How to improve quality??
Posted by rotinaj13
|
How to improve quality?? June 19, 2012 07:07PM |
Registered: 11 years ago Posts: 23 |
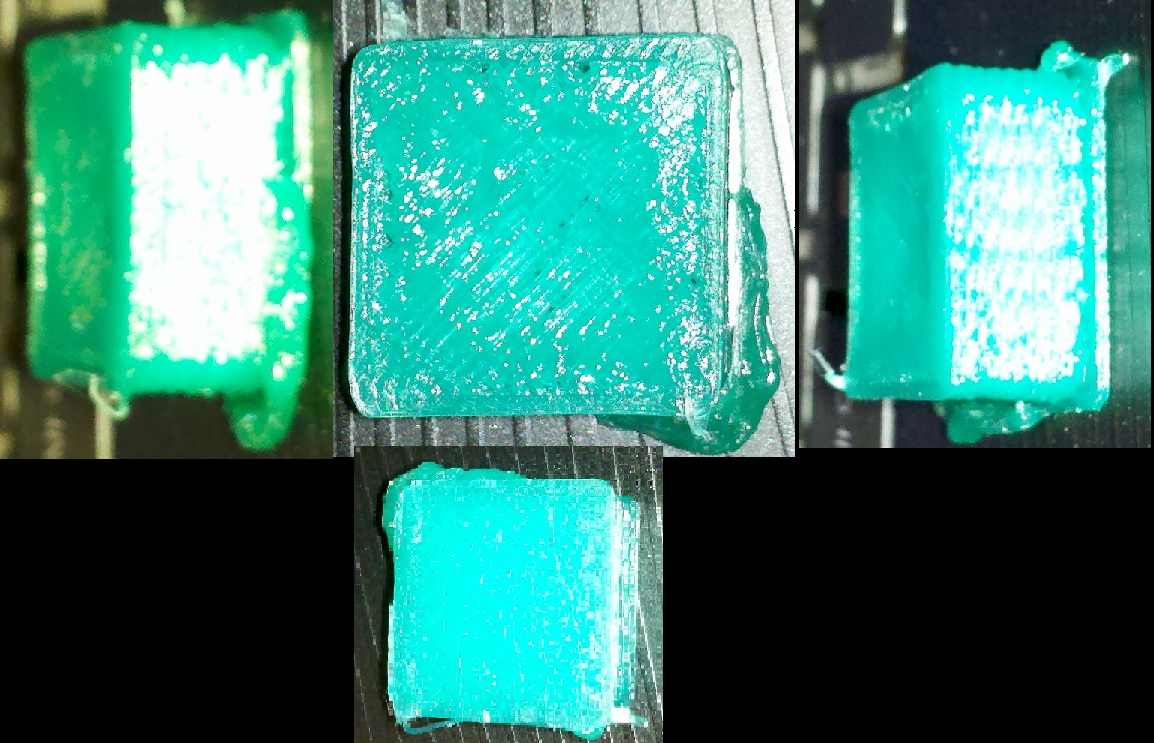
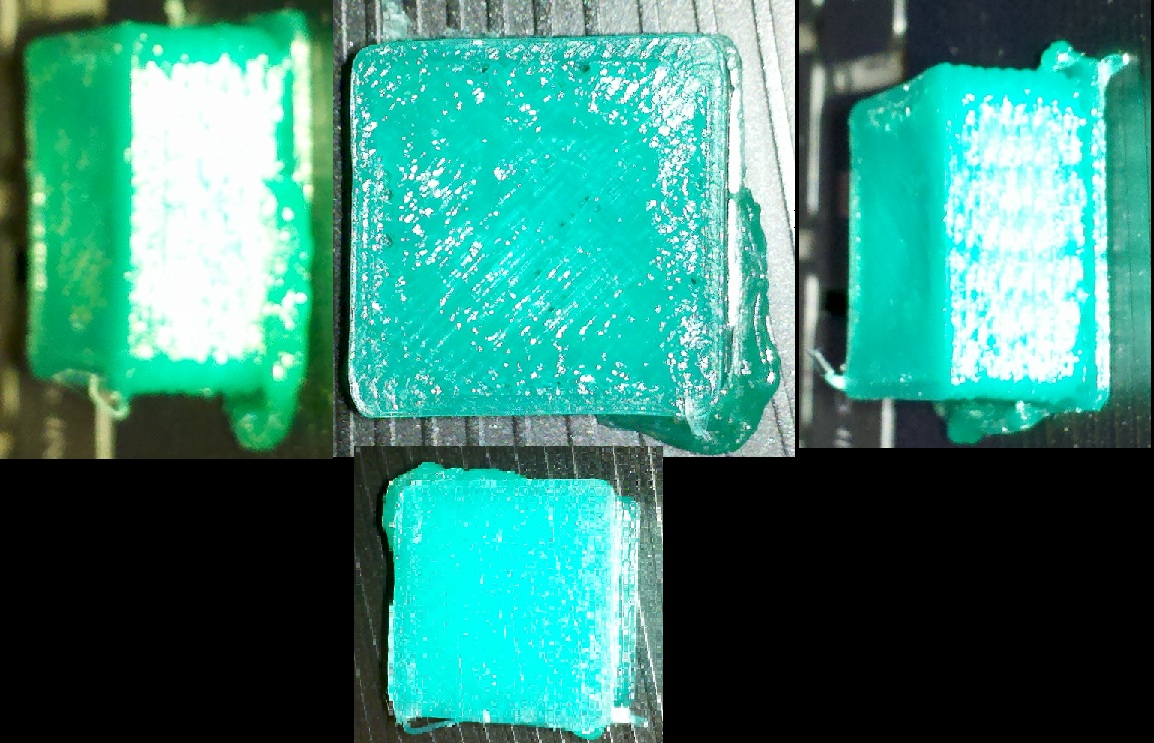
This is the 20mm solid cube from the calibration wiki page. It measures 19.9898 x 19.9898 x 9.7282. The blobs around the bottom seem to be happening from the second layer to about the 5th or so layer. it is not lifting from the bed so the adhesion is good. this is printed from a wolfstrap with the jhead nozzle .35 everything was calibrated and was within tolerances. print head gap is 2 paper thicknesses. It is laying down a pretty good first layer. In pronterface the xy is 300mm/m Z is 200 e is 300. I attached my slicer config file to this post that details out my settings. I am running a gen6 board with sprinter.
{kind=link}
{kind=link}
|
Re: How to improve quality?? June 19, 2012 07:14PM |
Registered: 12 years ago Posts: 30 |
|
Re: How to improve quality?? June 19, 2012 07:33PM |
Registered: 11 years ago Posts: 23 |
|
Re: How to improve quality?? June 20, 2012 02:13PM |
Registered: 12 years ago Posts: 195 |
Have you verified that your hotend thermistor is telling you the truth? 180 is too cool for PLA to get that glossy at any reasonable speed.
Check your thermistor settings in your firmware (IIRC the one J-Head ships with is 1) and that your thermistor is making good contact with the brass block. I wound up putting a dab of muffler putty in the thermistor cavity along with Kapton on top to secure it.
Check your thermistor settings in your firmware (IIRC the one J-Head ships with is 1) and that your thermistor is making good contact with the brass block. I wound up putting a dab of muffler putty in the thermistor cavity along with Kapton on top to secure it.
|
Re: How to improve quality?? June 20, 2012 03:37PM |
Registered: 11 years ago Posts: 23 |
It is within a couple of degrees of what my multimeter reads on it. the blobs are the main part that is concerning me and for the first few layers it is like the layer is wider than what slicer thinks so the printhead starts to plow through a little bit of the side of the last infill layer and this keeps building up till it gets pushed out of the print. I have tried a few different settings but can not seem to get this nailed down right. How tall should the first layer be? It looks like it is almost paper thin.
|
Re: How to improve quality?? June 20, 2012 05:55PM |
|
Re: How to improve quality?? June 20, 2012 06:30PM |
Registered: 11 years ago Posts: 939 |
|
Re: How to improve quality?? June 20, 2012 07:39PM |
Registered: 11 years ago Posts: 23 |
Well it isnt so much that it is not clearing the last layer in terms of Z axis. When it prints the perimeter and moves to the inside to start the infill it will make the first few lines of the infill fine then it starts plowing into the previous line but only a little bit. It is noticable at about the 50% mark when the line is longer which then creates a few blobs. As the layers start to build these blobs get pushed around like a snow ball and eventually lead to building up over the first 30% or so of the print at which time it finally gets stuck to the side or gets pushed free of the print. the problem doesnt show on the .5 single wall cube, which comes out looking pretty good. It is when i switch to the infill i start running into problems. How do I check the width to what slicer thinks it is giving me? I have heard that mentioned but have yet to figure out how to check this. Thank you!
|
Re: How to improve quality?? June 20, 2012 07:48PM |
Registered: 11 years ago Posts: 939 |
In the comments at the top of the GCode file Slic3r prints what it thinks the extrusion width is.
Measure the wall of the single walled test print and verify it's close, if your printer is making walls too wide you'll have issues with infill.
You can tune the ESteps or the extruder multiplier in slic3r to get them to match.
Measure the wall of the single walled test print and verify it's close, if your printer is making walls too wide you'll have issues with infill.
You can tune the ESteps or the extruder multiplier in slic3r to get them to match.
|
Re: How to improve quality?? June 20, 2012 10:01PM |
Registered: 11 years ago Posts: 23 |
Thank you for the information Polygon! I checked it and this is what slic3r put in the gcode:
; layer_height = 0.28
; perimeters = 2 <------- I need to knock this to 1 before checking the width correct?
; solid_layers = 2
; fill_density = 0.4
; nozzle_diameter = 0.35
; filament_diameter = 2.819
; extrusion_multiplier = 1.1
; perimeter_speed = 20
; infill_speed = 20
; travel_speed = 130
; extrusion_width_ratio = 0
; scale = 1
; single wall width = 0.37mm
Thank you for to replies and advice. It has given me some direction and more things to try with it. I dropped the temp to 180 on first layer and 170 on second as well. The e steps I calibrated that with the hotend off and ensured that it was pulling 100mm in. The true measurement was 99.998mm was what it pulled in when commanded for 100 so very close. The jhead nozzle is being run off of a resistor that came with my gen6 electronics. I made the nozzle so it was not a bought solution. I will try the muffler putty on the thermistor I did not think about that, although I should have since that is what I did to cap in the resistor. Thanks again for all the help! If you tell me I need to change the perimeters to a one I will run the test tomorrow when I get off of work. currently with those settings I measured it at:
.5588mm
; layer_height = 0.28
; perimeters = 2 <------- I need to knock this to 1 before checking the width correct?
; solid_layers = 2
; fill_density = 0.4
; nozzle_diameter = 0.35
; filament_diameter = 2.819
; extrusion_multiplier = 1.1
; perimeter_speed = 20
; infill_speed = 20
; travel_speed = 130
; extrusion_width_ratio = 0
; scale = 1
; single wall width = 0.37mm
Thank you for to replies and advice. It has given me some direction and more things to try with it. I dropped the temp to 180 on first layer and 170 on second as well. The e steps I calibrated that with the hotend off and ensured that it was pulling 100mm in. The true measurement was 99.998mm was what it pulled in when commanded for 100 so very close. The jhead nozzle is being run off of a resistor that came with my gen6 electronics. I made the nozzle so it was not a bought solution. I will try the muffler putty on the thermistor I did not think about that, although I should have since that is what I did to cap in the resistor. Thanks again for all the help! If you tell me I need to change the perimeters to a one I will run the test tomorrow when I get off of work. currently with those settings I measured it at:
.5588mm
|
Re: How to improve quality?? June 20, 2012 10:34PM |
Registered: 11 years ago Posts: 939 |
|
Re: How to improve quality?? June 21, 2012 04:33PM |
Registered: 11 years ago Posts: 23 |
|
Re: How to improve quality?? June 21, 2012 05:10PM |
Registered: 11 years ago Posts: 939 |
|
Re: How to improve quality?? June 21, 2012 10:41PM |
Registered: 11 years ago Posts: 23 |
Ok I got the settings to where it matches what I measured. I have not reprinted the .5 cube to verify everything matches up with these settings. It was close to 100 here today and my ac in the car stopped so I spent some time diagnosing it. After I changed the settings to what you suggested to check the width I printed the .5 cube. I measured it at .381mm. This is the start of the gcode after I changed the advanced settings.
; layer_height = 0.28
; perimeters = 1
; solid_layers = 0
; fill_density = 0
; nozzle_diameter = 0.35
; filament_diameter = 2.819
; extrusion_multiplier = 1
; perimeter_speed = 20
; infill_speed = 20
; travel_speed = 130
; extrusion_width_ratio = 1.37
; scale = 1
; single wall width = 0.38mm
I will reprint the test again and measure it again to ensure everything matches. Thanks again for all of the help, it is much appreciated!
; layer_height = 0.28
; perimeters = 1
; solid_layers = 0
; fill_density = 0
; nozzle_diameter = 0.35
; filament_diameter = 2.819
; extrusion_multiplier = 1
; perimeter_speed = 20
; infill_speed = 20
; travel_speed = 130
; extrusion_width_ratio = 1.37
; scale = 1
; single wall width = 0.38mm
I will reprint the test again and measure it again to ensure everything matches. Thanks again for all of the help, it is much appreciated!
|
Re: How to improve quality?? June 25, 2012 08:35PM |
Registered: 11 years ago Posts: 23 |
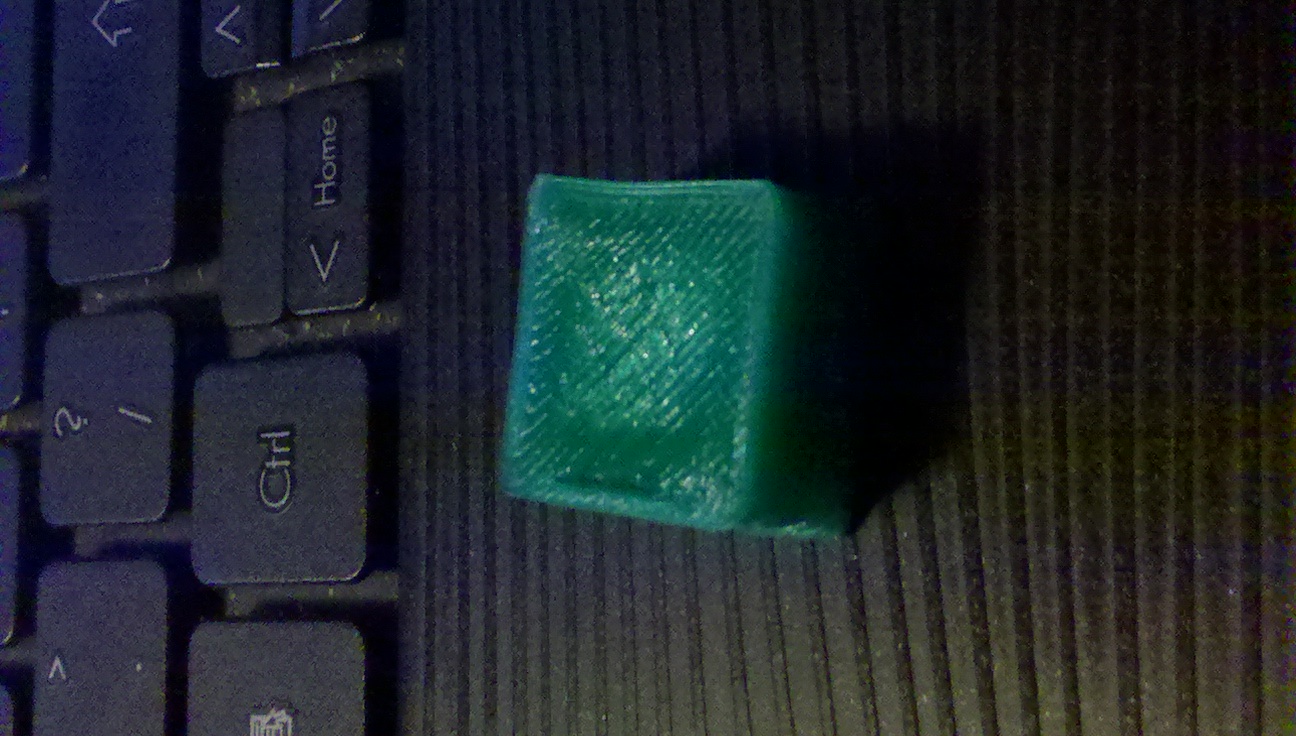
Okay so what I learned from this is proper Z height! The blobs at the base of the print were caused by having the Z set to low for the first layer. I played around with it testing different values in the Z offset in Slic3r till I got a first layer that was very very close to what slic3r was looking for the layer in terms of width. After that I tried the test print again. It came out pretty good. I had a slight section where the infill pulled away from the perimeter a little bit and a slight concave top. I believe the concave top lead to the infill pulling back and I believe the concave infill is due to the heat. I printed only one cube with cooling turned off in slic3r and the fan not running. Let me know what you think.
{kind=link}
{kind=link}
|
Re: How to improve quality?? June 26, 2012 04:01PM |
Registered: 12 years ago Posts: 36 |
hm looks like your edges the layers are kinda squished (maybe not but from the picture)
you can try keep lowering heat 1 degree at a time or so and maybe change your extrusion ration to be a bit down if the layers seem too fat , I'm guessing you know what to do with your dimensions(correcting the steps until it's 20 20 10)
you can try keep lowering heat 1 degree at a time or so and maybe change your extrusion ration to be a bit down if the layers seem too fat , I'm guessing you know what to do with your dimensions(correcting the steps until it's 20 20 10)
|
Anonymous User
Re: How to improve quality?? October 01, 2012 07:19AM |
Sorry, only registered users may post in this forum.