Layers are poorly formed/sparse
Posted by iggyfigs
|
Layers are poorly formed/sparse October 18, 2012 05:07AM |
Registered: 11 years ago Posts: 2 |
Very recently I switched to ABS in my Rostock Delta, which had previously been a 100% PLA printer. I got it up and running very quickly and was excited to see prints sticking to the glass without any tape, but after a few layers the excitement faded as I saw terrible layer quality consistent with each print I tried.
I'm printing with my bed at 100C (As high as the Prusa bed goes) and my Makergear hotend from 235-250C. (I was experimenting, to no avail. Also as a side note, isn't PEEK supposed to melt at 240C? How is my hotend still in one piece?) The bed is completely clean, as I am waiting for a bit of acetone to make ABS juice so the peeling stops.
This is filament from [www.onlinefilament.com] but I haven't used any other products from them so I don't have a standard.
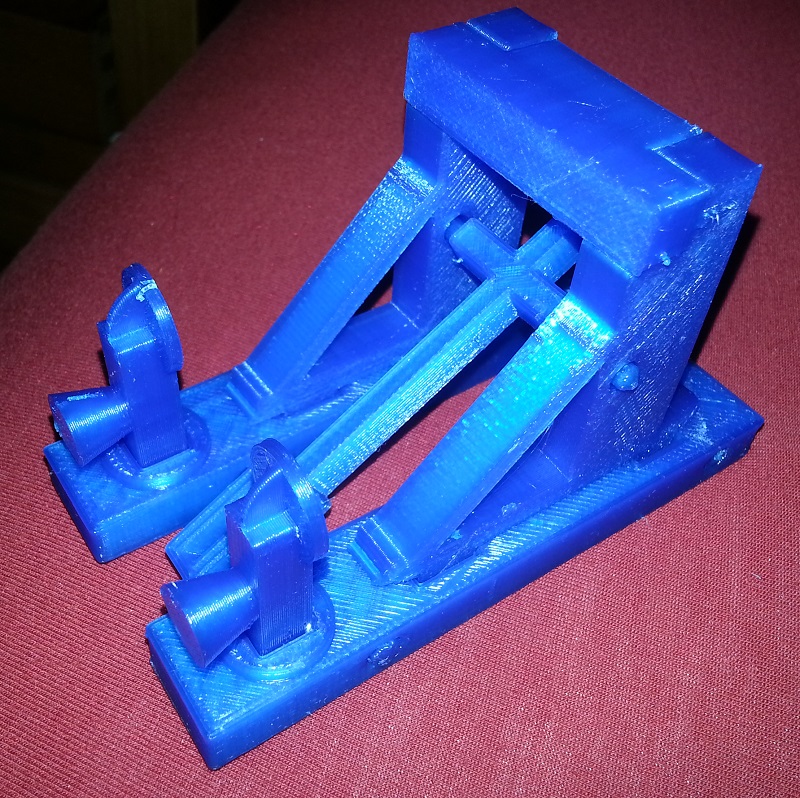
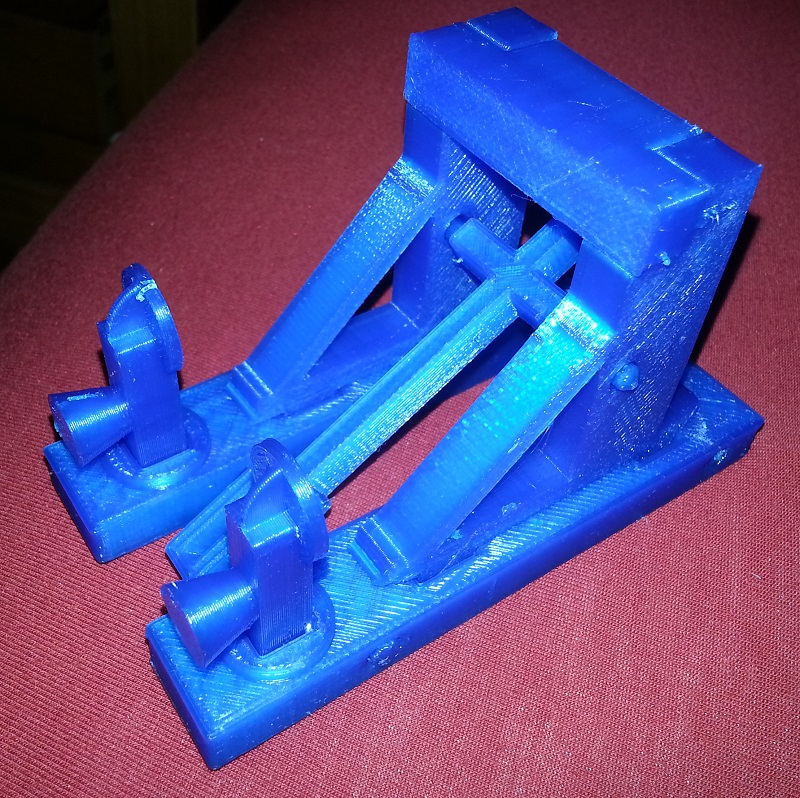
Attached is a photo of two pieces in white ABS that were on the same bed and the strange wobbling of layer position in the x-y direction, and occasional dent caused by a bad layer. Also attached is a photo of a print from the same day in blue PLA with almost identical settings except temperature and plastic-related values.
One last point of interest, my rectilinear infill (I usually use hexagonal) is very, very sketchy and and looks more like bits of random plastic than actual infill. Is this an indication that I'm printing so hot that my ABS comes out liquid? I can use manual extrude and get a rather uniform strand, so...
I'm printing with my bed at 100C (As high as the Prusa bed goes) and my Makergear hotend from 235-250C. (I was experimenting, to no avail. Also as a side note, isn't PEEK supposed to melt at 240C? How is my hotend still in one piece?) The bed is completely clean, as I am waiting for a bit of acetone to make ABS juice so the peeling stops.
This is filament from [www.onlinefilament.com] but I haven't used any other products from them so I don't have a standard.
Attached is a photo of two pieces in white ABS that were on the same bed and the strange wobbling of layer position in the x-y direction, and occasional dent caused by a bad layer. Also attached is a photo of a print from the same day in blue PLA with almost identical settings except temperature and plastic-related values.
One last point of interest, my rectilinear infill (I usually use hexagonal) is very, very sketchy and and looks more like bits of random plastic than actual infill. Is this an indication that I'm printing so hot that my ABS comes out liquid? I can use manual extrude and get a rather uniform strand, so...
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Layers are poorly formed/sparse October 18, 2012 01:08PM |
Registered: 13 years ago Posts: 485 |
My MG hot end extrudes ABS at about 200-220, for all the kinds of ABS I've tried so far. The difference may just be thermistor mounting, or it may be the plastic.
Printing to bare glass, I see you're getting some serious warping. (Perhaps the higher temp was required to get any adhesion at all?) That much warping will in turn behave like a very poor Z calibration or 1st layer height. That issue can result in quality issues pretty far up the part. I wouldn't recommend too much troubleshooting until you get the bed adhesion under control. ABS shouldn't be that much different from PLA after you re-calibrate the flow rate.
Printing to bare glass, I see you're getting some serious warping. (Perhaps the higher temp was required to get any adhesion at all?) That much warping will in turn behave like a very poor Z calibration or 1st layer height. That issue can result in quality issues pretty far up the part. I wouldn't recommend too much troubleshooting until you get the bed adhesion under control. ABS shouldn't be that much different from PLA after you re-calibrate the flow rate.
|
Re: Layers are poorly formed/sparse October 18, 2012 01:58PM |
Registered: 12 years ago Posts: 109 |
That catapult is gorgeous. Some great right-angles on it.
I wasnt aware that the Rostock even supported a hotbed in the original build. The fact that your getting ABS to stick to bare glass at all is a miracle IMO. Try painting on some ABS juice at least maybe with a brim.
As far as the crumbly looking infill your getting, I used to get that too if we're talking about the same thing. In my case it was the extruder either not calibrated right or the retraction set too high, either way your not putting out enough plastic.
You mean the PTFE liner tube inside the hotend right? PEEK Melts around 343C and thats the black hard plastic on the outside of your hotend. the inner PTFE tube is 330C, but will get soft and maleable somewhere around 300C which can jam a hotend, but in either case it wont just *snap* and turn into butter.
Keep in mind that the faster you print the hotter you need to print. I print at 30mm/sec at 215C for ABS, but with a Rostock you probably print at 50-70mm/sec right? Keep the temps up and turn them down if the ABS gets too runny.
-Tom
I wasnt aware that the Rostock even supported a hotbed in the original build. The fact that your getting ABS to stick to bare glass at all is a miracle IMO. Try painting on some ABS juice at least maybe with a brim.
As far as the crumbly looking infill your getting, I used to get that too if we're talking about the same thing. In my case it was the extruder either not calibrated right or the retraction set too high, either way your not putting out enough plastic.
You mean the PTFE liner tube inside the hotend right? PEEK Melts around 343C and thats the black hard plastic on the outside of your hotend. the inner PTFE tube is 330C, but will get soft and maleable somewhere around 300C which can jam a hotend, but in either case it wont just *snap* and turn into butter.
Keep in mind that the faster you print the hotter you need to print. I print at 30mm/sec at 215C for ABS, but with a Rostock you probably print at 50-70mm/sec right? Keep the temps up and turn them down if the ABS gets too runny.
-Tom
|
Re: Layers are poorly formed/sparse October 18, 2012 03:17PM |
Registered: 11 years ago Posts: 2 |
Thanks Tom and Dale. And yeah, Rostock does support heated bed. I designed these (http://www.thingiverse.com/thing:28922) just for that purpose! Although when I started printing in ABS they melted because they were in PLA so I had to tape my bed down just to print another set!
As for acetone for ABS juice, my 'supplier' (aka father) forgot to bring me some home from work yesterday and after grilling him about it he says he already has in in his car. So, ABS juice tonight.
I do really hope that adhesion solves my problem, but to be honest I really do doubt it. I attached another pic of a similar piece that was actually the second thing I printed, and there's no peeling problem at all, but the strange lines every few layers are disconcerting. Another theory as to what might be causing these problems is one that I always have with new spools of filament - My tiny Airtripper's bowden can't pull with enough force to rotate the spool that it's directly attached to. That might result in occasional loss of pressure to the printhead. I'm going to try turning up the power to the stepper motor on one more print and see if it works.
EDIT: Oh yes, and I found out that the PLA I have (The blue used in the catapult) is also from OnlineFilament, and considering it's been the best filament I have ever used, (It's like magic plastic, seriously) I'd have to say that their ABS is probably high quality too.
Edited 1 time(s). Last edit at 10/18/2012 04:20PM by iggyfigs.
As for acetone for ABS juice, my 'supplier' (aka father) forgot to bring me some home from work yesterday and after grilling him about it he says he already has in in his car. So, ABS juice tonight.
I do really hope that adhesion solves my problem, but to be honest I really do doubt it. I attached another pic of a similar piece that was actually the second thing I printed, and there's no peeling problem at all, but the strange lines every few layers are disconcerting. Another theory as to what might be causing these problems is one that I always have with new spools of filament - My tiny Airtripper's bowden can't pull with enough force to rotate the spool that it's directly attached to. That might result in occasional loss of pressure to the printhead. I'm going to try turning up the power to the stepper motor on one more print and see if it works.
EDIT: Oh yes, and I found out that the PLA I have (The blue used in the catapult) is also from OnlineFilament, and considering it's been the best filament I have ever used, (It's like magic plastic, seriously) I'd have to say that their ABS is probably high quality too.
Edited 1 time(s). Last edit at 10/18/2012 04:20PM by iggyfigs.
{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.