Getting dimensions right: is that perimeter width, or flow rate, or what?
Posted by sam0737
|
Getting dimensions right: is that perimeter width, or flow rate, or what? July 22, 2012 07:59PM |
Registered: 14 years ago Posts: 177 |
I am following the Calibration wiki but I couldn't get the perimeter block right. The STL file in the wiki cannot be sliced by Slic3r so I drew my own with the code below.
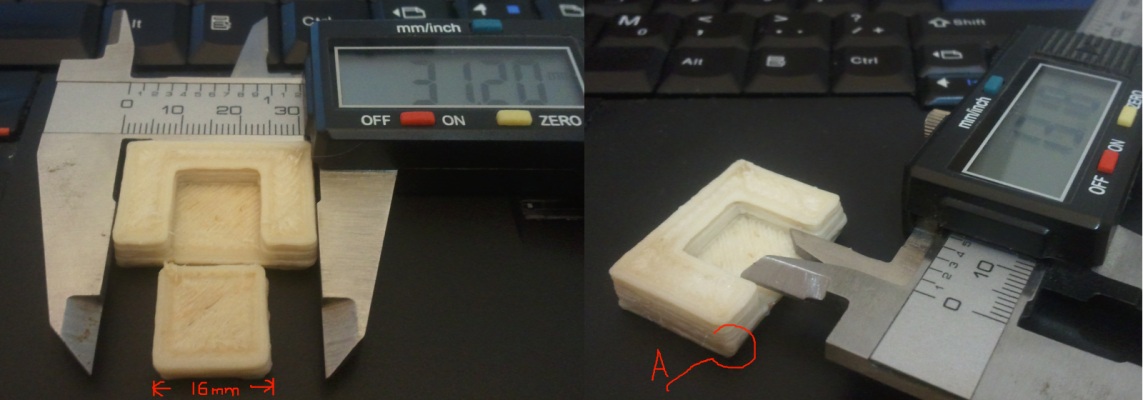
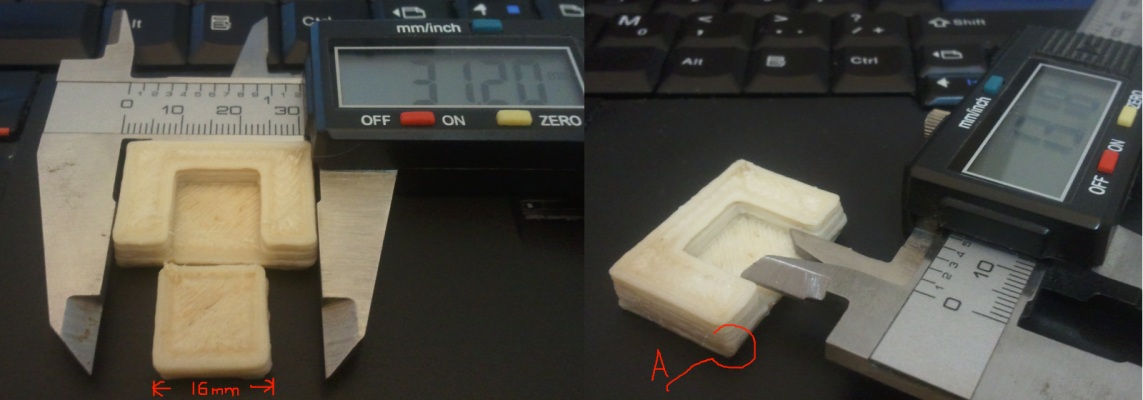
I got this - as attached, but I can't really tell what went wrong...I think I could use some help from the community
The print out is too big, and the slot is too small. The big block is supposed to be 30mm wide, and the slot 15mm. And the wall is not exactly flat too (highlighted as A). The top surface is somewhat convex, measured 0.2mm thicker than the perimeter, maybe too much in-fill?
Would that be the perimeter width? or flow rate (extrusion multiplier / nozzle size?), or layer height, or temperature?
The free extrusion diameter measured is 0.68mm (I am still questioning if i measured that correctly...), is it too big for a so called "0.5mm nozzle"? (that it's actually around 0.6 instead).
My Slic3r settings: 20mm feed rate, 25% in-fill, 3 layers for perimeters/top/bottom, 0.575mm nozzle, 3mm filament, extrusion 100% multiplier, hot end 220C for all layers, 90C for heated bed, perimeter width at auto. I am printing ABS.
Edited 3 time(s). Last edit at 07/22/2012 08:26PM by sam0737.
I got this - as attached, but I can't really tell what went wrong...I think I could use some help from the community
The print out is too big, and the slot is too small. The big block is supposed to be 30mm wide, and the slot 15mm. And the wall is not exactly flat too (highlighted as A). The top surface is somewhat convex, measured 0.2mm thicker than the perimeter, maybe too much in-fill?
Would that be the perimeter width? or flow rate (extrusion multiplier / nozzle size?), or layer height, or temperature?
The free extrusion diameter measured is 0.68mm (I am still questioning if i measured that correctly...), is it too big for a so called "0.5mm nozzle"? (that it's actually around 0.6 instead).
My Slic3r settings: 20mm feed rate, 25% in-fill, 3 layers for perimeters/top/bottom, 0.575mm nozzle, 3mm filament, extrusion 100% multiplier, hot end 220C for all layers, 90C for heated bed, perimeter width at auto. I am printing ABS.
w = 15;
// Small block
cube(size = [w,w,4]);
// Big block
translate([20,0,0])
difference() {
cube(size = [w*2,w+5,7]);
// Slot
translate([(30-w-.1)/2,-.1,3]) cube(size=[w+.1,w+.1,5]);
}
Edited 3 time(s). Last edit at 07/22/2012 08:26PM by sam0737.
{kind=link}
{kind=link}
|
Re: Getting dimensions right: is that perimeter width, or flow rate, or what? July 23, 2012 01:52PM |
Registered: 11 years ago Posts: 283 |
If you are printing with Slic3r 0.8l.4 then I had problems with this a. calculating the wrong extrusion width and b. putting the extrusions in the wrong place. This resulted in outside dimensions being roughly one extrusion width to big and inside ones being one extrusion width too small. Try and give the latest dev build fro the master branch a spin. I'll be honest, I've not had chance to try it but I did try the new flow branch that had fixes relating to this issue. The new flow branch has now been merged back into the main branch with the new guy branch and I'm hoping the fixes came along as well.
Using ABSPrusa Mendel Zaphod with Pronterface and slic3r 1.3.0. Printing well with 3mm PLA and ABS through 2 x J Head Mk IV b and Wade Geared Exruders. Controlled using RAMPS1.4 board running Marlin_v1.1.9
Using ABSPrusa Mendel Zaphod with Pronterface and slic3r 1.3.0. Printing well with 3mm PLA and ABS through 2 x J Head Mk IV b and Wade Geared Exruders. Controlled using RAMPS1.4 board running Marlin_v1.1.9
|
Re: Getting dimensions right: is that perimeter width, or flow rate, or what? July 23, 2012 02:12PM |
Registered: 14 years ago Posts: 177 |
Thanks for the info.
Maybe I should give a shot to Skeinforge too...but that means I have to go over all the settings again which I really hate.
Source code checkout'ed. I am on Windows but couldn't get all the dependency installed yet. Maybe my Strawberry Perl is too old (5.12) or something, I will be looking into it.
Mechanically I believe my machine is doing well, and so does my ABS filament. At least the print is rather clean. I have also printed a hallow box, almost as good as a solid one. Nothing messy.I hope with some tuning I could clone an extruder. I am currently using a direct drive variation which I don't really like (I was limited by what available from the local supplies)
Maybe I should give a shot to Skeinforge too...but that means I have to go over all the settings again which I really hate.
Source code checkout'ed. I am on Windows but couldn't get all the dependency installed yet. Maybe my Strawberry Perl is too old (5.12) or something, I will be looking into it.
Mechanically I believe my machine is doing well, and so does my ABS filament. At least the print is rather clean. I have also printed a hallow box, almost as good as a solid one. Nothing messy.I hope with some tuning I could clone an extruder. I am currently using a direct drive variation which I don't really like (I was limited by what available from the local supplies)
|
Re: Getting dimensions right: is that perimeter width, or flow rate, or what? July 23, 2012 09:58PM |
Registered: 13 years ago Posts: 91 |
Have you measured and calibrated the E steps/mm value to put in your firmware? It looks like your value is too high and too much is being extruded which would cause the inside to be too small and outside to be too big. This is also causing rounded corners instead of being nice and square.
If you haven't calibrated it, here [richrap.blogspot.com] is a great tutorial by RichRap about how to do it. This is SUPER important. With your E Steps calibrated properly Slic3r should give you pretty decent prints right out of the box. If you follow the other 2 tutorials on Slic3r on his blog you should be able to get things pretty dailed in.
If you haven't calibrated it, here [richrap.blogspot.com] is a great tutorial by RichRap about how to do it. This is SUPER important. With your E Steps calibrated properly Slic3r should give you pretty decent prints right out of the box. If you follow the other 2 tutorials on Slic3r on his blog you should be able to get things pretty dailed in.
|
Re: Getting dimensions right: is that perimeter width, or flow rate, or what? July 23, 2012 10:46PM |
Registered: 14 years ago Posts: 177 |
|
Re: Getting dimensions right: is that perimeter width, or flow rate, or what? July 28, 2012 04:06PM |
Registered: 14 years ago Posts: 177 |
Well a few issues, now it is solved. I got X, Y dimensions reasonably accurate, and both piece can snaps together.
1. mm/steps calibration was way off: I was extruding too fast so actually the filament wasn't pushed as far as commanded, and 30% error goes into the measurement. I remeasure with slower speed and also verifying the measurement with the retracting direction.
2. I thought my nozzle is 0.5mm, but it should be more like 0.6mm. Measurement of free extruded strings is ~0.74mm.
Slic3r also has another set of calibration steps which I followed and found this issue: [github.com]. The extruder multipler is way off if I set the nozzle size as 0.5mm.
3. And the Y-axis motor-shift connector is not tighten enough and slips.
Thanks.
1. mm/steps calibration was way off: I was extruding too fast so actually the filament wasn't pushed as far as commanded, and 30% error goes into the measurement. I remeasure with slower speed and also verifying the measurement with the retracting direction.
2. I thought my nozzle is 0.5mm, but it should be more like 0.6mm. Measurement of free extruded strings is ~0.74mm.
Slic3r also has another set of calibration steps which I followed and found this issue: [github.com]. The extruder multipler is way off if I set the nozzle size as 0.5mm.
3. And the Y-axis motor-shift connector is not tighten enough and slips.
Thanks.
Sorry, only registered users may post in this forum.