First time print help
Posted by ifrisbie
|
First time print help July 21, 2012 07:57PM |
Registered: 12 years ago Posts: 61 |
Hi Everyone,
I finally solved my print bed leveling problem and am trying to start my first print. Unfortunately I'm completely overwhelmed with all of the things (settings) to be concerned about. I found various pages that help with it (Calibration, Commissioning, RepRapSoftwareTweaking, etc) but nothing that focuses on how to make changes as it relates to your host software (where the settings are, which ones are in firmware vs host settings , etc).
A step by step first print guide would be really great, especially if it was one with the host software I'm using (Repetier/Skeinforge).
I have a heated bed and using ABS (yes, I have now read warnings to not make ABS your first print, but its all I've got). The bed is supposed to be heated to 110, but I can't seem to get it above 84 (PCB heated bed, thermistor is on top of the glass held down by kapton tape and wool - pcb is clipped to glass).
Getting the heat up is the only issue I have at the moment, but I'm a bit gun shy to just press buttons and Rambo this for risk of damaging things.
Anyone know of a good guide? Or maybe a top 10 list of important settings to change before your first print?
I finally solved my print bed leveling problem and am trying to start my first print. Unfortunately I'm completely overwhelmed with all of the things (settings) to be concerned about. I found various pages that help with it (Calibration, Commissioning, RepRapSoftwareTweaking, etc) but nothing that focuses on how to make changes as it relates to your host software (where the settings are, which ones are in firmware vs host settings , etc).
A step by step first print guide would be really great, especially if it was one with the host software I'm using (Repetier/Skeinforge).
I have a heated bed and using ABS (yes, I have now read warnings to not make ABS your first print, but its all I've got). The bed is supposed to be heated to 110, but I can't seem to get it above 84 (PCB heated bed, thermistor is on top of the glass held down by kapton tape and wool - pcb is clipped to glass).
Getting the heat up is the only issue I have at the moment, but I'm a bit gun shy to just press buttons and Rambo this for risk of damaging things.
Anyone know of a good guide? Or maybe a top 10 list of important settings to change before your first print?
|
Re: First time print help July 22, 2012 07:36AM |
Registered: 14 years ago Posts: 177 |
84? It should be more than that. Or perhaps your reading is incorrect.
thermistor requires special table to convert its output to human reading, and different thermistor might has a little difference. Although the reading is actually very repeatable, but it might mean some other temperature. e.g. 84C you get might actually mean 95C, and it's 95C every time you read 84C. You need thermocouple or other measuring device to verify this.
That said, it's not exactly important.
If you have finished the electronics and assembling, may I suggest you to go through the following list:
1. Do nudging all the axis works (length is correct?, direction is correct?). Verify the homing operation works (correct direction? stop correctly?). Limits of the machine is correctly set.
The machine size, length per steps, max feedrate has to be set in the firmware. The host needs to know the width and height of the bed but that's for informative only.
Make sure you are ready to turn off the machine fast, in case the nudging and homing operation went crazy.
2. Move the print head around and verify all cable are ok.
3. Calibration the Z position and bed leveling. Try to nudge down the Z to a known position, measure the height between the nozzle and the bed. Like move the head such that you could just roll a M6 drillbit underneath. First make sure all four corners are at the same level, adjust the bed if necessary. Then at last, record the reproted Z position (M114 command), tune the end stop or firmware if necessary.
4. Heat up the extruder and heated bed in free air, without filament yet. Make sure the heater and thermistor works. And that tape and whatsoever works.
5. While the heat is up, in the free air, load the filament.
6. Try to extrude in the mid-air. Make sure it has a good grab of the filament but not stripping it (no residuals on the hobbed bolt). Calibration the E steps per mm. Go slowly...like it should takes 5 seconds for the big gear to turn 1 round.
7. Calibrate the Z again when hot, the measurement is somewhat different after some extrusion and when the machine is hot.
8. Now you can start printing. (http://reprap.org/wiki/Calibration). The most important is you start at the correct Z level such that you don't have the head crash on the bed. It doesn't matter if you have the skeinforge settings wrong, slight wrong temperature, or too much/too less plastic, start extruding and see what you get.
And have fun tuning =)
thermistor requires special table to convert its output to human reading, and different thermistor might has a little difference. Although the reading is actually very repeatable, but it might mean some other temperature. e.g. 84C you get might actually mean 95C, and it's 95C every time you read 84C. You need thermocouple or other measuring device to verify this.
That said, it's not exactly important.
If you have finished the electronics and assembling, may I suggest you to go through the following list:
1. Do nudging all the axis works (length is correct?, direction is correct?). Verify the homing operation works (correct direction? stop correctly?). Limits of the machine is correctly set.
The machine size, length per steps, max feedrate has to be set in the firmware. The host needs to know the width and height of the bed but that's for informative only.
Make sure you are ready to turn off the machine fast, in case the nudging and homing operation went crazy.
2. Move the print head around and verify all cable are ok.
3. Calibration the Z position and bed leveling. Try to nudge down the Z to a known position, measure the height between the nozzle and the bed. Like move the head such that you could just roll a M6 drillbit underneath. First make sure all four corners are at the same level, adjust the bed if necessary. Then at last, record the reproted Z position (M114 command), tune the end stop or firmware if necessary.
4. Heat up the extruder and heated bed in free air, without filament yet. Make sure the heater and thermistor works. And that tape and whatsoever works.
5. While the heat is up, in the free air, load the filament.
6. Try to extrude in the mid-air. Make sure it has a good grab of the filament but not stripping it (no residuals on the hobbed bolt). Calibration the E steps per mm. Go slowly...like it should takes 5 seconds for the big gear to turn 1 round.
7. Calibrate the Z again when hot, the measurement is somewhat different after some extrusion and when the machine is hot.
8. Now you can start printing. (http://reprap.org/wiki/Calibration). The most important is you start at the correct Z level such that you don't have the head crash on the bed. It doesn't matter if you have the skeinforge settings wrong, slight wrong temperature, or too much/too less plastic, start extruding and see what you get.
And have fun tuning =)
|
Re: First time print help July 22, 2012 08:38AM |
Registered: 12 years ago Posts: 61 |
Quote
Thermistor requires special table to convert its output to human reading, and different thermistor might has a little difference.
I take it this is a firmware table? Is there a tuning process outlined somewhere?
My status is a complete machine in all regards.
#1/#2 - yes, all axis working properly
#3 - This is what I've spent all my time on for the past two months, took me forever to get my bed level, but now it is.
Quote
Then at last, record the reproted Z position (M114 command), tune the end stop or firmware if necessary.
what do you use this recorded value for?
Quote
4. Heat up the extruder and heated bed in free air, without filament yet. Make sure the heater and thermistor works. And that tape and whatsoever works.
5. While the heat is up, in the free air, load the filament.
6. Try to extrude in the mid-air. Make sure it has a good grab of the filament but not stripping it (no residuals on the hobbed bolt). Calibration the E steps per mm. Go slowly...like it should takes 5 seconds for the big gear to turn 1 round.
I have done this with my printer under manual controls. How do you determine if it is stripping it? Isn't the evidence of this hidden? My Wades extruder - I'd have to take the spring loaded bearing off and check it that way, but returning it will change the pressure on it every time.
And how many mm of plastic should be sent into the extruder over the 5 second period if it is working properly? I was shocked at how slow it seemed compared to the transit of the wheel (looking at the bolt, not the exterior of the wheel).
This is also one of the areas I have issues - I'm using Repetier host and I'm a bit confused about where these settings go. There are some on the manual control page, and then some on the config printer page. I've seen the temperature settings change on their own to values I have never set before (program defaults I think).
Quote
7. Calibrate the Z again when hot, the measurement is somewhat different after some extrusion and when the machine is hot.
I noticed this and did recalibrate.
Quote
8. Now you can start printing. (http://reprap.org/wiki/Calibration).
This is one of the primary resources I've been using. I got down to the Layer height step (never printed out the bed level object because I wasn't confident of extruder performance or heater settings. This step is where I got concerned that I didn't know where in the software to change these settings. Is this a firmware setting or a host setting?
I'm anxious to get a print, but not so much that I want to go through a week of tuning on parameters that are well known to everyone and I should have set them correctly from the beginning.Quote
The most important is you start at the correct Z level such that you don't have the head crash on the bed. It doesn't matter if you have the skeinforge settings wrong, slight wrong temperature, or too much/too less plastic, start extruding and see what you get.
I do believe I am ready to print (wasn't that concerned about the bed heater right now either) but am such a noob using this stuff that I'm not even aware of some basic things:
1. What prep items does the host software/slicer take care of when you start a print job? Does it send the heat commands and force the print to wait until the bed and extruder is at the proper temp? Or do you handle this under manual controls before you start the job?
2. Are the extruding controls part of the commands sent? I thought they were, but when I did try a test print (the .5mm thin wall stl) the print head was moving around - but it wasn't trying to extrude.
3. Speed of X/Y movement looked really slow to me during this test print - which made me wonder if there are other settings that need to be dealt with. And I mean slow when compared to the speed when homing speed. Also noticed that there were times when no axis were moving, but the job was still in progress - a long pause - then it would resume. Does this make sense?
Anyway, basic stuff I'm sure. Thanks for the pointers and for more to come.
|
Re: First time print help July 22, 2012 09:29AM |
Registered: 14 years ago Posts: 177 |
As I said, as long as you aren't crashing the head onto the bed, and do extrude at above the melting temperature, there is no harm and you won't hurt the machine in any way. I would say just go ahead and enjoy, with a few practices that's actually as easy as printing on 2D =)
> I take it this is a firmware table? Is there a tuning process outlined somewhere?
Yes it is. First you need to get the temptable correct, but that requires you to have another accurate measurement. IR temp reading gun, or cooking thermometer, or another calibrated thermistor, or thermocouple. If you don't have access to these, I guess your best bet is to follow what the seller or specification said. It boils down to two parameter: R0 (resistance at one particular temperature), beta (the magic value that fits into the equation)
If you have the measurement of resistance of thermistor over different temp, like I did, you could
Convert the beta value with this equation: http://reprap.org/wiki/MeasuringThermistorBeta
And the you could generate the temptable with this calculator: http://calculator.josefprusa.cz/#TempLookup
If you can't do measurement, I think it worth to recalculate the table with the accurate information from the info you get from your vendor.
If your vendor are in the reprap business, they can probably just give your the temptable already.
Last but not least, without a accurate temptable, you can still print - you can still see "Oh I got it extruding well at X degree" and it should be always as good at your X degree. But you just can't compare the temperature value you read from your machine with the values that everyone reported. It's like one talking celsius and one talking fahrenheit, they are accurate by itself, you can't just compare this value with each other.
The temptable goes into the firmware.
> M114 and Z
> what do you use this recorded value for?
I have a different machine construction so it might not make sense to you. My Z end stop is at the top, not at the bottom.
When homing, it goes to top instead of the bottom. This is pretty much the standard practice for CNC machine, it's much safer.
So when I recalibrate, I don't have to move the end stop, but just modify the Z offset value in the Slicer configuration.
If you end stop is at the bottom and it is your Z=0 position, then you don't need to change your software/slicer configuration.
So you either tune the hardware (tweak the end stop position), or the software. I go with the latter which is easier =)
> What prep items does the host software/slicer take care of when you start a print job?
I use Repetier + External Slic3r (Internal also works)
> Does it send the heat commands and force the print to wait until the bed and extruder is at the proper temp?
Yes it does. It will wait until the temp is at the target.
Configurable in the Slic3r. I usually pre-heat it manually though and load the filament at my pleasure while I tweak with the slic3r, and manually extruding some filament to make sure it works.
Because it takes 5+ minutes for the heated bed to reach the temperature. If you loaded the filament and started the machine from cool, the hotend will reach the target much faster than the bed, and that means the plastic will be cooked for a few minutes without any movement - which is not good, the plastic could be "overdone".
> Speed of X/Y movement looked really slow to me during this test print - which made me wonder if there are other settings that need to be dealt with.
There are few thing you should look at:
1. Is the speed of the manual control at the correct speed? If not, change the Host's Printer settings -> Travel feed rate.
2. If you turned the travel feed rate way up high but still slow, then check the firmware configuration.h. Maximum feedrate is defined there. It's the ultimate speed limit of everything (from gcode, manual control, everything)
3. If you get decent speed with manual control, but slow while printing - then it's the slicer. Re-visit the slicer feedrate settings. You might have accidentally set a limit for the XYZ axis, or the Extrusion speed. If you impose an limit on the extrusion speed, it will command the machine to move slowly because there isn't enough material extruded.
> but the job was still in progress - a long pause - then it would resume. Does this make sense?
No. It should wait at start, then keep moving. Maybe it drops below the target temperature so it waits? Watch the temp reading while printing and see if this is the issue.
> I take it this is a firmware table? Is there a tuning process outlined somewhere?
Yes it is. First you need to get the temptable correct, but that requires you to have another accurate measurement. IR temp reading gun, or cooking thermometer, or another calibrated thermistor, or thermocouple. If you don't have access to these, I guess your best bet is to follow what the seller or specification said. It boils down to two parameter: R0 (resistance at one particular temperature), beta (the magic value that fits into the equation)
If you have the measurement of resistance of thermistor over different temp, like I did, you could
Convert the beta value with this equation: http://reprap.org/wiki/MeasuringThermistorBeta
And the you could generate the temptable with this calculator: http://calculator.josefprusa.cz/#TempLookup
If you can't do measurement, I think it worth to recalculate the table with the accurate information from the info you get from your vendor.
If your vendor are in the reprap business, they can probably just give your the temptable already.
Last but not least, without a accurate temptable, you can still print - you can still see "Oh I got it extruding well at X degree" and it should be always as good at your X degree. But you just can't compare the temperature value you read from your machine with the values that everyone reported. It's like one talking celsius and one talking fahrenheit, they are accurate by itself, you can't just compare this value with each other.
The temptable goes into the firmware.
> M114 and Z
> what do you use this recorded value for?
I have a different machine construction so it might not make sense to you. My Z end stop is at the top, not at the bottom.
When homing, it goes to top instead of the bottom. This is pretty much the standard practice for CNC machine, it's much safer.
So when I recalibrate, I don't have to move the end stop, but just modify the Z offset value in the Slicer configuration.
If you end stop is at the bottom and it is your Z=0 position, then you don't need to change your software/slicer configuration.
So you either tune the hardware (tweak the end stop position), or the software. I go with the latter which is easier =)
> What prep items does the host software/slicer take care of when you start a print job?
I use Repetier + External Slic3r (Internal also works)
> Does it send the heat commands and force the print to wait until the bed and extruder is at the proper temp?
Yes it does. It will wait until the temp is at the target.
Configurable in the Slic3r. I usually pre-heat it manually though and load the filament at my pleasure while I tweak with the slic3r, and manually extruding some filament to make sure it works.
Because it takes 5+ minutes for the heated bed to reach the temperature. If you loaded the filament and started the machine from cool, the hotend will reach the target much faster than the bed, and that means the plastic will be cooked for a few minutes without any movement - which is not good, the plastic could be "overdone".
> Speed of X/Y movement looked really slow to me during this test print - which made me wonder if there are other settings that need to be dealt with.
There are few thing you should look at:
1. Is the speed of the manual control at the correct speed? If not, change the Host's Printer settings -> Travel feed rate.
2. If you turned the travel feed rate way up high but still slow, then check the firmware configuration.h. Maximum feedrate is defined there. It's the ultimate speed limit of everything (from gcode, manual control, everything)
3. If you get decent speed with manual control, but slow while printing - then it's the slicer. Re-visit the slicer feedrate settings. You might have accidentally set a limit for the XYZ axis, or the Extrusion speed. If you impose an limit on the extrusion speed, it will command the machine to move slowly because there isn't enough material extruded.
> but the job was still in progress - a long pause - then it would resume. Does this make sense?
No. It should wait at start, then keep moving. Maybe it drops below the target temperature so it waits? Watch the temp reading while printing and see if this is the issue.
|
Re: First time print help July 22, 2012 09:34AM |
Registered: 14 years ago Posts: 177 |
> How do you determine if it is stripping it?
I have [www.reprap.org] with me, so it's easier to see.
Yes the extrusion is very very slow. Consider 3mm^2 (filament) over 0.5mm^2 (nozzle) is 36 times more. i.e. you push 1mm in and it will have 36mm out in theory. So it turns slowly.
I have [www.reprap.org] with me, so it's easier to see.
Yes the extrusion is very very slow. Consider 3mm^2 (filament) over 0.5mm^2 (nozzle) is 36 times more. i.e. you push 1mm in and it will have 36mm out in theory. So it turns slowly.
|
Re: First time print help July 22, 2012 09:53AM |
Registered: 14 years ago Posts: 177 |
One more thing about the heated bed. Because it takes some time to heat up the glass, the temp you read (when the thermistor is sticked at the bottom) might not be the temp of the glass.
That's why I usually use manual control to heat that up, wait for a few minutes even when the target temp is reached, and start extruding.
That's why I usually use manual control to heat that up, wait for a few minutes even when the target temp is reached, and start extruding.
|
Re: First time print help July 22, 2012 10:05AM |
Registered: 12 years ago Posts: 61 |
I put my bed thermistor on the top of the glass. Its taking about 20 minutes to get up to 80 C. Another twenty leaves it at 88 C and it will sometimes drop below this but then climbs back up. But never seems to bust 90 C. Should it take that long to heat up?
Biggest problem I seem to have at the moment is that when I start the print job - it doesn't extrude. Manual extrusion works, but printing as a job doesn't.
I'm assuming its one of the hundreds of Skeinforge settings (realized that I had to set temps in there).
What host software do most folks use?
Biggest problem I seem to have at the moment is that when I start the print job - it doesn't extrude. Manual extrusion works, but printing as a job doesn't.
I'm assuming its one of the hundreds of Skeinforge settings (realized that I had to set temps in there).
What host software do most folks use?
|
Re: First time print help July 22, 2012 10:22AM |
Registered: 14 years ago Posts: 177 |
> Biggest problem I seem to have at the moment is that when I start the print job - it doesn't extrude. Manual extrusion works, but printing as a job doesn't.
If you set a bed temperature that it can't be achieved, then it will wait and stucked at the "set temp command" indefinitely. Set it lower.
> I'm assuming its one of the hundreds of Skeinforge settings (realized that I had to set temps in there).
Give a try to Slic3r, fewer knobs to tune to get it going.
It took 10+ minutes for me too. I am using MK1 heated bed, measured resistance is 1.3ohm. (My multimeter is old and out of calibration..can't really tell the accurate number)
If you set a bed temperature that it can't be achieved, then it will wait and stucked at the "set temp command" indefinitely. Set it lower.
> I'm assuming its one of the hundreds of Skeinforge settings (realized that I had to set temps in there).
Give a try to Slic3r, fewer knobs to tune to get it going.
It took 10+ minutes for me too. I am using MK1 heated bed, measured resistance is 1.3ohm. (My multimeter is old and out of calibration..can't really tell the accurate number)
|
Re: First time print help July 22, 2012 04:08PM |
Registered: 12 years ago Posts: 61 |
Well, I decided to switch to the sample of PLA that I had since I could't achieve the proper bed temp. In retrospect I'm wondering now if perhaps it is because I'm using normal glass - there is a warning against this under the Heated Bed section indicating that there is danger in heating normal glass above 80 C. Perhaps I should be using something else as a base for ABS?
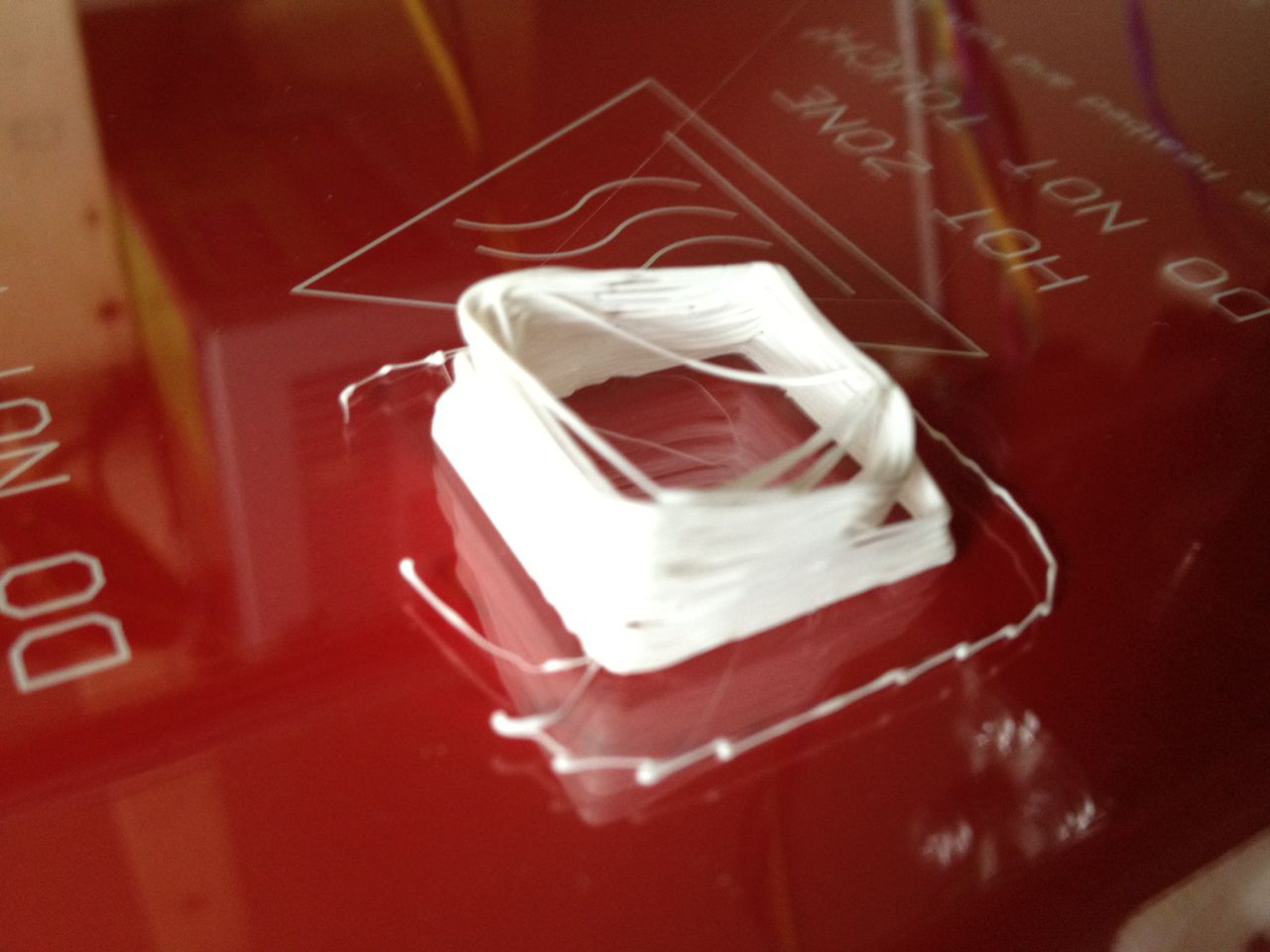
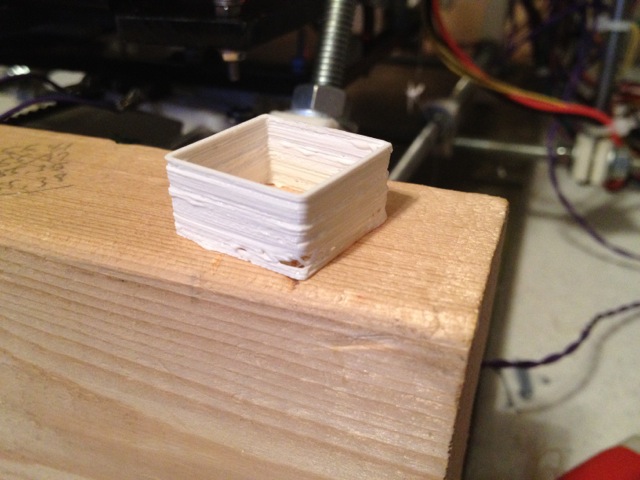
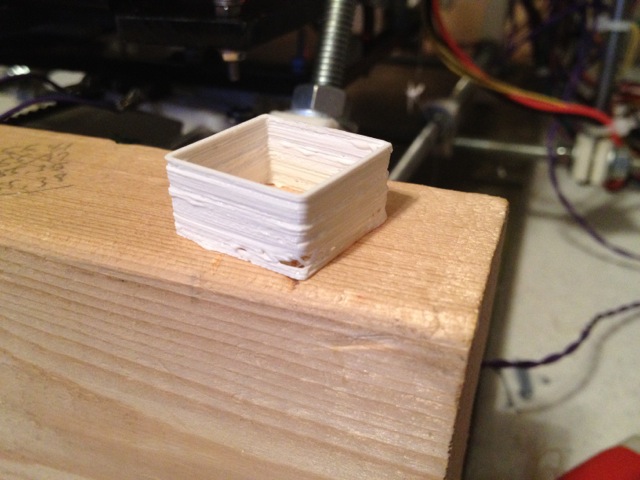
Anyway, switched to PLA and did the 0.5mm-thin-wall test and the attached picture is the result. I can say that I'm probably about 0.25mm-0.3mm above the surface and had not yet started extruding when it made its way to the active print area.
The PLA sample I have is 2mm (measured width, have no idea if the label width is the same). Using a 0.5mm nozzle. My guess from observation is that the first layer was only 1/2 intact by the time the 2nd layer went on. The z-increment seems to be a bit extreme - how do I tune that?
I switched to using the PrintRun host with built-in slicer. Does seem to be much simpler to use.
Anyone have any thoughts on my pic (tuning recommendations) or on my text above?
Anyway, switched to PLA and did the 0.5mm-thin-wall test and the attached picture is the result. I can say that I'm probably about 0.25mm-0.3mm above the surface and had not yet started extruding when it made its way to the active print area.
The PLA sample I have is 2mm (measured width, have no idea if the label width is the same). Using a 0.5mm nozzle. My guess from observation is that the first layer was only 1/2 intact by the time the 2nd layer went on. The z-increment seems to be a bit extreme - how do I tune that?
I switched to using the PrintRun host with built-in slicer. Does seem to be much simpler to use.
Anyone have any thoughts on my pic (tuning recommendations) or on my text above?
{kind=link}
{kind=link}
|
Re: First time print help July 22, 2012 05:02PM |
Registered: 11 years ago Posts: 939 |
What voltage do you read with a meter on the power leads to the heated bed when the heated bed is on?
If it's one of the standard heated bed PCB's you should hit well over 100degrees in a few minutes.
If you're using an ATX powersupply without a load on the 5V line, the 12V line can dropin voltage fairly drastically, and cause the heated bed to not reach temperature.
If it's one of the standard heated bed PCB's you should hit well over 100degrees in a few minutes.
If you're using an ATX powersupply without a load on the 5V line, the 12V line can dropin voltage fairly drastically, and cause the heated bed to not reach temperature.
|
Re: First time print help July 22, 2012 05:43PM |
Registered: 12 years ago Posts: 61 |
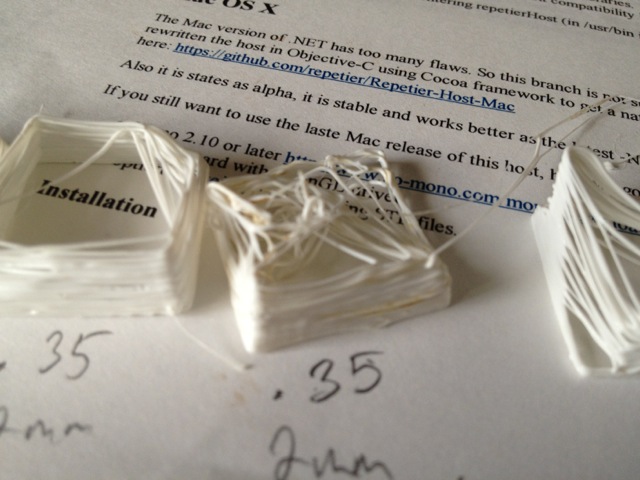
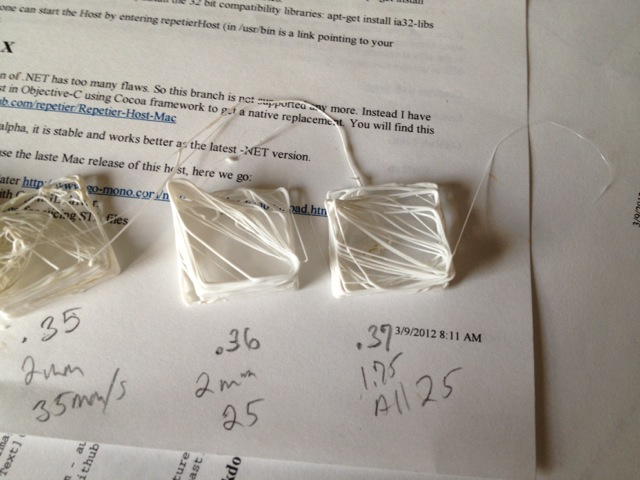
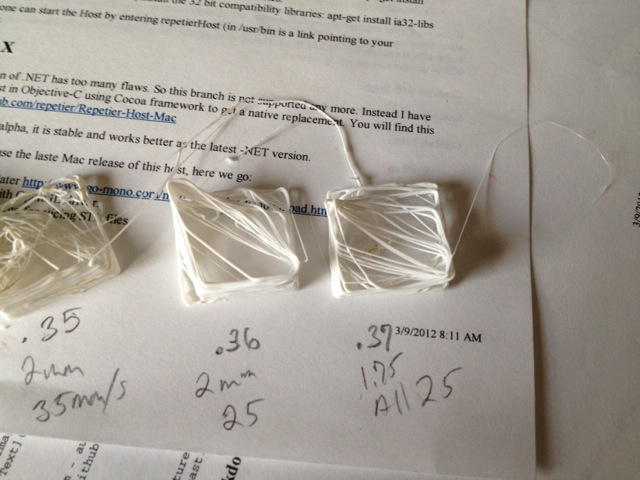
Tried a few more prints varying the layer height, the filament thickness (it measured at 2mm but I realized that the place I bought it from only sells 1.75mm, so I modified it on my last print), and the print speed.
Never saw a direct setting for the extrusion rate so I assumed it was being internally calculated from my nozzle setting and filament setting? The print speed only seems to affect the first layer speed.
Still getting used to these software tools.
Never saw a direct setting for the extrusion rate so I assumed it was being internally calculated from my nozzle setting and filament setting? The print speed only seems to affect the first layer speed.
Still getting used to these software tools.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: First time print help July 22, 2012 05:44PM |
Registered: 12 years ago Posts: 61 |
|
Re: First time print help July 22, 2012 07:13PM |
Registered: 14 years ago Posts: 177 |
The flow is all calculated. Does the axis move correctly? Or the print out doesn't stick?
How big is your nozzle?
Load - I don't know as I am using dedicated supply...someone on the wiki said plugging an old CD Rom drive could get around it. I think as long as it's working there is no worries.
Measure the voltage while you have the heated bed on.
Edited 1 time(s). Last edit at 07/22/2012 07:13PM by sam0737.
How big is your nozzle?
Load - I don't know as I am using dedicated supply...someone on the wiki said plugging an old CD Rom drive could get around it. I think as long as it's working there is no worries.
Measure the voltage while you have the heated bed on.
Edited 1 time(s). Last edit at 07/22/2012 07:13PM by sam0737.
|
Re: First time print help July 22, 2012 08:55PM |
Registered: 11 years ago Posts: 939 |
A 5Ohm resistor, motor from a CDROM drive, automotive bulb would all be fine for a load, but measure the voltage to verify you need it.
Judging by the brown discoloration, I would say you are printing too hot, I assume you've calibrated Z?
Flow rate is based on the requested width and height of the extrusion, and based on the input filament diameter. In slic3r the nozzle diameter is used to compute the W/H ratio
You need to use the measured filment diameter, not the size it claims to be, I've never seen 1.75mm filament measure 2.0mm, that would be a huge amount oversized. My hot end uses a 2mm ID PTFE tube and that wouldn't feed 2mm filament as is likely the case with most1.75mm Hotends.
Do you have a 1.75mm hotend? How did you measure 2mm?
Judging by the brown discoloration, I would say you are printing too hot, I assume you've calibrated Z?
Flow rate is based on the requested width and height of the extrusion, and based on the input filament diameter. In slic3r the nozzle diameter is used to compute the W/H ratio
You need to use the measured filment diameter, not the size it claims to be, I've never seen 1.75mm filament measure 2.0mm, that would be a huge amount oversized. My hot end uses a 2mm ID PTFE tube and that wouldn't feed 2mm filament as is likely the case with most1.75mm Hotends.
Do you have a 1.75mm hotend? How did you measure 2mm?
|
Re: First time print help July 22, 2012 09:12PM |
Registered: 12 years ago Posts: 61 |
Yes, z was calubrated to .2mm on all 4 edges.
I used a caliper to measure the diameter. I figured
That your normal rule of a 2x4 isn't really 2 inches
By 4 inches applies, but good to know it doesn't.
As far as hot end diameter I assume you mean the inside shaft and on that I don't
Remember, but I think it's wide enough to support
3mm, but not sure. My nozzle is 0.5mm.
The discoloration is only in two of my prints and I think
It's because I didn't dump out the PLA in the nozzle before
the heat was removed. Upon reheat the plastic came out brownish
and was included in the print. Temp is 185.
I used a caliper to measure the diameter. I figured
That your normal rule of a 2x4 isn't really 2 inches
By 4 inches applies, but good to know it doesn't.
As far as hot end diameter I assume you mean the inside shaft and on that I don't
Remember, but I think it's wide enough to support
3mm, but not sure. My nozzle is 0.5mm.
The discoloration is only in two of my prints and I think
It's because I didn't dump out the PLA in the nozzle before
the heat was removed. Upon reheat the plastic came out brownish
and was included in the print. Temp is 185.
|
Re: First time print help July 22, 2012 09:45PM |
Registered: 14 years ago Posts: 177 |
What's the diameter free extrusion size? (Extrude in the mid air, take a measurement)...
It looks like to me the lines on top aren't stacking, and/or not enough plastic were extruded...maybe you have a layer height too high (big) for your nozzle? in other words, the nozzle is not 0.5 but could be smaller?
It looks like to me the lines on top aren't stacking, and/or not enough plastic were extruded...maybe you have a layer height too high (big) for your nozzle? in other words, the nozzle is not 0.5 but could be smaller?
|
Re: First time print help July 23, 2012 08:20AM |
Registered: 12 years ago Posts: 61 |
Will be testing for power drop tonight and thermistor accuracy (I did get it from a RR vendor). Will also dry to slow down the print. Will verify the nozzle tonight as well, but I'm 99% sure its .5mm. Its what came with my kit and the other two nozzles I have (that are smaller) I was reserving for future use. Regarding your question about layer height, I suspected this as an issue as well. The default for the software was 0.4mm. I tried it at 0.35, 0.36, and 0.37. I would have been more systematic about my changes - but I only have a small amount of sample PLA, and can't get ABS working yet (problem being the bed isn't getting hot enough for it to stick) - all my stock is ABS until I get some PLA ordered.
There were a few questions in there I think I never answered:
1. Turns out when I printed something using PrintRun the slow speed I saw when using Repetier went away - so it must be some setting. Going to stick with PrintRun for the time being until I get thing settled.
2. Axis does move correctly I'd say the print sticks well to bed and first layer after that looks good, but then the corners get missed then the error in subsequent layers compound itself.
And a couple additional questions:
1. Is there a problem heating regular glass over 80 C like the Heatbed warning says and could that explain the long heat time over 60 C and why it tops out at 90 C?
2. Do I need to clean nozzle well (outside) after prints where it gets some PLA on it?
Thanks for all the input.
There were a few questions in there I think I never answered:
1. Turns out when I printed something using PrintRun the slow speed I saw when using Repetier went away - so it must be some setting. Going to stick with PrintRun for the time being until I get thing settled.
2. Axis does move correctly I'd say the print sticks well to bed and first layer after that looks good, but then the corners get missed then the error in subsequent layers compound itself.
And a couple additional questions:
1. Is there a problem heating regular glass over 80 C like the Heatbed warning says and could that explain the long heat time over 60 C and why it tops out at 90 C?
2. Do I need to clean nozzle well (outside) after prints where it gets some PLA on it?
Thanks for all the input.
|
Re: First time print help July 23, 2012 08:41AM |
Registered: 11 years ago Posts: 120 |
i dont know what kind of nozzle you are using, but if its J-head then set the nozzle size fgrom 0.5 to 0.4 just to test. some software have a recalculation for nozzle size, dont ask me why but they when you fill in 0.5 for nozzly diameter the actually think you are using 0.58 or something. so try lowering that.
and why the small steps testing layer hight, try to set it to 0,2 you will not mess anything up or brake something. try some far outcorners of the settings, and if you are really scared put your trigger finger on the on /off switch. the printer will not brake easaly. i had some doubts myself at first but i had some hard collissions myself and didnt brake anything...
try nozzle diameter 0.4 and layerheigt 0.2mm and make a pic
and why the small steps testing layer hight, try to set it to 0,2 you will not mess anything up or brake something. try some far outcorners of the settings, and if you are really scared put your trigger finger on the on /off switch. the printer will not brake easaly. i had some doubts myself at first but i had some hard collissions myself and didnt brake anything...
try nozzle diameter 0.4 and layerheigt 0.2mm and make a pic
|
Re: First time print help July 23, 2012 09:03AM |
Registered: 12 years ago Posts: 61 |
|
Re: First time print help July 23, 2012 07:49PM |
Registered: 12 years ago Posts: 61 |
Ok, so I checked a few things:
1. Verified that my extruded diameter is indeed .5mm
2. Verified that my 12V voltage did drop from over 12V to about 11V. Is that enough to be a problem?
3. Laid a meat thermometer on the hot bed and it is generally consistent with the reading I'm getting (reads a bit lower, but it is within a few degrees C of the measured temp.
4. Realize that I wasn't closing my caliper hard enough on the filament when I measured it because I measured it on one that I knew to be 1.75mm and it said close to 2. The PLA filament I'm using is 1.75mm.
I'm not so sure I buy the voltage drop as a culprit though for my bed heating problem. Wouldn't I have trouble getting the extruder to temp as well? I have no problem reaching and sustaining 230C quickly. I'm starting to wonder if its all about the glass. I can reach the 60C I need for PLA quite quickly, it just when I get to to the 70's it drastically slows and then halts anywhere between 85 and 90C depending on the ambient temp in the room.
will attempt another print before bed.
1. Verified that my extruded diameter is indeed .5mm
2. Verified that my 12V voltage did drop from over 12V to about 11V. Is that enough to be a problem?
3. Laid a meat thermometer on the hot bed and it is generally consistent with the reading I'm getting (reads a bit lower, but it is within a few degrees C of the measured temp.
4. Realize that I wasn't closing my caliper hard enough on the filament when I measured it because I measured it on one that I knew to be 1.75mm and it said close to 2. The PLA filament I'm using is 1.75mm.
I'm not so sure I buy the voltage drop as a culprit though for my bed heating problem. Wouldn't I have trouble getting the extruder to temp as well? I have no problem reaching and sustaining 230C quickly. I'm starting to wonder if its all about the glass. I can reach the 60C I need for PLA quite quickly, it just when I get to to the 70's it drastically slows and then halts anywhere between 85 and 90C depending on the ambient temp in the room.
will attempt another print before bed.
|
Re: First time print help July 23, 2012 08:38PM |
Registered: 11 years ago Posts: 939 |
Unless you have some unusually thick glass it shouldn't be an issue.
My Mk2 bed will hit >120C+ measured on the glass, I'm using one of the IKEA mirrors that are so popular. The thermister reads a good 20 degrees cool, but that's because of placement.
The max temperature is determined by power in, I wouldn't have thought a drop to 11V would be significant, but it's possible, power is (V^2)/R, so the power drops with the square of the voltage drop. If it's east to put a load on and test (say a CDROM drive if you have one laying around) I'd do that.
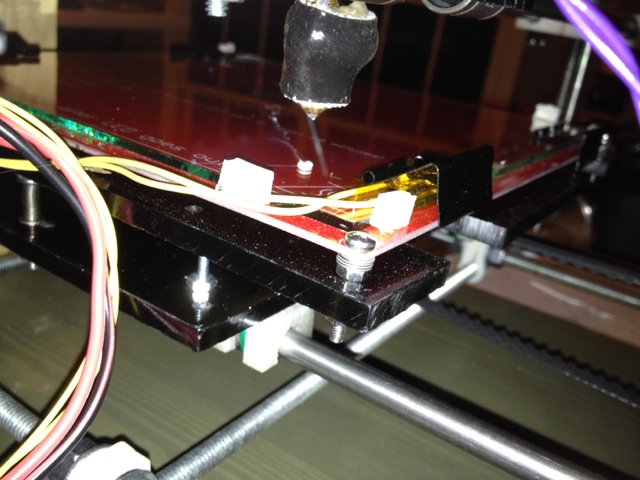
Which way up do you have the heated beb and how is it mounted? Can you post a picture?
My Mk2 bed will hit >120C+ measured on the glass, I'm using one of the IKEA mirrors that are so popular. The thermister reads a good 20 degrees cool, but that's because of placement.
The max temperature is determined by power in, I wouldn't have thought a drop to 11V would be significant, but it's possible, power is (V^2)/R, so the power drops with the square of the voltage drop. If it's east to put a load on and test (say a CDROM drive if you have one laying around) I'd do that.
Which way up do you have the heated beb and how is it mounted? Can you post a picture?
|
Re: First time print help July 23, 2012 09:02PM |
Registered: 12 years ago Posts: 61 |
I made two changes:
1. Changed layer height to .2mm
2. Moved my speed down to 10mm/s (from 35 as the program defaults) and made all layers move at the same speed (PrintRun has setting for ratio of first layer speed to subsequent layers - which was set to .3, I set it to 1).
So - with these settings and the nozzle correctly set and filament correctly set I got these results. Not perfect, but good enough to move on to other calibration steps.
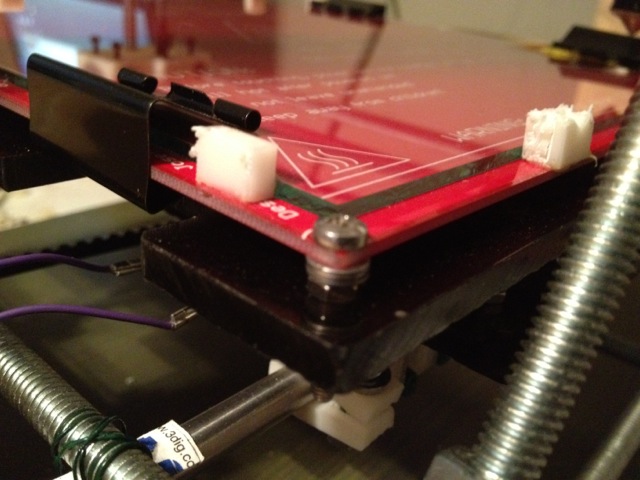
I took two snapshots of my heatbed. Two different corners from the same side - the second pic shows the thermistor position on the top of the glass to the right under the binder clip. The thermistor has wool on top of it and then taped down with Kapton.
I'm confident that the reading is correct and for some reason the bed can't reach temp. This Ikea mirror, is it your garden variety glass? Or is it special in some way?
1. Changed layer height to .2mm
2. Moved my speed down to 10mm/s (from 35 as the program defaults) and made all layers move at the same speed (PrintRun has setting for ratio of first layer speed to subsequent layers - which was set to .3, I set it to 1).
So - with these settings and the nozzle correctly set and filament correctly set I got these results. Not perfect, but good enough to move on to other calibration steps.
I took two snapshots of my heatbed. Two different corners from the same side - the second pic shows the thermistor position on the top of the glass to the right under the binder clip. The thermistor has wool on top of it and then taped down with Kapton.
I'm confident that the reading is correct and for some reason the bed can't reach temp. This Ikea mirror, is it your garden variety glass? Or is it special in some way?
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: First time print help July 23, 2012 09:24PM |
Registered: 12 years ago Posts: 61 |
|
Re: First time print help July 24, 2012 07:52PM |
Registered: 11 years ago Posts: 120 |
ok it looks like your getting better result.
But its weird because it looks like your still having problems getting enough plastic on the next layer.
are you sure that if you tell your z axis to move 10mm it will go 10mm? maybe press the button several times gives you a better average. and or did you check your extruder and filament width? i use slicer and after a couple of calibration checks i got pretty good results. thats why i asked if there is something changing when you set your nozzle diameter in your gcode software to a higer or lower number.
But its weird because it looks like your still having problems getting enough plastic on the next layer.
are you sure that if you tell your z axis to move 10mm it will go 10mm? maybe press the button several times gives you a better average. and or did you check your extruder and filament width? i use slicer and after a couple of calibration checks i got pretty good results. thats why i asked if there is something changing when you set your nozzle diameter in your gcode software to a higer or lower number.
Sorry, only registered users may post in this forum.