Volumenstrommessung des Filamentvortrieb
geschrieben von mstolt
|
Volumenstrommessung des Filamentvortrieb 02. September 2013 09:47 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 110 |
Nach dem mein Drucker fertig gebaut ist, habe ich mich mit dem Thema Kalibrierung auseinander gesetzt. Überall wird betont wie wichtig das für gute Druckergebnisse ist. Es werden immer die zwei Parameter für die Einstellungen des Vortriebs abgefragt: Dicke des Filaments und Länge des Vortriebs (für die Einstellung der Extruder-Steps).
Es geht erstmal bei der Extruderkalibrierung um den korrekten Volumenstrom für das Filament. Also die Menge an Filament, die pro Zeiteinheit durch den Extruder gepresst wird.
Die E-Steps soll man für die unterschiedlichen Filamente und Schichtdicken (mindestens aber Düsendurchmesser) ausmessen und als Parameter bereithalten.
Ist ja auch klar, wenn die Zähne des Filamenttransportes unterschiedlich tief in das Filament eindrücken, dann ändert sich der Durchmesser über den das Filament transportiert wird und damit bei konstantem Drehwinkel die Länge des transportierten Filaments.
Nach dem im anderen Thread ausführlich über die Filamentdickenmessung diskutiert wurde folgt hier nun die Ergänzung dazu die Längenmessung.
Denn nur wenn Dicke und Länge des (idealerweise) Zylinders bekannt sind, kann man das Volumen bestimmen und entsprechend in einen Regelkreis für die Vortriebssteuerung erstellen.
Bitte hier keine Dickenmessung diskutieren, das sollte im anderen Thread passieren.
Im Prinzip stelle ich mir eine Einheit aus Längen und Dickenmessung vor aus der dann der Korrektur Parameter für den Extruder "herauskommt" und direkt in die Firmware eingespeist werden kann. Für die Theoretiker unter uns: damit wird dann aus der derzeitigen Steuerung (ohne Rückkopplung) beinahe eine Regelung mit Rückkopplung, zumindest eine Steuerung mit dynamischen Parametern (wenn es denn so was gibt)
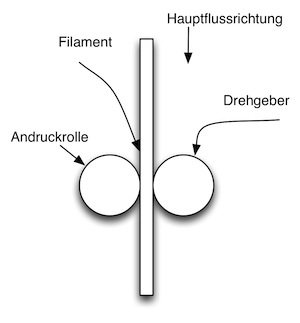
Die Idee ist einfach. Der Filament wird von eine Andruckrolle gegen einen Drehgeber gedrückt, der inkrementel Impulse für vorwärts oder rückwärts gibt. Die werden von einer Elektromik (dem Arduino der bei der Dickenmessung benutzt wird) ausgewertet und mit dem Wert der Dickenmessung verknüpft. Das ganze wird dann als Korrekturparameter in die Druckelektronik geschoben.
Für dual Extruder natürlich zweimal das ganze. Gut an diesem Aufbau ist das er nicht von der Dicke der Filamente oder deren Art abhängt. Das schlechte ist das Drehgeber recht teuer sind. Vor allem hochauflösende.
Gruß
Matthias
Es geht erstmal bei der Extruderkalibrierung um den korrekten Volumenstrom für das Filament. Also die Menge an Filament, die pro Zeiteinheit durch den Extruder gepresst wird.
Die E-Steps soll man für die unterschiedlichen Filamente und Schichtdicken (mindestens aber Düsendurchmesser) ausmessen und als Parameter bereithalten.
Ist ja auch klar, wenn die Zähne des Filamenttransportes unterschiedlich tief in das Filament eindrücken, dann ändert sich der Durchmesser über den das Filament transportiert wird und damit bei konstantem Drehwinkel die Länge des transportierten Filaments.
Nach dem im anderen Thread ausführlich über die Filamentdickenmessung diskutiert wurde folgt hier nun die Ergänzung dazu die Längenmessung.
Denn nur wenn Dicke und Länge des (idealerweise) Zylinders bekannt sind, kann man das Volumen bestimmen und entsprechend in einen Regelkreis für die Vortriebssteuerung erstellen.
Bitte hier keine Dickenmessung diskutieren, das sollte im anderen Thread passieren.
Im Prinzip stelle ich mir eine Einheit aus Längen und Dickenmessung vor aus der dann der Korrektur Parameter für den Extruder "herauskommt" und direkt in die Firmware eingespeist werden kann. Für die Theoretiker unter uns: damit wird dann aus der derzeitigen Steuerung (ohne Rückkopplung) beinahe eine Regelung mit Rückkopplung, zumindest eine Steuerung mit dynamischen Parametern (wenn es denn so was gibt)
Die Idee ist einfach. Der Filament wird von eine Andruckrolle gegen einen Drehgeber gedrückt, der inkrementel Impulse für vorwärts oder rückwärts gibt. Die werden von einer Elektromik (dem Arduino der bei der Dickenmessung benutzt wird) ausgewertet und mit dem Wert der Dickenmessung verknüpft. Das ganze wird dann als Korrekturparameter in die Druckelektronik geschoben.

Für dual Extruder natürlich zweimal das ganze. Gut an diesem Aufbau ist das er nicht von der Dicke der Filamente oder deren Art abhängt. Das schlechte ist das Drehgeber recht teuer sind. Vor allem hochauflösende.
Gruß
Matthias
{kind=link}
{kind=link}
|
Re: Volumenstrommessung des Filamentvortrieb 02. September 2013 12:09 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 86 |
Moin!
Hmmm. Du mm Dampfmaschine und Milch Mädchen...
Wie hoch muss denn die Auflösung sein? Benötigt man eine konstante vorschubmessung? Wie oft muss der vorschubwert denn angepasst werden?
Ich frage deshalb weil ich als solches ja noch keinen Drucker habe mich das Thema aber nun doch interessiert, siehe anderen thread.
Eine Idee dies einfach zu bauen hätte ich ja. Nutzt bloß nix wenn bestimmte Voraussetzungen erfüllt sein müssen.
Mfg magicworx
Hmmm. Du mm Dampfmaschine und Milch Mädchen...
Wie hoch muss denn die Auflösung sein? Benötigt man eine konstante vorschubmessung? Wie oft muss der vorschubwert denn angepasst werden?
Ich frage deshalb weil ich als solches ja noch keinen Drucker habe mich das Thema aber nun doch interessiert, siehe anderen thread.
Eine Idee dies einfach zu bauen hätte ich ja. Nutzt bloß nix wenn bestimmte Voraussetzungen erfüllt sein müssen.
Mfg magicworx
|
Re: Volumenstrommessung des Filamentvortrieb 02. September 2013 13:26 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 110 |
Hi Zauberer,
dazu wie genau das sein muss kann ich auch noch nichts sagen. Mein Drucker druckt auch erst seit gestern. Aber wenn in der Dickenmessung es auf Hunderstel Millimeter ankommt (gewünscht) und der Vortrieb des Extruders mit 3200 (Halb-)Schritten am Extruder Stepper und einer Untersetzung von sagen wir mal 59/11 dann kommen wir auf grob 17000 Schritte für eine Umdrehung der Extruder-Achse. Bei mir ist die so bummelig 10mm im Durchmesser. Also ca. 31.4 mm im Umfang also 0.0018 mm pro Schritt
Das ist lächerlich genau (schreit der kleine Mann auf der Schulter). Die Praktiker mögen mich eine besseren belehren. Die andere Rechnung mit den niedrigen Werten ist 200 Schritte für den Motor, Direct-Drive auf 5 mm Achse macht 0.0785 mm Vortrieb pro Schritt.
Also der Bereich von 0.0018mm bis 0.0785 mm ist die Längeneinheit, die man steuern kann (Plus/Minus der Retract Ungenauigkeiten, Spiel in den Achslagern und so weiter).
Das Messrad sollte schön klein sein, damit man einen grossen Winkel durchläuft. Mit 200 Schritten Auflösung des Drehgebers, landen wir bei einer 5mm Achse, um den grösseren Grenzwert zu erreichen (das wird wohl nix um nicht zu rutschen (?)).
Aber vielleicht werden die Schrittmotoren auch gar nicht sooo genau angesteuert oder eine kleinere Genauigkeit hilft da auch schon. Bei den Kalibrierungsanweisungen geht es beim Messen immer um 0.1 mm (die übliche Messschieber Auflösung halt).
Bei einem Raddurchmesser von 10 mm am Drehgeber würde ein 200 Impulse pro Umdrehung Drehgeber schon mal auf 0.157 mm Genauigkeit bringen (ohne die Verschlechterung durch Lagerspiel etc.).
Da müsste man mal wieder die Praktiker fragen, ob die glauben das das was bringt.
CU
Matthias
dazu wie genau das sein muss kann ich auch noch nichts sagen. Mein Drucker druckt auch erst seit gestern. Aber wenn in der Dickenmessung es auf Hunderstel Millimeter ankommt (gewünscht) und der Vortrieb des Extruders mit 3200 (Halb-)Schritten am Extruder Stepper und einer Untersetzung von sagen wir mal 59/11 dann kommen wir auf grob 17000 Schritte für eine Umdrehung der Extruder-Achse. Bei mir ist die so bummelig 10mm im Durchmesser. Also ca. 31.4 mm im Umfang also 0.0018 mm pro Schritt
Das ist lächerlich genau (schreit der kleine Mann auf der Schulter). Die Praktiker mögen mich eine besseren belehren. Die andere Rechnung mit den niedrigen Werten ist 200 Schritte für den Motor, Direct-Drive auf 5 mm Achse macht 0.0785 mm Vortrieb pro Schritt.
Also der Bereich von 0.0018mm bis 0.0785 mm ist die Längeneinheit, die man steuern kann (Plus/Minus der Retract Ungenauigkeiten, Spiel in den Achslagern und so weiter).
Das Messrad sollte schön klein sein, damit man einen grossen Winkel durchläuft. Mit 200 Schritten Auflösung des Drehgebers, landen wir bei einer 5mm Achse, um den grösseren Grenzwert zu erreichen (das wird wohl nix um nicht zu rutschen (?)).
Aber vielleicht werden die Schrittmotoren auch gar nicht sooo genau angesteuert oder eine kleinere Genauigkeit hilft da auch schon. Bei den Kalibrierungsanweisungen geht es beim Messen immer um 0.1 mm (die übliche Messschieber Auflösung halt).
Bei einem Raddurchmesser von 10 mm am Drehgeber würde ein 200 Impulse pro Umdrehung Drehgeber schon mal auf 0.157 mm Genauigkeit bringen (ohne die Verschlechterung durch Lagerspiel etc.).
Da müsste man mal wieder die Praktiker fragen, ob die glauben das das was bringt.
CU
Matthias
|
Re: Volumenstrommessung des Filamentvortrieb 02. September 2013 13:32 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 18 |
Ich denke, dass die Messung der Filamentdicke der größte Störfaktor bei der Qualität ist. Aber vorausgesetzt man hat das durch eine Messung erledigt, dann ist die genaue Geschwindigkeit sicher einer der nächsten Faktoren.
Eine Abhilfe kann vielleicht sein, dass man den Einfluss unterschiedlicher Eindrücktiefen des Zahnrades verringert. Man könnte z.B. die Reibung und den Anpressdruck auf mehrere angetriebene Zahnräder aufteilen, sodass die Eindrucktiefe gegen Null geht. Ein schöner Vergleich sind immer die Drahtvorschubapparate von MIG/MAG-Schweißgeräten. Da wird gerne geworben mit "4 angetriebenen Zanhrädern".
Ansonsten ist tatsächlich eine Kalibrierung interessant, die die Einpresstiefe berücksichtigt.
Ich denke aber nicht, dass das kontinuierlich passieren kann und muss. Alleine das Vor- und Zürückziehen des Filaments beim Absetzen macht das schon kompliziert für die Software - Richtungswechsel.
Vielleicht reicht es, wenn man nur stichprobenartig bei längeren, konstanten Extrudierabschnitten, oder vielleicht gar nur am Anfang des Druckprozesses eine automatische Kalibirerung macht.
Eine Abhilfe kann vielleicht sein, dass man den Einfluss unterschiedlicher Eindrücktiefen des Zahnrades verringert. Man könnte z.B. die Reibung und den Anpressdruck auf mehrere angetriebene Zahnräder aufteilen, sodass die Eindrucktiefe gegen Null geht. Ein schöner Vergleich sind immer die Drahtvorschubapparate von MIG/MAG-Schweißgeräten. Da wird gerne geworben mit "4 angetriebenen Zanhrädern".
Ansonsten ist tatsächlich eine Kalibrierung interessant, die die Einpresstiefe berücksichtigt.
Ich denke aber nicht, dass das kontinuierlich passieren kann und muss. Alleine das Vor- und Zürückziehen des Filaments beim Absetzen macht das schon kompliziert für die Software - Richtungswechsel.
Vielleicht reicht es, wenn man nur stichprobenartig bei längeren, konstanten Extrudierabschnitten, oder vielleicht gar nur am Anfang des Druckprozesses eine automatische Kalibirerung macht.
|
Re: Volumenstrommessung des Filamentvortrieb 02. September 2013 16:46 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 110 |
Hi Itzi,
die Idee das Problem bei der Wurzel zu packen und das Filament an mehr als einer Rolle zu treiben gefällt mir. Bei meinem Aufbau (K8200/3Drag) mit dem Extruder an der X-Achse kann ich mir wahrscheinlich das grössere Gewicht dafür euch leisten.
Ob die Messung nun dauernd erfolgt (alle paar Nasen lang) oder nur einmal am Anfang macht eigentlich keinen Unterschied nur wird die Software für die Steuerung dadurch aufwendiger Der Wert kommt ohnehin vom Drehgeber. Das Hin- und Her des Filaments ist eigentlich auch egal, da die Software ohnehin die Impulse des Gebers zählt und für vorwärts/rückwärts entsprechende Impuls bekommt. Das Zählen mach quasi die Integration automatisch. Und wichtig ist ja nur de Summe die aus dem Extruder rauskommt.
So wie ich mir das vorstelle kommt beim Zusammenspiel zwischen der Dickenmessung und der Lauflängen-Messung am Ende sowieso nur ein gemeinsamer Wert als Korrekturwert für die Extrudersteuerung (z.B.) der Repetier heraus. In die eigentliche Repetier will ich da gar nicht viel eingreifen, sondern nur die bislang statischen Korrekturwerte mit dynamischen (frisch gemessenen) Werten verbessern.
Gruss
Matthias
die Idee das Problem bei der Wurzel zu packen und das Filament an mehr als einer Rolle zu treiben gefällt mir. Bei meinem Aufbau (K8200/3Drag) mit dem Extruder an der X-Achse kann ich mir wahrscheinlich das grössere Gewicht dafür euch leisten.
Ob die Messung nun dauernd erfolgt (alle paar Nasen lang) oder nur einmal am Anfang macht eigentlich keinen Unterschied nur wird die Software für die Steuerung dadurch aufwendiger
Der Wert kommt ohnehin vom Drehgeber. Das Hin- und Her des Filaments ist eigentlich auch egal, da die Software ohnehin die Impulse des Gebers zählt und für vorwärts/rückwärts entsprechende Impuls bekommt. Das Zählen mach quasi die Integration automatisch. Und wichtig ist ja nur de Summe die aus dem Extruder rauskommt.So wie ich mir das vorstelle kommt beim Zusammenspiel zwischen der Dickenmessung und der Lauflängen-Messung am Ende sowieso nur ein gemeinsamer Wert als Korrekturwert für die Extrudersteuerung (z.B.) der Repetier heraus. In die eigentliche Repetier will ich da gar nicht viel eingreifen, sondern nur die bislang statischen Korrekturwerte mit dynamischen (frisch gemessenen) Werten verbessern.
Gruss
Matthias
|
Re: Volumenstrommessung des Filamentvortrieb 03. September 2013 16:32 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.164 |
Hallo,
die notwendigkeit mehrere rollen zu verwenden für den vortrieb ist nicht gegeben bei richtiger anordnung der rollen. Beim schweißdraht schaut die geschichte schon ein wenig anders aus. Hier mussen die rollen über anpressdruck und nicht durch die plastische verformung den vortrieb bringen. Schaut euch mal den draht an ob dieser wenn er aus der düse kommt verformt ist oder irgendwelche tiefen rillen besitzt. Ich denke nicht.
Zu der geschichte mit dem vortrieb allgemein, eine weiterreichung der daten an repetier und dann die nachfolgende unmittelbare verarbeitung dieser wird nicht möglich sein denke ich. Wenn ich hier bei mir mit meinem drucker von pc aus drucke ist eine verzögerung der änderungen, geschwindigkeit, deutlich zu spüren und beträgt mehrere sekunden. Hier hilft eigentlich nur den schrittmotortreiber vom extruder auf ein eigenes board zu setzen und das hier autark zu machen. Anders wird es nicht gehen und im bezug auf die anderen filmware "schreiber/hersteller" sollte man unabhängig sein.
Länge wie durchmesser sind für einen genauen druck sehr, sehr, sehr wichtig. Hier könnte ich mir auch vorstellen kleine feinheiten einzubauen in die geschichte. Ideen dazu hätte ich.
Gruß
Mirco
die notwendigkeit mehrere rollen zu verwenden für den vortrieb ist nicht gegeben bei richtiger anordnung der rollen. Beim schweißdraht schaut die geschichte schon ein wenig anders aus. Hier mussen die rollen über anpressdruck und nicht durch die plastische verformung den vortrieb bringen. Schaut euch mal den draht an ob dieser wenn er aus der düse kommt verformt ist oder irgendwelche tiefen rillen besitzt. Ich denke nicht.
Zu der geschichte mit dem vortrieb allgemein, eine weiterreichung der daten an repetier und dann die nachfolgende unmittelbare verarbeitung dieser wird nicht möglich sein denke ich. Wenn ich hier bei mir mit meinem drucker von pc aus drucke ist eine verzögerung der änderungen, geschwindigkeit, deutlich zu spüren und beträgt mehrere sekunden. Hier hilft eigentlich nur den schrittmotortreiber vom extruder auf ein eigenes board zu setzen und das hier autark zu machen. Anders wird es nicht gehen und im bezug auf die anderen filmware "schreiber/hersteller" sollte man unabhängig sein.
Länge wie durchmesser sind für einen genauen druck sehr, sehr, sehr wichtig. Hier könnte ich mir auch vorstellen kleine feinheiten einzubauen in die geschichte
. Ideen dazu hätte ich.Gruß
Mirco
|
Re: Volumenstrommessung des Filamentvortrieb 03. September 2013 17:03 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 110 |
Hi Mirco,
ich meine nicht den Umweg über den PC, sondern die direkte Einspeisung in den Rechner des Drucker.
Das ist natürlich spezifisch für jede Firmware zu erledigen. Das Weg den Schrittmotortreiber zu versetzen ist aber auch von der Art der Schrittmotortreiber abhängig.
Zudem denke ich es ist es schwierig ist die Signale heil vom Controllerboard zu den Schrittmotor Treibern zu bekommen.
Man wird sehen.
Gruss
Matthias
1-mal bearbeitet. Zuletzt am 04.09.13 06:56.
ich meine nicht den Umweg über den PC, sondern die direkte Einspeisung in den Rechner des Drucker.
Das ist natürlich spezifisch für jede Firmware zu erledigen. Das Weg den Schrittmotortreiber zu versetzen ist aber auch von der Art der Schrittmotortreiber abhängig.
Zudem denke ich es ist es schwierig ist die Signale heil vom Controllerboard zu den Schrittmotor Treibern zu bekommen.
Man wird sehen.
Gruss
Matthias
1-mal bearbeitet. Zuletzt am 04.09.13 06:56.
|
Re: Volumenstrommessung des Filamentvortrieb 03. September 2013 17:19 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.164 |
|
Re: Volumenstrommessung des Filamentvortrieb 22. September 2013 07:07 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 219 |
Hatte in dem anderen Thread zu selben Thema bereits mal auf folgendes Patent als Infoquelle verwiesen:
http://forums.reprap.org/read.php?255,237490,247257#msg-247257
Blogs:
Meine 3D Druck Abenteuer
[3dptb.blogspot.de]
FLSUN Delta Drucker für Deutschland
[flsun-deutschland.blogspot.com]
Books on 3D patents:
[goo.gl] (english)
[www.amazon.de] (deutsch)
http://forums.reprap.org/read.php?255,237490,247257#msg-247257
Blogs:
Meine 3D Druck Abenteuer
[3dptb.blogspot.de]
FLSUN Delta Drucker für Deutschland
[flsun-deutschland.blogspot.com]
Books on 3D patents:
[goo.gl] (english)
[www.amazon.de] (deutsch)
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.