Humidity or oozing problems with ABS?
Posted by haitmatthew
|
Humidity or oozing problems with ABS? September 23, 2013 09:27AM |
Registered: 10 years ago Posts: 3 |
Hello All,
This is my first post. I have been printing for a week or so now and have noticed some very strange issues. I wanted to document what I saw because I had been searching on the internet for a while and could not find any info on my problem. It’s a long post so skip to the pictures if you’re still interested.
A look through the pictorial guide gave me the idea that the poor print quality I was experiencing was due to either low quality ABS or my ABS having absorbed humidity. I live in a very humid region of the US and the AC only helps to reduce humidity during the day, at night when the outside temperature drops below the AC set point the humidity skyrockets and you often wake up sticky.
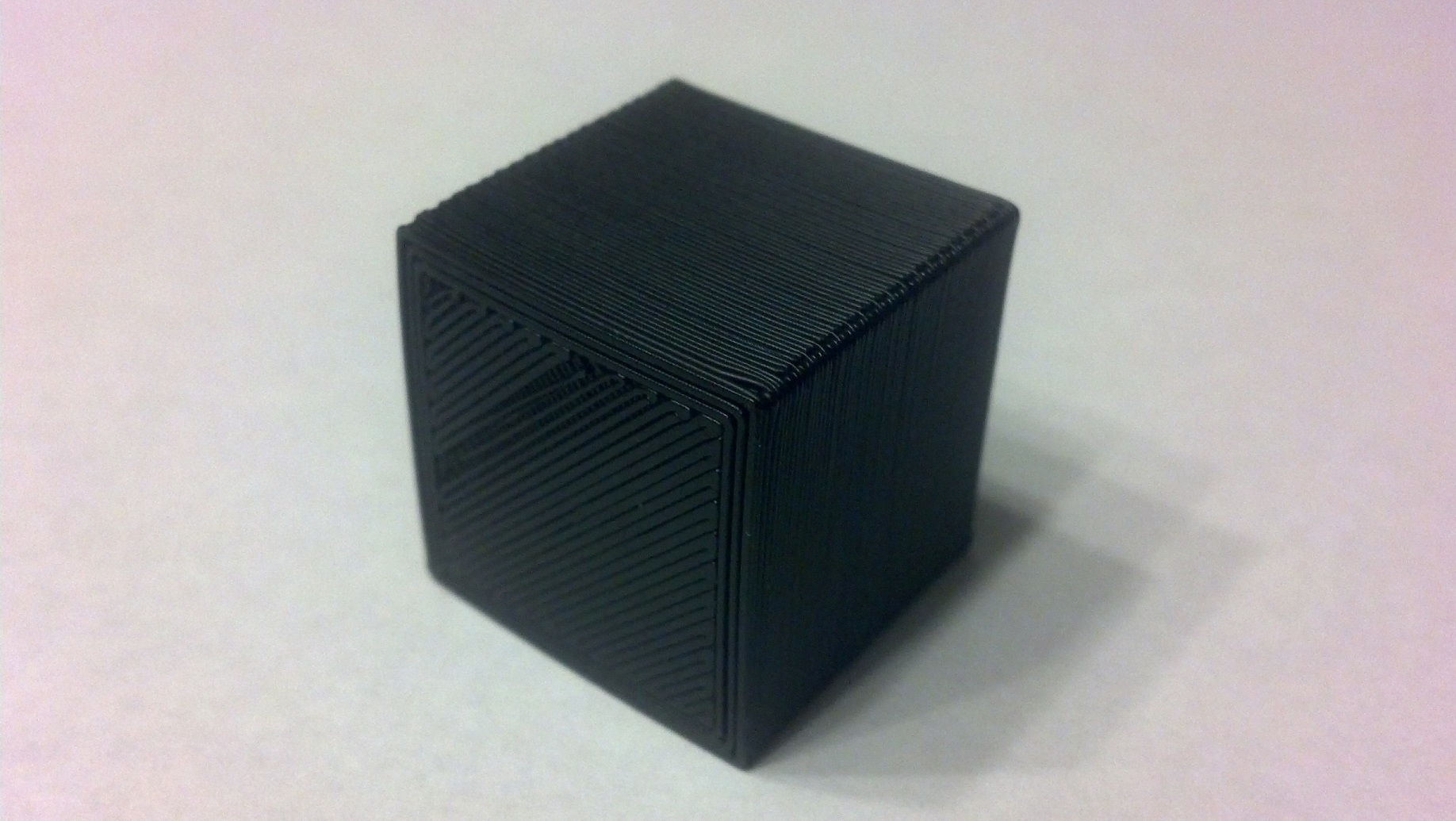
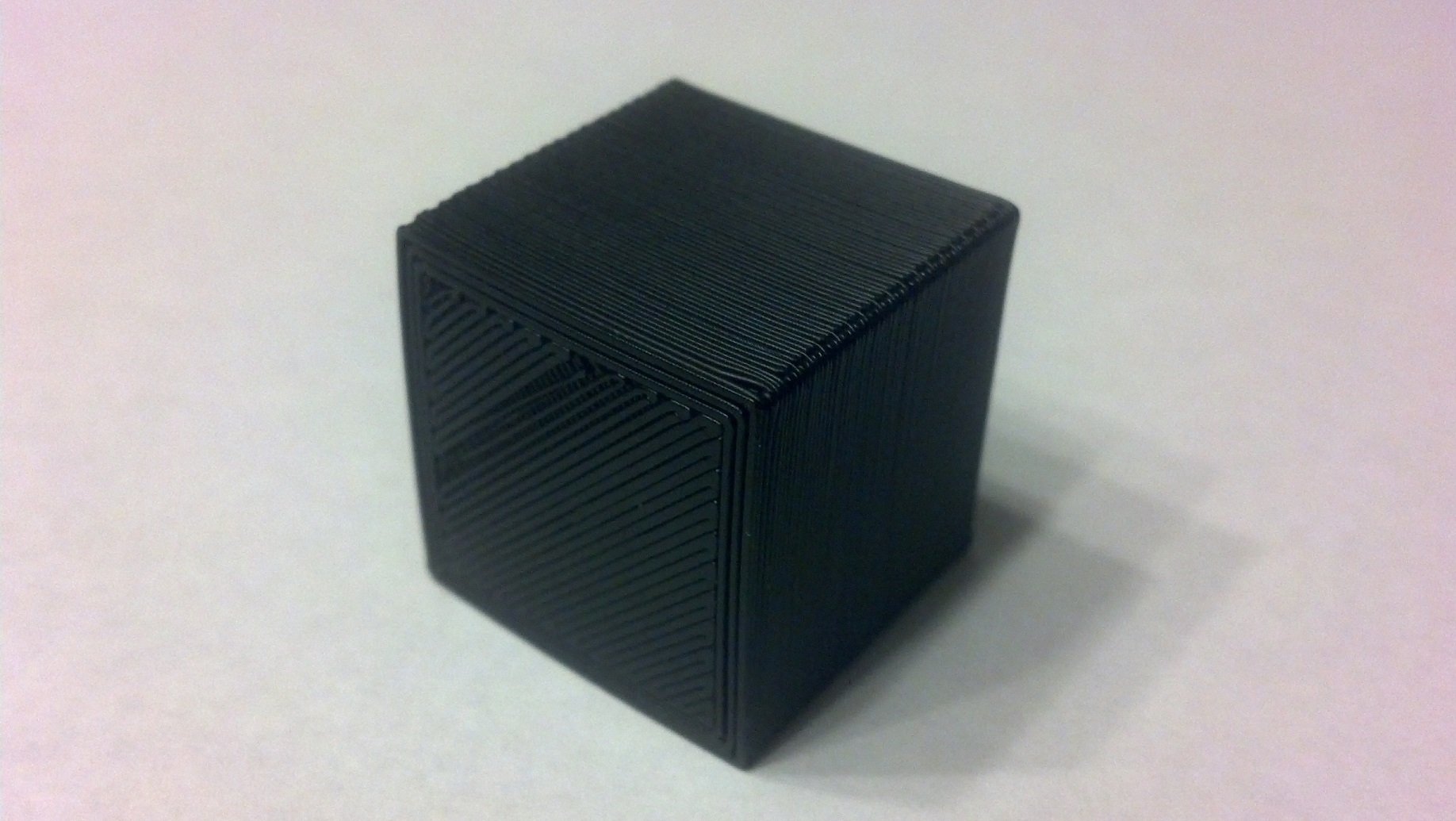
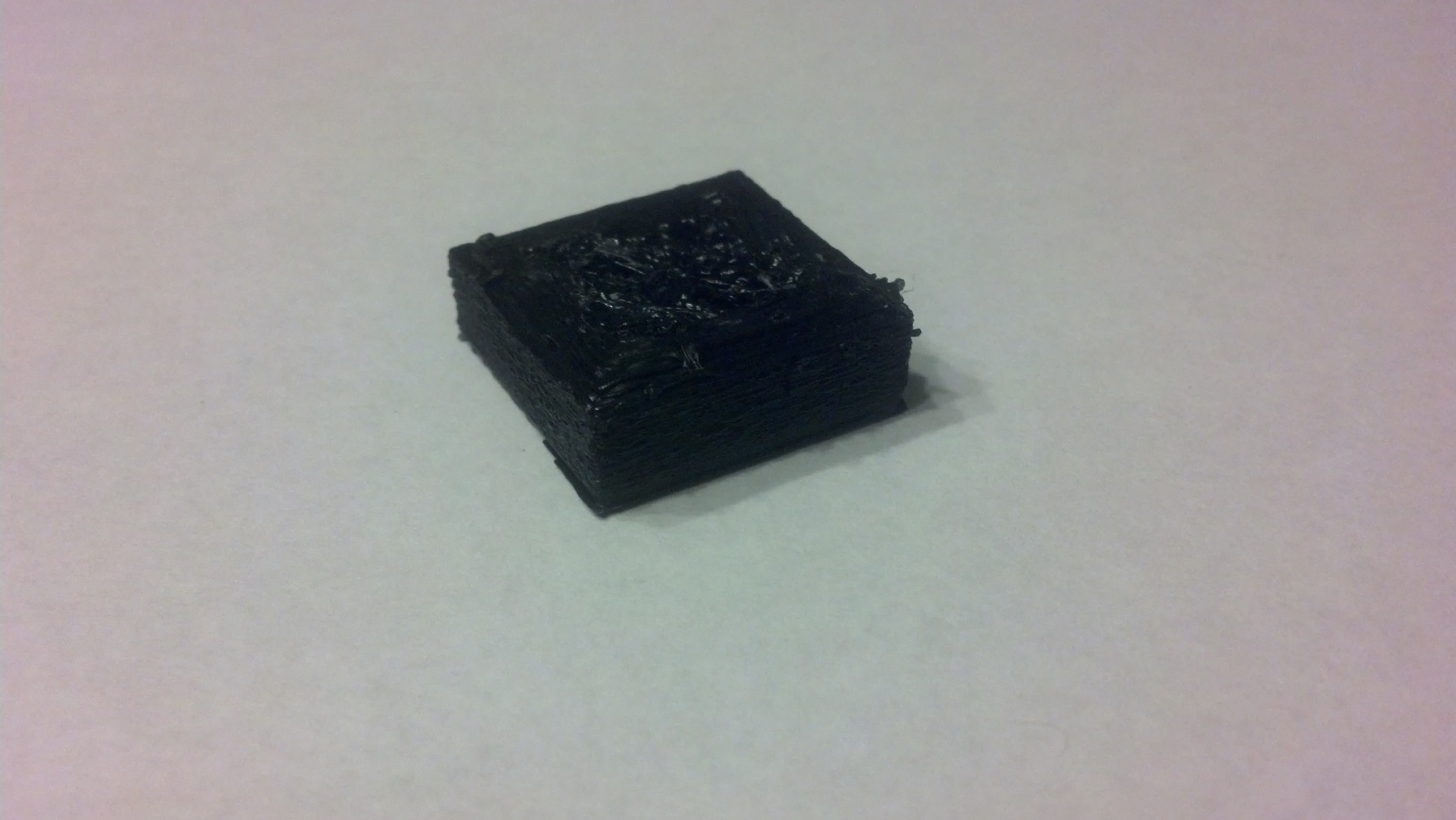
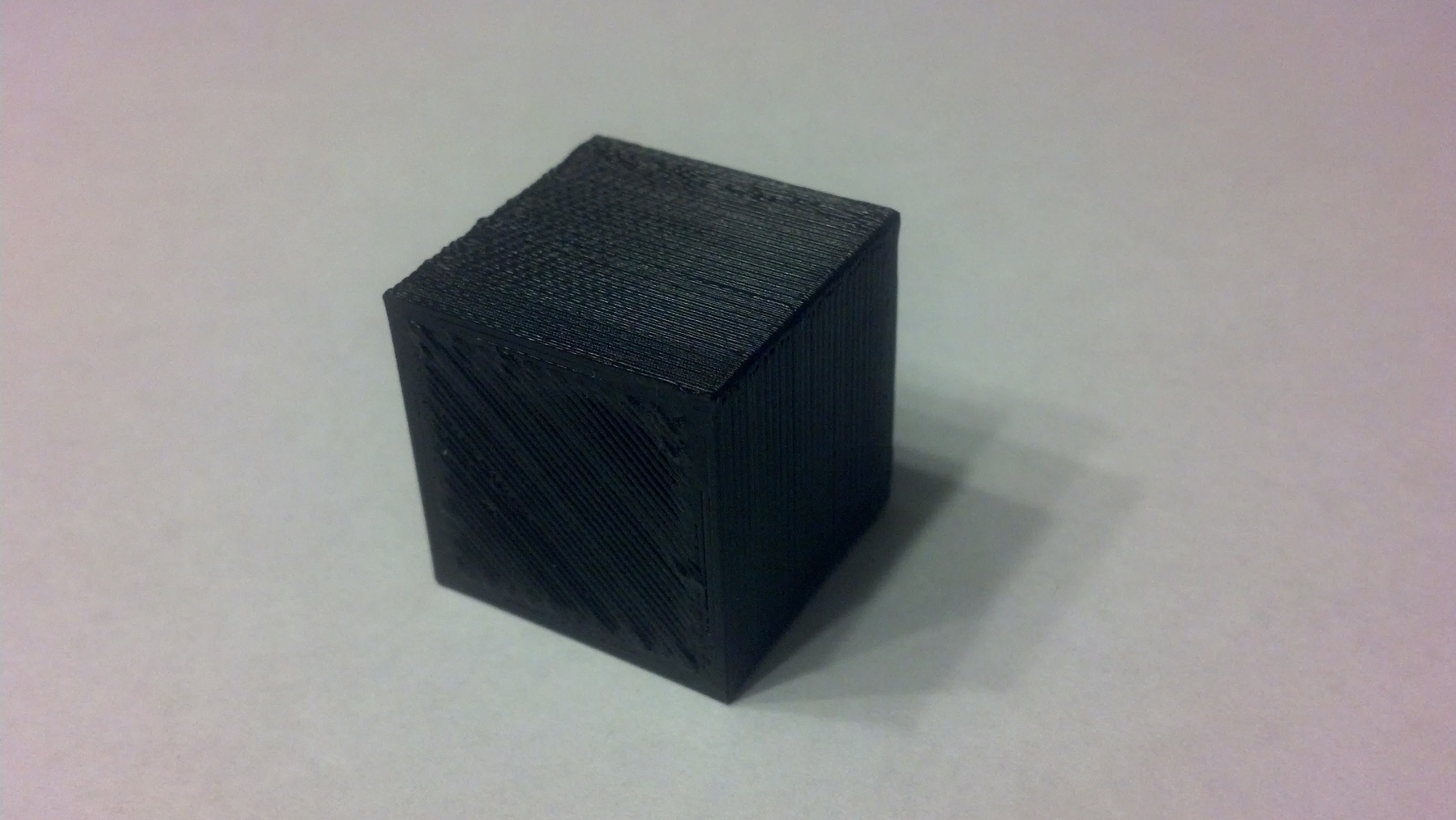
The attached pictures are a chronological record of items I have printed. The first print was done as soon as the printer arrived. It is a 20mm cube with .4mm layer height on a .4mm nozzle ( I have since read that this may be a little to large for the nozzle but the print turned out relatively well, some poor layer adhesion due to what I assume was poor air control of the print bed and thus the ABS would warp due to AC kicking on and the like. So I covered the AC vent and sealed it off. Kept the door shut tight and was super slow about opening it and closing it so not to create a draft. The resulting effect was there was no more de-lamination or problems with the print sticking to the bed, However the temperature in the office rose to 90F+ and the humidity was 90%+ constantly.
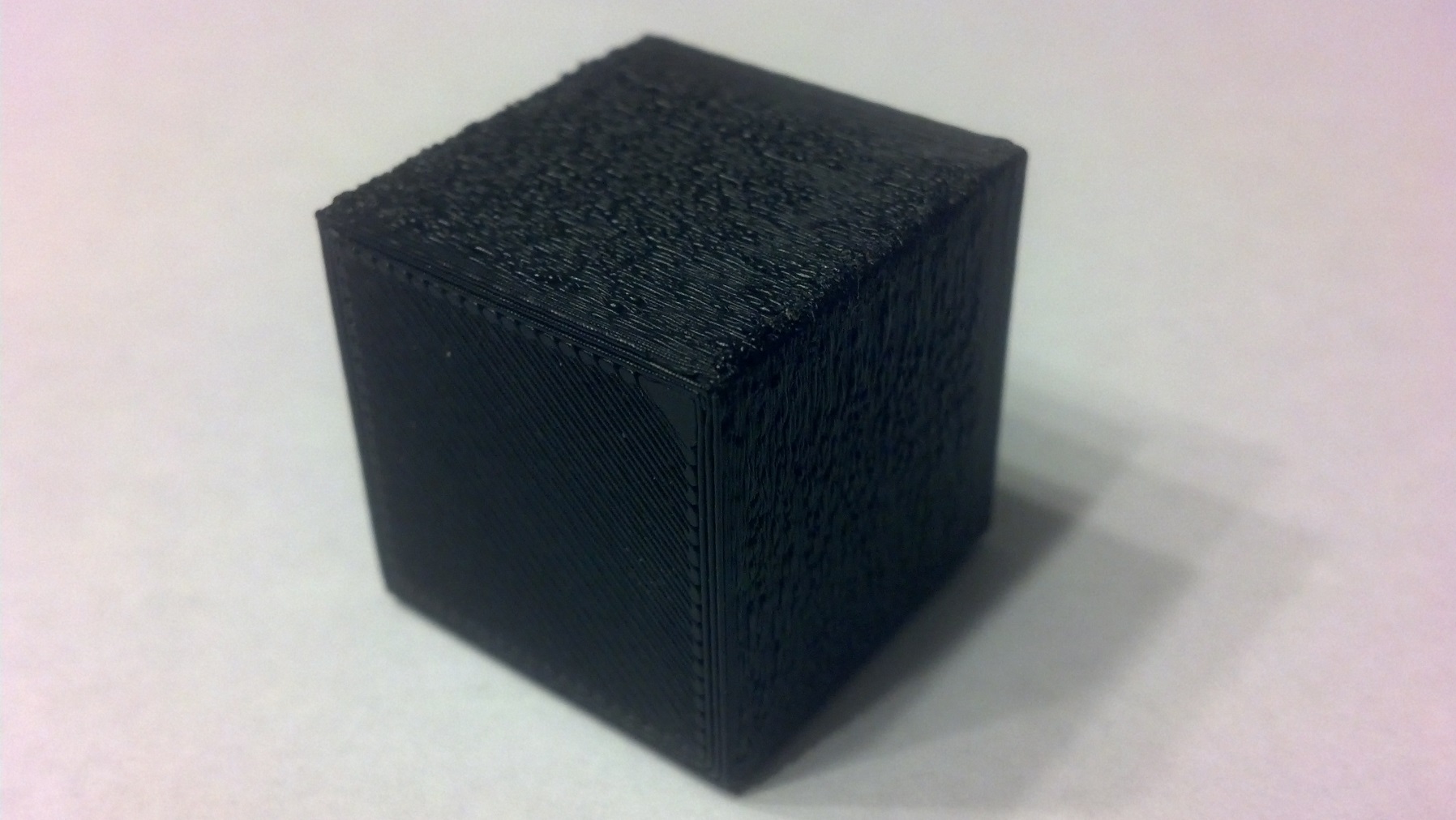
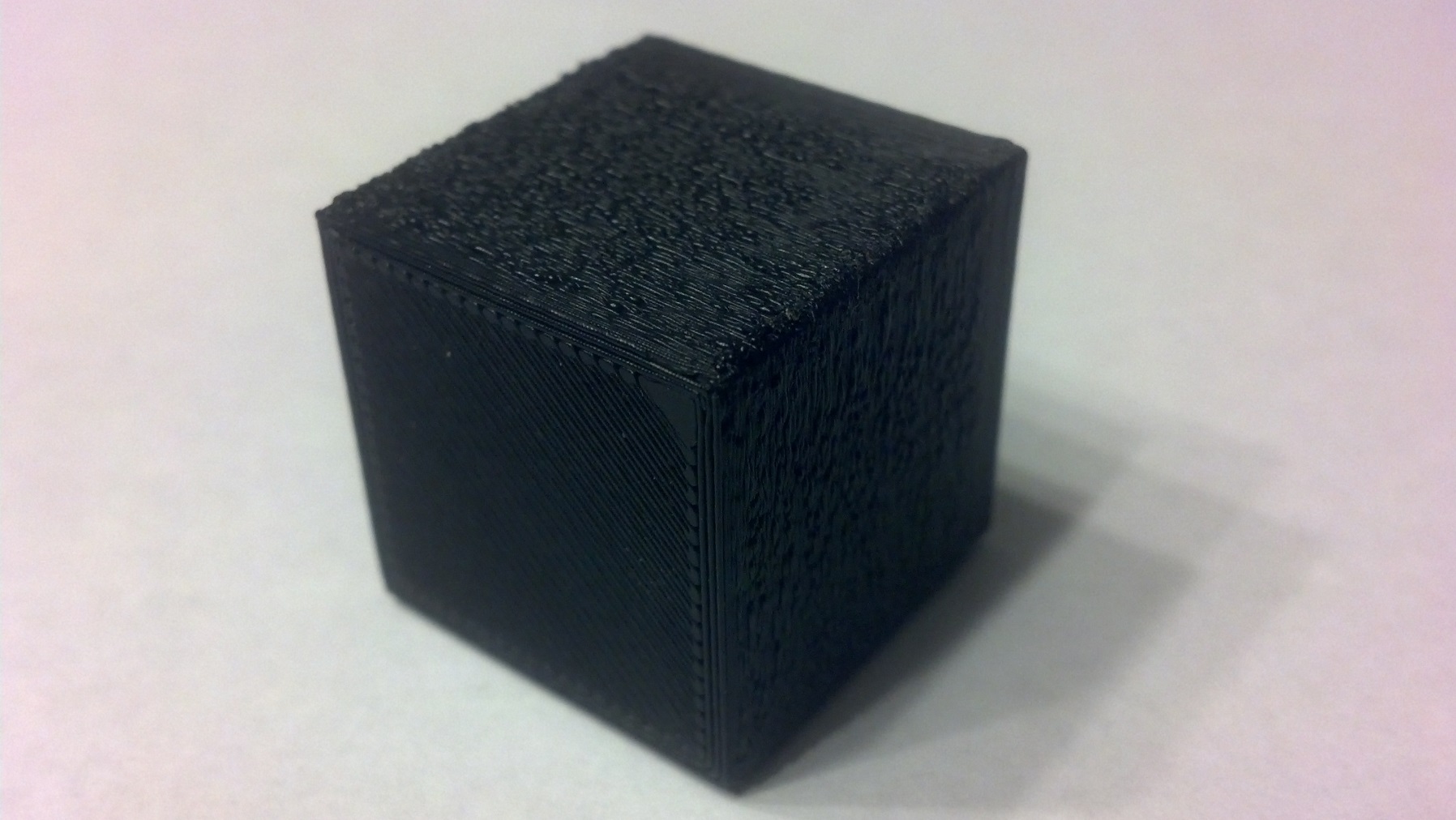
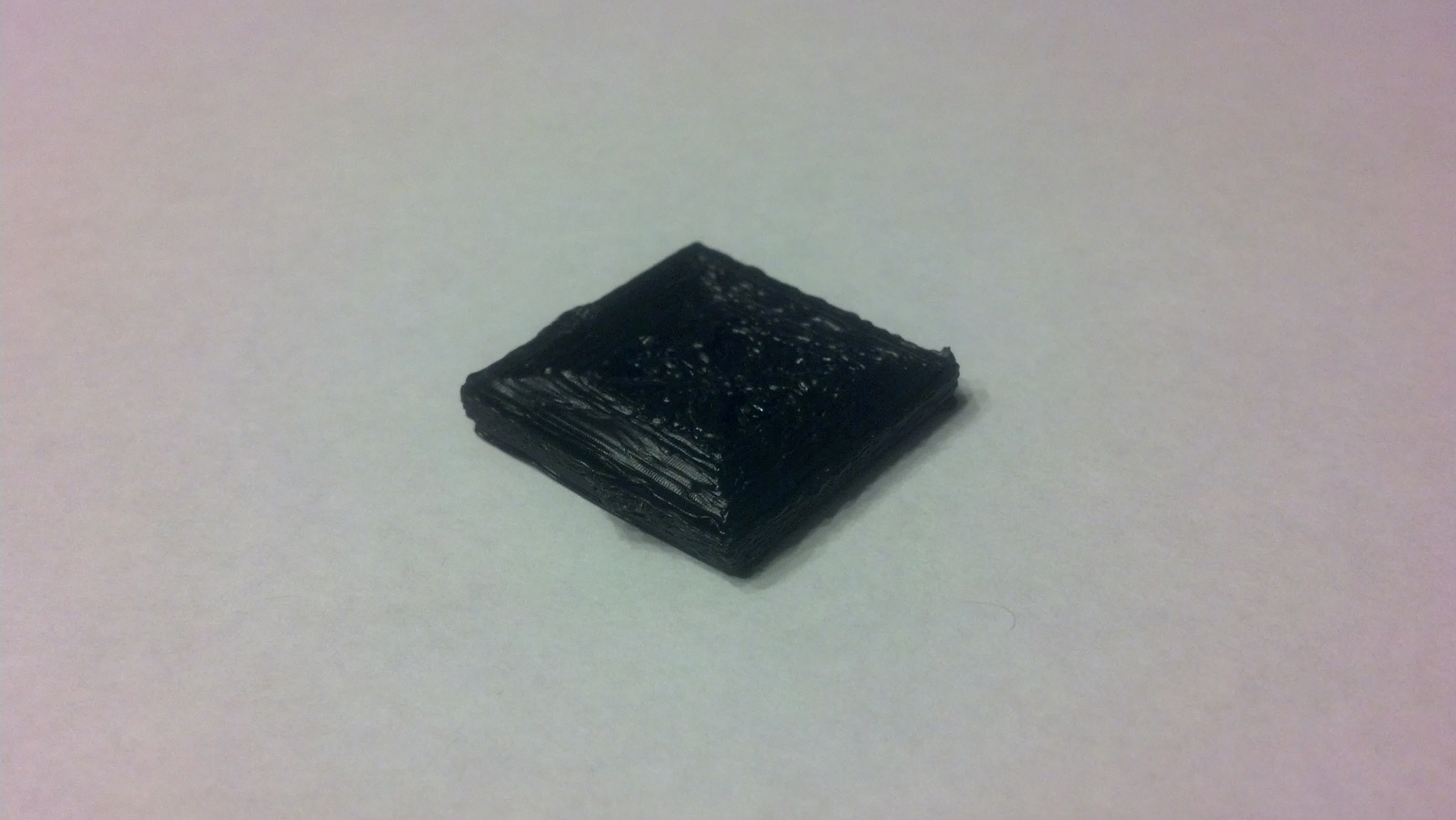
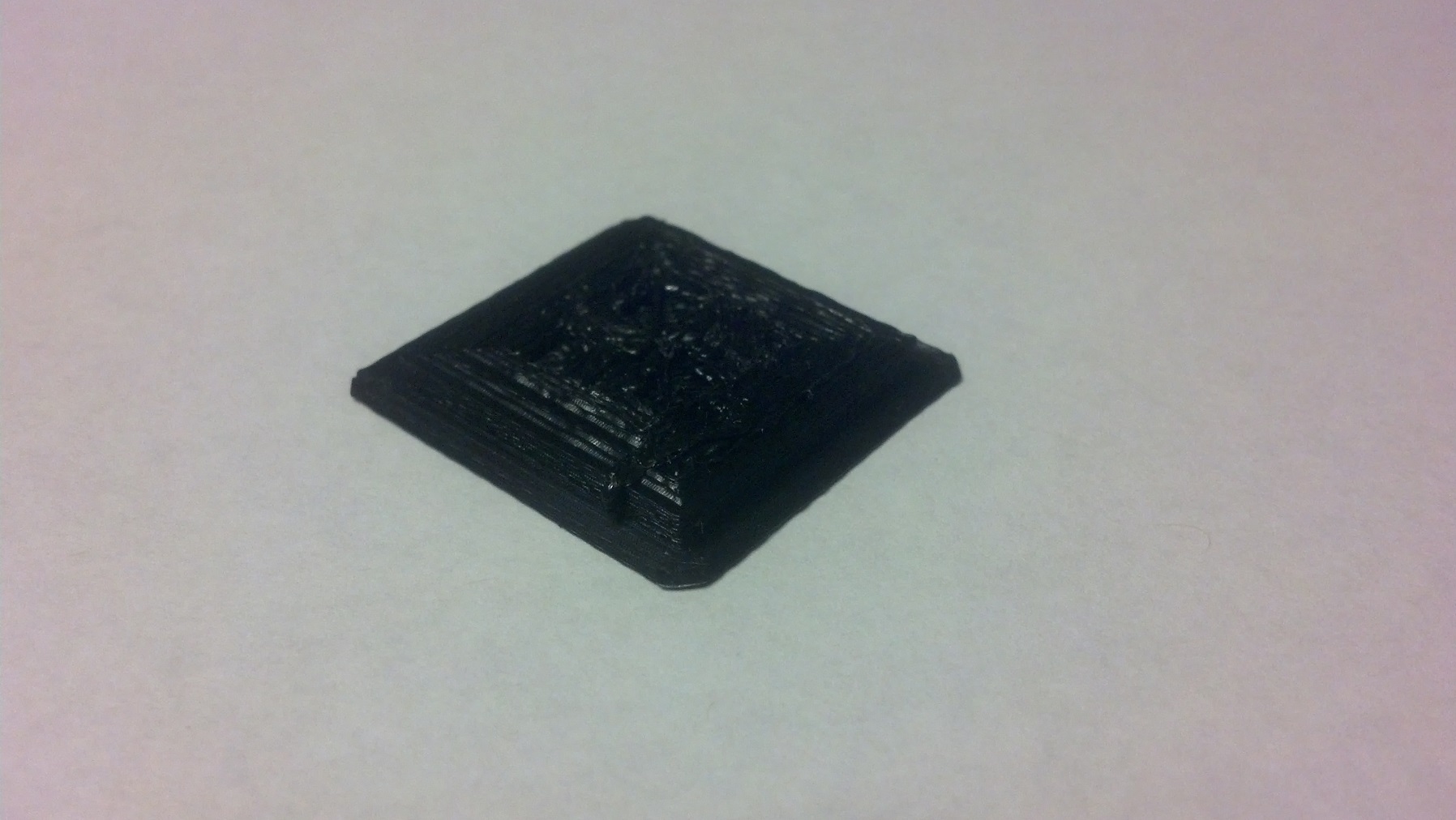
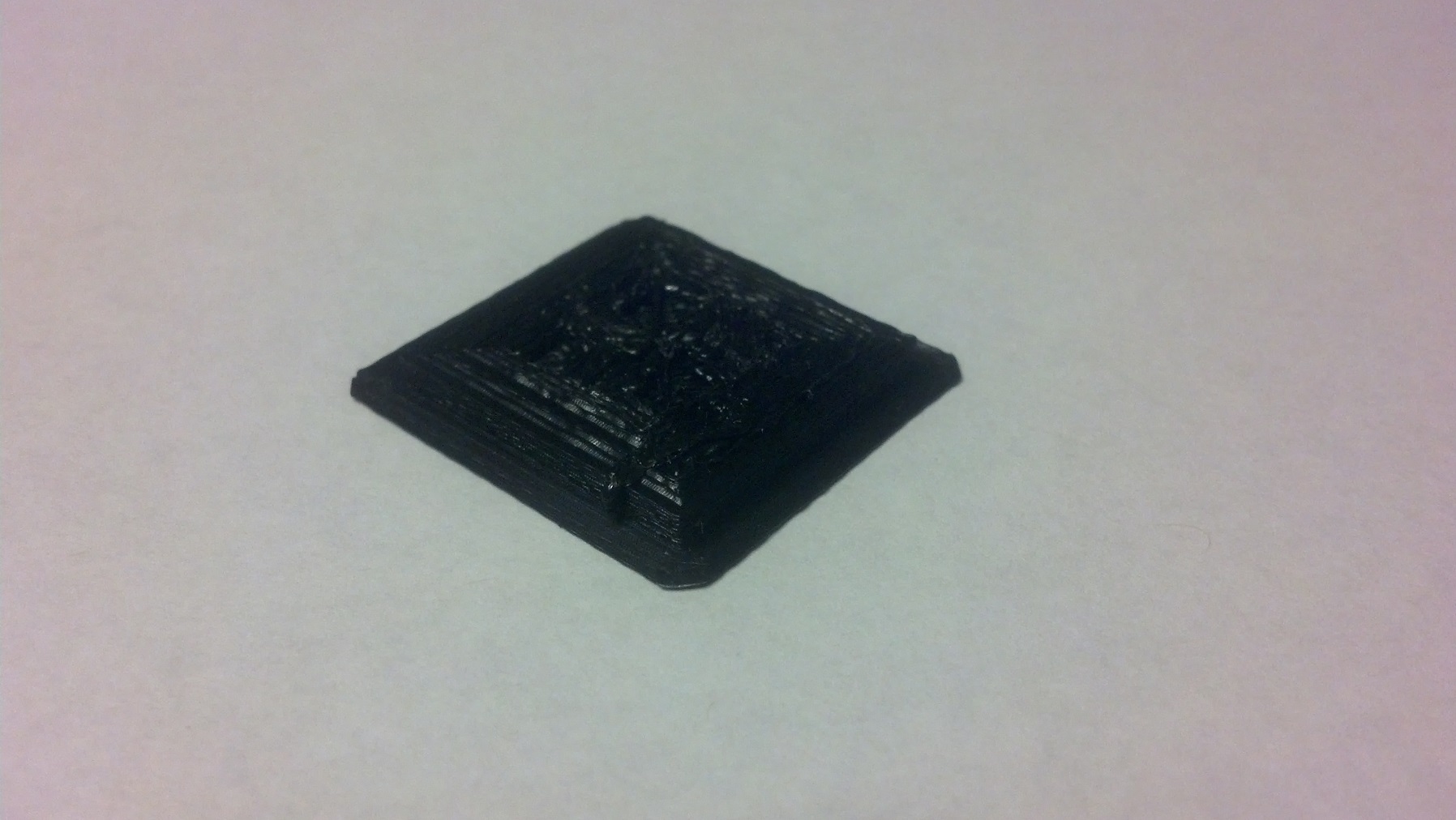
The second image is the same 20mm cube done 3 days after getting the printer. Layer height was .1mm the surface quality of the cube is good for the first 4 percent and the last 6 percent but the walls look textured like low quality high grit sand paper (almost like if the cube had a horrible herpes outbreak). I assumed that this must be due to the high amount of water the ABS must have absorbed as referencing the pictorial problems guide. So I bought a dehumidifier and have left it running on max continuously since I got it. Pictures 3,4,5 are all the same .1 mm layer height print with continually slower print speeds. No change, in fact I had to stop the print several times because the infill was so much higher than the print level that the extruder was being banged up as it tried to pass over them.
The next step in attempting to remove the humidity (because I still believed that to be the case) was to place the ABS roll in the oven at 200F for 3 hours. I did and the cross-section is the same. Diameter has not changed by any appreciable amount, and the properties of the ABS are the same. I did cut off the first 2” because they hung down closer to the heater element so I got rid of them just to be safe. I used a oven thermometer to verify oven temperature because, I calibrated the thermometer suspended in a pot of boiling water and it read about 215F which was close enough for me. I’m glad I used a thermometer because my oven cooks about 65F above the dial set point and that might have been a problem for the spool reel.
Picture 7 is before the baking but after 3 or 4 days in a constantly dehumidified and now every hot and dry room. So much I cant be in it for very long, especially with the printer running. Reminds me of Arizona in the summer, but only slightly more humid. Picture 8 is after the baking. No changed. None
I then rechecked my extruder calibration and it was 99.7 or 99.8 mm (hard to get any more accurate a reading than that) extruded out of 100mm requested. I also triple checked my diameter and the settings in slic3r. they were also right. I even used a new out of the sealed plastic with desiccant spool of ABS and had the same surface errors I am assuming my problem must not be from humidity or moisture in the ABS.
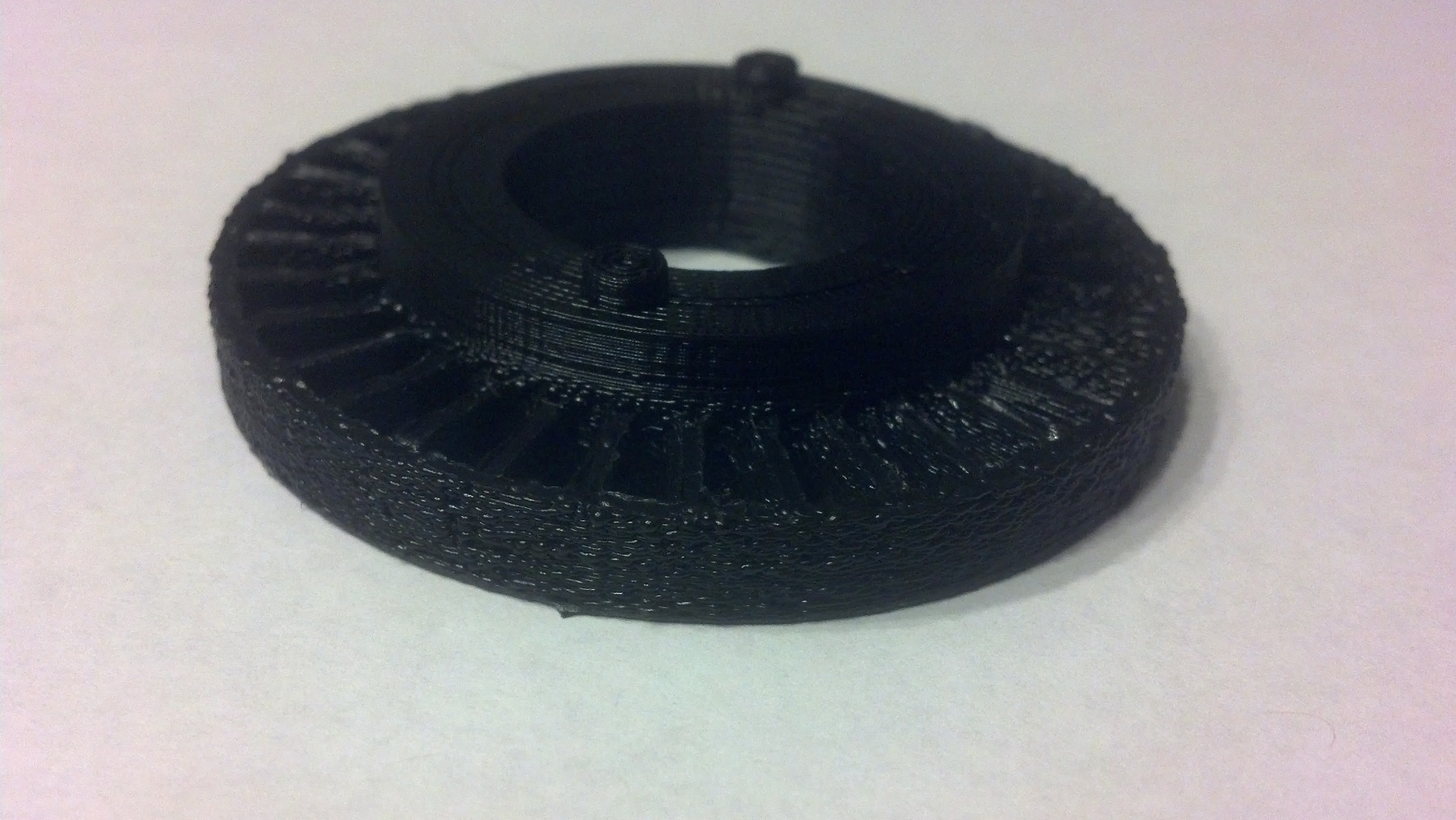
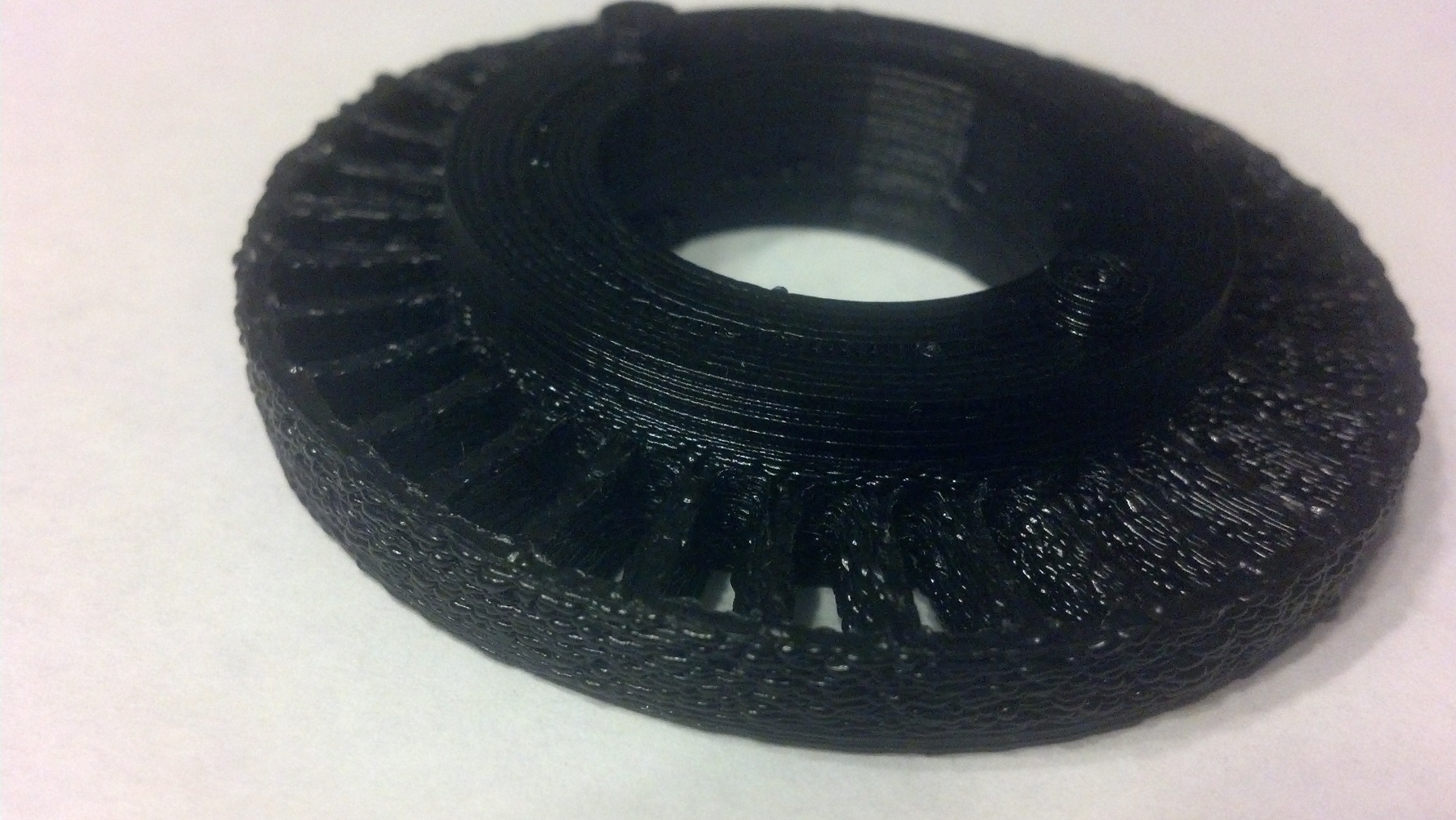
Looking back at the problem I decided that there must still be too much material being extruded. I printed the same turbine piece again but this time I decided to reduce the flow rate to 62%. And the part turned out very well at the layer after I adjusted the flow. The top layer was of course not completely solid.
I reprinted the item again with a flow of 72% and I lowered my temperature from 225C (supplier recommended to 212C) print still looked very nice but the layers did not seem to be too strongly adhered together. Some of the cylinder projections on the part easily broke. I believe this may be just a little too low for good layer adhesion.
My question if your still reading, is this normal to have to reduce flow, (I am assuming in slic3r the extruder multiplier should work to do that for me), when printing below a certain level thickness? I can increase the widths of the top and bottom layers to make up for the lower flow percent. Am I just missing the concept completely or am I close?
This is my first post. I have been printing for a week or so now and have noticed some very strange issues. I wanted to document what I saw because I had been searching on the internet for a while and could not find any info on my problem. It’s a long post so skip to the pictures if you’re still interested.
A look through the pictorial guide gave me the idea that the poor print quality I was experiencing was due to either low quality ABS or my ABS having absorbed humidity. I live in a very humid region of the US and the AC only helps to reduce humidity during the day, at night when the outside temperature drops below the AC set point the humidity skyrockets and you often wake up sticky.
The attached pictures are a chronological record of items I have printed. The first print was done as soon as the printer arrived. It is a 20mm cube with .4mm layer height on a .4mm nozzle ( I have since read that this may be a little to large for the nozzle but the print turned out relatively well, some poor layer adhesion due to what I assume was poor air control of the print bed and thus the ABS would warp due to AC kicking on and the like. So I covered the AC vent and sealed it off. Kept the door shut tight and was super slow about opening it and closing it so not to create a draft. The resulting effect was there was no more de-lamination or problems with the print sticking to the bed, However the temperature in the office rose to 90F+ and the humidity was 90%+ constantly.
The second image is the same 20mm cube done 3 days after getting the printer. Layer height was .1mm the surface quality of the cube is good for the first 4 percent and the last 6 percent but the walls look textured like low quality high grit sand paper (almost like if the cube had a horrible herpes outbreak). I assumed that this must be due to the high amount of water the ABS must have absorbed as referencing the pictorial problems guide. So I bought a dehumidifier and have left it running on max continuously since I got it. Pictures 3,4,5 are all the same .1 mm layer height print with continually slower print speeds. No change, in fact I had to stop the print several times because the infill was so much higher than the print level that the extruder was being banged up as it tried to pass over them.
The next step in attempting to remove the humidity (because I still believed that to be the case) was to place the ABS roll in the oven at 200F for 3 hours. I did and the cross-section is the same. Diameter has not changed by any appreciable amount, and the properties of the ABS are the same. I did cut off the first 2” because they hung down closer to the heater element so I got rid of them just to be safe. I used a oven thermometer to verify oven temperature because, I calibrated the thermometer suspended in a pot of boiling water and it read about 215F which was close enough for me. I’m glad I used a thermometer because my oven cooks about 65F above the dial set point and that might have been a problem for the spool reel.
Picture 7 is before the baking but after 3 or 4 days in a constantly dehumidified and now every hot and dry room. So much I cant be in it for very long, especially with the printer running. Reminds me of Arizona in the summer, but only slightly more humid. Picture 8 is after the baking. No changed. None
I then rechecked my extruder calibration and it was 99.7 or 99.8 mm (hard to get any more accurate a reading than that) extruded out of 100mm requested. I also triple checked my diameter and the settings in slic3r. they were also right. I even used a new out of the sealed plastic with desiccant spool of ABS and had the same surface errors I am assuming my problem must not be from humidity or moisture in the ABS.
Looking back at the problem I decided that there must still be too much material being extruded. I printed the same turbine piece again but this time I decided to reduce the flow rate to 62%. And the part turned out very well at the layer after I adjusted the flow. The top layer was of course not completely solid.
I reprinted the item again with a flow of 72% and I lowered my temperature from 225C (supplier recommended to 212C) print still looked very nice but the layers did not seem to be too strongly adhered together. Some of the cylinder projections on the part easily broke. I believe this may be just a little too low for good layer adhesion.
My question if your still reading, is this normal to have to reduce flow, (I am assuming in slic3r the extruder multiplier should work to do that for me), when printing below a certain level thickness? I can increase the widths of the top and bottom layers to make up for the lower flow percent. Am I just missing the concept completely or am I close?
Attachments:
open | download - 1.jpg (404.9 KB)
open | download - 2.jpg (327.9 KB)
open | download - 3.jpg (296.1 KB)
open | download - 4.jpg (300.1 KB)
open | download - 5.jpg (303.8 KB)
open | download - 6.jpg (325.9 KB)
open | download - 7.jpg (425.6 KB)
open | download - 8.jpg (482.8 KB)
open | download - 9.jpg (542.8 KB)
open | download - 1.jpg (404.9 KB)
{kind=link}
{kind=link}
open | download - 2.jpg (327.9 KB)
{kind=link}
{kind=link}
open | download - 3.jpg (296.1 KB)
{kind=link}
{kind=link}
open | download - 4.jpg (300.1 KB)
{kind=link}
{kind=link}
open | download - 5.jpg (303.8 KB)
{kind=link}
{kind=link}
open | download - 6.jpg (325.9 KB)
{kind=link}
{kind=link}
open | download - 7.jpg (425.6 KB)
{kind=link}
{kind=link}
open | download - 8.jpg (482.8 KB)
{kind=link}
{kind=link}
open | download - 9.jpg (542.8 KB)
{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.