Bad Print Quality
Posted by Khilborn
|
Bad Print Quality April 17, 2015 12:08PM |
Registered: 9 years ago Posts: 13 |
Geeetech Prusa I3 Pro B with a Sanguinololu board
Finally got my printer setup and this is my first test print which did not come out that well.
What I tried to print: [www.thingiverse.com]
Slicer settings: [bazaarofcards.com]
Printed Part Pictures
Any suggestions would be greatly appreciated.
Finally got my printer setup and this is my first test print which did not come out that well.
What I tried to print: [www.thingiverse.com]
Slicer settings: [bazaarofcards.com]
Printed Part Pictures







Any suggestions would be greatly appreciated.
|
Re: Bad Print Quality April 17, 2015 12:29PM |
Registered: 9 years ago Posts: 752 |
What temperature settings are you using, does increasing, lowering change anything? Speed settings, what slicer, what nozzle size, PLA or ABS.
Did you do the calibration on this page: http://reprap.org/wiki/Triffid_Hunter%27s_Calibration_Guide?
Is the e steps calibrated? Seems like some under extrusion but until the printer is fully calibrated it could be a lot other things. It could also be mechanical issues and slicing issues.
Did you do the calibration on this page: http://reprap.org/wiki/Triffid_Hunter%27s_Calibration_Guide?
Is the e steps calibrated? Seems like some under extrusion but until the printer is fully calibrated it could be a lot other things. It could also be mechanical issues and slicing issues.
|
Re: Bad Print Quality April 17, 2015 12:33PM |
Registered: 9 years ago Posts: 13 |
|
Re: Bad Print Quality April 17, 2015 01:14PM |
Registered: 10 years ago Posts: 1,401 |
On those pictures I can see several problems related to calibration.
You definitely have some loose belts, don't think your steps per mm are correct, probably Z wobbling and under extrusion (either steps/mm or slicing).
As first print you should use simpler parts that will help you tune you printer right, a simple cube will serve you better to find the problems.
You definitely have some loose belts, don't think your steps per mm are correct, probably Z wobbling and under extrusion (either steps/mm or slicing).
As first print you should use simpler parts that will help you tune you printer right, a simple cube will serve you better to find the problems.
|
Re: Bad Print Quality April 17, 2015 01:25PM |
Registered: 9 years ago Posts: 13 |
|
Re: Bad Print Quality April 17, 2015 02:53PM |
Registered: 9 years ago Posts: 13 |
Quote
imqqmi
What temperature settings are you using, does increasing, lowering change anything? Speed settings, what slicer, what nozzle size, PLA or ABS.
Did you do the calibration on this page: http://reprap.org/wiki/Triffid_Hunter%27s_Calibration_Guide?
Is the e steps calibrated? Seems like some under extrusion but until the printer is fully calibrated it could be a lot other things. It could also be mechanical issues and slicing issues.
Couple of question on this calibration guide:
How can I determine the following:
Know your stepper motors' full steps per revolution value. steps = 360 / angle, so 1.8° = 200 steps, 0.9° = 400 steps, etc.
Know your stepper drivers' microsteps setting. Most Pololus are set to 16x. GEN3 driver 2.3 is fixed to 2 (half step). Some boards have 32x.
Know your belt pitch! XL and T5 belts /look/ the same, but the difference is important!
Know the number of teeth on your extruder gears, or at least the gear ratio. (Mine are hard to see without taking the extruder apart...)
And what is Backlash?
Edited 2 time(s). Last edit at 04/17/2015 03:10PM by Khilborn.
|
Re: Bad Print Quality April 17, 2015 03:13PM |
Registered: 9 years ago Posts: 569 |
1. According to the Greetech website, you have a 1.8 degree stepping angle (most common), so 200 steps per full revolution.
2. Again, according to Greetech, you should be dealing with a 1/16th stepper setting (most common).
3. Did not see anything on the type of belt being used. Perhaps re-check the build instructions?
4. See Question #4. Though I am not sure if this is necessary or not as you should be checking your extruder steps per mm by test extruding and measuring 100-120 mm of filament (you don't need to extrude it through the hotend at first, so it shouldn't be wasted).
And sorry, can't help with the backlash question.
2. Again, according to Greetech, you should be dealing with a 1/16th stepper setting (most common).
3. Did not see anything on the type of belt being used. Perhaps re-check the build instructions?
4. See Question #4. Though I am not sure if this is necessary or not as you should be checking your extruder steps per mm by test extruding and measuring 100-120 mm of filament (you don't need to extrude it through the hotend at first, so it shouldn't be wasted).
And sorry, can't help with the backlash question.
|
Re: Bad Print Quality April 17, 2015 03:15PM |
Registered: 9 years ago Posts: 569 |
|
Re: Bad Print Quality April 17, 2015 04:55PM |
Registered: 9 years ago Posts: 13 |
|
Re: Bad Print Quality April 20, 2015 10:03PM |
Registered: 9 years ago Posts: 13 |
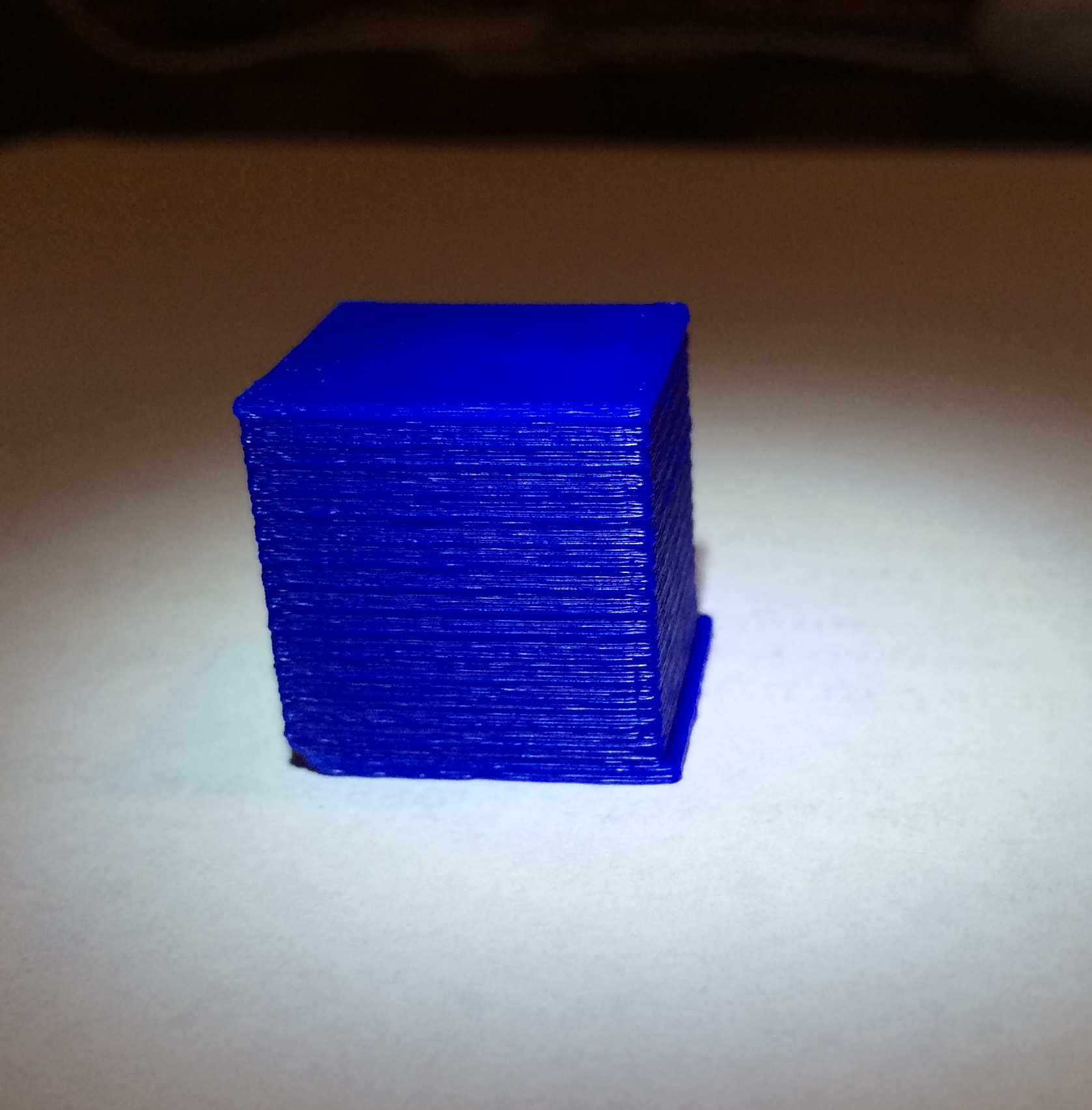
Alright after running through the calibration steps this is what I get when printing the test cube. From the attached image you can see something is going on with the x-axis in the initial few layers. After that, everything prints pretty good. Any suggestions. Slicer setting are the same as linked above and the temps for the hot end is 235 and the bed is 100.
Edited 1 time(s). Last edit at 04/22/2015 09:49AM by Khilborn.

Edited 1 time(s). Last edit at 04/22/2015 09:49AM by Khilborn.
|
Re: Bad Print Quality April 20, 2015 11:46PM |
Registered: 10 years ago Posts: 1,401 |
|
Re: Bad Print Quality April 21, 2015 11:54AM |
Registered: 9 years ago Posts: 13 |
Quote
ggherbaz
Check your belts and pulleys, something it's still loose. You might be over extruding some, if you calibrated your extruder steps then adjust some your feedrate or extrusion multiplier.
If I tighten the belts any more the extruder starts skipping. I am assuming that it's to tight when that happens. From the last test cube that was printed it seems as if something on the X axis is messing up and the intial layers. I made sure the pulley's and belts were as tight as they could be. Like I said I really can't tighten the belts anymore.
Edited 2 time(s). Last edit at 04/21/2015 01:40PM by Khilborn.
|
Re: Bad Print Quality April 21, 2015 02:58PM |
Registered: 9 years ago Posts: 77 |
|
Re: Bad Print Quality April 21, 2015 03:13PM |
Registered: 9 years ago Posts: 13 |
|
Re: Bad Print Quality April 21, 2015 03:19PM |
Registered: 9 years ago Posts: 13 |
I think I might of found a problem. I see that my 1st layer height is .3 which is equal to my nozzle diameter. Should the 1st layer height be 80% of my nozzle diameter? So this should be max of .24 mm?
I have not tested this yet. I will have to test tonight.
Edited 1 time(s). Last edit at 04/21/2015 05:30PM by Khilborn.
I have not tested this yet. I will have to test tonight.
Edited 1 time(s). Last edit at 04/21/2015 05:30PM by Khilborn.
|
Re: Bad Print Quality April 21, 2015 07:07PM |
Registered: 9 years ago Posts: 1,873 |
|
Re: Bad Print Quality April 21, 2015 07:40PM |
Registered: 9 years ago Posts: 13 |
|
Re: Bad Print Quality April 21, 2015 07:49PM |
Registered: 9 years ago Posts: 1,873 |
|
Re: Bad Print Quality April 22, 2015 09:51AM |
Registered: 9 years ago Posts: 13 |
Quote
JamesK
Ah, you mean the position of the print head started skipping, not the movement of filament through the extruder?
Yes, sorry I should of explained it a little better.
After more calibration last night this is what we get now. The bottom 4-5 layers just are not right yet. At least it's not printing the bottom 5 skewed like it was. We basically measured this cube and adjusted the XY steps per mm in the Firmware until we were getting right at 20mm x 20mm which is what the cube calls for. We put the 1st layer height at .24mm which is 80% of the nozzle diameter and changed the heat for the hot end to 245 and the bed to 110. Any ideas on why these 1st 5 layers look like poo?

{kind=link}
{kind=link}
|
Re: Bad Print Quality April 22, 2015 01:15PM |
Registered: 10 years ago Posts: 1,401 |
|
Re: Bad Print Quality April 22, 2015 01:17PM |
Registered: 10 years ago Posts: 1,401 |
|
Re: Bad Print Quality April 22, 2015 01:59PM |
Registered: 9 years ago Posts: 13 |
Quote
ggherbaz
Two things comes to my mind, first did you calibrate first your nozzle to bed at 0.1mm ? If you didn't when you set your first layer at 0.24 your nozzle might be too high, second is your threaded rod capable of that layer height? Have you checked which layer heights it can support?.
We calibrated our nozzle such that you can get a sheet of paper between with it slightly grabbing but not bending or tearing the paper.
|
Re: Bad Print Quality April 22, 2015 09:26PM |
Registered: 10 years ago Posts: 1,401 |
That's fine, although I will recommend you to get a feeler gauge and use the 0.1 blade.
Did you checked your threaded rod for best layer selection?
What speed are you using for first layer? that might impact adhesion.
Also, now that I am at home and can see better the pictures, there is 2 things you need to adjust to get better prints. The first one is to increase your retraction settings so those blobs in the corners will disappear, second is to play with extrusion width and extrusion multiplier.
Extrusion Width: is the thickness of your extruded filament, if you print at 0.1mm layer height you can use same size as nozzle e.g 0.4, as you increase your layer height you need to increase the thickness of your extruded filament so layer 0.2 nozzle 0.42-0.44 layer 0.3 nozzle 0.44-0.46.
Extrusion Multiplier: is the multiplication factor that the slicer will use to each extrusion, this depends a lot on materials. I have found that PLA prints best at 1 while ABS is best at 0.9.
Did you checked your threaded rod for best layer selection?
What speed are you using for first layer? that might impact adhesion.
Also, now that I am at home and can see better the pictures, there is 2 things you need to adjust to get better prints. The first one is to increase your retraction settings so those blobs in the corners will disappear, second is to play with extrusion width and extrusion multiplier.
Extrusion Width: is the thickness of your extruded filament, if you print at 0.1mm layer height you can use same size as nozzle e.g 0.4, as you increase your layer height you need to increase the thickness of your extruded filament so layer 0.2 nozzle 0.42-0.44 layer 0.3 nozzle 0.44-0.46.
Extrusion Multiplier: is the multiplication factor that the slicer will use to each extrusion, this depends a lot on materials. I have found that PLA prints best at 1 while ABS is best at 0.9.
|
Re: Bad Print Quality April 23, 2015 02:44PM |
Registered: 9 years ago Posts: 13 |
Quote
ggherbaz
That's fine, although I will recommend you to get a feeler gauge and use the 0.1 blade.
Did you checked your threaded rod for best layer selection?
What speed are you using for first layer? that might impact adhesion.
Also, now that I am at home and can see better the pictures, there is 2 things you need to adjust to get better prints. The first one is to increase your retraction settings so those blobs in the corners will disappear, second is to play with extrusion width and extrusion multiplier.
Extrusion Width: is the thickness of your extruded filament, if you print at 0.1mm layer height you can use same size as nozzle e.g 0.4, as you increase your layer height you need to increase the thickness of your extruded filament so layer 0.2 nozzle 0.42-0.44 layer 0.3 nozzle 0.44-0.46.
Extrusion Multiplier: is the multiplication factor that the slicer will use to each extrusion, this depends a lot on materials. I have found that PLA prints best at 1 while ABS is best at 0.9.
Can you explain the threaded rod question. I don't think I am understanding what you are asking. Sorry if it's a dumb question.
The speed and all other setting are in the attached Slicer settings.
Edited 1 time(s). Last edit at 04/23/2015 02:53PM by Khilborn.
|
Re: Bad Print Quality April 24, 2015 12:10PM |
Registered: 10 years ago Posts: 1,401 |
Sorry, only registered users may post in this forum.