Advise on printing problem (blobs in corners)
Posted by Enlightx
|
Advise on printing problem (blobs in corners) May 09, 2012 05:41PM |
Registered: 11 years ago Posts: 329 |
im very close now with my machine i think after this last problem im there.
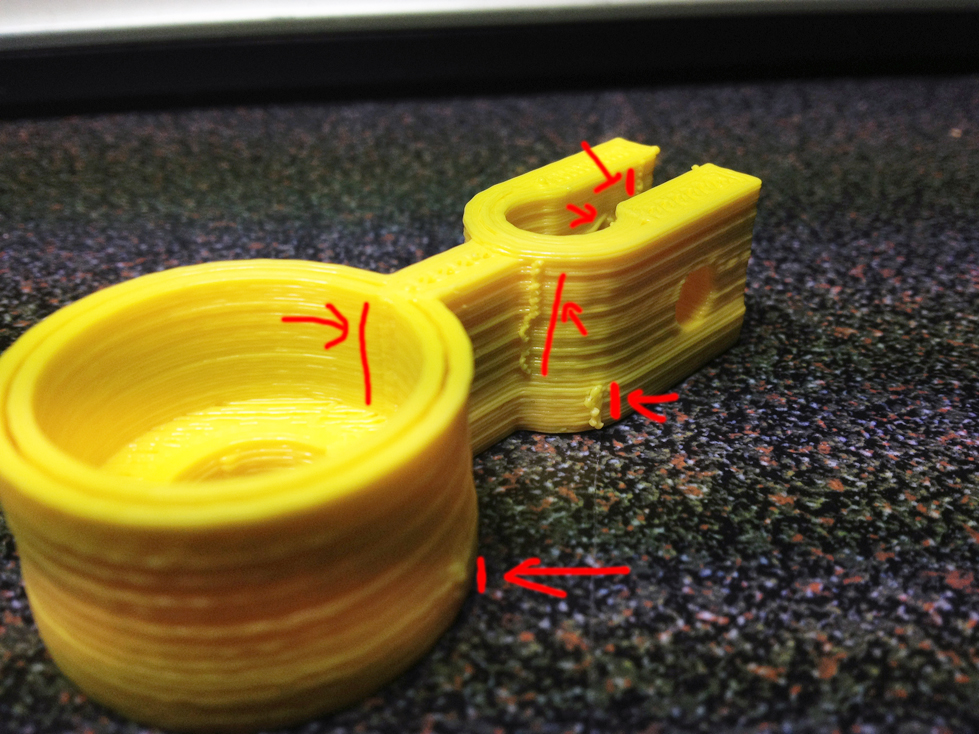
problem is when printing a complete line the print is great as soon as the it changes angle or stops i get blobs. this happens from start to finish of the print on every layer
so with a square every corner will have a blob which ends up with all the corners pointing up in the end
same with circles its fine but as soon as the z moves up it blobs as the head is not moving
i have tried increaing my retraction rate in slic3r and its not helped much
i think maybe the problem lyes with my j-head hotend oozing too much filament
when i start the print the 1st thing is released is a big blob then carries on
when stopping machine it will just keep on extruding.
is there any suggestions you guys can give?
Current Settings are
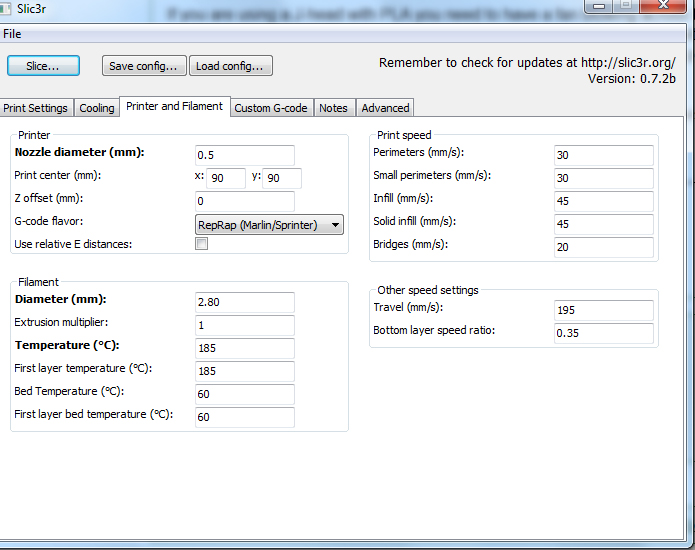
Slic3r 0.72b
layer height 0.3
perimeters 3
solid layers 3
fill density 0.5
retraction length 2
retraction speed 30
nozzel diameter 0.5
filament diameter 2.80
temp = 210 (using faberdashery PLA)
bed temp 1st layer 80
bed temp 70
perimeter speed 60
small perimeter speed 55
infill speed 75
solid infill speed 75
bridges speed 60
travel speed 195
bottom layer speed ratio 0.35
i dont know were to start software or hardware
problem is when printing a complete line the print is great as soon as the it changes angle or stops i get blobs. this happens from start to finish of the print on every layer
so with a square every corner will have a blob which ends up with all the corners pointing up in the end
same with circles its fine but as soon as the z moves up it blobs as the head is not moving
i have tried increaing my retraction rate in slic3r and its not helped much
i think maybe the problem lyes with my j-head hotend oozing too much filament
when i start the print the 1st thing is released is a big blob then carries on
when stopping machine it will just keep on extruding.
is there any suggestions you guys can give?
Current Settings are
Slic3r 0.72b
layer height 0.3
perimeters 3
solid layers 3
fill density 0.5
retraction length 2
retraction speed 30
nozzel diameter 0.5
filament diameter 2.80
temp = 210 (using faberdashery PLA)
bed temp 1st layer 80
bed temp 70
perimeter speed 60
small perimeter speed 55
infill speed 75
solid infill speed 75
bridges speed 60
travel speed 195
bottom layer speed ratio 0.35
i dont know were to start software or hardware
|
Re: Advise on printing problem (blobs in corners) May 09, 2012 06:52PM |
Registered: 13 years ago Posts: 2,947 |
If you are using sprinter or teacup that is your problem.
If you are using Marlin it could be a few things.
First of all it has nothing to do with retraction because it does not retract at corners.
Second is temperature. If it is too high you can get blobs from ooze.
Third if it is on one corner were it moves the z you should speed up the z speed.
Fourth if you have the acceleration or jerk really low it may be pausing in the corners to long and letting it ooze.
Fifth and most important. E_steps_per_mm if they are too high it will have built up pressure that comes out when it slows down.
Sixth is usually part of five. Not enough pressure on the filament idler so it slips on the straight fast sections and when it slows down for the corner it starts to extrude to much because the E_steps per_mm are set to deal with the slipping during the straight parts.
If you are using Marlin it could be a few things.
First of all it has nothing to do with retraction because it does not retract at corners.
Second is temperature. If it is too high you can get blobs from ooze.
Third if it is on one corner were it moves the z you should speed up the z speed.
Fourth if you have the acceleration or jerk really low it may be pausing in the corners to long and letting it ooze.
Fifth and most important. E_steps_per_mm if they are too high it will have built up pressure that comes out when it slows down.
Sixth is usually part of five. Not enough pressure on the filament idler so it slips on the straight fast sections and when it slows down for the corner it starts to extrude to much because the E_steps per_mm are set to deal with the slipping during the straight parts.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Advise on printing problem (blobs in corners) May 10, 2012 01:47AM |
Registered: 11 years ago Posts: 329 |
|
Re: Advise on printing problem (blobs in corners) May 10, 2012 03:26AM |
Registered: 13 years ago Posts: 2,947 |
Either use the new sprinter in the experimental branch or use Marlin. They both have look-ahead and will go around the corner without stopping which means it will not have time to leave a blob and you will end up with nice sharp corners.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Advise on printing problem (blobs in corners) May 10, 2012 02:43PM |
Registered: 11 years ago Posts: 329 |
just spent dont know how long gettin marlin to work on printer
but still no change still gettint the blobing on direction changes
<img src="http://twitpic.com/show/thumb/9jj9rb.jpg"
if you have a look at the pic you can see it on the circle and also the corners of the end part.
on the firmware i just set the default steps to same as sprinter default for metric prusa as i do not know how to work this out my self. Is this correct?
other then that i still got a feeling its a j-head oozing problem if i paufe the printer and lift the z by 10 i will just have masses of extruded plastic without running the extruder due to ooze. is there anyway i can stop this?
but still no change still gettint the blobing on direction changes
<img src="http://twitpic.com/show/thumb/9jj9rb.jpg"
if you have a look at the pic you can see it on the circle and also the corners of the end part.
on the firmware i just set the default steps to same as sprinter default for metric prusa as i do not know how to work this out my self. Is this correct?
other then that i still got a feeling its a j-head oozing problem if i paufe the printer and lift the z by 10 i will just have masses of extruded plastic without running the extruder due to ooze. is there anyway i can stop this?
|
Re: Advise on printing problem (blobs in corners) May 10, 2012 03:07PM |
Registered: 13 years ago Posts: 2,947 |
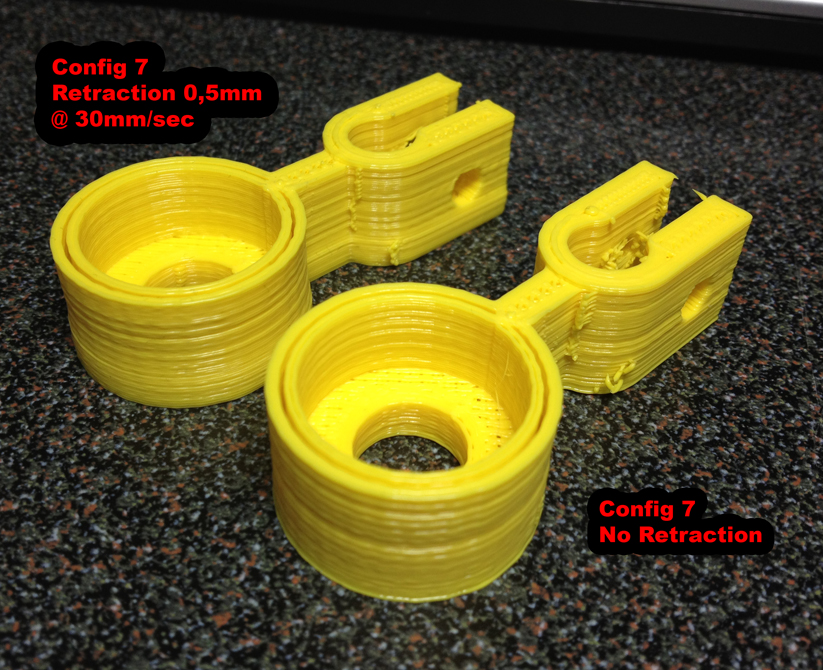
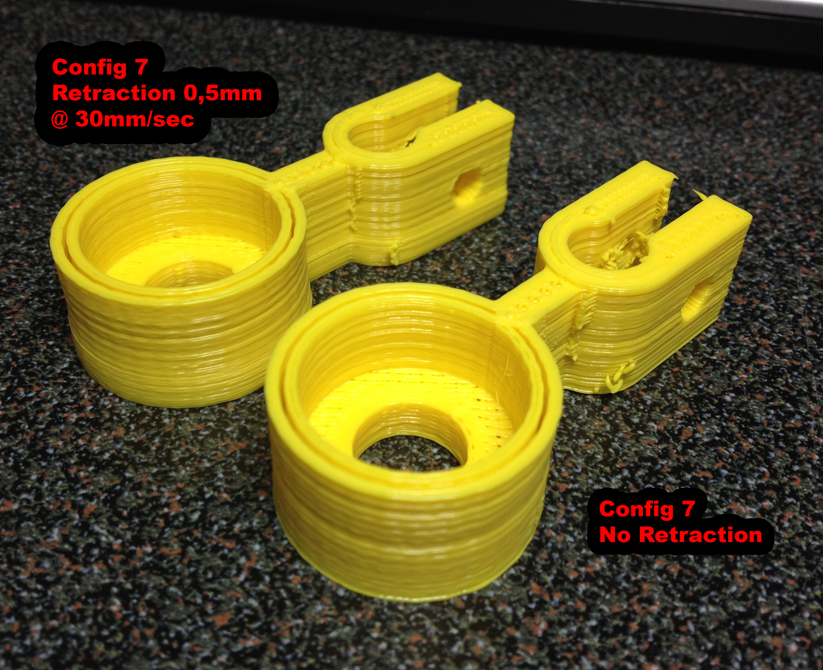
Thats not a corner. Its the Z lift location and/or the end of a loop. The blob is caused by your long retract distance. Turn retract off ( 0 ) and you will see it goes away. Then start calibrating your retract with a retract of 0.3mm @ 20-35mm/s and a travel speed of double your print speed. Then slowly increase your retract by .05mm at a time and look at the results. At some point you will start to see the blob get bigger not smaller and this is because it oozes when the head is not moving and it does not move when retracting so a long retract equals a long pause where it oozes.
I never use more than 1mm of retract on a direct extruder like Gregs on a Prusa. On my Bowden machines I use 1.5-2.0mm.
The default steps per mm for X/Y/Z may be ok but you should calibrate properly. Use [calculator.josefprusa.cz] to get the exact steps per mm for your machine.
If you are using a J-head with PLA you need to have a fan blowing across the fins to keep the thermal barrier cool so you don't have molten plastic except in the very tip where it is supposed to melt. Your temperature may be a little high for PLA. The speeds you are trying to print at are also problematic for ooze as the pressure is really high in the hotend. Try 30mm/s perimeter, 60mm/s infill, 45mm/s solid infill.
And I can't stress this enough. CALIBRATE your E_steps_per_mm otherwise you may as well be controlling the flow of plastic by rolling dice.
I never use more than 1mm of retract on a direct extruder like Gregs on a Prusa. On my Bowden machines I use 1.5-2.0mm.
The default steps per mm for X/Y/Z may be ok but you should calibrate properly. Use [calculator.josefprusa.cz] to get the exact steps per mm for your machine.
If you are using a J-head with PLA you need to have a fan blowing across the fins to keep the thermal barrier cool so you don't have molten plastic except in the very tip where it is supposed to melt. Your temperature may be a little high for PLA. The speeds you are trying to print at are also problematic for ooze as the pressure is really high in the hotend. Try 30mm/s perimeter, 60mm/s infill, 45mm/s solid infill.
And I can't stress this enough. CALIBRATE your E_steps_per_mm otherwise you may as well be controlling the flow of plastic by rolling dice.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Advise on printing problem (blobs in corners) May 10, 2012 04:00PM |
Registered: 11 years ago Posts: 329 |
|
Re: Advise on printing problem (blobs in corners) May 11, 2012 02:18PM |
Registered: 11 years ago Posts: 329 |
Tried the following
Lowering temp
Lowering speed
Lowering retraction distance
and still geting blobs in areas there not as bad and the 1st layer has none as all as its very very slow
any ideas on what i can do ? the blobs are in the same place every time (thought since changing from last nigth they are now on the outside of the circle)
Lowering temp
Lowering speed
Lowering retraction distance
and still geting blobs in areas there not as bad and the 1st layer has none as all as its very very slow
any ideas on what i can do ? the blobs are in the same place every time (thought since changing from last nigth they are now on the outside of the circle)
|
Re: Advise on printing problem (blobs in corners) May 11, 2012 02:50PM |
Registered: 13 years ago Posts: 2,947 |
Have you done a test print with retraction turned off?
If it is where the z axis moves up a layer you will need to speed up the Z speed. If it is at the end of the loop where it comes around to meet itself and you notice it slows way down before the next move it may be because you have lowered the acceleration rate by a lot.
And like I said before calibrate your E_steps_per_mm or try lowering the extrusion multiplier in slic3r (it does almost the same thing) because if it is trying to extrude to much filament it will have extra pressure in the hotend that will oooze out when it slows down.
If you lower the extrusion multiplier (or E_steps_per_mm) by 25% and then try and print a 100% solid cube you should end up with gaps between your filaments. Then slowly increase the multiplier (or E_steps_per_mm) until the filaments just touch each other and form a perfect solid layer you will have it set correct.
If you use the multiplier you can then multiply your E_steps_per_mm by that number to get your new E_step_per_mm
If it is where the z axis moves up a layer you will need to speed up the Z speed. If it is at the end of the loop where it comes around to meet itself and you notice it slows way down before the next move it may be because you have lowered the acceleration rate by a lot.
And like I said before calibrate your E_steps_per_mm or try lowering the extrusion multiplier in slic3r (it does almost the same thing) because if it is trying to extrude to much filament it will have extra pressure in the hotend that will oooze out when it slows down.
If you lower the extrusion multiplier (or E_steps_per_mm) by 25% and then try and print a 100% solid cube you should end up with gaps between your filaments. Then slowly increase the multiplier (or E_steps_per_mm) until the filaments just touch each other and form a perfect solid layer you will have it set correct.
If you use the multiplier you can then multiply your E_steps_per_mm by that number to get your new E_step_per_mm
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Advise on printing problem (blobs in corners) May 11, 2012 02:57PM |
Registered: 11 years ago Posts: 329 |
|
Re: Advise on printing problem (blobs in corners) May 11, 2012 03:12PM |
Registered: 13 years ago Posts: 2,947 |
Ok,
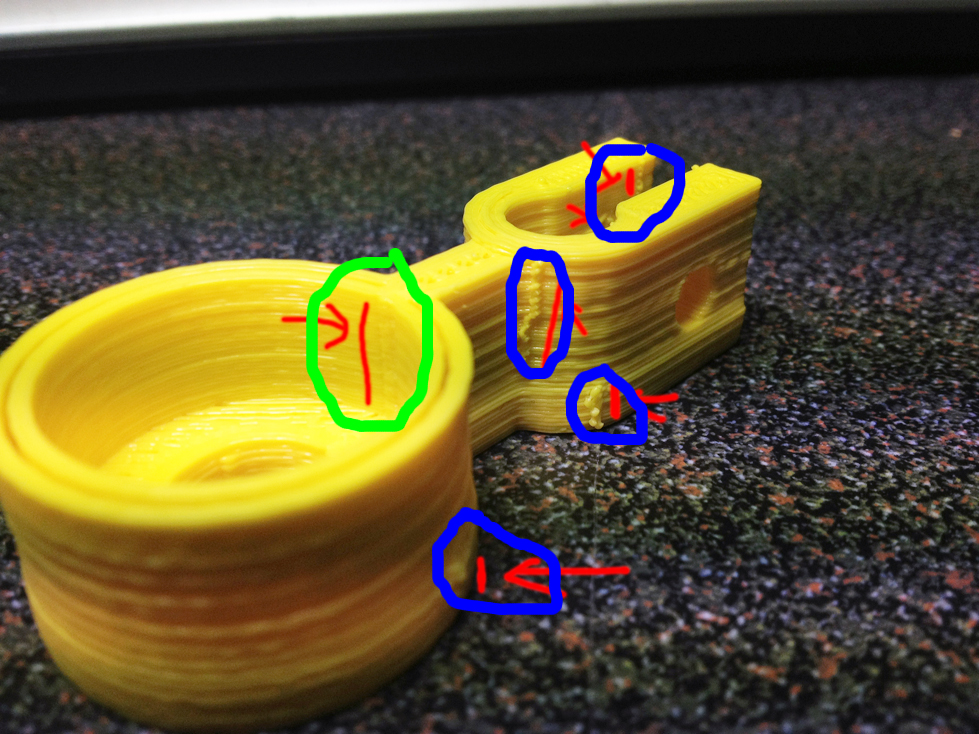
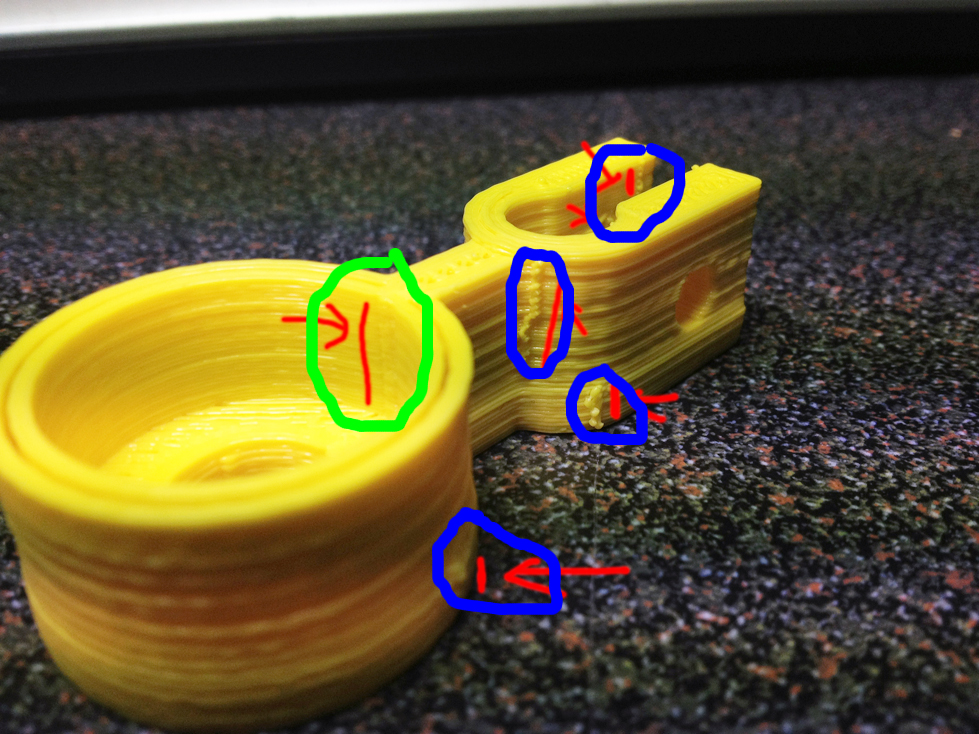
The ones I circled in blue are blobs caused by ooze after retracting and slic3r's insistence on crossing over the perimeter when moving to a new spot. (skeinforge has a feature called comb that keeps the head over the part so this does not happen, I have requested it be added to slic3r and it will be some day)
The one I circled in green looks to be the Z move and is almost impossible to eliminate entirely unless you have a really fast machine or print really slowly.
The easiest way to tune the machine to get perfect prints is start really slow.
15mm/s perimeter
30mm/s infill
25mm/s solid infill
0.5mm retract at 30mm/s
100mm/s travel
Lowest possible temperature it will extrude at (185c?)
From there you can slowly increase one speed at a time until you start seeing undesirable results. Also when you see someone printing at high speeds they too have bumps and issues it is almost impossible to avoid. And most of the time the part they show being printed at high speed has been chosen because it prints well at high speed (most things don't) .
The ones I circled in blue are blobs caused by ooze after retracting and slic3r's insistence on crossing over the perimeter when moving to a new spot. (skeinforge has a feature called comb that keeps the head over the part so this does not happen, I have requested it be added to slic3r and it will be some day)
The one I circled in green looks to be the Z move and is almost impossible to eliminate entirely unless you have a really fast machine or print really slowly.
The easiest way to tune the machine to get perfect prints is start really slow.
15mm/s perimeter
30mm/s infill
25mm/s solid infill
0.5mm retract at 30mm/s
100mm/s travel
Lowest possible temperature it will extrude at (185c?)
From there you can slowly increase one speed at a time until you start seeing undesirable results. Also when you see someone printing at high speeds they too have bumps and issues it is almost impossible to avoid. And most of the time the part they show being printed at high speed has been chosen because it prints well at high speed (most things don't) .
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Advise on printing problem (blobs in corners) May 11, 2012 03:47PM |
Registered: 11 years ago Posts: 329 |
|
Re: Advise on printing problem (blobs in corners) May 11, 2012 04:37PM |
Registered: 13 years ago Posts: 2,947 |
Oops....
Your new picture shows the inside bump a lot better (circled in green on my pic) and it is where the loops meet each other and/or the Z lift location. Either way it looks really good. The other spots are from like I said from slic3r not staying over the printed parts and instead zipping across open space when moving from one location to another. Which you should be able to deal with using retract but it gets harder and harder the faster you go.
Try the settings I suggested in my last reply and see if they improve things. Then you can try going faster from there.
Large commercial machines stay down near the 15mm/s range for all their moves.
On a side note I would try and tighten your belts a lot more and also make sure your bed does not wiggle. This should reduce the layer misalignment and improve the prints in other places.
Your new picture shows the inside bump a lot better (circled in green on my pic) and it is where the loops meet each other and/or the Z lift location. Either way it looks really good. The other spots are from like I said from slic3r not staying over the printed parts and instead zipping across open space when moving from one location to another. Which you should be able to deal with using retract but it gets harder and harder the faster you go.
Try the settings I suggested in my last reply and see if they improve things. Then you can try going faster from there.
Large commercial machines stay down near the 15mm/s range for all their moves.
On a side note I would try and tighten your belts a lot more and also make sure your bed does not wiggle. This should reduce the layer misalignment and improve the prints in other places.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Advise on printing problem (blobs in corners) May 11, 2012 05:02PM |
Registered: 11 years ago Posts: 329 |
now the plot really does thicken !
i was thinking what to check so i thought i wonder if i have got nozzel size set wrong or soemthing sillt as the infills are a bit loose.
so i look at what i bought which was j-head iV B 0.5mm nozzel
then i think okay i can measure the skirt print out as its one layer and im guessing should be 0.5mm
it measures 0.4mm
so what the hell ill set nozzel in slic3r to 0.4 see what happens
print is LOADS better and also noticed in the previous prints there are air spaces around the center circle theres no there in the STL !
what you think ? is it possible i was supplied the wrong size tip ?
on side note ill check all belts tommrow as i am going to strip out heat bet to put new thicker wire on
i was thinking what to check so i thought i wonder if i have got nozzel size set wrong or soemthing sillt as the infills are a bit loose.
so i look at what i bought which was j-head iV B 0.5mm nozzel
then i think okay i can measure the skirt print out as its one layer and im guessing should be 0.5mm
it measures 0.4mm
so what the hell ill set nozzel in slic3r to 0.4 see what happens
print is LOADS better and also noticed in the previous prints there are air spaces around the center circle theres no there in the STL !
what you think ? is it possible i was supplied the wrong size tip ?
on side note ill check all belts tommrow as i am going to strip out heat bet to put new thicker wire on
|
Re: Advise on printing problem (blobs in corners) May 11, 2012 05:51PM |
Registered: 13 years ago Posts: 2,947 |
It may be possible, to check you should raise Z 50mm and extrude 10mm into free air and see what size it comes out. It should be larger than the nozzle hole because of die swell (.4-.5 for a 0.35 nozzle)(.6-.7 for a 0.5 nozzle) You may also want to check if the tip is dirty / clogged.
Also the width of a single wall item is in the gcode file near the top it you would like to print one and compare it to what slic3r is expecting. ; single wall width =
Also the width of a single wall item is in the gcode file near the top it you would like to print one and compare it to what slic3r is expecting. ; single wall width =
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Advise on printing problem (blobs in corners) May 11, 2012 05:53PM |
Registered: 13 years ago Posts: 2,947 |
And, yes having the nozzle size larger than needed means it is trying to push more filament through it than is recommended for that size which raises the pressure which results in ooze.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Advise on printing problem (blobs in corners) May 12, 2012 05:59AM |
Registered: 11 years ago Posts: 329 |
can you have a look at this video of me extruding 5mm @ 30mm per min seems to ,e its extruding ay too much?
i have just checked the esteps again there okay (if i set 5mm to extrude it takes in 5mm of plastic)
Youtube link
i have just checked the esteps again there okay (if i set 5mm to extrude it takes in 5mm of plastic)
Youtube link
|
Re: Advise on printing problem (blobs in corners) May 12, 2012 02:35PM |
Registered: 13 years ago Posts: 2,947 |
I would say that is about correct. The hole in the nozzle is so much smaller that 5mm of 3mm filament should come out approximately 180mm x .5 from a .4 nozzle.
So measure the diameter of the extruded thread. This way we can hopefully determine the actual nozzle size.
So measure the diameter of the extruded thread. This way we can hopefully determine the actual nozzle size.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Advise on printing problem (blobs in corners) May 12, 2012 04:52PM |
Admin Registered: 17 years ago Posts: 7,879 |
Quote
The one I circled in green looks to be the Z move and is almost impossible to eliminate entirely unless you have a really fast machine or print really slowly.
Why are Z moves such a problem with reprap firmware? Although Z is slow, the distance between layers is so small it takes less time than most X / Y moves.
[www.hydraraptor.blogspot.com]
|
Re: Advise on printing problem (blobs in corners) May 12, 2012 08:25PM |
Registered: 13 years ago Posts: 2,947 |
nophead Wrote:
-------------------------------------------------------
> Why are Z moves such a problem with reprap
> firmware? Although Z is slow, the distance between
> layers is so small it takes less time than most X
> / Y moves.
I think it has to do with the speed we are all trying to print at. The speed requires higher temperatures and higher pressure in the nozzle which leads to ooze any time we stop the head. I can print a single wall item at 200mm/s with retract off and I only get a tiny little bump on Z. If I have retract on (0.5mm @ 35mm/s) I get a larger bump as the head stops, retracts, moves Z, un-retracts and then starts to print. Either may the bump is small and acceptable in most cases, but we are also trying to get resolutions beyond what is needed for most things.
-------------------------------------------------------
> Why are Z moves such a problem with reprap
> firmware? Although Z is slow, the distance between
> layers is so small it takes less time than most X
> / Y moves.
I think it has to do with the speed we are all trying to print at. The speed requires higher temperatures and higher pressure in the nozzle which leads to ooze any time we stop the head. I can print a single wall item at 200mm/s with retract off and I only get a tiny little bump on Z. If I have retract on (0.5mm @ 35mm/s) I get a larger bump as the head stops, retracts, moves Z, un-retracts and then starts to print. Either may the bump is small and acceptable in most cases, but we are also trying to get resolutions beyond what is needed for most things.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Advise on printing problem (blobs in corners) May 13, 2012 05:12AM |
Registered: 11 years ago Posts: 939 |
I think the ooze on Z moves is just a function of the fact the slicing sofware's expectation is that no material is extruded during it, you'd get the same thing if the head paused for the same time. It's a pity something equivalent to a helical path is really feasible for FDM paths.
Printing faster, you've got more pressure, and potentially higher temperatures which make the blob bigger.
Printing faster, you've got more pressure, and potentially higher temperatures which make the blob bigger.
|
Re: Advise on printing problem (blobs in corners) May 14, 2012 01:29PM |
Registered: 11 years ago Posts: 329 |
|
Re: Advise on printing problem (blobs in corners) May 16, 2012 05:54AM |
Registered: 11 years ago Posts: 329 |
okay guys
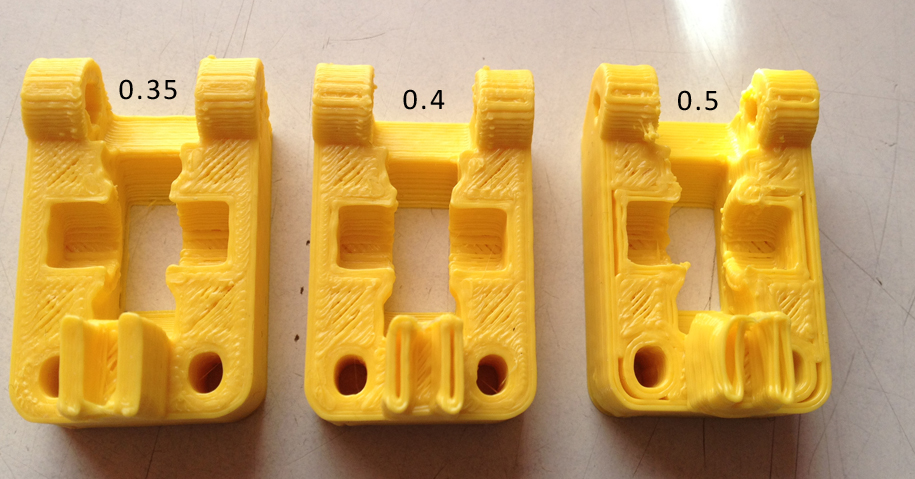
what iv done is get slic3r saved a config file and printed with nozzel set at 0.5mm. Iv then printed with the same config but changed only the nozzel size settings to 0.4 and also 0.35 .
see what you think to me i would say that its 0.35 nozzel just purley on the solid fills there much closer also no missed areas which im guessing are there on the 0.5mm because it thinks the extuder plastic should be wider and taking up the space?
i did try poking the extruder hole incase of blocked nozzel and seems okay. only other thing i can think of doing is taking the j-head apart and checking there is not a problem with the PTFE or something like that blocking the hole?
what are your thoughts?
what iv done is get slic3r saved a config file and printed with nozzel set at 0.5mm. Iv then printed with the same config but changed only the nozzel size settings to 0.4 and also 0.35 .
see what you think to me i would say that its 0.35 nozzel just purley on the solid fills there much closer also no missed areas which im guessing are there on the 0.5mm because it thinks the extuder plastic should be wider and taking up the space?
i did try poking the extruder hole incase of blocked nozzel and seems okay. only other thing i can think of doing is taking the j-head apart and checking there is not a problem with the PTFE or something like that blocking the hole?
what are your thoughts?
|
Re: Advise on printing problem (blobs in corners) May 16, 2012 06:02AM |
Registered: 13 years ago Posts: 2,947 |
The gaps are there because slicer can not fit another perimeter in that spot at the width it is trying to achieve and is why I print with a small nozzle. To get rid of the gaps and use the 0.5 settings just set perimeter to 1 and it will put infill in those areas.
But on to your question.
The only way to tell the nozzle size without a pin gauge is by doing the free air extrusion and measuring the result and then taking a guess from that.
But if setting it to a smaller size works then go with it. I have my 0.35 set to 0.3 and it prints way better too. I think slicer is expecting to much die swell for what we get from a J-head.
But on to your question.
The only way to tell the nozzle size without a pin gauge is by doing the free air extrusion and measuring the result and then taking a guess from that.
But if setting it to a smaller size works then go with it. I have my 0.35 set to 0.3 and it prints way better too. I think slicer is expecting to much die swell for what we get from a J-head.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Advise on printing problem (blobs in corners) May 16, 2012 07:17AM |
Admin Registered: 12 years ago Posts: 2,569 |
Maybe to measure your nozzle bore you could :
- heat up some filament end with a lighter.
- press your (cold) nozzle onto it so that some little length of "melting" plastic is forced into the hole.
- pull-remove the filament after it has set back solid, measure the part that was in the nozzle with some digital callipers.
I have no idea how precise that would be, given the plastic probably shrinks a bit when cooling.
But you could compare the result with the same measurement on a reference nozzle of well known size.
Most of my technical comments should be correct, but is THIS one ?
Anyway, as a rule of thumb, always double check what people write.
- heat up some filament end with a lighter.
- press your (cold) nozzle onto it so that some little length of "melting" plastic is forced into the hole.
- pull-remove the filament after it has set back solid, measure the part that was in the nozzle with some digital callipers.
I have no idea how precise that would be, given the plastic probably shrinks a bit when cooling.
But you could compare the result with the same measurement on a reference nozzle of well known size.
Most of my technical comments should be correct, but is THIS one ?
Anyway, as a rule of thumb, always double check what people write.
|
Re: Advise on printing problem (blobs in corners) May 16, 2012 08:57AM |
Registered: 11 years ago Posts: 329 |
i did try the air extrude the other day but the problem i found was that the extruded plastic was not a constant width. Because of the weight of the plastic it streches as it extrudes.
i think ill just leave it at 0.35 and see how i go from there and maybe get a different hotend when i got some cash spare.
what do you guys suggest as the most stable hotend atm? (ideally easy to get in the UK)
i think ill just leave it at 0.35 and see how i go from there and maybe get a different hotend when i got some cash spare.
what do you guys suggest as the most stable hotend atm? (ideally easy to get in the UK)
|
Re: Advise on printing problem (blobs in corners) May 16, 2012 12:28PM |
Registered: 13 years ago Posts: 2,947 |
The makergear hotend is considered a really reliable hotend but I would stick with the J-head.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Advise on printing problem (blobs in corners) May 17, 2012 01:24PM |
Registered: 11 years ago Posts: 11 |
I'm not sure how important it is to know, that is how the information is usefull, but I just measured the extrudate from my 3mm extruder with a 0.5mm nozzle and found the diameter two ways:
First by direct measurement using calipers, the diameter varied from 0.5mm to 0.6mm with most readings near 0.57mm.
Then I measured the total output length from 100mm of input and got 90 inches. I did this 5 times and always got between 90 and 93 inches.
If you do the math the average diameter of the extrudate can be calculated as:
R2 = sqrt(R1^2 * L1/L2) and the result is 0.58mm in my case.
Another thing I noticed is that the temperature of the head does not seem to change as I extrude, but if I extrude too fast and too long the hobbed bolt eventually strips the ABS. My interpretation is that the heat does not have time to "flow" into the input plastic enough to be able to press it through the orifice. So there is an uppper limit to the overall thruput that is defined by how fast the heat is "absorbed" by the plastic, not by the stepper or how much power can be delivered by the heater.
On the other hand power from the heater could be a limiter because:
A 5 ohm heating elemet at 12 volts provides about 28 Watts
The energy to "process" ABS is about 450 Joules/gram (1.5 joules/gram deltaC * 200 C to raise the temp and another 150 joule/gram for the phase change)
So, for example, with 3mm filiment at a "feed rate" of 1000 mm/min (16 mm/sec) the power required to "melt" the plastic is about 55 Watts, so obviously extrusion continiously at this rate is not possible. If one assumes ALL the power from the heater goes into melting ABS the maximum feed rate limited by heater power (28 Watts) is about 500 mm/min or 8.5mm/sec BUT some power must be used to maintain the thermal loss through the insulation etc.
All the above combined with getting the power into the plastic and I think the maximum feed rate is probably something near 3 or 5mm/sec (180 to 300 mm/min)
I experimented extruding for a "long time" at 100mm/min and it appears it could go all day at this rate...
Ken
First by direct measurement using calipers, the diameter varied from 0.5mm to 0.6mm with most readings near 0.57mm.
Then I measured the total output length from 100mm of input and got 90 inches. I did this 5 times and always got between 90 and 93 inches.
If you do the math the average diameter of the extrudate can be calculated as:
R2 = sqrt(R1^2 * L1/L2) and the result is 0.58mm in my case.
Another thing I noticed is that the temperature of the head does not seem to change as I extrude, but if I extrude too fast and too long the hobbed bolt eventually strips the ABS. My interpretation is that the heat does not have time to "flow" into the input plastic enough to be able to press it through the orifice. So there is an uppper limit to the overall thruput that is defined by how fast the heat is "absorbed" by the plastic, not by the stepper or how much power can be delivered by the heater.
On the other hand power from the heater could be a limiter because:
A 5 ohm heating elemet at 12 volts provides about 28 Watts
The energy to "process" ABS is about 450 Joules/gram (1.5 joules/gram deltaC * 200 C to raise the temp and another 150 joule/gram for the phase change)
So, for example, with 3mm filiment at a "feed rate" of 1000 mm/min (16 mm/sec) the power required to "melt" the plastic is about 55 Watts, so obviously extrusion continiously at this rate is not possible. If one assumes ALL the power from the heater goes into melting ABS the maximum feed rate limited by heater power (28 Watts) is about 500 mm/min or 8.5mm/sec BUT some power must be used to maintain the thermal loss through the insulation etc.
All the above combined with getting the power into the plastic and I think the maximum feed rate is probably something near 3 or 5mm/sec (180 to 300 mm/min)
I experimented extruding for a "long time" at 100mm/min and it appears it could go all day at this rate...
Ken
|
Re: Advise on printing problem (blobs in corners) May 17, 2012 02:42PM |
Registered: 13 years ago Posts: 2,947 |
kburgess Wrote:
-------------------------------------------------------
> I experimented extruding for a "long time" at
> 100mm/min and it appears it could go all day at
> this rate...
>
> Ken
All your math is very valuable, thanks for sharing.
On a side note it should be mentioned that your numbers are extrusion speed not print speed.
-------------------------------------------------------
> I experimented extruding for a "long time" at
> 100mm/min and it appears it could go all day at
> this rate...
>
> Ken
All your math is very valuable, thanks for sharing.
On a side note it should be mentioned that your numbers are extrusion speed not print speed.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Advise on printing problem (blobs in corners) May 21, 2012 09:05PM |
Registered: 12 years ago Posts: 25 |
I may have something for you here...
First off, I appreciate this post in general, it helped me solve my problem as well. I have taken a look at the pictures attached to this post and I had an identical problem. Exactly the same little boogers in my prints (are they bogies in the UK?). I basically mirrored everything described in this post one to one, with very little improvement.
In the end, after slowing the machine to a crawl and using a very bright flashlight (torch) I was finally able to see that it was nozzel drag. The tip of the extruder was just barely (and I mean JUST BARELY) scraping the surface of the previous layer. At first glance, one would probably not have noticed but after focusing on it for quite a while, I could see a build up of the booger on the tip. Of course, it would finally fall off and thus, land in the print. Just as with your examples, it seemed to be fairly consistant in terms of falling off in about the same place each time.
I increased my layer height by .01 and the boogers disappeared instantly. I did have to fudge my extruder counts around a bit to stay in sync with the new layer height, but not a whole lot. I think I added maybe 5 or 10 steps to it.
I have no idea if this, even remotely, pertains to your issue but again, my prints looked just like yours (I mean, identical) and now they are fixed.
Oh, and thanks for the .4 tip idea. --It was just the thing to finally bring the edges of two lines together. Worked a treat.
First off, I appreciate this post in general, it helped me solve my problem as well. I have taken a look at the pictures attached to this post and I had an identical problem. Exactly the same little boogers in my prints (are they bogies in the UK?). I basically mirrored everything described in this post one to one, with very little improvement.
In the end, after slowing the machine to a crawl and using a very bright flashlight (torch) I was finally able to see that it was nozzel drag. The tip of the extruder was just barely (and I mean JUST BARELY) scraping the surface of the previous layer. At first glance, one would probably not have noticed but after focusing on it for quite a while, I could see a build up of the booger on the tip. Of course, it would finally fall off and thus, land in the print. Just as with your examples, it seemed to be fairly consistant in terms of falling off in about the same place each time.
I increased my layer height by .01 and the boogers disappeared instantly. I did have to fudge my extruder counts around a bit to stay in sync with the new layer height, but not a whole lot. I think I added maybe 5 or 10 steps to it.
I have no idea if this, even remotely, pertains to your issue but again, my prints looked just like yours (I mean, identical) and now they are fixed.
Oh, and thanks for the .4 tip idea. --It was just the thing to finally bring the edges of two lines together. Worked a treat.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.