Some trouble with trajectory
Posted by turkka
|
Some trouble with trajectory January 23, 2012 11:27AM |
Registered: 12 years ago Posts: 22 |
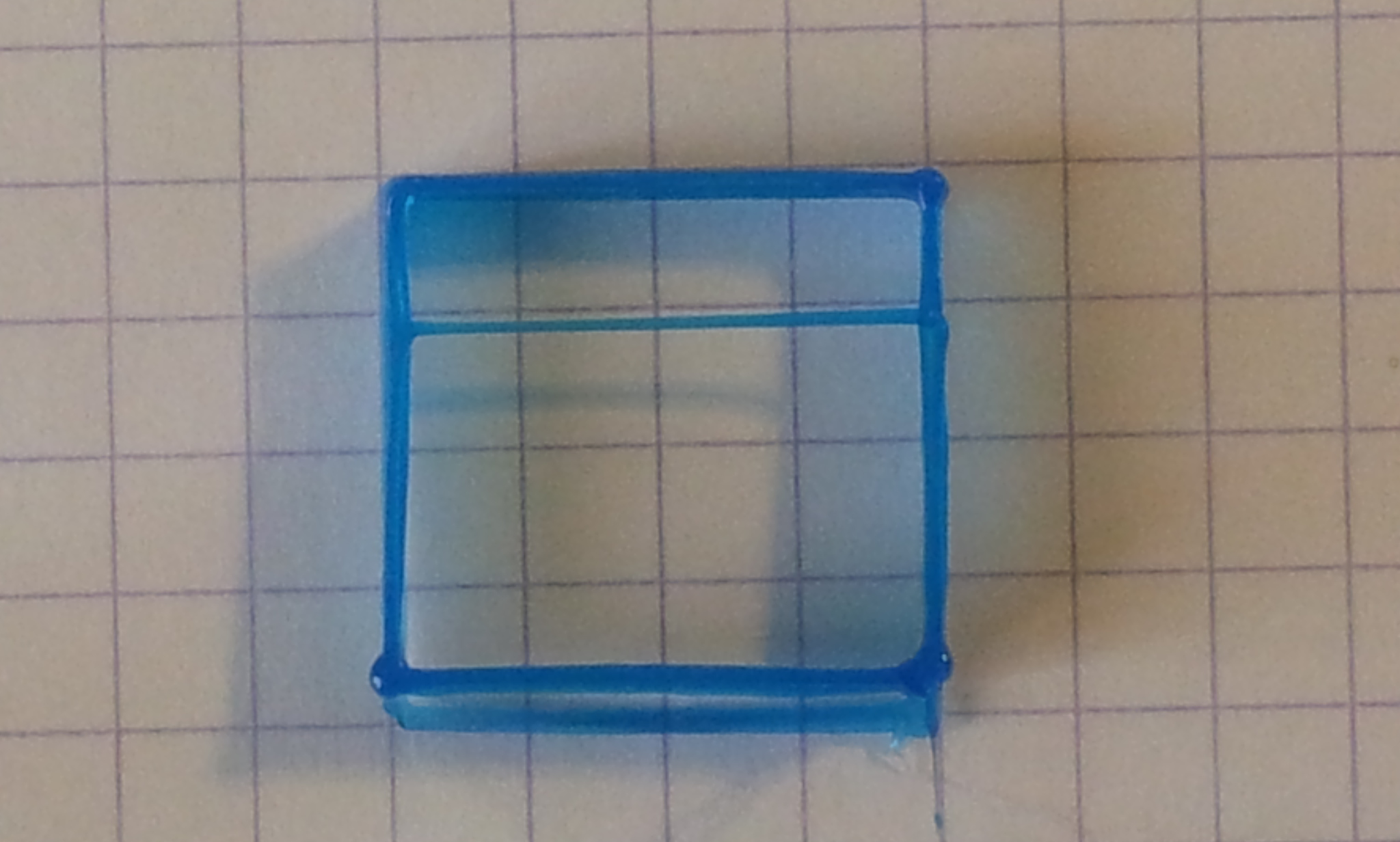
I use pronterface, Sfact and teacup, and i have some differences in trajectory between the layer 0, the others and the last. I join a picture, that's more effective than a long explanation. It's a thin wall cube 20 x 20 mm. I hope someone could help me to understand and solve that problem.
{kind=link}
{kind=link}
|
Re: Some trouble with trajectory January 23, 2012 11:56AM |
Admin Registered: 17 years ago Posts: 7,879 |
|
Re: Some trouble with trajectory January 23, 2012 01:13PM |
Registered: 12 years ago Posts: 22 |
|
Re: Some trouble with trajectory January 23, 2012 07:29PM |
Registered: 13 years ago Posts: 643 |
Teacup doesn't monitor the endstops except when homing. It may be lost steps on Y or X axis, depending on how the part was oriented on the printer. The first layer is often printed more slowly than subsequent layers, which would explain why the base turned out OK but the second layer failed. Turn up the power on that motor slightly and see if it improves. Or it could be too much power causing a stepper driver to overheat and cut out for a second, in which case turn the power down or improve the cooling on it.
|
Re: Some trouble with trajectory January 24, 2012 01:11AM |
Registered: 12 years ago Posts: 22 |
|
Re: Some trouble with trajectory January 24, 2012 04:15AM |
Registered: 12 years ago Posts: 22 |
I printed a rectangle, so the y-axis is wrong. I tried to increase or decrease engine power, but nothing has changed.
I attach a part of Gcode, and I don't know why :
From here
G1 X107.2 Y87.8 Z3.2
G1 E3.1
G1 X92.8 Y87.8 Z3.2 F1200.0 E0.32
G1 X92.8 Y112.2 E0.5422
G1 X107.2 Y112.2 E0.32
G1 X107.2 Y87.8 E0.5422
G1 F3000.0 E-3.0
; S1.0
; S0.8
G1 X107.2 Y87.8 Z3.6
G1 E3.1
G1 X92.8 Y87.8 Z3.6 F1200.0 E0.32
G1 X92.8 Y112.2 E0.5422
G1 X107.2 Y112.2 E0.32
G1 X107.2 Y87.8 E0.5422
G1 F3000.0 E-3.0
; S1.0
; S0.8
G1 X107.2 Y87.8 Z4.0
G1 E3.1
G1 X92.8 Y87.8 Z4.0 F1200.0 E0.32
To here, it's OK! And the print stops
If I order a move manually, the print restart to finish Gcode but with an offset
G1 X92.8 Y112.2 E0.5422
G1 X107.2 Y112.2 E0.32
G1 X107.2 Y87.8 E0.5422
G1 F3000.0 E-3.0
May be it's due to firmware? an idea?
I attach a part of Gcode, and I don't know why :
From here
G1 X107.2 Y87.8 Z3.2
G1 E3.1
G1 X92.8 Y87.8 Z3.2 F1200.0 E0.32
G1 X92.8 Y112.2 E0.5422
G1 X107.2 Y112.2 E0.32
G1 X107.2 Y87.8 E0.5422
G1 F3000.0 E-3.0
; S1.0
; S0.8
G1 X107.2 Y87.8 Z3.6
G1 E3.1
G1 X92.8 Y87.8 Z3.6 F1200.0 E0.32
G1 X92.8 Y112.2 E0.5422
G1 X107.2 Y112.2 E0.32
G1 X107.2 Y87.8 E0.5422
G1 F3000.0 E-3.0
; S1.0
; S0.8
G1 X107.2 Y87.8 Z4.0
G1 E3.1
G1 X92.8 Y87.8 Z4.0 F1200.0 E0.32
To here, it's OK! And the print stops
If I order a move manually, the print restart to finish Gcode but with an offset
G1 X92.8 Y112.2 E0.5422
G1 X107.2 Y112.2 E0.32
G1 X107.2 Y87.8 E0.5422
G1 F3000.0 E-3.0
May be it's due to firmware? an idea?
Sorry, only registered users may post in this forum.