Issue with print width
Posted by maverik
|
Issue with print width January 28, 2013 12:36PM |
Registered: 11 years ago Posts: 21 |
Hi everyone,
I have been having a few problems with my new printer.
I followed the steps to configure my extruder properly (here)
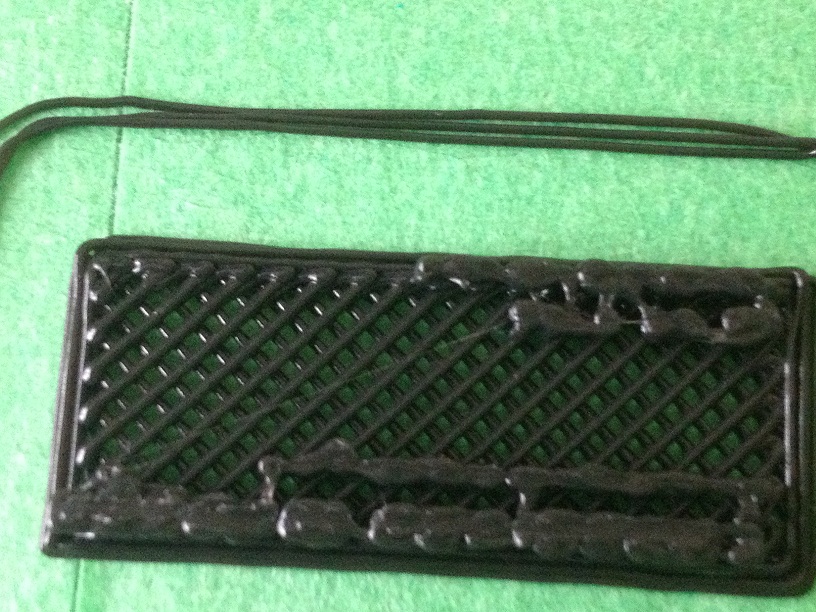
And the print seems quite well except the "top" layer is not properly fully filled..
As you may notice from the attached image, the top layer (not the top 'extrusions' but the flat surface) isn't fully filled.
How can I rectify this? I need to print solids, not see through parts.
How can I improve upon this print?
Besides the obvious that the text wasn't printed (due to the print being too small)
I would appreciate all and any help you can provide!
My settings on Slic3r are as follows:
Layer height: 0.3mm
First Layer Height: 100%
Perimeters: 2
Solid Layers: top:2, bottom: 2
Fill Density: 0.45
Infill Every: 1 layers
Solid Infill every: 0 layers
Fill angle: 45
Filament: 3mm
Temperature ex: 200, 195; bed: 65, 50
Nozzle Diameter: 0.5mm
I am using a Mix G1 reprap.
Thanks again!
Sincerely,
Maverik
I have been having a few problems with my new printer.
I followed the steps to configure my extruder properly (here)
And the print seems quite well except the "top" layer is not properly fully filled..
As you may notice from the attached image, the top layer (not the top 'extrusions' but the flat surface) isn't fully filled.
How can I rectify this? I need to print solids, not see through parts.
How can I improve upon this print?
Besides the obvious that the text wasn't printed (due to the print being too small)
I would appreciate all and any help you can provide!
My settings on Slic3r are as follows:
Layer height: 0.3mm
First Layer Height: 100%
Perimeters: 2
Solid Layers: top:2, bottom: 2
Fill Density: 0.45
Infill Every: 1 layers
Solid Infill every: 0 layers
Fill angle: 45
Filament: 3mm
Temperature ex: 200, 195; bed: 65, 50
Nozzle Diameter: 0.5mm
I am using a Mix G1 reprap.
Thanks again!
Sincerely,
Maverik
{kind=link}
{kind=link}
|
Re: Issue with print width January 28, 2013 01:43PM |
Registered: 11 years ago Posts: 21 |
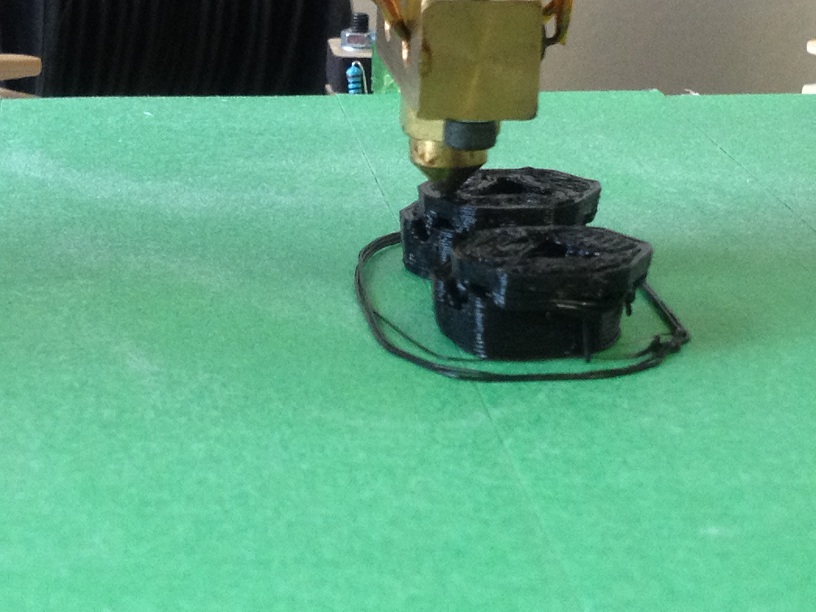
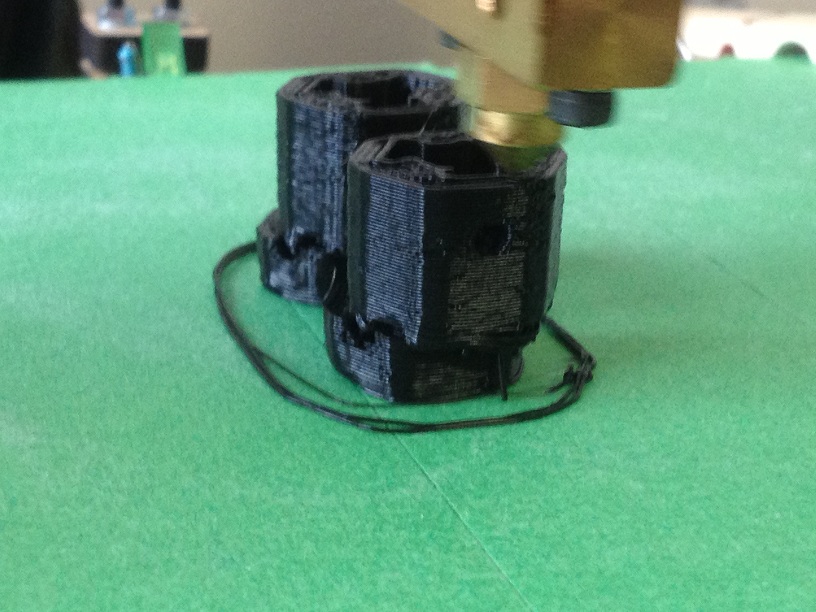
Ok, here's another issue I just encountered and I'm not too sure why this is happening...
I think it may involve one of the axis's not being properly stable/stabilized, but I have leveled all of them, and as you can see from the attached picture, its not a recurring issue, its more like a jump. Also, it doesn't seem to be recurring, but random.
I previously tried printing a cube, and it was skewed at the top not the bottom like this one.
Please help!
Thank you kindly,
Maverik
I think it may involve one of the axis's not being properly stable/stabilized, but I have leveled all of them, and as you can see from the attached picture, its not a recurring issue, its more like a jump. Also, it doesn't seem to be recurring, but random.
I previously tried printing a cube, and it was skewed at the top not the bottom like this one.
Please help!
Thank you kindly,
Maverik
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Issue with print width January 28, 2013 06:46PM |
Registered: 11 years ago Posts: 75 |
First issue - Have you corrected that now? What was causing it? If you haven't - I'm sorry, I am SURE it's a setting in slic3r, but I have only used skeinforge myself so I cannot help apart from asking - does it do the same thing if you infill at 1.0 density?
Second issue - I've seen this one a LOT - it looks like you're skipping a tooth on your x or y axis.
*Check that the belts are tight (not STRETCHED, but tight, aka not floppy at all...
*Check the quality of your toothed pulleys, mine look fairly average but have never missed a beat, but if they're looking really dodgy, this could be the cause
*Check that your belts are NOT inhibited by any other part of the machine - for a while I had a problem where the toothed belt was rubbing against the side of the PULLEY (I did not think this would be a problem! but it was!) - it would rub fairly hard against it and every now and again it would "ride up" on the side of the pulley, it never missed a tooth, but it would give me a very strange finish on my parts - but if it was a tiiiny bit worse it would have skipped and given the same result you have in your pic.
Check those things, let us know what you come up with! Good luck!
JazzyB
Second issue - I've seen this one a LOT - it looks like you're skipping a tooth on your x or y axis.
*Check that the belts are tight (not STRETCHED, but tight, aka not floppy at all...
*Check the quality of your toothed pulleys, mine look fairly average but have never missed a beat, but if they're looking really dodgy, this could be the cause
*Check that your belts are NOT inhibited by any other part of the machine - for a while I had a problem where the toothed belt was rubbing against the side of the PULLEY (I did not think this would be a problem! but it was!) - it would rub fairly hard against it and every now and again it would "ride up" on the side of the pulley, it never missed a tooth, but it would give me a very strange finish on my parts - but if it was a tiiiny bit worse it would have skipped and given the same result you have in your pic.
Check those things, let us know what you come up with! Good luck!
JazzyB
|
Re: Issue with print width January 28, 2013 06:52PM |
Registered: 11 years ago Posts: 560 |
|
Re: Issue with print width January 28, 2013 08:31PM |
Registered: 11 years ago Posts: 21 |
Hi,
Thanks guys for your inputs, for issue # 1 I have not fixed that... I thought it would be trying to print too fast at a low temperature, which I modified as of right now, by reducing the printing speed and increasing the extruder temperature... (Thank god I live in an apt where utilities are included!).
Will let you guys know if that fixes issue # 1.
For issue # 2, It doesn't do it with short items, such as 2mm - 1 cm height.... I also seem to have found the problem... not too sure unless I try another tall item, or reprint the z-couplers again.... the cables for the x-axis are too close to one of the z-couplers... which sometimes they get stuck and I have to stop the whole process abruptly...
But also, I checked the quality of the gears and they seem to be not perfect but quite good. I'll try tightening the screw of the gears attached to the servos just in case.
Thanks for the suggestioins, will update as soon as I have anything either positive or negative
cheers
Thanks guys for your inputs, for issue # 1 I have not fixed that... I thought it would be trying to print too fast at a low temperature, which I modified as of right now, by reducing the printing speed and increasing the extruder temperature... (Thank god I live in an apt where utilities are included!).
Will let you guys know if that fixes issue # 1.
For issue # 2, It doesn't do it with short items, such as 2mm - 1 cm height.... I also seem to have found the problem... not too sure unless I try another tall item, or reprint the z-couplers again.... the cables for the x-axis are too close to one of the z-couplers... which sometimes they get stuck and I have to stop the whole process abruptly...
But also, I checked the quality of the gears and they seem to be not perfect but quite good. I'll try tightening the screw of the gears attached to the servos just in case.
Thanks for the suggestioins, will update as soon as I have anything either positive or negative
cheers
|
Re: Issue with print width January 28, 2013 08:40PM |
Registered: 11 years ago Posts: 21 |
Hi,
Thanks guys for your inputs, for issue # 1 I have not fixed that... I thought it would be trying to print too fast at a low temperature, which I modified as of right now, by reducing the printing speed and increasing the extruder temperature... (Thank god I live in an apt where utilities are included!).
Will let you guys know if that fixes issue # 1.
For issue # 2, It doesn't do it with short items, such as 2mm - 1 cm height.... I also seem to have found the problem... not too sure unless I try another tall item, or reprint the z-couplers again.... the cables for the x-axis are too close to one of the z-couplers... which sometimes they get stuck and I have to stop the whole process abruptly...
But also, I checked the quality of the gears and they seem to be not perfect but quite good. I'll try tightening the screw of the gears attached to the servos just in case.
Thanks for the suggestioins, will update as soon as I have anything either positive or negative
cheers
Update: I was reading in the tutorial on my first post, or unless I read wrong, that you don't really wanna go up to a 1 density for in fill... hopefully i missunderstood... so I'll give it a try blindly. I just hope my nozzle head doesn't break like this poor guy's
Thanks guys for your inputs, for issue # 1 I have not fixed that... I thought it would be trying to print too fast at a low temperature, which I modified as of right now, by reducing the printing speed and increasing the extruder temperature... (Thank god I live in an apt where utilities are included!).
Will let you guys know if that fixes issue # 1.
For issue # 2, It doesn't do it with short items, such as 2mm - 1 cm height.... I also seem to have found the problem... not too sure unless I try another tall item, or reprint the z-couplers again.... the cables for the x-axis are too close to one of the z-couplers... which sometimes they get stuck and I have to stop the whole process abruptly...
But also, I checked the quality of the gears and they seem to be not perfect but quite good. I'll try tightening the screw of the gears attached to the servos just in case.
Thanks for the suggestioins, will update as soon as I have anything either positive or negative
cheers
Update: I was reading in the tutorial on my first post, or unless I read wrong, that you don't really wanna go up to a 1 density for in fill... hopefully i missunderstood... so I'll give it a try blindly. I just hope my nozzle head doesn't break like this poor guy's
|
Re: Issue with print width January 28, 2013 09:47PM |
Registered: 13 years ago Posts: 2,947 |
maverik Wrote:
-------------------------------------------------------
> Update: I was reading in the tutorial on my first
> post, or unless I read wrong, that you don't
> really wanna go up to a 1 density for in fill...
> hopefully i missunderstood... so I'll give it a
> try blindly. I just hope my nozzle head doesn't
> break like this poor guy's
This is only the case if the E steps per mm is too high. And the recommendation is a result of people expecting the math in the slicer being correct so they refuse to further calibrate which results in over extrusion and lumpy prints. You should lower your extrusion multiplier or your steps per mm on E until you can print a solid cube perfectly without any extra material at 100% infill. If this causes an issue on other prints with lower infill you should switch slicers to something like Cura or Kisslicer.
-------------------------------------------------------
> Update: I was reading in the tutorial on my first
> post, or unless I read wrong, that you don't
> really wanna go up to a 1 density for in fill...
> hopefully i missunderstood... so I'll give it a
> try blindly. I just hope my nozzle head doesn't
> break like this poor guy's
This is only the case if the E steps per mm is too high. And the recommendation is a result of people expecting the math in the slicer being correct so they refuse to further calibrate which results in over extrusion and lumpy prints. You should lower your extrusion multiplier or your steps per mm on E until you can print a solid cube perfectly without any extra material at 100% infill. If this causes an issue on other prints with lower infill you should switch slicers to something like Cura or Kisslicer.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Issue with print width January 28, 2013 09:58PM |
Registered: 11 years ago Posts: 75 |
I've done it a LOT - it shouldn't break your nozzle / printer ;-)
And if it DOES it's not because "you should never use 1.0 density" it's because your e-steps (or other slicing settings if you know your e-steps are correct) are not calibrated properly - 1.0 is "100% solid" infill - it is used when you are trying to make the strongest parts (ie parts for your reprap! gears etc)
I am sure you will be safe to try it - just WATCH your print for at least 5-10 layers (watch it in it's entirety if you have time!) and see that your nozzle isn't ploughing around in a mess of molten plastic and that it seems to be depositing it correctly.
Stop the print if you are unsure...
Momentarily lower the extruder feed (amount of plastic) using M221 S### (where ### is a value in PERCENT - S100 is 100%, S75 is 75% and so on) If your firmware allows it (Try sending M221 S0 just as it starts / before it starts printing... if no plastic comes out, you can use M221 for on-the-fly flow control ;-)
And if it DOES it's not because "you should never use 1.0 density" it's because your e-steps (or other slicing settings if you know your e-steps are correct) are not calibrated properly - 1.0 is "100% solid" infill - it is used when you are trying to make the strongest parts (ie parts for your reprap! gears etc)
I am sure you will be safe to try it - just WATCH your print for at least 5-10 layers (watch it in it's entirety if you have time!) and see that your nozzle isn't ploughing around in a mess of molten plastic and that it seems to be depositing it correctly.
Stop the print if you are unsure...
Momentarily lower the extruder feed (amount of plastic) using M221 S### (where ### is a value in PERCENT - S100 is 100%, S75 is 75% and so on) If your firmware allows it (Try sending M221 S0 just as it starts / before it starts printing... if no plastic comes out, you can use M221 for on-the-fly flow control ;-)
|
Re: Issue with print width January 28, 2013 11:36PM |
Registered: 11 years ago Posts: 21 |
Hi Sublime,
I did do a recalculation of my steps for e, unfortunately for the Mix G1 the steps aren't 700 x 30 (as a normal) but 140 x 30 which I normalized and recalculated the required steps and came up with 144.
The steps and speed in which filament extrudes is quite appropriate, it does not skip or over extrude. The problem is with the thickness of the extruded filament. once extruded it looks quite skinny and doesn't fill as it should.
I already did a print with a Density fill of 1 (or 100%) and it did not do anything different... I think I may indeed have to switch to a different slicer Thanks for the heads up on different slicers... can I still use the same repetier-host? I'm assuming the slicers all they do is (using the specified printer settings) convert the object in 3D into GCode right? so running them side by side shouldn't be a problem
JazzyB,
I figured as much. I was trying to figure out how to print such awesome parts like the printer parts with such "quality" so its with Density 1 (100%) great... now I may have to use a different slicer then...
I have indeed set the extruder to just spit filament at a rate and it does not get clogged or overdamped. it comes out quite nicely.
The slicer does appear to have modified the program and displays the filament as a density 1, and the printer does take the appropriate path as the slicer specified...
The filament just doesn't grow thick (as dough when baked lol)....
Thanks for your help!
I don't really think its the slicer now that I think of it, because it does show the filament as 100% and it appears to be water tight on the code view.
I did do a recalculation of my steps for e, unfortunately for the Mix G1 the steps aren't 700 x 30 (as a normal) but 140 x 30 which I normalized and recalculated the required steps and came up with 144.
The steps and speed in which filament extrudes is quite appropriate, it does not skip or over extrude. The problem is with the thickness of the extruded filament. once extruded it looks quite skinny and doesn't fill as it should.
I already did a print with a Density fill of 1 (or 100%) and it did not do anything different... I think I may indeed have to switch to a different slicer Thanks for the heads up on different slicers... can I still use the same repetier-host? I'm assuming the slicers all they do is (using the specified printer settings) convert the object in 3D into GCode right? so running them side by side shouldn't be a problem
JazzyB,
I figured as much. I was trying to figure out how to print such awesome parts like the printer parts with such "quality" so its with Density 1 (100%) great... now I may have to use a different slicer then...
I have indeed set the extruder to just spit filament at a rate and it does not get clogged or overdamped. it comes out quite nicely.
The slicer does appear to have modified the program and displays the filament as a density 1, and the printer does take the appropriate path as the slicer specified...
The filament just doesn't grow thick (as dough when baked lol)....
Thanks for your help!
I don't really think its the slicer now that I think of it, because it does show the filament as 100% and it appears to be water tight on the code view.
|
Re: Issue with print width January 28, 2013 11:44PM |
Registered: 13 years ago Posts: 2,947 |
Once you have the E steps calibrated to move the filament the correct distance you will still have to calibrate further using your eyes to achieve the correct flow. If you are under extruding then you should either increase your E steps or the extrusion multiplier. Once you can print a calibration cube with perfect 100% infill you should be done calibrating.
You can check the tutorial section of my Tantillus site for how I recommend to calibrate. (note I no longer recommend slice3r even though it is still on the site)
Edited 1 time(s). Last edit at 01/29/2013 01:03AM by Sublime.
You can check the tutorial section of my Tantillus site for how I recommend to calibrate. (note I no longer recommend slice3r even though it is still on the site)
Edited 1 time(s). Last edit at 01/29/2013 01:03AM by Sublime.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Issue with print width January 28, 2013 11:53PM |
Registered: 11 years ago Posts: 21 |
perfect... although I just downloaded kisslicer and it seems a bit uhm confuzzling... but i'm sure i'll pick it up in no time... I"m also downloading cura atm see if I like that one better... and will check on the tutorial you mentioined Sublime.
thanks for the assistance!
I will update as soon as I can with new configs!
Maverik
thanks for the assistance!
I will update as soon as I can with new configs!
Maverik
|
Re: Issue with print width January 29, 2013 01:14AM |
Registered: 11 years ago Posts: 21 |
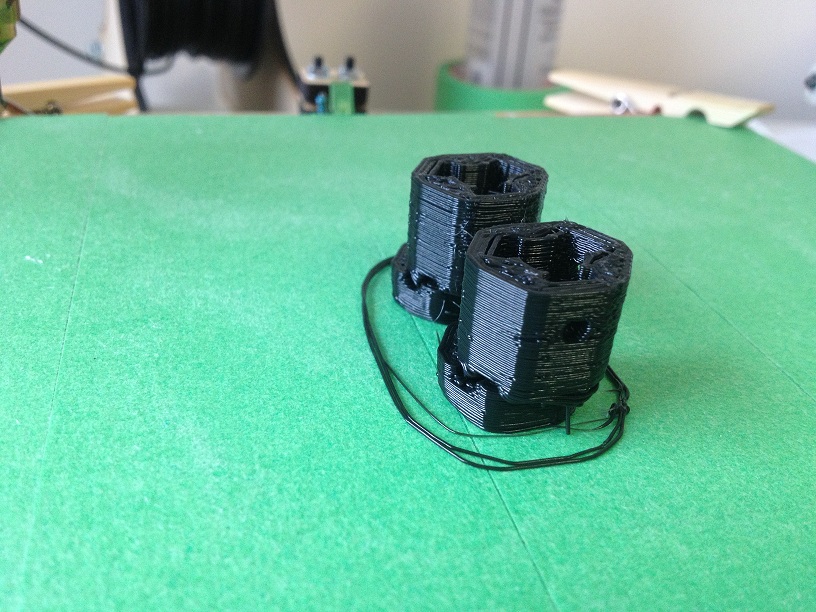
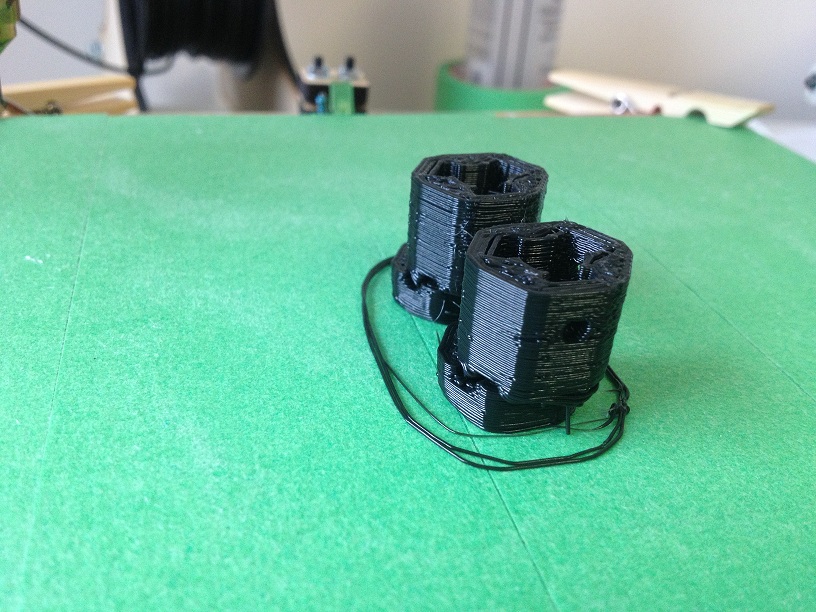
Alright here's an update.
i increased the extruding multiplier to 1.2, and the results should be clear on the attached image.
Unfortunately tbh there is no much change. At this point I've tried increasing the heat to 215 deg for swifter extrusion (extrudes pretty much at the same rate). I've also tried decreasing the overall moving speed infill speed, etc etc... nothing seems to change this problem...
Anyone else got any other ideas? I'm getting kind of disappointed at this thing... I wasn't expecting it to get working right away 100%, but I also wasn't expecting this much trouble.
I agree with everyone slicr is not great anymore... I'm in process of trying to use Cura... seems intuitive enough until I get to the "convert to code" part... can't seem to find the "slice" command
Anyway... please please any helpful ideas would be really appreciated!
Sadly I still don't know if Issue # 1 is still an issue until I fix issue # 2.
Cheers
i increased the extruding multiplier to 1.2, and the results should be clear on the attached image.
Unfortunately tbh there is no much change. At this point I've tried increasing the heat to 215 deg for swifter extrusion (extrudes pretty much at the same rate). I've also tried decreasing the overall moving speed infill speed, etc etc... nothing seems to change this problem...
Anyone else got any other ideas? I'm getting kind of disappointed at this thing... I wasn't expecting it to get working right away 100%, but I also wasn't expecting this much trouble.
I agree with everyone slicr is not great anymore... I'm in process of trying to use Cura... seems intuitive enough until I get to the "convert to code" part... can't seem to find the "slice" command
Anyway... please please any helpful ideas would be really appreciated!
Sadly I still don't know if Issue # 1 is still an issue until I fix issue # 2.
Cheers
{kind=link}
{kind=link}
|
Re: Issue with print width January 29, 2013 02:13AM |
Registered: 13 years ago Posts: 2,947 |
It could be that your idler is not tight enough and not applying enough pressure to the filament so it slips. It could also be the black plastic is crap. Black is one of those colors that you need to buy the best of the best because the cheap stuff can have all kinds of contaminates in it from sweeping up all the scraps off the floor from the previous colors.
For Cura the slice button says prepare print. Also there is a project planner in the menus at the top that will allow you to print multiple objects either all at once or sequentially.
One last thing is I personally never print with such thick layers. Try 0.2mm layers and force it to extrude 0.52mm wide and see if that helps.
For Cura the slice button says prepare print. Also there is a project planner in the menus at the top that will allow you to print multiple objects either all at once or sequentially.
One last thing is I personally never print with such thick layers. Try 0.2mm layers and force it to extrude 0.52mm wide and see if that helps.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Issue with print width January 29, 2013 07:31AM |
Registered: 11 years ago Posts: 75 |
Also, the initial Z height is FRIGGEN important! If those 4 parts were made on the one plate it would appear your build plate is not level. If the build plate is level, you may need to drop your initial Z height (z home position, Z endstop, whatever you want to call it)
The first layer of any of my successful prints is usually REALLY smooshed out and flat - the side which touches the glass (or kapton tape in my case) should be pretty much texture-less and smooth. Are yours like this on the bottom?
+1 on Black being the worst colour to print with! I bought a BIG roll of black and a big roll of natural to start out with, tried for ages with the black before I thought "I'm wasting all this black! I'll swap to the natural for a bit" - WOW...
Black is crap for some reason - get ur print settings good, THEN, get your "black" settings good... That's how I had to do it...
Of course if you only have black, continue and try not to be disheartened - it will work! Just, it can be demanding...
JazzyB
The first layer of any of my successful prints is usually REALLY smooshed out and flat - the side which touches the glass (or kapton tape in my case) should be pretty much texture-less and smooth. Are yours like this on the bottom?
+1 on Black being the worst colour to print with! I bought a BIG roll of black and a big roll of natural to start out with, tried for ages with the black before I thought "I'm wasting all this black! I'll swap to the natural for a bit" - WOW...
Black is crap for some reason - get ur print settings good, THEN, get your "black" settings good... That's how I had to do it...
Of course if you only have black, continue and try not to be disheartened - it will work! Just, it can be demanding...
JazzyB
|
Re: Issue with print width January 29, 2013 12:27PM |
Registered: 11 years ago Posts: 21 |
Hi,
Sublime,
Thanks for the information! I guess I should have bought a different colour as my first printer. I only printed with big layers because that's how it prints it regardless of the settings I put on slicr.
Jazzy B,
The 4 parts weren't printed all in one plate at the same time. two were made at a time, to test the different extruding widths and speeds. The problem with dropping my z-end is that too low and the nozzle will break the glass since too much pressure will of course crack it. I believe the bed is quite balanced, but you mentioned that the first layer of your successful prints is smooshed out and flat... I didn't think that was supposed to be, if it is then I'll lower my zend a little bit more. Because mine are just the same as the top layer, quite uniform (except for the extruding width obviously).
I don't only have black, but the natural I have is ABS... sigh... I guess I'll move on to ABS now...
Thanks for the info guys! I'll move on to ABS and see if I get similar problems or it was indeed the BLACK PLA!
Will update soon!
Cheers
Sublime,
Thanks for the information! I guess I should have bought a different colour as my first printer. I only printed with big layers because that's how it prints it regardless of the settings I put on slicr.
Jazzy B,
The 4 parts weren't printed all in one plate at the same time. two were made at a time, to test the different extruding widths and speeds. The problem with dropping my z-end is that too low and the nozzle will break the glass since too much pressure will of course crack it. I believe the bed is quite balanced, but you mentioned that the first layer of your successful prints is smooshed out and flat... I didn't think that was supposed to be, if it is then I'll lower my zend a little bit more. Because mine are just the same as the top layer, quite uniform (except for the extruding width obviously).
I don't only have black, but the natural I have is ABS... sigh... I guess I'll move on to ABS now...
Thanks for the info guys! I'll move on to ABS and see if I get similar problems or it was indeed the BLACK PLA!
Will update soon!
Cheers
|
Re: Issue with print width January 30, 2013 09:37AM |
Registered: 11 years ago Posts: 53 |
did you read richraps slicer is nicer part 2 and 3? part 2 talks about first layer height.
[richrap.blogspot.com]
also make sure your z is calibrated ie manually tell it to move up 30mm then measure it.
use the latest slic3r i think its 9.8
i spent 2 week trying to fix an issue similar to yours. mine would print firts 5 or so layers fine then start to look like yours. turned out i needed a fan on my j-head. i just keep searching and reading other peoples issues similar to mine and changing things.
[richrap.blogspot.com]
also make sure your z is calibrated ie manually tell it to move up 30mm then measure it.
use the latest slic3r i think its 9.8
i spent 2 week trying to fix an issue similar to yours. mine would print firts 5 or so layers fine then start to look like yours. turned out i needed a fan on my j-head. i just keep searching and reading other peoples issues similar to mine and changing things.
|
Re: Issue with print width January 30, 2013 05:26PM |
Registered: 11 years ago Posts: 21 |
Hi jm44807,
Yes I followed the 3 pages its all well calibrated.
I actually followed sublime's and JazzyB's suggestion. Switched from black PLA to natural ABS.
I had to obviously adjust printing temperature and bed temperature, along with the extruder current but I have succesfully printed a new Z-coupler for my printer! I guess it was simply the PLA...
Thanks everyone for the assistance! this fixed the filling issue... and apparently also the skipping issue, since I printed the z-coupler without a problem.
I appreciate your help!
Yes I followed the 3 pages its all well calibrated.
I actually followed sublime's and JazzyB's suggestion. Switched from black PLA to natural ABS.
I had to obviously adjust printing temperature and bed temperature, along with the extruder current but I have succesfully printed a new Z-coupler for my printer! I guess it was simply the PLA...
Thanks everyone for the assistance! this fixed the filling issue... and apparently also the skipping issue, since I printed the z-coupler without a problem.
I appreciate your help!
|
Re: Issue with print width January 31, 2013 02:53AM |
Registered: 11 years ago Posts: 40 |
Your skipping issue is definitely related to your X or Y axis, not printing material or Z axis.
I had the same problem and it was caused by two things, my driver current was a bit too low (I had to set it to 0.4 Vref = 1 A) on my Y axis (the direction on which it was skipping) and also my carriage was slipping on my belt ( I put a black line with a felt-tip marker near my carriage and saw that the distance had changed after a skipping problem) so i redesigned a new belt locker for my carriage.
And after that, I was able to print at higher speed without skipping (three time faster than previously) since everything was able to keep with.
I also have a black PLA reel in stock from reprapworld so I'll see what kind of change I wil have to make in my slicer. But it should only change some parameters like fluidity and so extrusion temperature/retract/prime.
I had the same problem and it was caused by two things, my driver current was a bit too low (I had to set it to 0.4 Vref = 1 A) on my Y axis (the direction on which it was skipping) and also my carriage was slipping on my belt ( I put a black line with a felt-tip marker near my carriage and saw that the distance had changed after a skipping problem) so i redesigned a new belt locker for my carriage.
And after that, I was able to print at higher speed without skipping (three time faster than previously) since everything was able to keep with.
I also have a black PLA reel in stock from reprapworld so I'll see what kind of change I wil have to make in my slicer. But it should only change some parameters like fluidity and so extrusion temperature/retract/prime.
Sorry, only registered users may post in this forum.