbeitet. Zuletzt am 15.10.19 10:27.
Bei Marlin ist das der Z Offset zwischen der Nozzle und dem Sensor, also nach dem abtasten habe ich dann eigentlich die Perfekte höhe, wenn ich die Z-Achse dann auf die 0 Position fahre über G0 Z0.
Ich kann dann gerade noch so ein Blatt Papier zwischen der Nozzle und dem Heizbett durch schieben, ohne das er kratzt.
Beim Drucken, geht die Maschine dann bei der ersten Layer auf 0,18mm und danach immer um 0,2mm höher.
Habe folgende Einstellungen geändert:
Geschwindigkeit der ersten Layer: 50%
Extrusions-Multiplikator: 0,95
Hotend Temp: 200 Grad
Die Extrusionsbreite habe ich mal auf 0,4mm gelassen.
Davor habe ich die Maschine noch mal richtig ausgerichtet und dann einen Testdruck gestartet.
Alles lief gut bei der ersten Layer, nur nach ein Viertel Füllung, hatte er wieder leichte Lücken.
Habe dann die Gradzahl von 200 auf 195 umgestellt und der Druck sieht jetzt wesentlich viel besser aus als vorher.
Vielleicht noch einbisschen an den Einstellungen Spielen wie z.B. die Höhe der ersten Layer, Temperatur, Extrusionsbreite usw.
Ich werde mir dann noch einen Tower Drucken mit verschiedene Temperaturen, um zu sehen, welche Schichten die Optimale Temperatur hat mit bestimmter Geschwindigkeit.
Edit:
Sorry, werde das dann doch noch so Einstellen.Quote
horst.w
Die ExtrusionWidth stelle unbedingt auf den Standard 0,48 (=+20% der Düsengröße)
Vielen Dank erstmal für die Hilfe.
Gruss
2-mal bearbeitet. Zuletzt am 15.10.19 10:27.
|
Re: 3D Drucker Druckt nicht mehr so gut 16. October 2019 03:26 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.194 |
Quote
falko85
...
Ich kann dann gerade noch so ein Blatt Papier zwischen der Nozzle und dem Heizbett durch schieben, ohne das er kratzt.
Beim Drucken, geht die Maschine dann bei der ersten Layer auf 0,18mm und danach immer um 0,2mm höher.
...
Damit hast Du ja dann eine gute Basis, nach der Du Deine Grundeinstellungen ausrichten kannst, die Feineinstellung muss man eh durch Probieren ausgetestet . Dabei sollte man wegen der Haftung des Materials nicht zu sparsam mit umgehen, das gleicht sich weiter oben wieder aus, wenn es da perfekt passt.
Aus dem Grund arbeite ich ja mit einem eigenen Prozess für die erste Schicht. Und das ist bei mir auch wirklich nur Layer 1, ab Layer 2 habe ich neues Spiel, da geht es dann auch um Schönheit.
Ein Blatt Papier (Kopierpapier) hat üblicherweise 90 gr/m² und ist 0,15 mm stark, 80 gr Papier wird so ca 0,11 mm haben. Aber so genau kommt das da auch nicht drauf an, dazu sind zu viele Parameter im Spiel, die teils echt unabwägbar sind. Es macht eben einen sichtbaren Unterschied, ob Multi und Filamentdurchmesser zutreffend eingestellt sind oder nicht. Allein der Filamentdurchmesser hat mit den üblichen Schwankungen +/- 0,05 mm, die sich alle Hersteller vorbehalten, erhebliche Auswirkungen (wichtig allein ist, dass das Filament einen gleichbleibenden Durchmesser hat, egal ob nun ein bisschen mehr oder weniger, und das kann von Rolle zu Rolle bei gleichem Zeugs schon differieren). Ein Slicer kann ja nur mit dem rechnen, was man ihm vorgibt. Ist das Filament nun dünner oder dicker als eingetragen, unrund o.dgl., dann stimmt eben die errechnete Menge nicht mehr mit der tatsächlich ausgegebenen Menge überein. Und das sieht man.
S3D hat mit der 4.0 Version einen Systemwechsel vollzogen, den man kennen sollte.
Vorher war es für den FirstLayer so, dass die Extrusionsmenge konstant 100% blieb (auch wenn man den wert geringer einstellen konnte), wenn die FirstLayerHöhe unter 100% eingestellt wurde. Bedeutete, dass man relativ zur zu füllenden Lücke zw. Bett und Düse immer die gleiche Menge hatte. War das zu wenig, hat man eben den Prozentsatz der Höhe etwas runter gesetzt, d.h. geringere Höhe = geringeres Volumen bei gleicher Menge = besseres ausfüllen der Lücke. Fand ich echt einfach und eingänglich.
Dieses Prinzip haben sie mit der Begründung aufgegeben, Neueinsteiger würden das bisherige Verfahren nicht verstehen und hätten Probleme und wer wolle, könne ja über den globalen Z-Offset (der auch negativ sein kann!) Korrekturen vornehmen. Nun wird die Extrusionsmenge also der eingestellten Layerhöhe angepasst, so wie bei den normalen Layern auch. 50% Höhe bedeutet also auch nur 50% Material. Schön und gut, aber bei meinen sehr gut eingestellten Druckern ist diese Methode eigentlich Gift, zumal sie Unebenheiten des Druckbetts aushebeln (soll und muss, dafür hat man ja den Bettabstand!). Und sie haben zu allem Überfluß auch vergessen, das auch zu publizieren. alle Alt-user standen und stehen noch heute auf dem Schlauch, wenn ihre Drucke von der Unterseite keine ansehbare Oberfläche mehr haben, wenn es eine Sichtseite ist.
Von dem optischen Mangel mal abgesehen, sollte man nicht in Panik verfallen, wenn im FirstLayer Spalten entstehen, die schließen sich mit dem nächsten Layer und wenn man es mit einem eigenen Prozess so macht wie ich, dann ist da alles geschlossen, auch wenn die Optik nicht 100%ig ist.
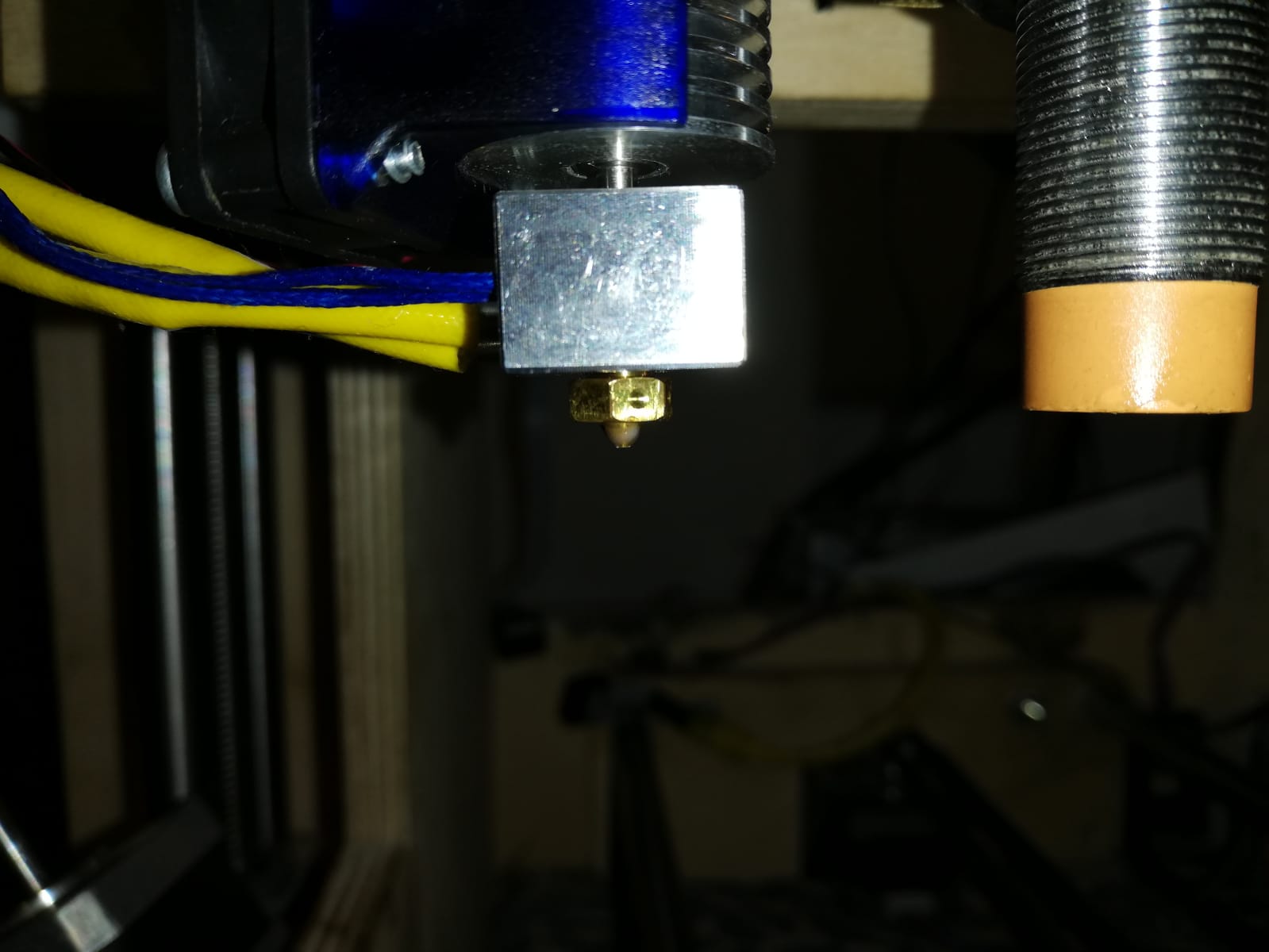
Zu Deinem Bild vom Heizblock: das Lüftergehäuse schließt unten die erste Lamelle nicht richtig ein. Und das ist mit die wichtigste in ihrer Funktion als Wärmeschranke.
Seh mal zu, dass Du das ändern kannst und wenn möglich schotte wegen der Strahlungswärme den Heizblock nach oben ab. Ich isoliere das mit Baumwoll-Isolierstreifen, selbstklebend, gibt aber auch Silikon-Kondome für den Heizblock u.a. mehr.
H.
1-mal bearbeitet. Zuletzt am 16.10.19 03:32.
|
Re: 3D Drucker Druckt nicht mehr so gut 16. October 2019 09:02 |
Registrierungsdatum: 5 Jahre zuvor Beiträge: 21 |
Vielen Dank für die Infos.
Zu meinem Heizblock:
Ich habe das Lüftergehäuse Gestern umgedreht, da es auf der eine Seite etwas weiter nach unten ging.
Ich habe im Anhang ein Bild hochgeladen, ist das so in Ordnung?
Der Lüfter Bläst schon ordentlich und würde ihn gerne etwas drosseln, aber bei dem neuen Lüfter (24 Volt) kann ich ihn nicht regulieren.
Wenn ich die Lüftergeschwindigkeit reduzieren möchte, dann passiert von 100% auf 97% erstmal gar nichts, sobald ich dann weniger wie 97% einstelle, dann geht der Lüfter komplett aus.
Ist das normal?
Bei meinem alten Lüfter und Netzteil, wo ich das ganze noch mit 12 Volt betrieben hatte, konnte ich den Lüfter (12 Volt) ohne Probleme drosseln.
Gruss
1-mal bearbeitet. Zuletzt am 16.10.19 09:04.
Zu meinem Heizblock:
Ich habe das Lüftergehäuse Gestern umgedreht, da es auf der eine Seite etwas weiter nach unten ging.
Ich habe im Anhang ein Bild hochgeladen, ist das so in Ordnung?
Der Lüfter Bläst schon ordentlich und würde ihn gerne etwas drosseln, aber bei dem neuen Lüfter (24 Volt) kann ich ihn nicht regulieren.
Wenn ich die Lüftergeschwindigkeit reduzieren möchte, dann passiert von 100% auf 97% erstmal gar nichts, sobald ich dann weniger wie 97% einstelle, dann geht der Lüfter komplett aus.
Ist das normal?
Bei meinem alten Lüfter und Netzteil, wo ich das ganze noch mit 12 Volt betrieben hatte, konnte ich den Lüfter (12 Volt) ohne Probleme drosseln.
Gruss
1-mal bearbeitet. Zuletzt am 16.10.19 09:04.
|
Re: 3D Drucker Druckt nicht mehr so gut 16. October 2019 14:52 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.194 |
... wenn mehr nicht geht ...
ich würde jetzt da noch etwas gegen Strahlungswärme rein packen, wenn es auch so reicht, solls egal sein.
Den Extruderlüfter kann man m.W. nicht reduzieren, der hat im Gegensatz zum Objektlüfter immer 100%. Und wenn, würde ich es nicht machen, Kühlung des Extruders kann man nicht genug haben. Deshalb ist das ja auch strikt vom Objektkühler zu trennen und das Bestreichen mit kalter Luft durch den Extruderkühler ist reines Gift.
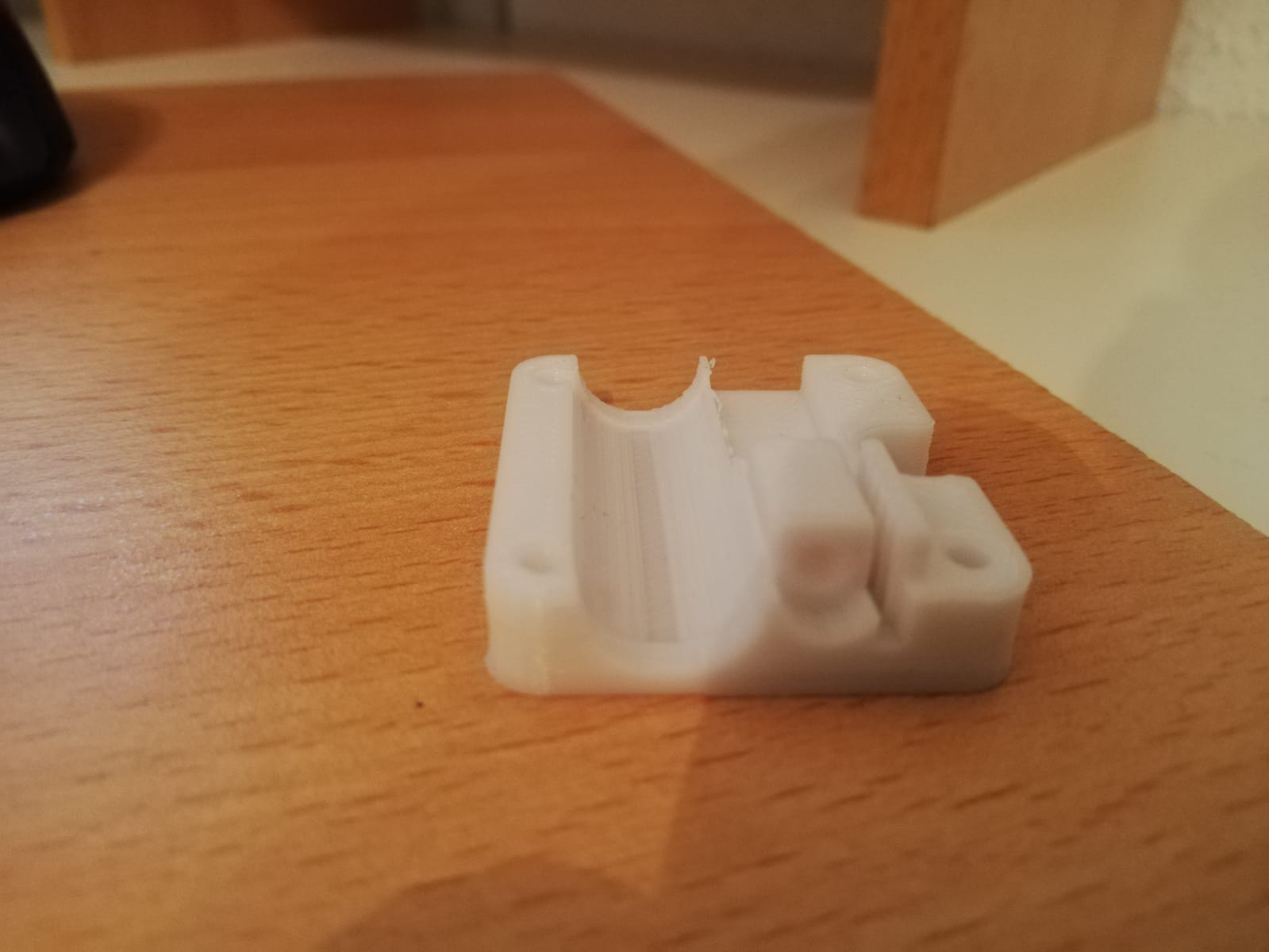
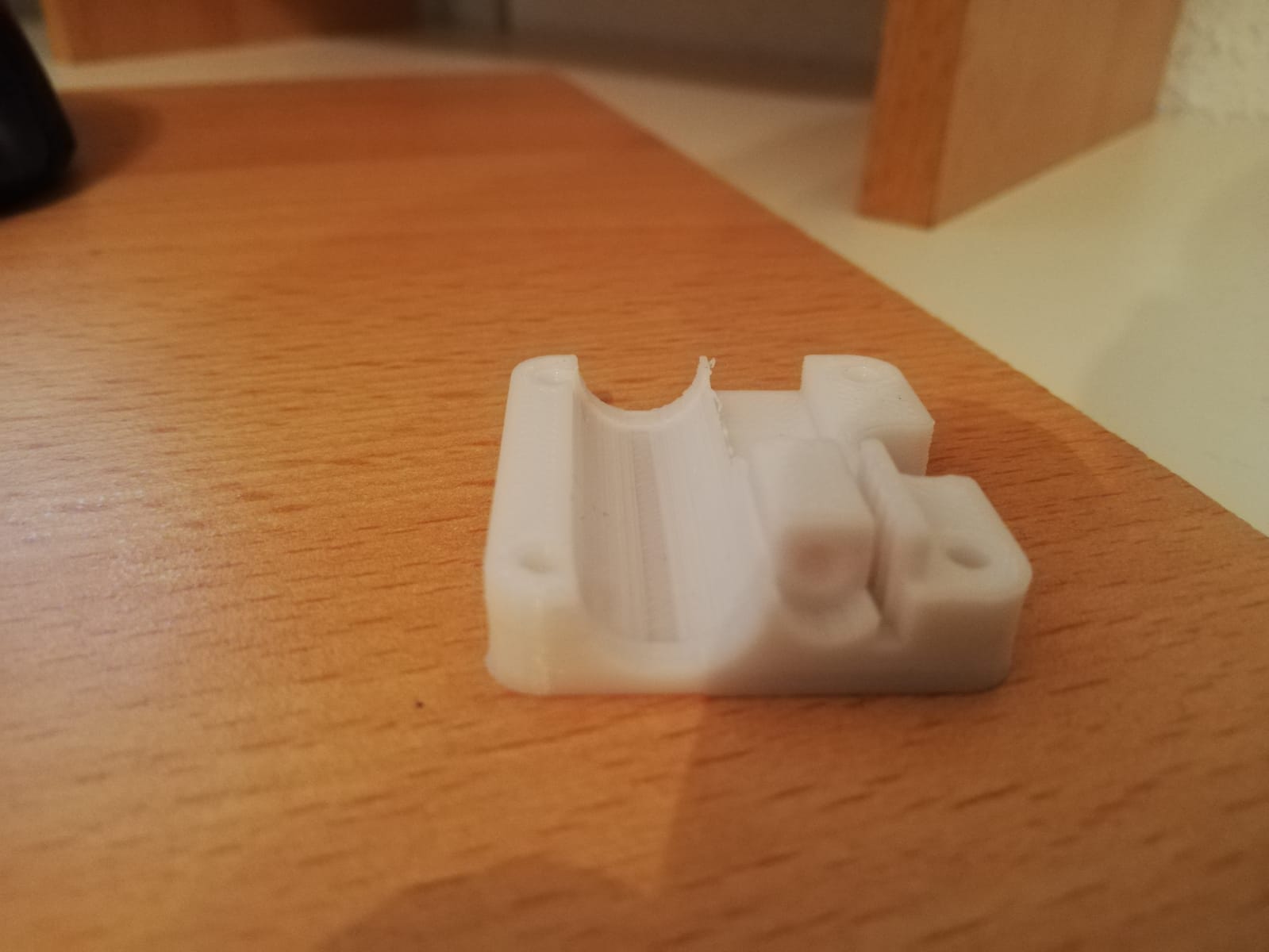
Habe Dir mal ein Foto von meiner heutigen Bauchlandung beigefügt.
Kannste mal raten woran das liegt, wenn der Drucker ansonst immer zur reinsten Freude druckt.
Objekte sind 9x16 mm und 9 mm hoch, Bohrungen (die man kaum sieht, sind 1,9 mm
H.
ich würde jetzt da noch etwas gegen Strahlungswärme rein packen, wenn es auch so reicht, solls egal sein.
Den Extruderlüfter kann man m.W. nicht reduzieren, der hat im Gegensatz zum Objektlüfter immer 100%. Und wenn, würde ich es nicht machen, Kühlung des Extruders kann man nicht genug haben. Deshalb ist das ja auch strikt vom Objektkühler zu trennen und das Bestreichen mit kalter Luft durch den Extruderkühler ist reines Gift.
Habe Dir mal ein Foto von meiner heutigen Bauchlandung beigefügt.
Kannste mal raten woran das liegt, wenn der Drucker ansonst immer zur reinsten Freude druckt.
Objekte sind 9x16 mm und 9 mm hoch, Bohrungen (die man kaum sieht, sind 1,9 mm
H.

|
Re: 3D Drucker Druckt nicht mehr so gut 17. October 2019 10:28 |
Registrierungsdatum: 5 Jahre zuvor Beiträge: 21 |
Ja, schon heftig. 
Wahrscheinlich zuwenig oder garnicht gekühlt und dadurch gab es eine Verstopfung?
Das mit dem Extruderkühler habe ich verwechselt mit Hotendkühler.
Der Extruderkühler sollte ja immer laufen, sonst wird das Filament im Kühlkörper Weich und gibt eine Verstopfung.
Achja, mein Drucker hat wieder so Probleme gemacht, dass das Filament Wohlmöglich unregelmäßig raus kam (Wellenlinien), für mich waren es eindeutig Schrittverluste beim Extruder, und das war anscheinend auch von Anfang an der Fall.
Mein Schrittmotortreiber für den Extruder war am anfang auf 550mV und das hatte Wohl mit dem neuen 24 Volt Netzteil Probleme gemacht, da es ja mit mein 12 Volt Netzteil immer Problemlos geklappt hat.
Jetzt habe ich den Schrittmotortreiber für den Extruder mal auf 800mV eingestellt und jetzt zieht er auch schöne gerade Linien und der Extrudermotor dreht sich jetzt auch Feiner.
Ich habe keine Ahnung ob es jetzt tatsächlich Schrittverluste war oder der Motor hat sich einfach schlecht gedreht, da der Schrittmotortreiber zu Schwach eingestellt war.
Dadurch wird der Schrittmotortreiber etwas Wärmer aber der wird mit einem Lüfter wieder runter gekühlt.
Vielleicht noch ein Paar Einstellungen in Simplify3D einstellen, dann dürfte alles passen.
Und vielen Dank für die Antworten.
Gruss
2-mal bearbeitet. Zuletzt am 17.10.19 10:29.
Wahrscheinlich zuwenig oder garnicht gekühlt und dadurch gab es eine Verstopfung?
Das mit dem Extruderkühler habe ich verwechselt mit Hotendkühler.
Der Extruderkühler sollte ja immer laufen, sonst wird das Filament im Kühlkörper Weich und gibt eine Verstopfung.
Achja, mein Drucker hat wieder so Probleme gemacht, dass das Filament Wohlmöglich unregelmäßig raus kam (Wellenlinien), für mich waren es eindeutig Schrittverluste beim Extruder, und das war anscheinend auch von Anfang an der Fall.
Mein Schrittmotortreiber für den Extruder war am anfang auf 550mV und das hatte Wohl mit dem neuen 24 Volt Netzteil Probleme gemacht, da es ja mit mein 12 Volt Netzteil immer Problemlos geklappt hat.
Jetzt habe ich den Schrittmotortreiber für den Extruder mal auf 800mV eingestellt und jetzt zieht er auch schöne gerade Linien und der Extrudermotor dreht sich jetzt auch Feiner.
Ich habe keine Ahnung ob es jetzt tatsächlich Schrittverluste war oder der Motor hat sich einfach schlecht gedreht, da der Schrittmotortreiber zu Schwach eingestellt war.
Dadurch wird der Schrittmotortreiber etwas Wärmer aber der wird mit einem Lüfter wieder runter gekühlt.
Vielleicht noch ein Paar Einstellungen in Simplify3D einstellen, dann dürfte alles passen.
Und vielen Dank für die Antworten.
Gruss
2-mal bearbeitet. Zuletzt am 17.10.19 10:29.
|
Re: 3D Drucker Druckt nicht mehr so gut 17. October 2019 11:05 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 262 |
Quote
falko85
Ja, schon heftig.
Wahrscheinlich zuwenig oder garnicht gekühlt und dadurch gab es eine Verstopfung?
Das mit dem Extruderkühler habe ich verwechselt mit Hotendkühler.
Der Extruderkühler sollte ja immer laufen, sonst wird das Filament im Kühlkörper Weich und gibt eine Verstopfung.
Achja, mein Drucker hat wieder so Probleme gemacht, dass das Filament Wohlmöglich unregelmäßig raus kam (Wellenlinien), für mich waren es eindeutig Schrittverluste beim Extruder, und das war anscheinend auch von Anfang an der Fall.
Mein Schrittmotortreiber für den Extruder war am anfang auf 550mV und das hatte Wohl mit dem neuen 24 Volt Netzteil Probleme gemacht, da es ja mit mein 12 Volt Netzteil immer Problemlos geklappt hat.
Jetzt habe ich den Schrittmotortreiber für den Extruder mal auf 800mV eingestellt und jetzt zieht er auch schöne gerade Linien und der Extrudermotor dreht sich jetzt auch Feiner.
Ich habe keine Ahnung ob es jetzt tatsächlich Schrittverluste war oder der Motor hat sich einfach schlecht gedreht, da der Schrittmotortreiber zu Schwach eingestellt war.
Dadurch wird der Schrittmotortreiber etwas Wärmer aber der wird mit einem Lüfter wieder runter gekühlt.
Vielleicht noch ein Paar Einstellungen in Simplify3D einstellen, dann dürfte alles passen.
Und vielen Dank für die Antworten.
Gruss
Hallo,
es gibt eigentlich hauptsächlich einen Hotendkühler (der sollte immer volle Pulle laufen,bei mir läuft der sobald ich den Drucker einschalte) und einen Bauteilkühler (den sollte man regeln können).
1-mal bearbeitet. Zuletzt am 17.10.19 11:19.
Gruß
Armin
Sparkcube | DuetWifi | PanelDue 4.3 | Meanwell RSP 320-15 | Extruder RepRap.Fab Microbarrel, Big Booster direkt |
DICE | AZSMZ-Mini | Raspberry Pi3 | RPI USV+ | MicroBarrel RepRap.Fab | Delta-Eigenbau | Radds | Raspberry Pi3 | e3D V6
|
Re: 3D Drucker Druckt nicht mehr so gut 17. October 2019 11:20 |
Registrierungsdatum: 5 Jahre zuvor Beiträge: 21 |
Ich sage zum Bauteilkühler immer Hotendkühler. 
Dann weiss ich ja jetzt Bescheid, danke.
Edit: Dann zum Hotendkühler:
Den habe ich auch immer am laufen, da ich darmals auch meine Erfahrungen damit gemacht habe was passiert, wenn der mal nicht läuft.
Gruss
3-mal bearbeitet. Zuletzt am 17.10.19 12:05.
Dann weiss ich ja jetzt Bescheid, danke.
Edit: Dann zum Hotendkühler:
Den habe ich auch immer am laufen, da ich darmals auch meine Erfahrungen damit gemacht habe was passiert, wenn der mal nicht läuft.
Gruss
3-mal bearbeitet. Zuletzt am 17.10.19 12:05.
|
Re: 3D Drucker Druckt nicht mehr so gut 17. October 2019 16:24 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.194 |
Quote
falko85
Ja, schon heftig.
Wahrscheinlich zuwenig oder garnicht gekühlt und dadurch gab es eine Verstopfung?
....
Nein, keineswegs!

Die Lösung ist einerseits viel profaner und anderseits viel diffiziler, weil reines Einstellungsproblem.
Ich habe Dir ja die Abmessungen angegeben, 9 x 16 mm (oval) mit 3 Bohrungen, 2x 2mm durchgehend und 1x 4 mm unten im Schaft und oben für einen Schraubenkopf die letzten 2,5 mm auf 6 mm Weite vergrößert.
Es liegt einfach daran, dass ich meine Standardeinstellungen verwendet habe, und die reichen für so Kleinteile halt nicht.
Dazu gehört u.a., dass ich in aller Regel für Retract einen negativen Restart-Wert nutze (-0,20 mm). Beim Drucken der letzten 2,5 mm Höhe werden die Bahnen durch den 6mm Durchmesser der größeren Bohrung aber so klein, dass der negative Restart teils größer ist als der darauffolgende Vorschub für den nächsten Abschnitt einer Bahn, also wird sozusagen "leer" gedruckt, weil in Summe der Retract und der Vorschub negativ sind, das summiert sich, wenn es blöd kommt und es ist blöd gekommen. Der nachfolgende Layer verliert über der Lücke den Kontakt zum Untergrund und schon hat man den Salat.Wenn das einmal angefangen hat, ist es nicht mehr zu stoppen.
In S3D Tab Advanced die Option "Retract only when crossing open spaces" aktivieren und gut isses. Dann macht er im Druckbereich für dieses kleine Ding keinen Retract mehr, dann kann auch keine Lücke entstehen und auch somit kein solches Gewurle.
Bei so Kleinteilen muss man aber auch mit der Printvorschau penibel austaxieren, was die beste Extrusion Width ist. Ich bin bei 0,43 mit der 0,40er Düse gekommen, größer oder kleiner hat zu schlechteren Ergebnissen geführt. Es lohnt sich zu experimentieren, mein Standard liegt normal bei den 0,48 - 0,52 mm
Der endgültig Druck ist übrigens nahezu perfekt geworden.
H.
PS: Trinckle.com hat übrigens abgelehnt, das Teil zu laser-sintern, die Wandungen seien zu dünn ;-)
1-mal bearbeitet. Zuletzt am 17.10.19 16:29.
|
Re: 3D Drucker Druckt nicht mehr so gut 22. October 2019 21:23 |
Registrierungsdatum: 5 Jahre zuvor Beiträge: 21 |
Ja, das stimmt.
Um die richtige Einstellungen zu finden, kann manchmal sehr viel Zeit in Anspruch nehmen..
Bei mir habe ich jetzt in S3D folgendes Eingestellt:
Düsen-Durchmesser: 0,40mm
Extrusions-Multiplikator: 0,95
Extrusionsbreite: 0,40mm
Einzugs-Geschwindigkeit: 60mm/Sek
Die Extrusionsbreite lasse ich erstmal auf 0,40mm.
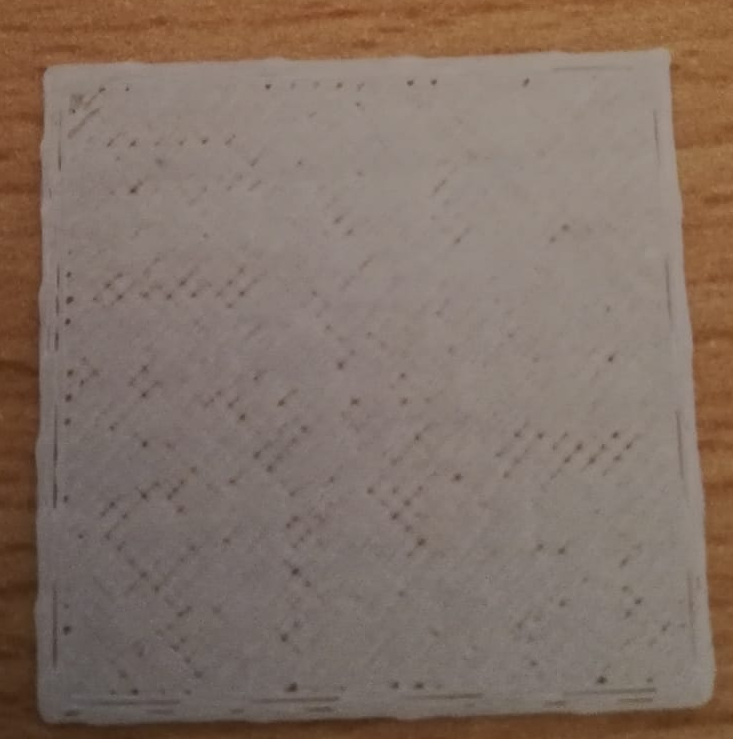
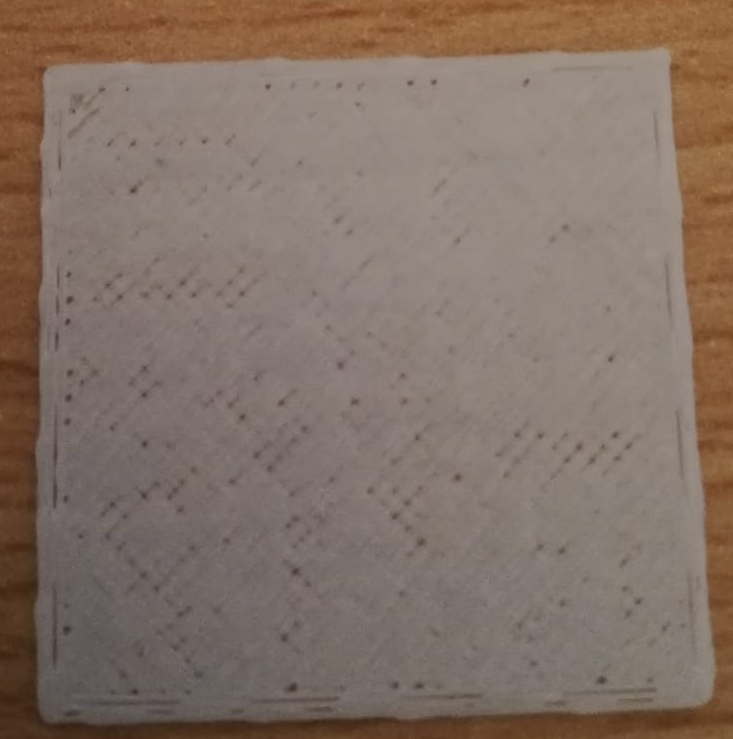
Ich habe mehrere kleine Objekte gedruckt und die Schichten sehen eigentlich gut aus, nur wenn ich einen Block Drucke, dann habe ich keine gerade Wand.
Im Anhang habe ich 2 Bilder hochgeladen, einen Block und einen Einkaufschip.
Der Einkaufschip sieht für mich OK aus, aber der Block sieht schlecht aus.
Wie kann man dieses Problem denn beheben?
Hier noch ein Paar Daten:
Erste Layerhöhe: 0,18mm und jede weitere 0,2mm
Umfanghüllen: 3
Füllung: 55%
Hotend Temp: 205°
Heizbett: 50°
Danke schon mal im Voraus.
Gruss
Um die richtige Einstellungen zu finden, kann manchmal sehr viel Zeit in Anspruch nehmen..
Bei mir habe ich jetzt in S3D folgendes Eingestellt:
Düsen-Durchmesser: 0,40mm
Extrusions-Multiplikator: 0,95
Extrusionsbreite: 0,40mm
Einzugs-Geschwindigkeit: 60mm/Sek
Die Extrusionsbreite lasse ich erstmal auf 0,40mm.
Ich habe mehrere kleine Objekte gedruckt und die Schichten sehen eigentlich gut aus, nur wenn ich einen Block Drucke, dann habe ich keine gerade Wand.
Im Anhang habe ich 2 Bilder hochgeladen, einen Block und einen Einkaufschip.
Der Einkaufschip sieht für mich OK aus, aber der Block sieht schlecht aus.
Wie kann man dieses Problem denn beheben?
Hier noch ein Paar Daten:
Erste Layerhöhe: 0,18mm und jede weitere 0,2mm
Umfanghüllen: 3
Füllung: 55%
Hotend Temp: 205°
Heizbett: 50°
Danke schon mal im Voraus.
Gruss
|
Re: 3D Drucker Druckt nicht mehr so gut 23. October 2019 11:42 |
Registrierungsdatum: 5 Jahre zuvor Beiträge: 21 |
Mir ist aufgefallen, das mein Heizbett immer um die 10 Grad mehr aufheizt wie angegeben, das kann ja auch nicht sein.
Wenn ich z.B. 50 Grad einstelle, dann wird das Heizbett ca. 62 Grad warm und geht dann wieder bei 50 Grad runter und heizt dann wieder bis ca. 62 Grad auf usw.
Also das Heizbett schaltet sich immer erst bei ca. 62 Grad ab und heizt dann wieder bis ca. 62 Grad auf, wenn er wieder kälter ist als 50 Grad.
Mein Heizbett ist ja für 12 und 24 Volt geeignet und ich benutze seit einigen Tagen 24 Volt Netzteil.
Vielleicht ist es unten einfach zu Warm, weshalb sich das Bauteil unten auch etwas verformt.
Hat jemand eine Idee, wie ich das Problem lösen kann?
Edit: Ich habe gerade gemerkt, das PidTempBed nicht aktiviert ist und werde das mal aktivieren und Messen, anschließend werde ich die Daten mal aktualisieren.
Gruss
1-mal bearbeitet. Zuletzt am 23.10.19 11:57.
Wenn ich z.B. 50 Grad einstelle, dann wird das Heizbett ca. 62 Grad warm und geht dann wieder bei 50 Grad runter und heizt dann wieder bis ca. 62 Grad auf usw.
Also das Heizbett schaltet sich immer erst bei ca. 62 Grad ab und heizt dann wieder bis ca. 62 Grad auf, wenn er wieder kälter ist als 50 Grad.
Mein Heizbett ist ja für 12 und 24 Volt geeignet und ich benutze seit einigen Tagen 24 Volt Netzteil.
Vielleicht ist es unten einfach zu Warm, weshalb sich das Bauteil unten auch etwas verformt.
Hat jemand eine Idee, wie ich das Problem lösen kann?
Edit: Ich habe gerade gemerkt, das PidTempBed nicht aktiviert ist und werde das mal aktivieren und Messen, anschließend werde ich die Daten mal aktualisieren.
//#define PIDTEMPBED <<---------------------------------- //#define BED_LIMIT_SWITCHING /** * Max Bed Power * Applies to all forms of bed control (PID, bang-bang, and bang-bang with hysteresis). * When set to any value below 255, enables a form of PWM to the bed that acts like a divider * so don't use it unless you are OK with PWM on your bed. (See the comment on enabling PIDTEMPBED) */ #define MAX_BED_POWER 255 // limits duty cycle to bed; 255=full current #if ENABLED(PIDTEMPBED) //#define PID_BED_DEBUG // Sends debug data to the serial port. //120V 250W silicone heater into 4mm borosilicate (MendelMax 1.5+) //from FOPDT model - kp=.39 Tp=405 Tdead=66, Tc set to 79.2, aggressive factor of .15 (vs .1, 1, 10) #define DEFAULT_bedKp 10.00 #define DEFAULT_bedKi .023 #define DEFAULT_bedKd 305.4 //120V 250W silicone heater into 4mm borosilicate (MendelMax 1.5+) //from pidautotune //#define DEFAULT_bedKp 97.1 //#define DEFAULT_bedKi 1.41 //#define DEFAULT_bedKd 1675.16 // FIND YOUR OWN: "M303 E-1 C8 S90" to run autotune on the bed at 90 degreesC for 8 cycles. #endif // PIDTEMPBED
Gruss
1-mal bearbeitet. Zuletzt am 23.10.19 11:57.
|
Re: 3D Drucker Druckt nicht mehr so gut 23. October 2019 12:39 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.194 |
... zu warm kann durchaus sein, spielt wenn, dann bei PLA eine Rolle, weil da je nach Hersteller die Erweichungstemperatur bei etwas über 60° liegt.
Wolltse Dir heute Nachmittag auf den vorigen Post antworten, aber das Forum war "abwesend"; hier nochmal der Text, ob das Bild sich einbinden lässt, wird man sehen ...
H.
... der Block ist ja auch ein ganz anderes Spiel als der Einkaufschip!
Chip ist flach und ohne Ecken und Kanten,
Block ist zerklüftet, mit diversen Flächen (aus Layer-Sicht) und unterschiedlichen Höhen derselben.
Wenn ich mich recht erinnere, hast Du keine Einstellungen in EXTRUDER betr. Retract, daran wird es liegen.
Je kleiner die Flächen, desto schwieriger wird die Einstellerei.
Grundsatz: Der Retact soll beim Positionswechsel den Druck aus der Düse nehmen, damit sie nicht ungewollt ausläuft, indem das Filament etwas zurück gezogen wird, was wiederum ein neues Problem aufwirft: beim Vorschieben auf E0,000 sifft die Düse trotzdem. Dem wiederum kann man begegnen, indem man den Restart-Wert negativ einstellt, bei mir sind das 0,13 - 0,15 mm (- !). Dazu muss man auch mit der Lift-Einstellung spielen, nicht zu schnell und nicht zu langsam, fang mal mit 25 mm/s an. Das ist alles auch vom Filament abhängig, der Temperatur und dem Viskositätsverhalten des Materials. Darf man nicht als statische Werte mißverstehen.
Wie feinfühlig Einstellungen zu machen sind, siehst Du an dem Bild. Hat jemand im S3D-Forum die ultimative Erwartung geäußert, dass S3D diese "Bügel-Funktion" wie Cura haben müsse (schließlich kostet S3D und Cura ist kostenlos ;-) ) , nur er habe sie noch nicht gefunden ...
Wird er auch nicht, denn das kennt S3D (noch) nicht, Meinetwegen, wer es braucht. Sicher ist nur, dass man mit "bügeln" vorherige Fehler glättet und mir persönlich ist es wichtig, mir die richtigen Einstellungen zu erarbeiten.
Dein Multiplier ist ebenfalls kein statischer Wert. Er hängt ursächlich vom eingestellten Durchmesser und der Qualität des Filaments ab, die Wärmedehnung spielt bestimmt auch eine Rolle, aber das merkt man nicht, wenn man nur das Ergebnis beobachtet - und darauf kommts an.
Deine Extrusionsbreite hat kein optimales Verhältnis zur Layerhöhe. Du druckst 50% der Breite in die Höhe, das ist der Anfang eines kritischen Wertes. Und meine Erfahrung zeigt mir, dass die E-Breite = Düsendurchmesser auch nicht optimal ist. Das austretende Material soll doch in die Breite gedrückt werden, schleppst Du die Materialfahne nur der Düse hinterher, hast Du ein anderes Ergebnis.
Ich verändere Extrusionsbreiten eigentlich nur, wenn es darum geht, eine Wandung so zu drucken, dass kein Infill notwendig ist; aber auch dazu gibt es in Advanced Einstellmöglichkeiten und das kann man alles in der Vorschau penibel abtaxieren, wie es kommen wird.
H.
Bild zu groß, kommt später
2-mal bearbeitet. Zuletzt am 23.10.19 12:43.
Wolltse Dir heute Nachmittag auf den vorigen Post antworten, aber das Forum war "abwesend"; hier nochmal der Text, ob das Bild sich einbinden lässt, wird man sehen ...
H.
... der Block ist ja auch ein ganz anderes Spiel als der Einkaufschip!
Chip ist flach und ohne Ecken und Kanten,
Block ist zerklüftet, mit diversen Flächen (aus Layer-Sicht) und unterschiedlichen Höhen derselben.
Wenn ich mich recht erinnere, hast Du keine Einstellungen in EXTRUDER betr. Retract, daran wird es liegen.
Je kleiner die Flächen, desto schwieriger wird die Einstellerei.
Grundsatz: Der Retact soll beim Positionswechsel den Druck aus der Düse nehmen, damit sie nicht ungewollt ausläuft, indem das Filament etwas zurück gezogen wird, was wiederum ein neues Problem aufwirft: beim Vorschieben auf E0,000 sifft die Düse trotzdem. Dem wiederum kann man begegnen, indem man den Restart-Wert negativ einstellt, bei mir sind das 0,13 - 0,15 mm (- !). Dazu muss man auch mit der Lift-Einstellung spielen, nicht zu schnell und nicht zu langsam, fang mal mit 25 mm/s an. Das ist alles auch vom Filament abhängig, der Temperatur und dem Viskositätsverhalten des Materials. Darf man nicht als statische Werte mißverstehen.
Wie feinfühlig Einstellungen zu machen sind, siehst Du an dem Bild. Hat jemand im S3D-Forum die ultimative Erwartung geäußert, dass S3D diese "Bügel-Funktion" wie Cura haben müsse (schließlich kostet S3D und Cura ist kostenlos ;-) ) , nur er habe sie noch nicht gefunden ...
Wird er auch nicht, denn das kennt S3D (noch) nicht, Meinetwegen, wer es braucht. Sicher ist nur, dass man mit "bügeln" vorherige Fehler glättet und mir persönlich ist es wichtig, mir die richtigen Einstellungen zu erarbeiten.
Dein Multiplier ist ebenfalls kein statischer Wert. Er hängt ursächlich vom eingestellten Durchmesser und der Qualität des Filaments ab, die Wärmedehnung spielt bestimmt auch eine Rolle, aber das merkt man nicht, wenn man nur das Ergebnis beobachtet - und darauf kommts an.
Deine Extrusionsbreite hat kein optimales Verhältnis zur Layerhöhe. Du druckst 50% der Breite in die Höhe, das ist der Anfang eines kritischen Wertes. Und meine Erfahrung zeigt mir, dass die E-Breite = Düsendurchmesser auch nicht optimal ist. Das austretende Material soll doch in die Breite gedrückt werden, schleppst Du die Materialfahne nur der Düse hinterher, hast Du ein anderes Ergebnis.
Ich verändere Extrusionsbreiten eigentlich nur, wenn es darum geht, eine Wandung so zu drucken, dass kein Infill notwendig ist; aber auch dazu gibt es in Advanced Einstellmöglichkeiten und das kann man alles in der Vorschau penibel abtaxieren, wie es kommen wird.
H.
Bild zu groß, kommt später

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
2-mal bearbeitet. Zuletzt am 23.10.19 12:43.
|
Re: 3D Drucker Druckt nicht mehr so gut 23. October 2019 17:15 |
Registrierungsdatum: 5 Jahre zuvor Beiträge: 21 |
Vielen Dank für die Mühe.
Ich habe jetzt erstmal meine Heizplatte konfiguriert, nun habe ich da jetzt auch eine Konstante Temperatur.
Da bei einer Bauteil von mir eine Wand sehr dünn ist, würde der Drucker diese dann nicht drucken und bräuchte dann eine etwas kleinere Düse.
Als ich noch mein altes Hotend hatte, habe ich folgende Extruder-Einstellungen gehabt für 0,4mm Düsendurchmesser:
Düsen-Durchmesser: 0,35mm
Extrusions-Multiplikator: 0,90
Extrusionsbreite: 0,40mm
Ich habe im Bereich Extruder einfach die Standard-Einstellungen so gelassen wie sie waren und meine gedruckte Teile waren sehr gut.
Trotz das ich eine 0,4mm Düse habe, habe ich damals bei S3D den Düsendurchmesser auf 0,35mm gelassen.
Aber mein neues Hotend verhält sich einfach ganz anders.
Gruss
Ich habe jetzt erstmal meine Heizplatte konfiguriert, nun habe ich da jetzt auch eine Konstante Temperatur.
Ich habe nur die Einzugs-Geschwindigkeit von 30 auf 60mm/Sek geändert und der Einzugsabstand ist auf 1mm, sonst habe ich da noch nichts geändert.Quote
horst.w
Wenn ich mich recht erinnere, hast Du keine Einstellungen in EXTRUDER betr. Retract, daran wird es liegen.
Ich habe 0,4mm Extrusionsbreite gewählt, da ich auch sehr kleine Bauteile drucke und wenn ich die Extrusionsbreite etwas größer mache, dann kann ich ein bestimmtes Bauteil nicht Drucken.Quote
horst.w
Deine Extrusionsbreite hat kein optimales Verhältnis zur Layerhöhe. Du druckst 50% der Breite in die Höhe, das ist der Anfang eines kritischen Wertes. Und meine Erfahrung zeigt mir, dass die E-Breite = Düsendurchmesser auch nicht optimal ist. Das austretende Material soll doch in die Breite gedrückt werden, schleppst Du die Materialfahne nur der Düse hinterher, hast Du ein anderes Ergebnis.
Ich verändere Extrusionsbreiten eigentlich nur, wenn es darum geht, eine Wandung so zu drucken, dass kein Infill notwendig ist; aber auch dazu gibt es in Advanced Einstellmöglichkeiten und das kann man alles in der Vorschau penibel abtaxieren, wie es kommen wird.
Da bei einer Bauteil von mir eine Wand sehr dünn ist, würde der Drucker diese dann nicht drucken und bräuchte dann eine etwas kleinere Düse.
Als ich noch mein altes Hotend hatte, habe ich folgende Extruder-Einstellungen gehabt für 0,4mm Düsendurchmesser:
Düsen-Durchmesser: 0,35mm
Extrusions-Multiplikator: 0,90
Extrusionsbreite: 0,40mm
Ich habe im Bereich Extruder einfach die Standard-Einstellungen so gelassen wie sie waren und meine gedruckte Teile waren sehr gut.
Trotz das ich eine 0,4mm Düse habe, habe ich damals bei S3D den Düsendurchmesser auf 0,35mm gelassen.
Aber mein neues Hotend verhält sich einfach ganz anders.
Ich werde das dann auch mal Versuchen und vielen Dank für die Antwort.Quote
horst.w
Grundsatz: Der Retact soll beim Positionswechsel den Druck aus der Düse nehmen, damit sie nicht ungewollt ausläuft, indem das Filament etwas zurück gezogen wird, was wiederum ein neues Problem aufwirft: beim Vorschieben auf E0,000 sifft die Düse trotzdem. Dem wiederum kann man begegnen, indem man den Restart-Wert negativ einstellt, bei mir sind das 0,13 - 0,15 mm (- !). Dazu muss man auch mit der Lift-Einstellung spielen, nicht zu schnell und nicht zu langsam, fang mal mit 25 mm/s an. Das ist alles auch vom Filament abhängig, der Temperatur und dem Viskositätsverhalten des Materials. Darf man nicht als statische Werte mißverstehen.
Gruss
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.